

Разновидности оснований
Для установки агрегатов используют разные фундаментные конструкции, соответствующие выдвигаемым нормами требованиям.
На практике машины устанавливают в основном на разновидностях опорных конструкций, представленных в таблице далее.
| № | Тип фундаментной конструкции | Характеристика возведенной основы |
|---|---|---|
| 1 | фундамент-плита без подвала | заливается только на первом этаже, обходится дорого из-за значительного расхода строительных материалов и больших трудовых затрат, но своей массивностью хорошо гасит возникающие вибрации |
| 2 | рамная основа, оснащенная ростверком из балок | способна без негативных последствий выдерживать колебания высокой частоты, поэтому часто используется под установку механизмов ударного принципа действия |
| 3 | стенчатая опорная конструкция (является модификацией оснований ленточного типа) | ее возводят со второго этажа, действующая нагрузка от агрегатов при таком строении опоры принимается внешними (несущими) стенами, а также внутренними перегородки |
| 4 | основание-перекрытие, имеющее подвал | устраивается выше первого этажа, передает (возникающие в процессе работы машин) вибрации межэтажным перекрытиям (каркасу постройки), способно выдерживать лишь нагрузки статического типа либо колебания с незначительной амплитудой |
Наиболее современный вариант под легкие или средней тяжести механизмы – это устройство оснований с пружинами или виброопорами других типов, гасящими возникающие во время работы агрегатов колебания. Демпферы (гасители вибраций) особенно легко можно устанавливать под основы рамного типа.
По своей сути основание-перекрытие, обустроенное подвалом – это та же плита, только построенная из готовых железобетонных блоков, укладываемых на балки перекрытия.
Приведенные фундаментные конструкции разделяют на 2 типа:
- бесподвальный (у него практически полностью отсутствует часть, располагаемая над полом);
- подвальный ( с хорошо развитым надземным отделом).
Последний вариант может иметь стенчатую либо рамную формы. Он характеризуется большой высотой над плоскостью пола.
Фундаменты по конструкции могут быть также сборными, монолитными, сборно-монолитными. По форме они бывают таких видов:
- прямоугольные;
- ленточные;
- ступенчатые;
- фасонные;
- трапециевидные.
В качестве фундаментов под агрегаты с периодическим характером действующих нагрузок возможно использование свай разных типов. Поверх опор обустраивают плитный или ленточный ростверк. Монтировать механизмы ударного типа работы нужно на сплошные железобетонные сваи.
Расстояния между устанавливаемыми столбами регламентируются СП 24.13330. Оно не должно превышать 10 их диаметров. Рассчитать колебания свайных оснований можно, руководствуясь соответствующими подразделами этого документа.
В качестве элементов сборных конструкций применяют разные блоки и плиты (пустотелые либо сплошные).
Индивидуальные и групповые фундаменты
Оборудование монтируют на индивидуальные либо групповые фундаментные конструкции.
Групповые фундаменты предназначены для установки на них нескольких механизмов легкого или среднего веса (до 8 т) с жесткой станиной и нормальной точностью работы, эксплуатируемые с преобладанием статических сил. Толщина их обычно составляет 150-250 мм. Они выполняют зачастую только роль оснований. Единой опорой выступают в основном бетонные (или железобетонные) полы. Но встречаются на практике и другие варианты конструкций.
Станины механизмов считаются жесткими при соотношении их длины к высоте, не более чем 2 к 1.
Основания индивидуального типа строят под точное оборудование, обладающее средней или тяжелой массой, которое работает с динамическими нагрузками умеренной либо значительной величины. Такие опоры кроме отведения вибраций от машин и обеспечения правильного их рабочего положения, еще и изолируют агрегаты друг относительно друга. Это препятствует передаче колебаний между ними.
Легкие машины, либо средней массы агрегаты с преобладающим статическим видом нагрузок, нередко монтируют непосредственно на пол или межэтажное перекрытие (так называемый фундамент первого типа). В случае необходимости такую основу усиливают бетонной стяжкой (с укладкой арматуры при этом), увеличивая также ее толщину.
8.1. Рекомендации по установке станков нормальной точности на фундаменты
Станки нормальной точности в зависимости от их массы и конструкции могут быть установлены на пол цеха, на устроенные в полу утолщенные бетонные ленты (ленточные фундаменты) или на специально проектируемые фундаменты обычного типа. На пол цеха устанавливают станки массой до 10-15 т со станинами жесткими и средней жесткости (
,l
– длина,h – высота сечения станины). Толщину бетонной плиты (подстилающего слоя пола) определяют из расчета на прочность и назначают не менее 150 мм. На пол (общую плиту) цеха или на утолщенные бетонные ленты соответствующей прочности и жесткости устанавливают и более тяжелые станки (массой до 30 т). Проектирование и расчет прочности пола производят в соответствии с нормами проектирования полов (СНиП II-В.8-71).
Статья по теме: Строительство ленточного фундамента и его заливка
На специально проектируемые фундаменты устанавливают: а) станки с нежесткими, т.е. длинными

, и с составными станинами, в которых требуемая жесткость станины обеспечивается за счет фундамента; б) тяжелые станки (массой более 10 т), размещаемые в цехах, толщина пола которых, определяемая работоспособностью большинства установленных в цеху станков, недостаточна для установки станков данной массы; в) станки, размещаемые в цехах, полы которых выполнены с нежестким подстилающим слоем (без бетонной подготовки).
Могут использоваться индивидуальные и групповые фундаменты. Размер фундамента в плане определяют по габаритам опорной поверхности станины. Высоту фундамента для станков массой до 30 т назначают по табл. 8.2. Для станков массой свыше 30 т высоту фундамента назначают из условия обеспечения необходимой жесткости станины за счет фундамента (тяжелые токарные, продольно-фрезерные и продольно-строгальные, расточные и т.п. станки), а также из конструктивных соображений.


Станки средних размеров можно устанавливать на перекрытиях. При этом должны выполняться условия обеспечения прочности несущих конструкций здания (с учетом динамических нагрузок) и ограничения уровня колебаний (в соответствии с санитарно-техническими нормами и требованиями технологического процесса).
Разновидности фундаментов по конструкции и материалу
Фундаменты под фрезерный либо другой тип станков различаются конструкцией и используемым для их строительства материалом.
Основы под станок разделяют на две группы:
- первую, выступающую просто местом установки;
- вторую, служащую полноценным фундаментом, жестко связанным с оборудованием, например, с помощью болтового соединения.
Первое подходит под легкие механизмы. В его качестве часто выступает цементный пол, имеющийся либо незначительно усиленный, а также отдельные железобетонные плиты. Такая основа часто применяется в домашних условиях для монтажа оборудования.
В таблице далее представлены используемые на практике виды фундаментных конструкций.
| Разновидность конструкции | Характеристика созданной основы |
| основание плитного типа без подвала | возводится только на 1-м этаже, стоит дорого из-за большого расхода материалов и затрат труда, но хорошо гасит колебания своим большим весом |
| рамная опора | устанавливается, начиная со 2-го этажа и способна выдерживать лишь статические нагрузки или минимальной величины вибрации |
| стенчатая (представляет собой модификацию фундаментной ленты) | все воздействия при таком основании принимают перегородки и несущие стены, а строят его часто со 2-го этажа |
| рамная конструкция с балочным ростверком | она способна выдержать значительные по силе высокочастотные вибрации, потому что могут быть установлены в опоры демпферы |
Наиболее совершенным вариантом является фундаментная конструкция, оснащенная пружинами. Они практически полностью гасят вибрации.
Материалом для опоры под шлифовальный (либо под любой другой) станок может служить:
- железобетонный монолит, образуемый путем заливки опалубки с установленным внутри арматурным каркасом;
- металлическая свайная конструкция с верхней связкой (рамным ростверком);
- железобетонные готовые блоки, связываемые между собой разными способами;
- одновременно метал и железобетон: бетонные блоки, сваи и металлический ростверк.
При заливке применяют бетон марки М200 (под легкое станочное оборудование) и выше. Крепежами служат как обычные анкера, так и химические.
