

Техники шлифования
При работе на плоскошлифовальном устройстве можно выделить следующие техники:
- Многопроходная обработка. При этой технике требуется фиксация элемента на поверхности. Скорость его перемещения в процессе обработки достигает 45 метров в минуту. Метод обработки сводится к многократному передвижению изделия под кругом до полного снятия припуска. При этом последние ходы станок осуществляет без подачи или с небольшой вертикальной подачей.
- Однопроходная обработка. Используется для станков с круглыми столами. При этом способе станок проходит за один раз вертикально во всю глубину. В результате этого весь припуск с детали снимается за один оборот. Устройства с тремя головками позволят удалить большой припуск при максимальной точности шлифовки. Такие устройства применяются в основном при массовом производстве.
- Двусторонняя обработка. Эта технология предполагает шлифовку двух торцов детали одновременно. При этом способе для полного снятия припуска потребуется не один проход изделия. Суть метода заключается в прямолинейной или круговой подаче детали. За счет вращения инструмента осуществляется резка металла. Периферией круга следует обрабатывать изделия со средней жесткостью. При торцевом методе обработки производительность будет выше, чем при методе периферии.
Самостоятельное изготовление шлифовального станка
Самый распространённый самодельный шлифовальный станок – гриндер. Схема его сборки проста:
- двигатель;
- станина из толстых металлических уголков;
- 4 ролика;
- наждачная лента;
- 2 пружины.
Схема гриндера проста, но для постоянного использования он не очень удобен. Часто требуется ремонт ленты, которая может растягиваться. Именно для регулировки натяжения ленты на станине вертикально устанавливаются пружины, длина которых регулируется ручкой. Сама ручка служит планкой для подъёма одного ролика. Благодаря такому устройству и ригелям замена ленты производится реже. Ремонт роликам, сделанныем из прочной стали или титана, не требуется. Втулки роликов крепятся к станине прочными болтами до состояния полной неподвижности. Вращающаяся часть ролика выполняется по принципу подшипника.
Небольшой ленточный гриндер подходит для обработки металла и деревянных изделий
При необходимости использования станка для материалов разной плотности, особое внимание необходимо уделить подбору двигателя по мощности. Для работ по дереву мотор стиральной машинки вполне подходит
Обработка металла при выборе этого типа агрегата может привести к недостаточности оборотов. Шлифовка и заточка домашнего инструмента на таком станке возможна. Если работа требует тщательной подгонки, то нужен профессиональный, собранный в заводских условиях, агрегат. Большую точность дают плоскошлифовальные станки не ручной сборки, а заводского производства.
Кроме массивных станков ручного управления и с ЧПУ выпускаются производителями заводского и мини версии для установки в ремонтных мастерских, гаражах. Их схемы не так сложны, да и работы по изготовлению бытовых металлических элементов не требуют сложного оснащения. Хотя, для изготовления металлических украшений интерьеров и в домашней мастерской может потребоваться станок с ЧПУ. Устройство плоскошлифовального станка, имеющего определённую точность, в обязательном порядке должно иметь жёсткое крепление обрабатываемого металла. Для более тяжёлых деталей необходима выносливая ровная поверхность стола.
Назначение и главные преимущества оборудования

Основными преимуществами плоскошлифовальных станков являются:
- Высокая точность обработки. Перед выполнением работ оператор задает необходимые параметры шлифовки. При соблюдении всех технологических требований заготовка будет обработана с 10-м классом точности.
- Производительность. Современные станки способны выполнять работу в автоматическом режиме, что увеличивает производительность процесса.
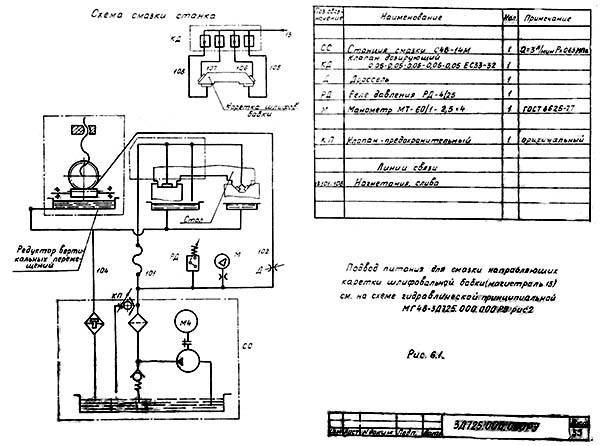
- Простота обслуживания. Большинство агрегатов оснащено автоматической системой смазки, которая самостоятельно контролирует состояние узлов и механизмов вращения.
