Выбор аккумуляторов
Нередко для шуруповертов употребляются батареи напряжением двенадцать В. Причины, которые нужно учесть при выборе Li-Ion аккума для шуруповерта:
- В схожих инструментах используются элементы с высочайшими значениями разрядного тока;
- В почти всех случаях емкость элемента находится в оборотной зависимости от тока разряда, потому нельзя выбирать его только по емкости. Основным показателем является ток. Значение рабочего тока шуруповерта можно поглядеть в паспорте инструмента. Как правило это от пятнадцать до 30-40 А;
- Не рекомендуется при подмене аккума шуруповерта на Li-Ion восемнадцать тыщ 600 50 использовать элементы с различными значениями емкости;
- Время от времени встречаются советы применить литиевый аккумулятор от старенького ноутбука. Это полностью неприемлимо. Они рассчитаны на еще наименьший ток разряда и имеют неподходящие технические свойства;
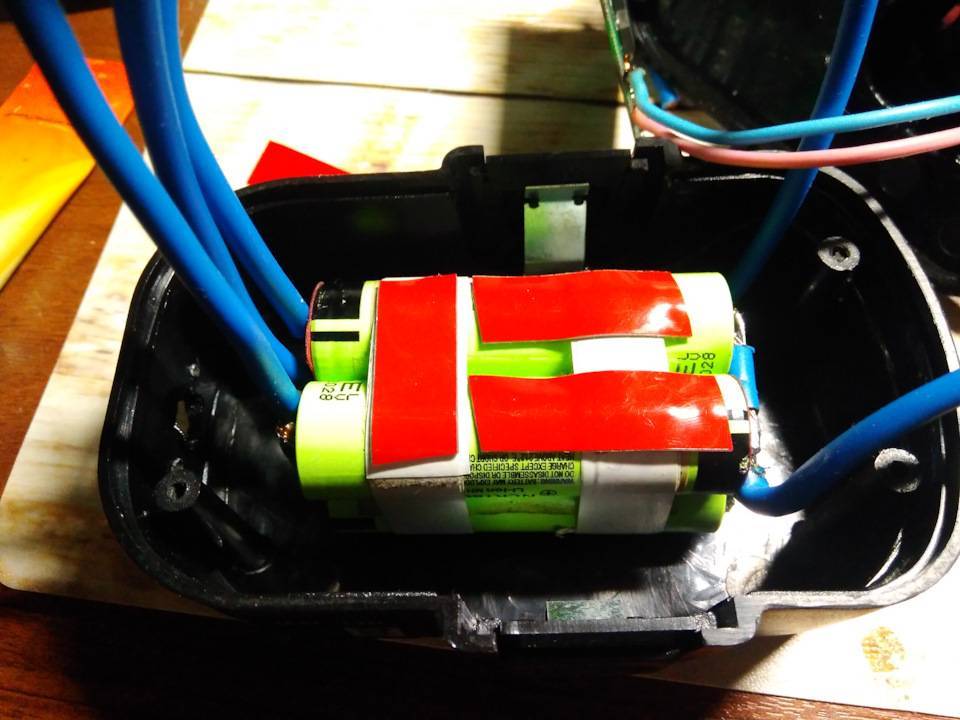
- Количество частей считается, исходя из примерного соотношения – один Li-Ion на три Ni-Cd. Для 12-вольтовой батареи пригодится для подмены 10 старенькых банок поставить три новых. Уровень напряжения будет немного снижен, но если установить четыре элемента, то завышенное напряжение уменьшит срок службы электродвигателя.
Принципиально! Перед сборкой нужно произвести полный заряд всех частей для уравнивания.
Особенности, преимущества и недостатки литиевых аккумуляторов для шуруповерта
Если ручной электроинструмент с питанием от бытовой электросети привязан к розетке проводом, ограничивая движения человека, держащего прибор в руках, то аккумуляторные собратья агрегатов «на привязи» обеспечивают куда большую свободу действий в работе
Наличие аккумулятора весьма важно, когда речь идет об использовании шуруповертов
В зависимости от типа применяемой аккумуляторной батареи, их можно условно разделить на две группы – с аккумуляторами никелевыми и литиевыми, причем особенности последних делают этот электроинструмент наиболее интересным для пользователя.