Строительство фундамента под станок показано в видеоролике ниже.
Станочное оборудование различных моделей и предназначенное для разного вида работ предъявляет отличающиеся требования к фундаменту. В любом случае опорная конструкция должна соответствовать предъявляемым требованиям, тогда она прослужит долгие годы. При этом вибрационные воздействия на соседнее оборудование и само здание будут минимальными.
Почему виброопора – плохой вариант
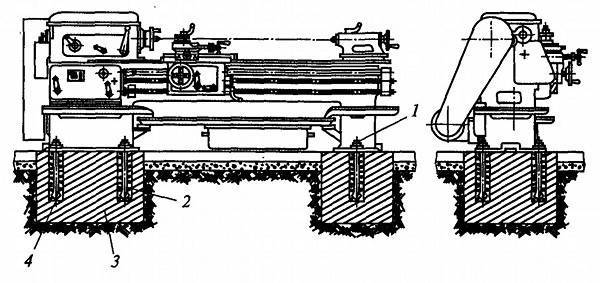
Фундамент станков представляет из себя, как правило, 1-2 и более метров бетона, в котором закрепляются анкерные болты. Станок выставляется по уровню, а затем жёстко прикручивается к фундаменту. При этом момент затяжки каждой опоры влияет на общую геометрию станка. Поэтому установка станка требует очень высокой квалификации специалиста – пусконаладчика, который понимает как ведёт себя станок при затяжке или ослаблении той или иной точки крепления. При правильной установке станок получает идеальную геометрию, и жесткость фундамента увеличивает жесткость станка. В результате повышается точность обработки и минимизируется износ направляющих станка. В случае использования виброопор станина станка «гуляет» под нагрузкой, что негативно сказывается как на качестве изготовленной детали, так и на ресурсе самого станка.
Инструмент для заточки
Для абразивной заточки резца может быть использован заточной или токарный станок. Для твердосплавного инструмента используется зеленый карборунд средней твердости. Для первичной обработки абразив круга должен составлять 36-46, при завершении процесса – 60-80. Для высокого качества заточки необходим целый круг, без дефектов и нарушения геометрии.
Для заточки токарных резцов широко применяются и алмазные круги, что обеспечивает высокую чистоту режущих поверхностей. В сравнении с карборундовыми кругами чистота поверхности резца повышается на два класса, увеличивается производительность работ. Применение алмазных кругов увеличивает и ресурс работы инструмента – возможное количество переточек резца увеличивается на 20-30%. Но следует учесть, что экономически целесообразно применение заточки алмазным инструментом при припуске не более 0,2 мм. При большем значении рекомендует предварительная заточка карборундовым кругом.
Такелаж токарного станка
Такелажные работы включают: погрузку, перемещение, разгрузку оборудования.
Токарный станок имеет большую массу. Поэтому во время работ необходимо соблюдать правила технической безопасности. Токарные станки имеют вес от 300 кг до 5 тонн
Перед тем как начать такелаж станка, нужно сделать точные технические расчеты, замеры агрегатов и проемов, учесть технические характеристики оборудования. Составить план перевозки, чтобы не загромоздить площадку, где планируется монтажу токарного станка, и не парализовать производство.
Опытные специалисты нашей компании произведут профессиональный такелаж токарного станка с применением подъемного оборудования и оснащения (талрепы, канаты, ремни, стропы, цепи, тележки, автопогрузчики и автокраны).
Основные правила такелажных работ:
- Рабочее пространство необходимо оснастить настилами, стеллажами для запчастей;
- Крупногабаритные элементы экранизируются деревянной рамкой с наклеиванием сигнальных флажков;
- Движущиеся агрегаты фиксируются в статичном неподвижном состоянии;
- Вспомогательные детали (гайки, крепежи) фасуются в отдельные чехлы с бирками.
Как соорудить своими руками
Нормальный станок стоит минимум 50 000 рублей. Если собрать его самостоятельно, то эта сумма значительно уменьшится.
Внимание. Для изготовления самодельного токарного станка желательно пользоваться типовыми чертежами
Там есть все размеры деталей и порядок сборки.
Эти чертежи можно улучшить. Например, стоит добавить кнопку аварийного отключения, термореле, защищающее от перегрева, защитный кожух.

Подборка деталей
Определенные элементы устройства придется купить в собранном виде, например, двигатель и зажим. Некоторые приобретаются отдельно и заказываются в мастерских, где их изготовят по требуемым размерам. Чем лучше используемая сталь, тем дольше будет служить станок.
Основание
Лучшим выбором будет использование литой станины от старого нерабочего станка. От основания зависит устойчивость агрегата. В качестве альтернативы можно сварить раму из швеллеров или профильных труб. Нельзя брать дерево, так как оно не сможет выдержать рабочей нагрузки.
Электродвигатель и передача
Для двигателя можно использовать устройство от старой стиральной машины или другой бытовой техники, которая имеет достаточные показатели мощности. Также стоит подумать над приобретением нового двигателя, так как цена на него не слишком высока.
Лучше применять ременную передачу. Она намного проще в сборке. Также при использовании ремня непосредственно на вал оказывается меньшее воздействие, а это значительно увеличивает длительность эксплуатации.
Ведущий и ведомый центры
Два эти узла размещаются на одной оси. Также существует тип станков, имеющих один ведущий центр. Ведомый необходимо поставить на заднюю бабку (он может быть вращающимся или стабильным). Для изготовления подойдет заточенный конец болта.
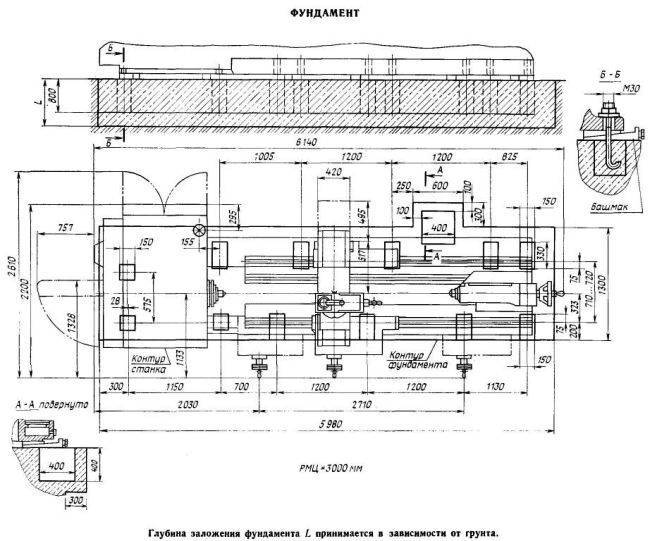
Фундамент под станок для обработки металла
 Подготовка фундамента под станок отличается от строительства основания под жилищные, хозяйственные и промышленные строения.
Подготовка фундамента под станок отличается от строительства основания под жилищные, хозяйственные и промышленные строения.
Созданная опора должна быть жесткой, чтобы точность работы оборудования была высокой. Также нужно обеспечить качественное гашение вибраций, чтобы они не разрушали конструктивные элементы здания. Приобрести станок можно тут: https://st-ok.ru/
Размер и устройство основы определяется не только массой техники, но и типом грунта в месте установки, степенью его увлажненности. Станочное основание эксплуатируется часто в тяжелых условиях, поэтому оно должно долгие годы противостоять действию разрушающих факторов.
Необходимость крепления оборудования
Одним из основополагающих факторов для производства фундамента под станок является его назначение. Крепление станка к полу производится преимущественно в том случае, если предназначается он для изготовления деталей с точностью до микрон.
При условии, что оборудование мобильное и периодически перемещается, отдельный фундамент для него не требуется, для его установки необходим идеально ровный бетонный пол или подкладка из бетонной панели, толщиной около 15 см. Учитывая вес оборудования, вплоть до 30 тонн, о его устойчивости можно не беспокоиться.
Во избежание возникновения аварийных ситуаций в цеху, для токарного оборудования всё же необходим собственный фундамент с прокладкой трасс под коммуникационные составляющие, обеспечивающие его работоспособность. Металлические трубы под шланги для подачи воздуха, воды, и электричества с напряжением в 380 В, надёжно сохранят от деформации изолирующий слой и сами провода и шланги.