- Уровень безопасности. Защитные механизмы делают рабочий процесс максимально безопасным. Наладочные процедуры, предшествующие шлифовке, выявляют все возможные неисправности аппарата.
Как сделать шлифовальный станок самостоятельно
Для домашнего использования можно сделать станок самостоятельно при наличии имеющихся деталей. Гриндер является самой распространенной моделью для домашнего применения. Его устройство и метод сборки предельно просты. Для сборки потребуются такие детали:
- Станина из толстых металлических уголков.
- Двигатель.
- Ролики в количестве 4 штук.
- Пружины — 2 штуки.
- Наждачная лента.
Неудобство эксплуатации этого устройства для постоянного применения заключается в постоянном растяжении ленты. Чтобы регулировать натяжение ленты, устанавливают пружины и при помощи ручки регулируют их длину. Ручка также служит планкой для подъема одного ролика.

Установка ригелей совместно с таким устройством позволяет реже производить замену ленты. Если ролики сделаны из титана или прочной стали, то им замена не потребуется. К станине прочными болтами крепятся втулки роликов до неподвижного состояния. По принципу подшипника выполняют вращающуюся часть ролика.
Такой станок в домашнем арсенале позволит обрабатывать изделия из металла и дерева
Особое внимание при самостоятельной сборке станка следует уделить мощности двигателя. Мощности мотора от стиральной машины хватит для обработки дерева
На таком устройстве можно затачивать и шлифовать домашний инструмент. Для обработки изделий, требующих большой точности шлифования, лучше приобрести станок заводского производства.
Самодельный плоскошлифовальный станок по металлу
Шлифование поверхностей металлических изделий можно делать несколькими способами. Ручной метод не дает должной точности и однородности обработки. Заводские модели оборудования имеют достаточно высокую стоимость. Поэтому в некоторых случаях будет целесообразно сделать плоскошлифовальный станок собственными руками.

Принцип работы плоскошлифовальных станков
Ленточный плоскошлифовальный станок
Главным отличием этого типа оборудования от электрического наждака является степень обработки заготовки. Оно предназначено не только для заточки режущих частей, но и для снятия определенного слоя материала.
Конструктивно станок состоит из силового агрегата (электродвигателя), который располагается в основном корпусе. С помощью передаточных механизмов (ременная или шестеренчатая) происходит вращение заточного вала. Для фиксации заготовки предусмотрена станина, которая чаще всего соединяется с корпусом агрегата.
В зависимости от конструкции обрабатывающие агрегаты по металлу могут быть следующих типов:
- расположение шпинделя – вертикальное или горизонтальное. Это влияет на методику обработки детали;
- точность удаления металлического слоя. Это зависит от настроек оборудования. Для заводских моделей она составляет десятые доли микрон. В самодельных установках добиться таких результатов проблематично;
- движущийся элемент. Для обработки больших заготовок может изменяться положение шлифовальной части или самой детали В последнем случае необходим движущийся столик.
Одним из различий является тип применяемого наждака. Для этих целей могут использоваться шлифовальные круги или абразивная лента. В последнем случае в конструкции необходимо предусмотреть наличие двух валов с различным диаметром. Это увеличит общую площадь обработки.
Для изготовления плоскошлифовального станка своими руками применяют схемы с ручной настройкой параметров. Несмотря на относительно большие погрешности они отличаются простотой реализации для работы по металлу и дереву.
Как размагничиваются электромагнитные плиты
Завершив операцию шлифования, деталь снимается со стола. Ее остаточная намагниченность ликвидируется. Этому способствует операция размагничивания. Точность шлифования на станках и их производительность исходят от эффективности и качества способов размагничивания. Главный приоритет размагничивания – легкое снятие обработанной детали со стола.
Уменьшение продолжительности размагничивания значительно повышает производительность труда на станке. Для совокупного времени вспомогательно-подготовительных и заключительных операций, часть времени размагничивания стола составляет 8…20%. Поэтому необходимо добиваться снижения данного срока.