Чем отличаются никель-кадмиевые аккумуляторы от литиевых
Начиная с середины прошлого столетия наступила эра никель-кадмиевых гальванических элементов. Сегодня этот тип солевых аккумуляторов по прежнему востребован, и в некоторых показателях превосходит литиевые. Из-за практичности и безопасности они применяются в ручном инструменте, в шуруповертах и дрелях. Сильные стороны никель-кадмиевых аккумуляторов:






- низкий риск перегрева, так как внутри идет эндотермическая реакция с поглощением тепла:
- герметичный металлический корпус прочен, прибор сохраняет работоспособность даже при -40 С;
- срок службы до 8 лет, при условии правильной эксплуатации;
- доступная стоимость.
Существенными недостатками этого вида источников энергии считают эффект памяти и длительный цикл зарядки, 12-14 часов. Заряжать аккумулятор можно только после посадки напряжения на ноль и под завязку. Иначе емкость будет уменьшаться.
Литий-ионные аккумуляторы относятся к новому классу гальванических элементов на щелочной основе, с большой плотностью заряда. Они не имеют эффекта памяти, заряжаются на любой остаточной емкости, но требовательны к эксплуатации.
Условия работы литий-ионных аккумуляторов:
- Велик риск перегрева и КЗ при перезаряде и в окружающей среде при +60 С и выше. На минусовой температуре работают только литиево-железо-фосфатные элементы.
- Корпус прочен, имеет дополнительную защиту от перегрева, КЗ и опасных напряжений.
- Емкость литиевых аккумулятора в 2 раза больше чем кадмиевых, подзаряжать можно в любой момент.
- Изделие не терпит перезаряда, посадки ниже 2,5 В.
- Емкость уменьшается при работе и хранении примерно 3 % в год.
- Стоимость одного элемента примерно 100-130 рублей.
Литиевые аккумуляторы можно зарядить быстро примерно за час. Полный цикл двухэтапной зарядки составляет около 3 часов. Изделия по габаритам больше, чем кадмиевые, но их нужно в 2 -2,5 раза меньше, инструмент становится легким, работоспособность длительная, подзарядить можно при любом простое.
В общий класс литиевых аккумуляторов входят литий-ионные и литий-полимерные. По типу применяемого активного вещества они подразделяются:
- литий-кобальтовый;
- литий-марганцевый;
- литий-никель-марганец-кобальт-оксидный;
- литий-железо-фосфатный;
- литий-никель-кобальт-алюминий-оксидный;
- литий-титановый.
Каждый вид литиевых аккумуляторов работает в своих параметрах, имеет характерную емкость, заряд, сопротивление. В тяговых аккумуляторах для погрузчиков, штабелерах и другой аккумуляторной техники, работающей в тепле, важна емкость батареи, мобильность, КПД. Здесь свинцовые аккумуляторы уступают по всем параметрам. Используют литий-железо-фосфатные батареи. Они не пожароопасны, работают при большом минусе и не боятся глубокой разрядки, но не ниже 2 В.







| Критерий | Свинец | ЛИА |
| Емкость Вт/кг | 25 | 110 |
| Ток разряда | 0,1С | 3С |
| К-во циклов заряд/разряд | 700 | 5000 |
| КПД. % | 80 | 97 |
| Срок службы, лет | 3,5 | 25 |
В автомобильной технике в качестве стартерного аккумулятора кислотные АКБ прочно занимают нишу.
Как правильно паять
В первую очередь, поверхности для пайки надо подготовить:
- удалить видимые загрязнения, отмыв место будущего контакта органическими растворителями;
- если грязь и коррозию смыть не удастся, их придется счистить мелкой наждачной шкуркой;
- место пайки надо обезжирить спиртом.