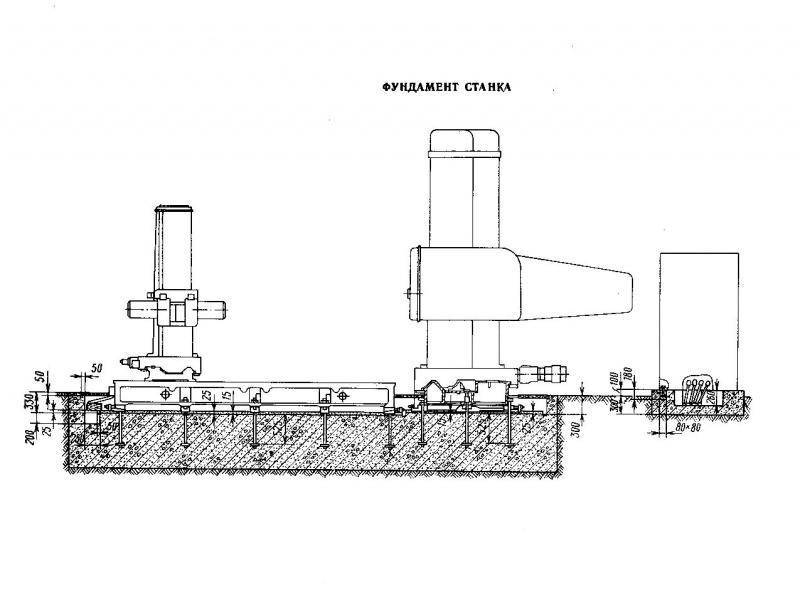
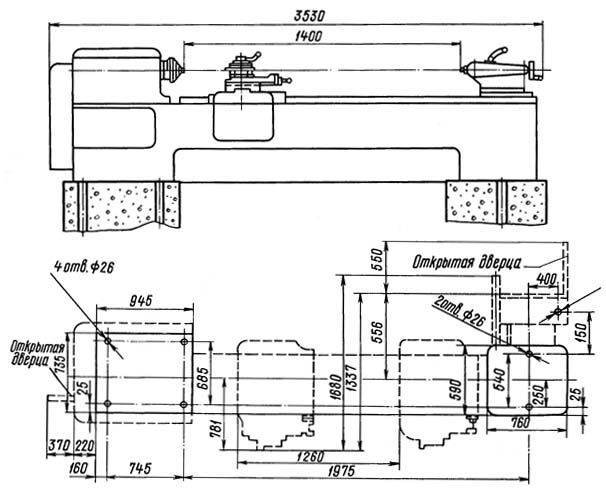
Высота площадки будет зависеть от диаметра труб и веса оборудования. Площадь фундамента рассчитывается под каждый элемент оборудования отдельно, отчего он может не иметь строгой четырёхугольной формы. Он может выглядеть созданным из отдельных элементов, составленных в единое целое. Несмотря на такую конструкцию, заливается он единой плитой, а не для каждого агрегата в отдельности.
Одним из требований к фундаменту для токарного станка или целого комплекса является выступ площадки из-под каждого узла со всех сторон одинаковой ширины.
Фундамент под станок для обработки металла
Подготовка фундамента под станок отличается от строительства основания под жилищные, хозяйственные и промышленные строения.
Созданная опора должна быть жесткой, чтобы точность работы оборудования была высокой. Также нужно обеспечить качественное гашение вибраций, чтобы они не разрушали конструктивные элементы здания. Приобрести станок можно тут: https://st-ok.ru/
Размер и устройство основы определяется не только массой техники, но и типом грунта в месте установки, степенью его увлажненности. Станочное основание эксплуатируется часто в тяжелых условиях, поэтому оно должно долгие годы противостоять действию разрушающих факторов.
Установка инструмента
Первый этап наладки – установка инструментов. Но начинать с установки можно только после очистки комплектующих от пыли, стружки и других загрязнений компоненты оборудования. Для этого рекомендуется использовать:
- ветошь;
- кисточки;
- зубную щетку.
Затем необходимо поместить заглушки в гнезда и отверстия с резьбой, использование которых не планируется. После этого следует убедиться, что винты находятся в исправном состоянии. Затягивая кулачки, нужно заблокировать вращение патрона. Это условие обеспечивается при помощи привода. Ключи, используемые для закрепления оборудования при установке, должны находиться в исправном состоянии.

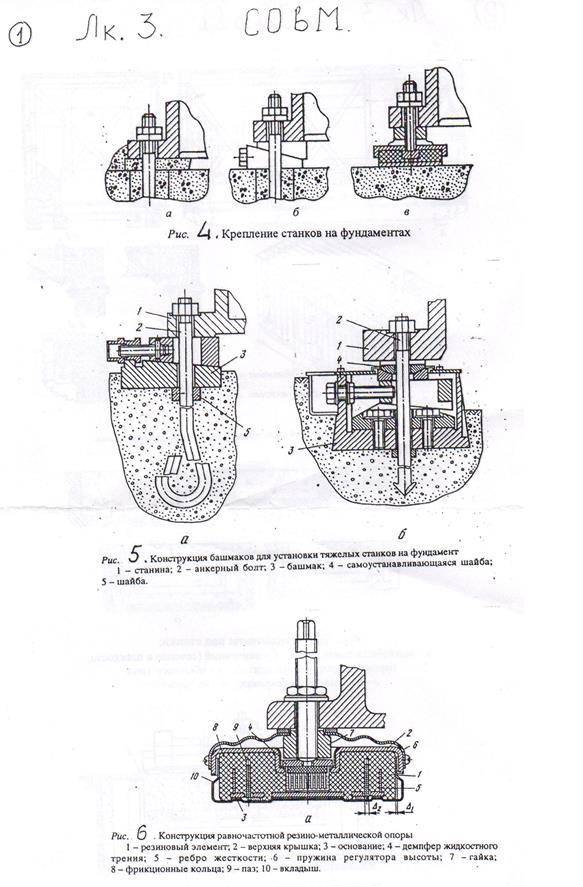
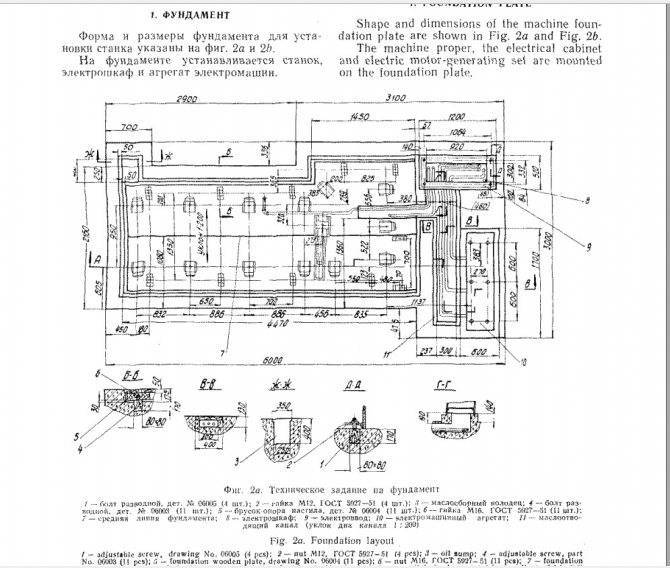
Установка фрезерных станков на фундаменты.
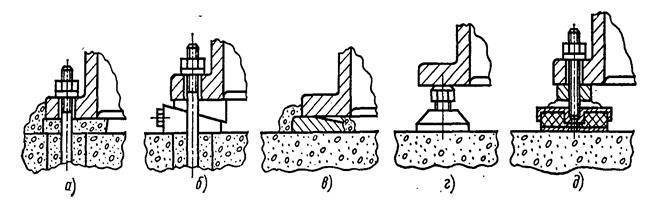
Установку фрезерных станков на обычные фундаменты необходимо производить после затвердевания бетона. Перед установкой станка фундамент должен быть размечен по габаритным размерам станка в плане.