В отличие от электромагнитных, магнитные столы не нуждаются в источнике энергии для питания. Постоянные магниты из никель-алюминиевого сплава служат для них полюсами. Они намагничены на особых приборах. Притяжение деталей магнитными плитами слабее электромагнитных.
Рис. 4 демонстрирует общий вид магнитного стола. Сверху он оснащен пластинами из железа 1 и 2. Между ними установлены немагнитные прокладки 3. Постоянные магниты большой силы передвигаются и попеременно замыкаются на железные пластины и на закрепленную деталь. Рукояткой 4 производится переключение магнитов. Болтами и прихватами низ плиты крепится к столу.

Рис. 4. Магнитная плита с постоянными магнитами: 1, 2 – железные пластины; 3 – немагнитные прослойки; 4 – рукоятка; 5 – постоянные магниты
В автоматические станки для шлифования помещается специальный демагнитизатор. Его функция – размагничивание обрабатываемых стальных деталей. Помимо электромагнитных и магнитных плит, обрабатываемые детали на станках крепятся:
- установочными планками;
- универсальными прижимами;
- лекальными тисками;
- специальными плитами.
На рис. 5 показаны лекальные тиски. Они более точнее, чем простые тиски, а также их можно кантовать.
Боковины в лекальных тисках параллельны между собой и перпендикулярны основанию. Крепеж тисков производится через резьбовые отверстия. Часто их крепят к магнитной плите. Устройство изготовлено из стали, закалено и отшлифовано со всех сторон. Устанавливая детали на магнитную плиту, используют установочные плитки с планками. Они намного увеличивают надежность крепления деталей на плите.

Рис. 5. Лекальные тиски для закрепления шлифуемых заготовок: 1 – неподвижная губка; 2 – мерный штифт; 3 – подвижная губка; 4 –корпус; 5 – винт
Виды и особенности

К рассмотрению предлагается три модификации, наиболее применимые для домашних нужд.
Плоскошлифовальная машина JET 16-32 Plus. Эта машина имеет превосходные технические параметры, которых более чем достаточно в домашнем обиходе и для мелких ремонтных работ. Точность обработки поверхности детали «начисто» может достигать 10-х долей микрона.

Станок потребляет мощность на уровне 2 киловатт, что также является приемлемым для домашних условий работы, ведь не каждая электросеть сможет обеспечить работу 10…15-киловаттного агрегата. Незначительные габариты и масса (61 кг). Характеристики выполнения основной работы следующие:
Плоскошлифовальная машина PROMA РВР-400А. Это уже уровень профессионального оснащения, укомплектован ЧПУ. Есть рабочая поверхность, которая предназначена под достаточно значительную нагрузку (350…380 кг), позволит обработать крупногабаритные полуфабрикаты. Мощность такой машины составляет 10 кВт. Имеет следующие рабочие параметры:
- 1100 мм – максимально возможная продольная подача;
- 240 мм – возможности осуществления поперечной подачи;
- 550 мм – максимальный подъем «рабочего органа» над станиной.
Этот экземпляр приведен более в качестве примера, ведь оборудование с весом почти 4 тонны необходим в условиях производства, а не в домашней мастерской.
Плоскошлифовальный механизм ЛШ-322. Изготовитель этого оборудования презентует его в качестве машины для небольших ремонтных помещений. Как раз то, что нам необходимо. Станок имеет незначительные габариты – 1050×1000×1800 мм, масса в 700 килограмм. Значительно компактней предшествующего образца.
Имеет прекрасные характеристики относительно точности обработки – предельные отклонения составляют в районе 3…5 микрон, а шероховатость – 0,16 мкм. Все-таки для домашних нужд данный механизм является дорогим (его цена составляет около 15000 долларов), а также массивным.
Видео: самодельный станок по шлифовке поверхностей.
Самостоятельное изготовление шлифовального станка
Самый распространённый самодельный шлифовальный станок – гриндер. Схема его сборки проста:
- двигатель;
- станина из толстых металлических уголков;
- 4 ролика;
- наждачная лента;
- 2 пружины.