Далее поверхности надо предварительно облудить. Для этого на всю спаиваемую поверхность надо обильно нанести слой флюса. Жидкий или мягкий флюс наносится кисточкой или выдавливается из тюбика. Твердый флюс (канифоль и т.п.) надо расплавить паяльником, перенести каплю расплава на место пайки и покрыть всю площадь пятна. Жалеть флюс не надо – излишки потом легко удалить растворителем, а недостаток не позволит качественно облудить проводник.
Правильно облуженные соединительные шинки.
Далее на жало паяльника надо набрать каплю припоя, перенести ее на облуживаемую поверхность и, прогревая участок, растереть по всей площади контакта так, чтобы припой прилип к поверхности. Для проверки можно поддеть покрытие ногтем или тонкой отверткой (после остывания!) – отслаиваться припой не должен.
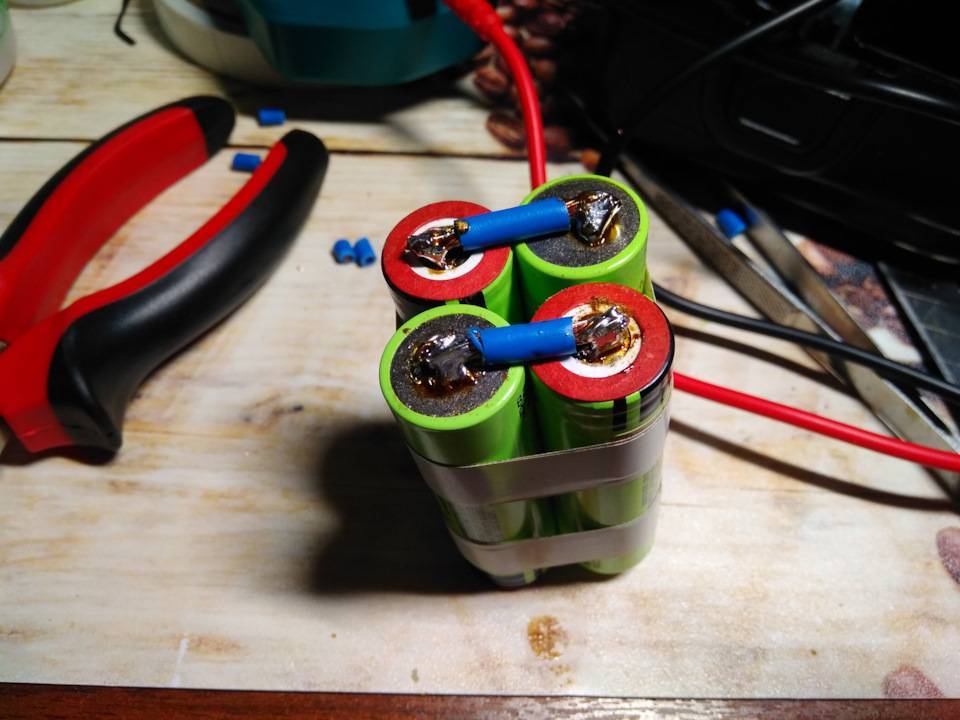
Правильно облуженные выводы аккумулятора.
Припоя должно быть достаточно для создания ровного покрытия, излишков допускать не надо – контакт от этого надежнее не будет. Понимание необходимого количества приходит с опытом.








Припаивание шинок к банкам аккумуляторов.
Облуженные поверхности надо приложить друг к другу и быстро и точно прогреть паяльником. После того, как жало будет убрано, двигать детали до полного затвердевания припоя нельзя. Если не получилось – пайку надо повторить. Чтобы ускорить остывание, после отъема паяльника на место спайки надо сильно подуть.
В завершении серия видеороликов о пайке.








Качество паяного соединения во многом определяется квалификацией мастера. Поэтому перед началом сборки батареи лучше потренироваться на обрезках металла и подобрать расходные материалы для достижения наилучшего качества. Тогда батарея проработает долго и не подведет в самый неподходящий момент.