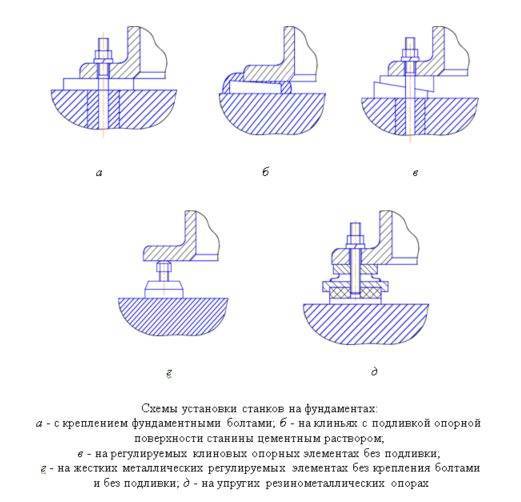
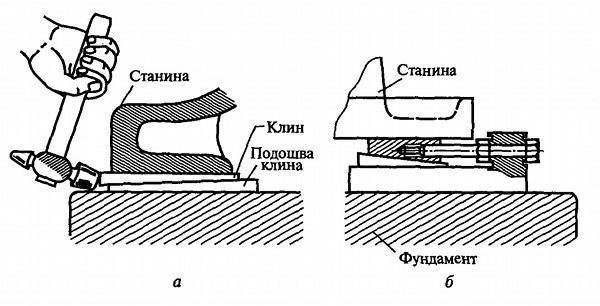
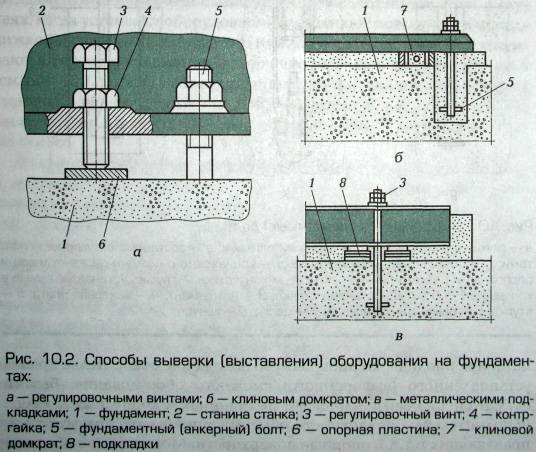
Из-за недостаточной плоскостности фундамента следует использовать металлические прокладки толщиной 3—10 мм или стальные клинья с уклоном 4—5° (рис. 65, а), количество и расположение которых указывается в чертеже. Обычно клинья рекомендуется устанавливать по периметру станины через 500—700 мм друг от друга.
Проверку горизонтальности станка в продольной и поперечной плоскостях выполняют по устанавливаемым в нескольких местах уровням и подбивкой клиньев добиваются, чтобы точность установки соответствовала нормируемой, т. е. 0,04 мм на 1000 мм длины станины.
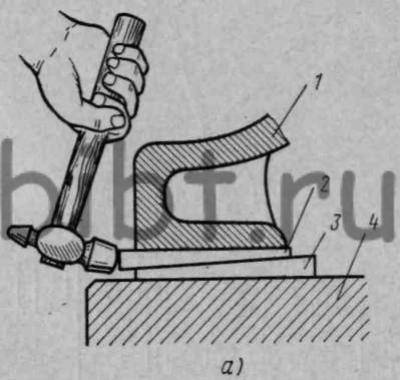
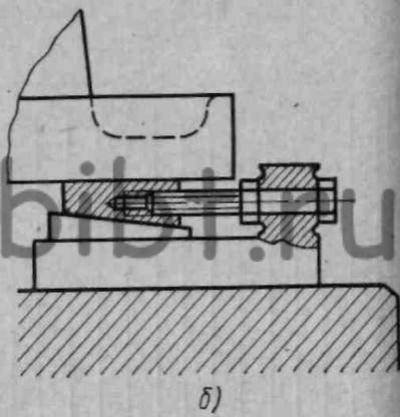
Рис. 65. Регулировка положения станка на фундаменте:
а — вбиванием клина молотком, б — перемещением клина винтом; 1 — станина, 2 — клин, 3 — подошва клина, 4 — фундамент
Тяжелые фрезерные станки монтируют на башмаках (рис. 65, б), представляющих собой регулируемые винтом двойные клинья.
После окончательной выверки станков затягивают болты или под опорную поверхность станины заливают цементный раствор.
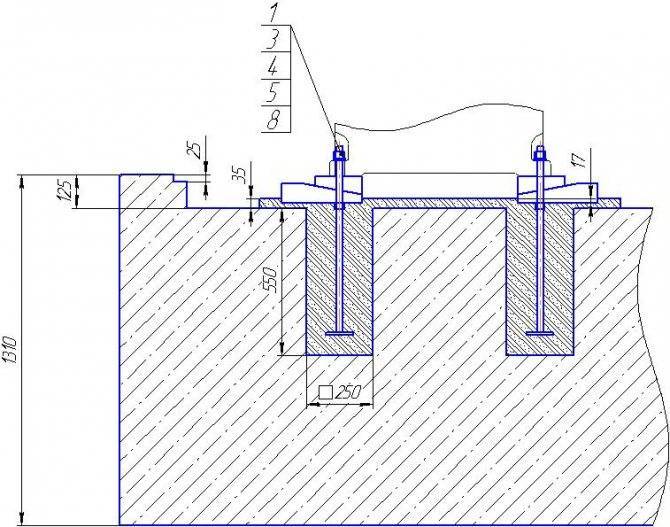
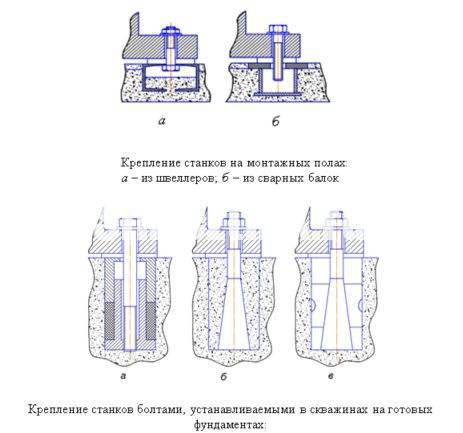
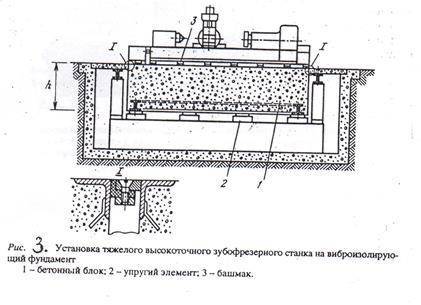
Фрезерные станки с ЧПУ, в том числе и фрезерно-сверлильно-расточные станки с ЧПУ и автоматической сменой инструментов (обрабатывающие центры), устанавливают на фундаменты с закреплением анкерными болтами или на виброопоры (легкие станки) (рис. 66).
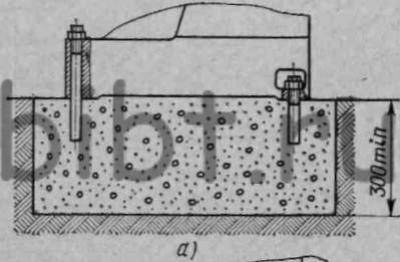

Рис. 66. Установка фрезерного станка на фундаменте:
а — с креплением фундаментными болтами, б — на виброопоры
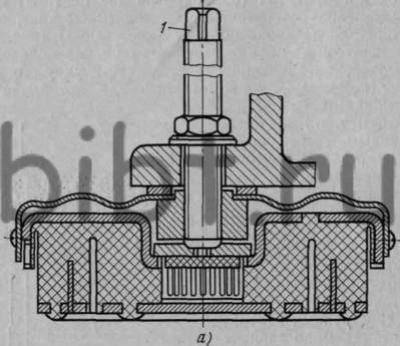

Рис. 67. Резинометаллические виброопоры:
а — равночастотная, б — упруго-жесткая; 1 — упорный винт, 2 — резьбовая регулировочная втулка
В настоящее время известно большое количество виброопор, различающихся материалом упругого элемента (резиновые, резинометаллические, металлические с пружинами из фетра, пробки и т. п.) и конструктивным решением. Среди резинометаллических опор наиболее распространенными являются равночастотные опоры ЭВ-31 и ОВ-33 (рис. 67, а).