Схема гриндера проста, но для постоянного использования он не очень удобен. Часто требуется ремонт ленты, которая может растягиваться. Именно для регулировки натяжения ленты на станине вертикально устанавливаются пружины, длина которых регулируется ручкой. Сама ручка служит планкой для подъёма одного ролика. Благодаря такому устройству и ригелям замена ленты производится реже. Ремонт роликам, сделанныем из прочной стали или титана, не требуется. Втулки роликов крепятся к станине прочными болтами до состояния полной неподвижности. Вращающаяся часть ролика выполняется по принципу подшипника.
Небольшой ленточный гриндер подходит для обработки металла и деревянных изделий
При необходимости использования станка для материалов разной плотности, особое внимание необходимо уделить подбору двигателя по мощности. Для работ по дереву мотор стиральной машинки вполне подходит
Обработка металла при выборе этого типа агрегата может привести к недостаточности оборотов. Шлифовка и заточка домашнего инструмента на таком станке возможна. Если работа требует тщательной подгонки, то нужен профессиональный, собранный в заводских условиях, агрегат. Большую точность дают плоскошлифовальные станки не ручной сборки, а заводского производства.
Кроме массивных станков ручного управления и с ЧПУ выпускаются производителями заводского и мини версии для установки в ремонтных мастерских, гаражах. Их схемы не так сложны, да и работы по изготовлению бытовых металлических элементов не требуют сложного оснащения. Хотя, для изготовления металлических украшений интерьеров и в домашней мастерской может потребоваться станок с ЧПУ. Устройство плоскошлифовального станка, имеющего определённую точность, в обязательном порядке должно иметь жёсткое крепление обрабатываемого металла. Для более тяжёлых деталей необходима выносливая ровная поверхность стола.
Общие характеристики плоскошлифовальных станков
Микронная погрешность – такой точностью обработки обладают все виды плоскошлифовальных станков. Отечественный производитель – Липецкий станкостроительный завод выпускает оборудование с погрешностью обработки согласно ГОСТ 73 года. Стандарт допускает небольшую шероховатость 0,63, что допустимо для оборудования 8-10 класса.