Для равночастотных опор жесткость примерно пропорциональна нагрузке, и поэтому частота собственных колебаний станка мало зависит от нагрузки на опору. Это существенно упрощает подбор опор, так как не нужно вычислять опорные реакции от массы станка, а требуется лишь определить, не превышает ли нагрузка на опору предельно допустимую. Преимуществами равночастотных опор по сравнению с опорами с линейной характеристикой является и то, что изменение массы детали или перемещение тяжелых узлов станка не вызывает перегрузки опор. Поэтому один типоразмер может использоваться для установки разных машин.
Для изменения жесткости опоры в различных направлениях, а это особенно важно для станков с тяжелыми реверсируемыми узлами или работающих с ударными нагрузками, в опору можно вставлять специальный вкладыш. Виброопоры имеют устройство для выверки станка по уровню; для различных опор величина регулировки по высоте колеблется от 8 до 15 мм. Специальная конструкция нижнего основания опор обеспечивает хорошее сцепление с поверхностью пола
Срок службы виброопор составляет не менее 10 лет
Специальная конструкция нижнего основания опор обеспечивает хорошее сцепление с поверхностью пола. Срок службы виброопор составляет не менее 10 лет.
Точность установки станка на резинометаллических опорах из-за ползучести резины с течением времени теряется. Для уменьшения потери точности на опорах следует закреплять контргайки, а через три-четыре дня после установки повторно выверять станки по уровню. Выверка станка производится при среднем положении подвижных узлов.
Станок, установленный на упругих опорах, может наклоняться при перемещении подвижных узлов. Поэтому при проверке установки станка на его соответствие нормам точности необходимо использовать два уровня — один устанавливать на недеформируемую часть станины для регистрации общего наклона станка на опорах, другой —на неподвижном узле станка. Выверка производится по разности показаний этих уровней.
При значительных углах наклона целесообразно применять упруго-жесткие опоры (рис. 67,б), позволяющие без изменения базирования станка быстро переходить от упругой установки к жесткой.
Это достигается вращением винта 1 до упора его в основание; регулировка по высоте выполняется вращением резьбовой втулки 2.
Источник
Подготовительные работы перед монтажом токарного станка
Токарный станок, как правило, поставляется в единой целостной упаковке или коробке. В зависимости от вида станка, его назначения, а, следовательно, веса и размера работы по монтажу также могут быть различными. После получения станка в производственный цех следует:
- произвести расчеты по величине и плотности опоры для станка;
- подготовить место для установки станка;
- правильно распаковать станок, используя чалки или другой гидравлический инструмент.
Основная задача токарного станка – это ровная, прочная устойчивая опора, необходимая для обработки металлов. Поэтому все работы по установке сводятся к обеспечению максимальной степени устойчивости, прочности и надежности
Очень важно погасить все возможные вибрационные эффекты, возможные в ходе выполнения работ
Перевозка токарного станка
Транспортировка оборудования сопряжена с трудностями и имеет особенности
Важно правильно закрепить подвижные части станка, некоторые элементы приходится перевозить отдельно
Особенности автоперевозки токарного станка:
- Специальное оснащение автомобиля распорами или монтажным профилем;
- Наличие оснащения для надежного закрепления оборудования;
- Крепление осуществляется специальными ремнями по диагонали для устойчивости;
- Соблюдение скоростного режима (при экстренном торможении высокая масса груза может изменить траекторию движения автомобиля);
- Использование низкопрофильных прицепов для облегчения погрузки-разгрузки.
Наши специалисты произведут доставку токарного станка профессионально и качественно с гарантией сохранности оборудования.

Подготовка полов под установку станка для обработки металла
Промежуточным этапом процесса запуска любого станка в эксплуатацию является его правильный монтаж. Исходя из массы оборудования, его устанавливают непосредственно на пол либо на возведенное отдельно основание. Место расположения для него подбирается на предприятиях по плану, а в домашних условиях – произвольно, там, где удобно. Подготовка пола под станок – это важный момент, от которого будет зависеть устойчивость агрегата при работе. Основа должна быть достаточно прочной, чтобы выдерживать динамические и статические нагрузки от оборудования. При необходимости проводят ее укрепление.
Такелаж токарного станка
Такелажные работы включают: погрузку, перемещение, разгрузку оборудования.
Токарный станок имеет большую массу. Поэтому во время работ необходимо соблюдать правила технической безопасности. Токарные станки имеют вес от 300 кг до 5 тонн
Перед тем как начать такелаж станка, нужно сделать точные технические расчеты, замеры агрегатов и проемов, учесть технические характеристики оборудования. Составить план перевозки, чтобы не загромоздить площадку, где планируется монтажу токарного станка, и не парализовать производство.
Опытные специалисты нашей компании произведут профессиональный такелаж токарного станка с применением подъемного оборудования и оснащения (талрепы, канаты, ремни, стропы, цепи, тележки, автопогрузчики и автокраны).
Основные правила такелажных работ:
- Рабочее пространство необходимо оснастить настилами, стеллажами для запчастей;
- Крупногабаритные элементы экранизируются деревянной рамкой с наклеиванием сигнальных флажков;
- Движущиеся агрегаты фиксируются в статичном неподвижном состоянии;
- Вспомогательные детали (гайки, крепежи) фасуются в отдельные чехлы с бирками.
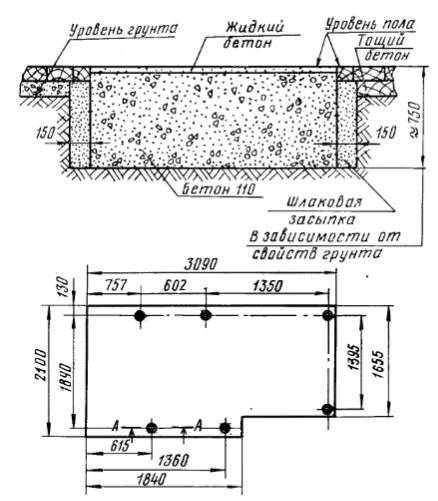
Строительство основания для оборудования
Строительство простейшего основания плитного типа, под станок или маломощный пресс, происходит следующим образом:
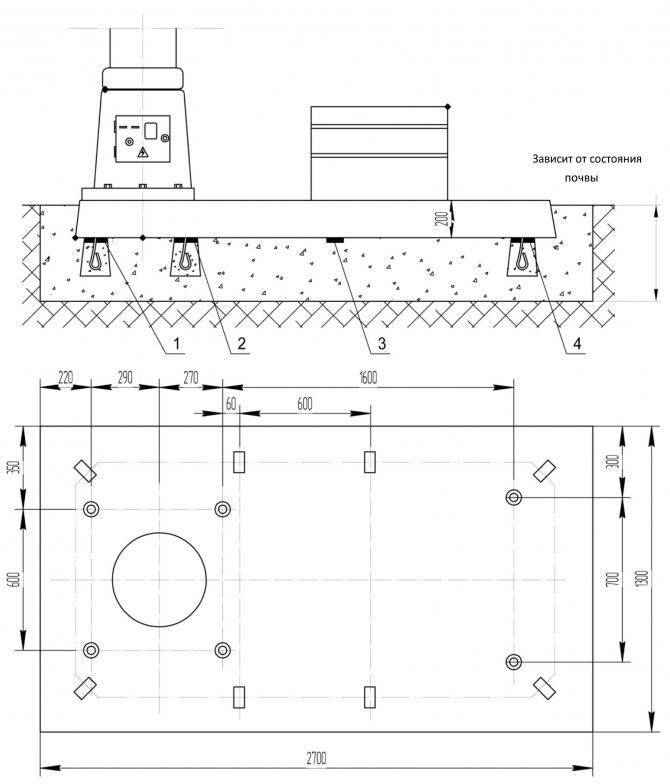
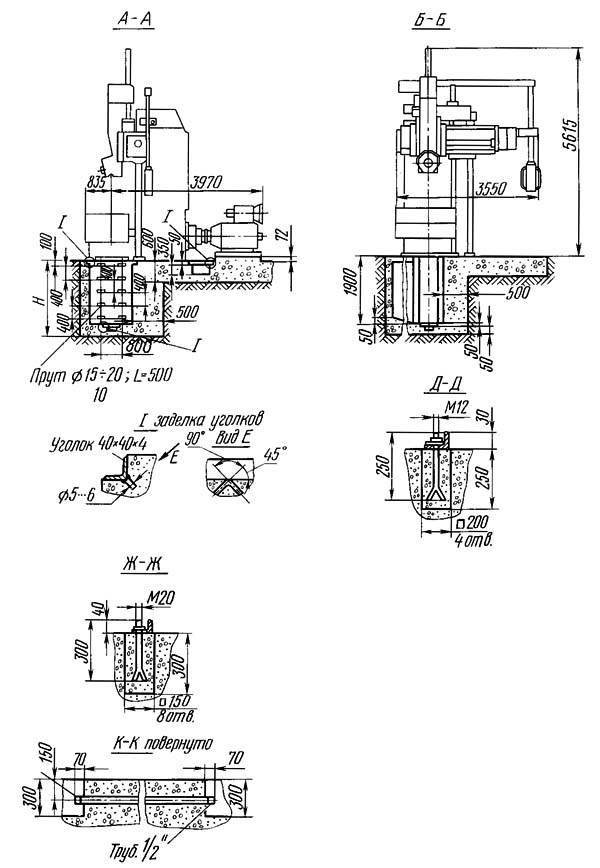
- Вначале следует определить месторасположение основания. Фундамент не должен соприкасаться со стенками, колоннами или внутренними перегородками самого здания. Минимальное расстояние от фундамента пресса до фундамента цеха равно 100 сантиметрам. Иначе вибрация перейдет на основание несущих стен, колон или перегородок.
- После этого следует определить положение крепежных (фундаментных) болтов, фиксирующих станину пресса или станка. При этом нужно учитывать, что минимальное расстояние от края фундамента до оси болта рано 20 сантиметра. То есть, фундамент должен выступать за края станины, как минимум на 20-30 сантиметров.
- Определив вышеупомянутые параметры можно приступать к земляным работам (рытью котлована). Причем глубина выемки грунта в не отапливаемом цеху равняется глубине промерзания + 25-40 сантиметров. В отапливаемом цеху глубина фундамента равняется 50-80 сантиметрам. Габариты самого котлована, равны ширине и высоте фундамента + глубина залегания подошвы. Ведь стенки котлована, как правило, обустраивают под наклоном в 45 градусов.
- Завершив земляные работы можно заняться повышением несущей способности грунта, подсыпав на дно двухслойную песчано-гравиевую подушку (по 15-20 сантиметров на каждую фракцию).
- Следующий этап – строительство опалубки, опоясывающей контур фундамента. Ее собирают из съемных металлических или деревянных щитов, соединенных поперечными стяжками.
- На следующем этапе во внутреннюю полость основания вводят армирующий каркас (в основаниях для небольших станков можно обойтись без каркаса), а дно опалубки укрывают слоем гидроизоляции (рубероида). В особых случаях на дно основания укладывают особый материал, гасящий вибрацию (дубовый брус или что-то другое).
- После этого внутреннюю полость заполняют бетоном, укладывая раствор слоями по 10-15 сантиметров.
Фундамент считается готовым к эксплуатации спустя 25-30 дней от момента заливки. За это время монолит основания выйдет на расчетную прочность. Раньше этого срока оборудование на фундамент не монтируют.
https://youtube.com/watch?v=XhQNw0SPNT4


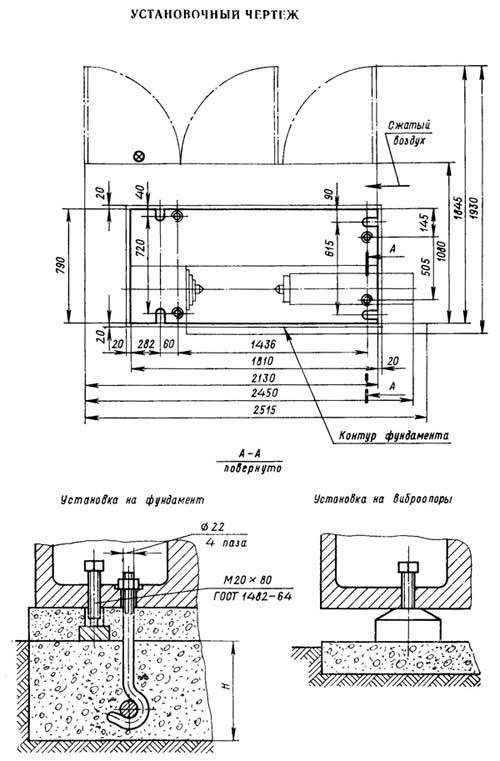

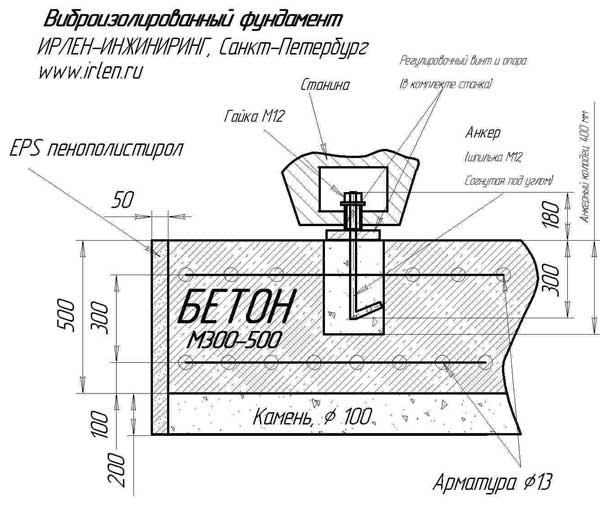