Методы шлифования на плоскошлифовальных станках
Несмотря на название станка «плоскошлифовальный», при установке дополнительного оборудования, на нём можно доводить до совершенства фасонные детали. Последние доработки конструкции станка позволили расширить их сферу деятельности станков по металлу – появилась возможность обрабатывать конические детали.

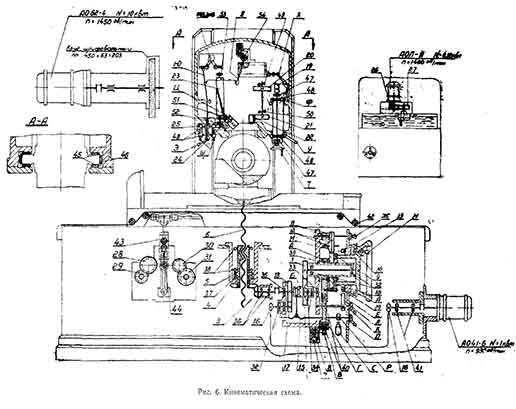
Устройство
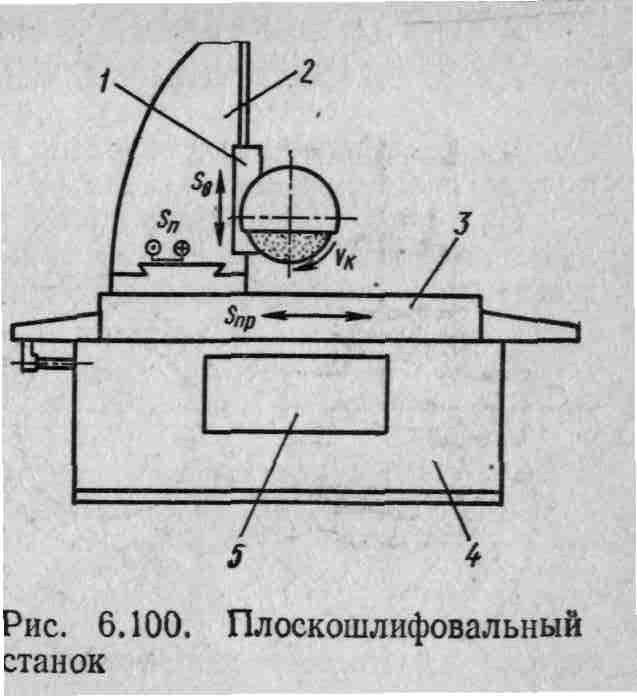
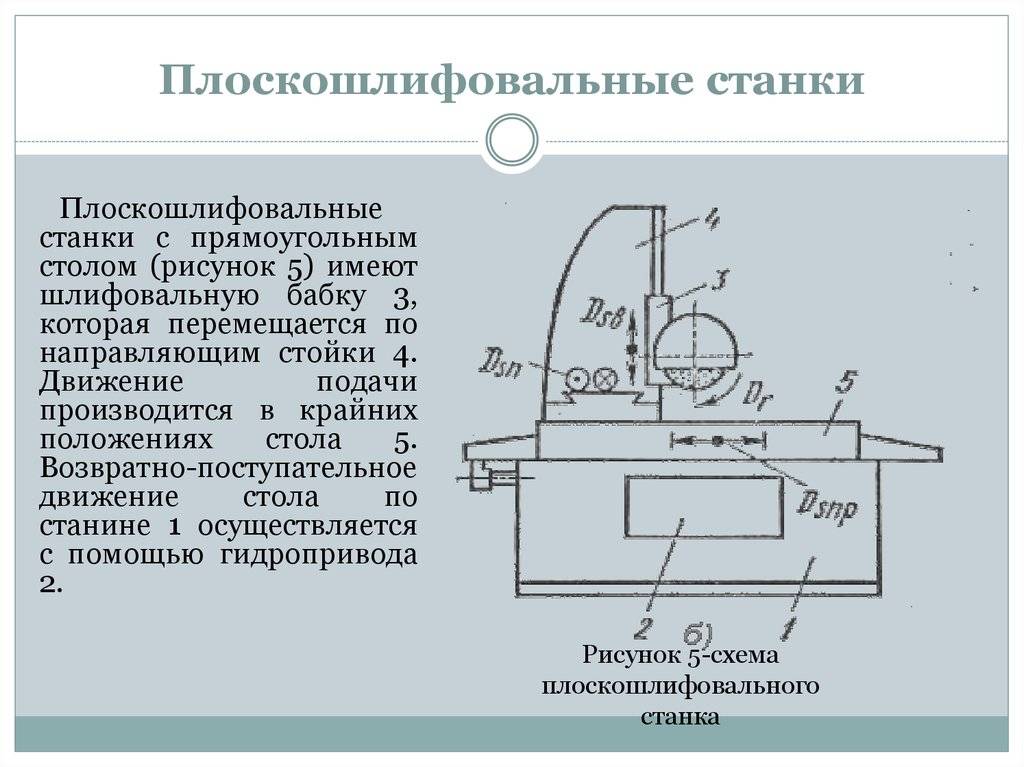
- прямоугольный стол, горизонтальный шпиндель, суппорт – такие схемы станков созданы для преимущественной работы периферической частью круга. Работа с торцовой частью изделий ограничивается кожухом рабочего инструмента. точность обработки на этом оборудовании несколько ниже, но это компенсируется высокой производительностью. отличаются универсальные плоскошлифовальные станки мощными электродвигателями, крупными шлифовальными кругами, жёсткостью конструкции;
- крестовой суппорт не даёт широты использования оборудования. не отличается станок высокими скоростями обработки. схемы специализированных станков рассчитаны на высокое качество обработки.
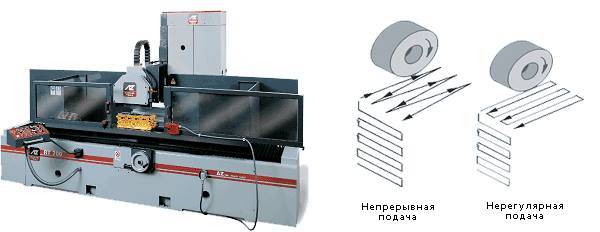
Виды подач плоскошлифовального станка AZ RT700
Работа на станках делится на индивидуальное и поточное изготовление. В связи с этим станки ручного управления и с ЧПУ могут соседствовать в одном цехе. Для плоскошлифовальных установок точность выполнения не зависит от того, человек закладывает программу обработки вручную или работа проводится под контролем ЧПУ. Невозможно достигнуть желаемого результата при расшатанной станине, люфте шлифовального круга. Схемы производителей имеют определённые критерии оценки работоспособности станка. Ухудшение состояния оборудования сказывается не только на результате работы. Оборудование становится опасным для человека, работающего на нём. В этом случае требуется капитальный ремонт.