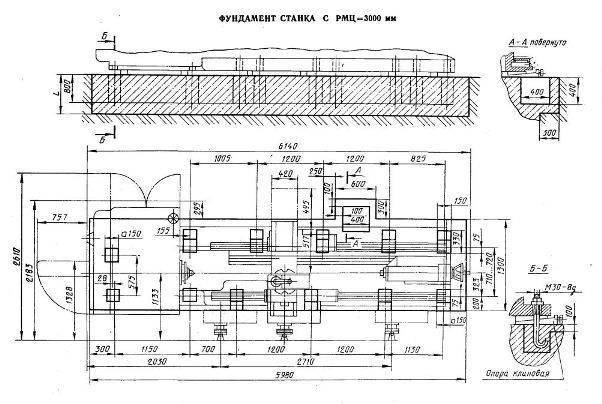
Токарный станок – оборудование требовательное к установке на фундамент
Для безопасности его использования для рабочего и минимизации поломок самого оборудования, особое внимание необходимо уделить подготовке фундамента
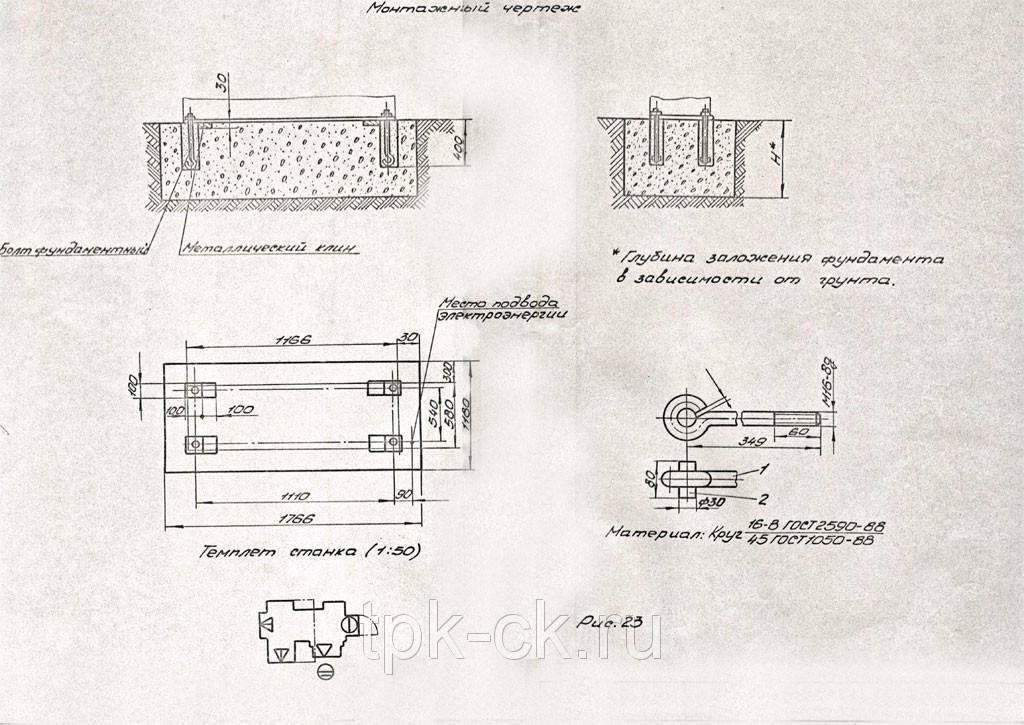
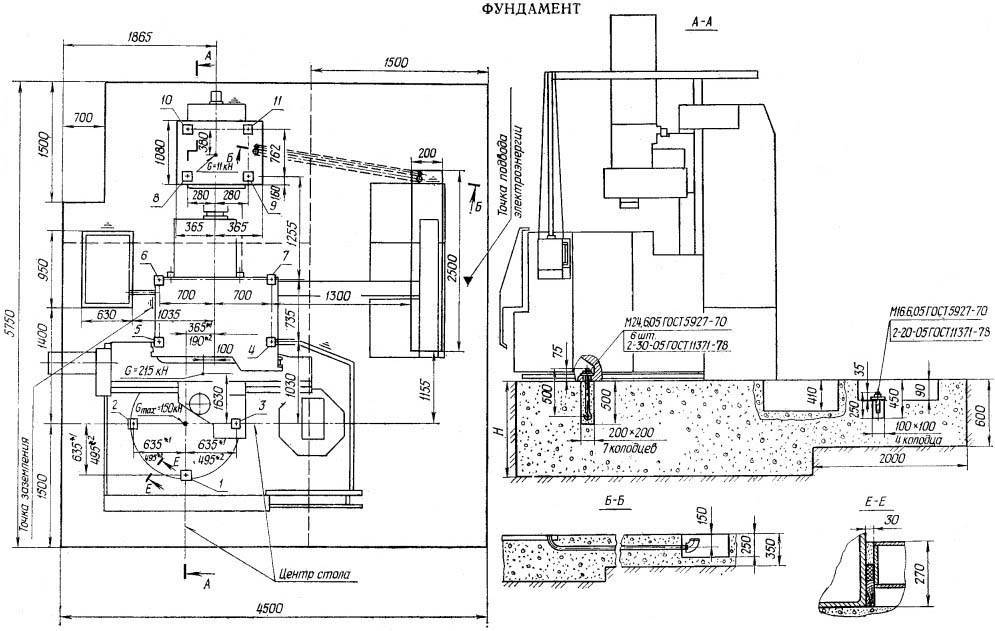
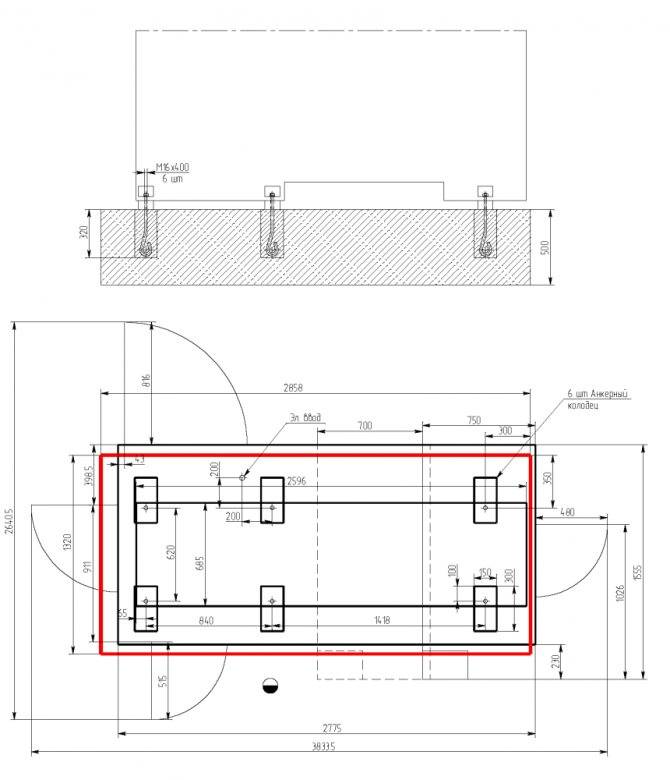
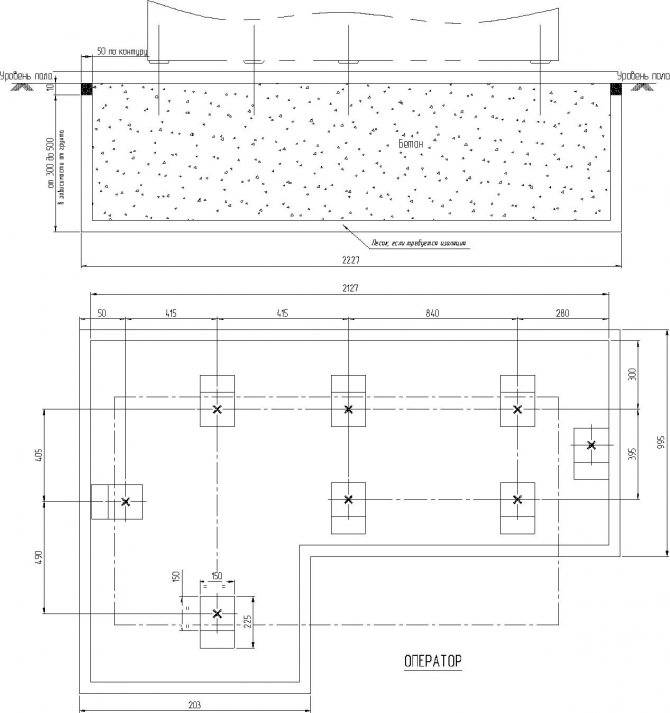
Необычность фундамента под токарное оборудование заключается в том, что при его проектировании необходимо учесть подвод сжатого и подводку электропитания. Обязательны в системе болты заземления. Кроме самого станка на эту бетонную площадку, в зависимости модели, могут быть установлены:
- транспортёр, отводящий стружку от рабочего места;
- гидростанция с жёлобом подачи и отведения воды;
- электрошкаф.
Регламентации по обустройству
Выше были рассмотрены основные требования, которым должен удовлетворять любой фундамент, предназначенный для установки на нем промышленного оборудования. Однако существуют и другие требования — для фундамента под оборудование с динамическими нагрузками, которым он должен соответствовать.
Проектировочные работы, как и практическая часть по обустройству основания, должны проводиться лишь компетентными специалистами, которые, кроме этого, имеют еще и опыт проведения данного вида работ.
Для того чтобы создать правильный и полноценный проект, необходимо, чтобы в наличии были все требуемые данные.
Во время устройства фундамента под оборудование необходимо периодически проводить контроль качества.
Очень важно, чтобы действия всех участников рабочего процесса были строго скоординированы.
Те фундаменты, что уже были возведены, должны эксплуатироваться лишь с тем оборудованием, для которого они предназначаются. Для этого имеется техническая документация.
Для строительства можно использовать лишь те материалы, которые подходят по проектной документации.
В будущем нужно проводить обслуживание фундамента, чтобы конструкция эксплуатировалась максимально долго.
В качестве крепления рекомендуется использовать максимально простые детали
К примеру, это могут быть анкерные болты, которые вмуровываются в бетон.

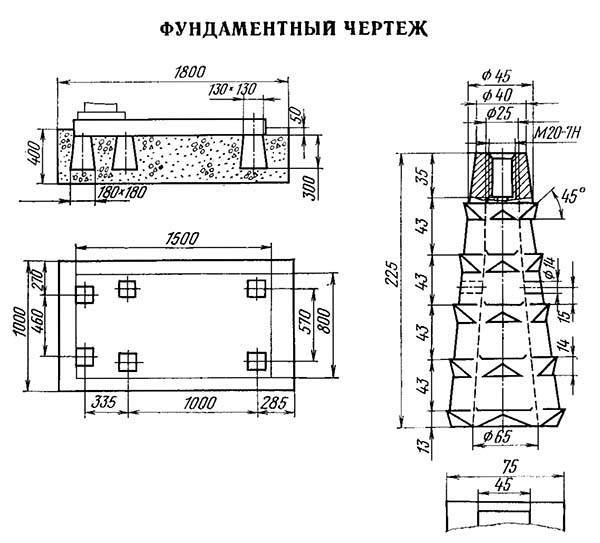
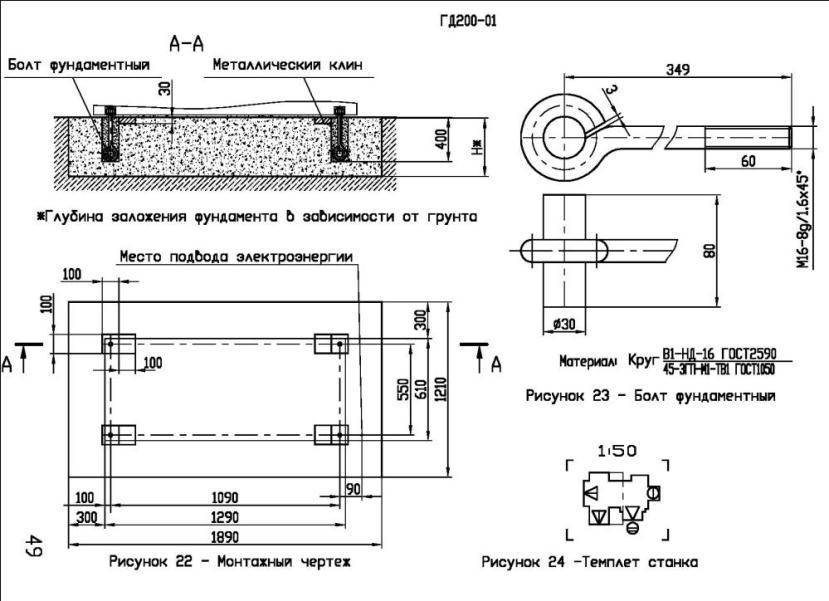
Технические условия на изготовление фундамента.
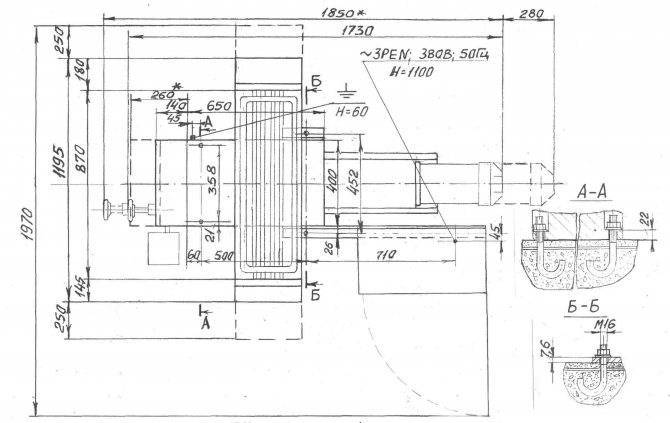
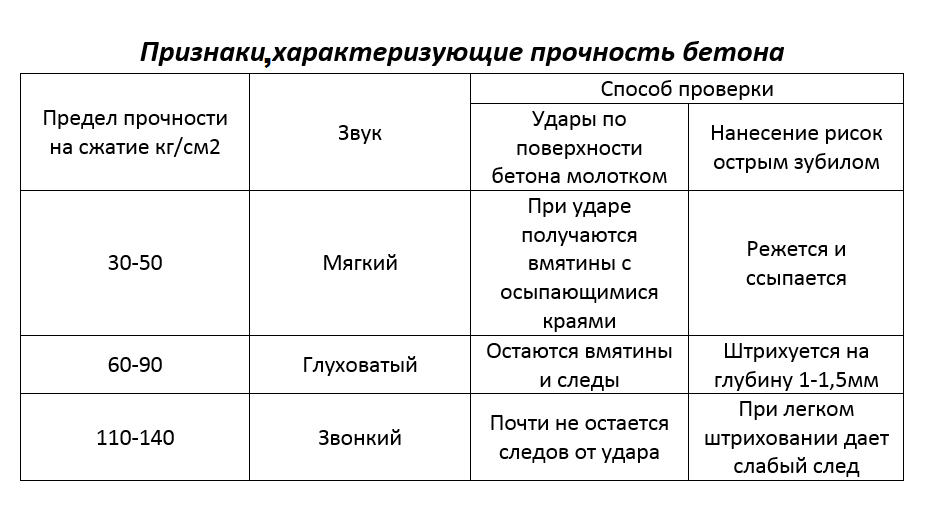
Для станков нормальной точности: Несущая способность грунта 5кг/м2. При необходимости фундамент нагрузить дополнительной нагрузкой (бетонными блоками, блюмсами и т.п.), превышающей массу станка в 3-4 раза и ежедневно до окончания усадки проверять нивелиром высотные отметки по реперу, не связанному с фундаментом. Для станков повышенной точности: Фундамент должен выполняться со свободными боковыми гранями и применяться тяжелый бетон проектных марок по прочности на сжатие 150-200 кг/см2. Для заливки фундамента применять бетонную смесь с объёмным соотношением цемент-песок- щебень 1:1:3 (марка бетона не ниже М250). Глубина фундамента Н > 0,6 √F, где F — площадь фундамента. Фундамент армируется единой решёткой по длине, ширине и высоте с величиной ячейки 200 мм. Диаметр арматуры зависит от величины фундамента и может быть от 12 мм до 20 мм. Прочность бетона фундамента. Монтаж станка может быть допущен при достижении бетоном прочности на сжатие не ниже 50% проектной (примерно соответствует семидневному бетону). К моменту пуска станка прочность бетона должна быть не ниже 70% проектной (примерно соответствует 15 дневному бетону). Срок полного твердения бетона – 28 дней. Качество бетона контролируют по прочности контрольных кубиков 200х200х200 мм. Прочность бетона в готовом фундаменте может быть грубо оценена по звуку и ударам.
Монтаж и наладка токарных станков
Монтаж и наладка – это предварительные работы по подготовке станков к выполнению необходимой работы, учитывая все технологические процессы, которые помогают добиться необходимого качества выпускаемого изделия. Чтобы, установить необходимый режим работы станков, дополнительно проводят их настройку, то есть, подготовку станков для выполнения ним определенных функций, используя установленные технологии. Прежде чем преступить к работе, нужно удостовериться, что станки выполняют все необходимые команды, работают без отклонений от предусмотренной нормы. Если станок работает без перебоев, можно начинать налаживать его.

После того, как было произведено налаживание станков, их необходимо настроить. Прежде чем настроить станки на выполнение необходимых функций, их нужно переключить на нейтральное не рабочее положение. Сначала настраиваются подача и главные цепи движения станков, затем регулируется скорость, для того, чтобы получить необходимую скорость резания. При правильном выборе режима для резания металла, предоставляется возможность полноценного применения всех рабочих возможностей станков и соответственно режущих инструментов.