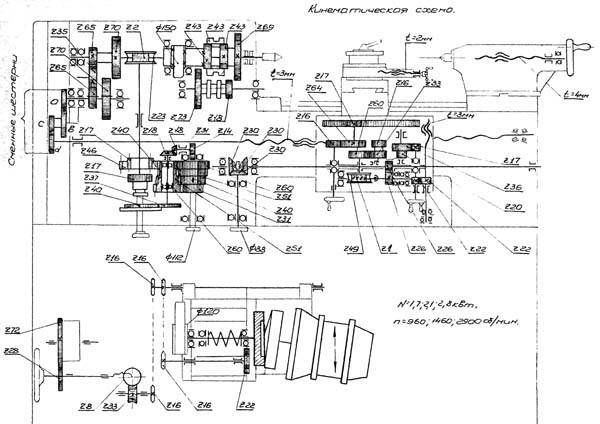
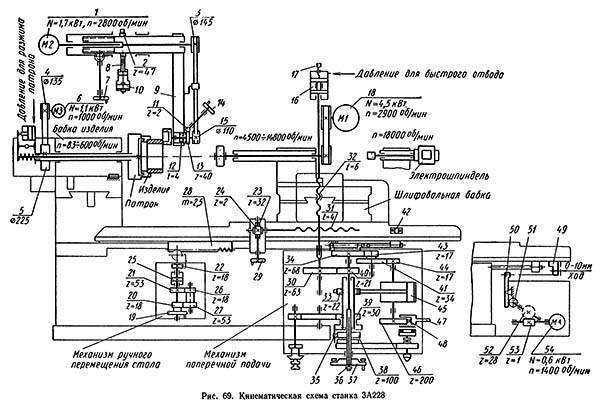
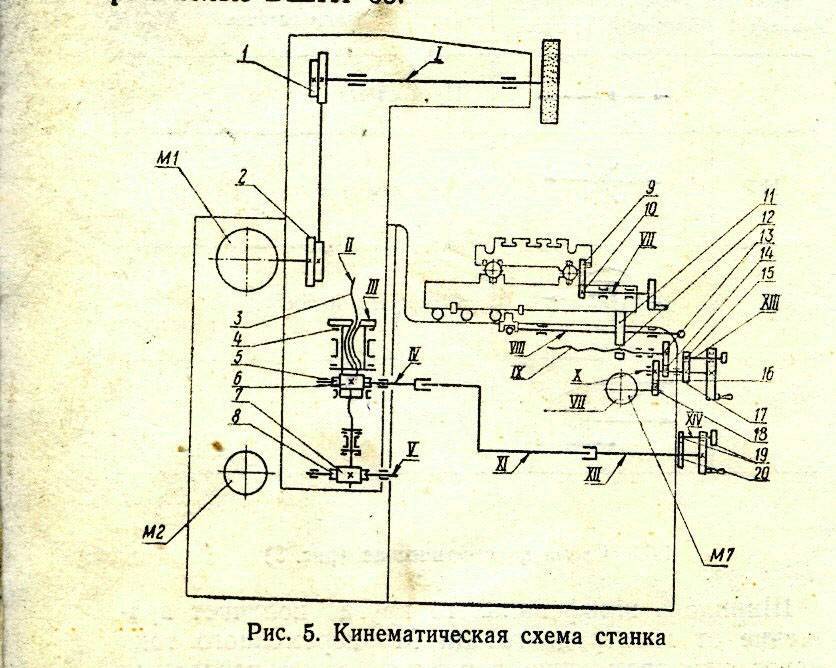
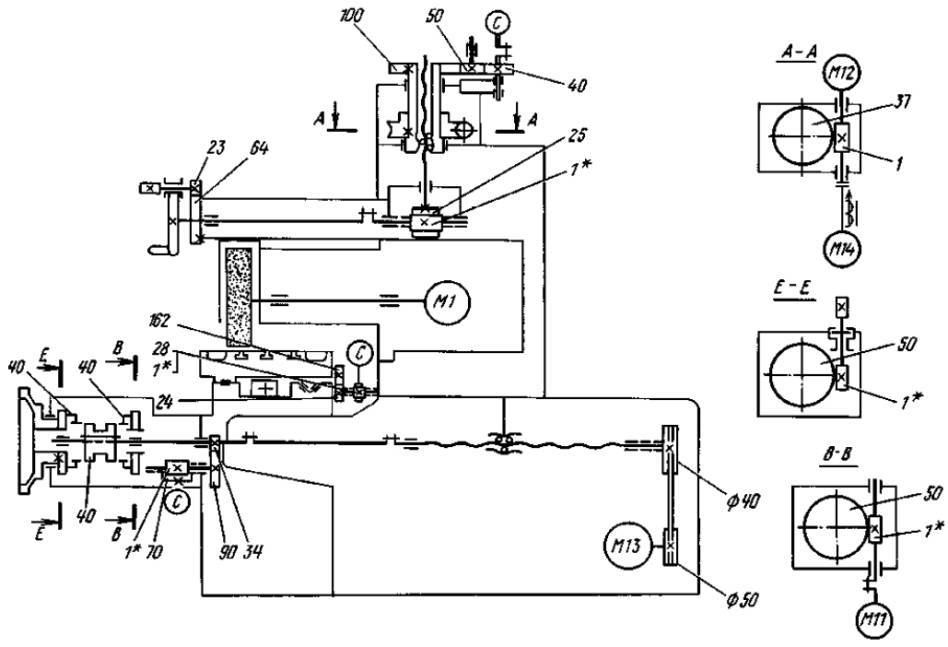
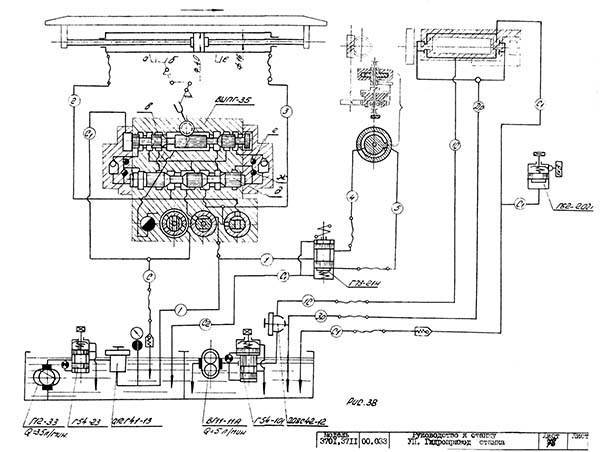
Схема прецизионных плоскошлифовальных станков
Это интересно: Принцип токарной обработки металла — история и современность
Плоскошлифовальные станки для производства и использования в домашней мастерской
Плоскошлифовальные станки предназначаются для придания металлу, деревянным заготовкам, срезам пластиковых труб необходимой гладкости, снятия заусенцев, окалин и прочих дефектов, которые неизбежно появляются при резке, пайке, сварке и других видах механической и термической обработке. Точность профессиональных (с ручной отладкой и ЧПУ) составляет 0,16 микрон. Плоскошлифовальный станок своими руками собранный из подручных материалов имеет большую погрешность, больше требуется и времени, чем на аналогичную обработку на станке с ЧПУ.

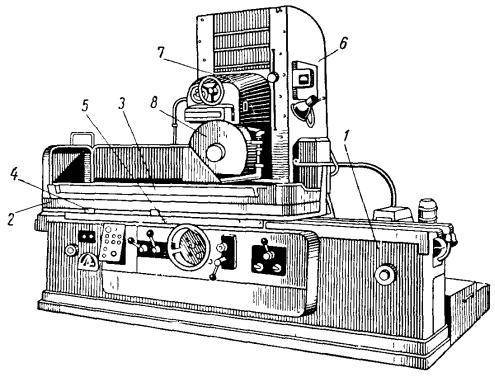
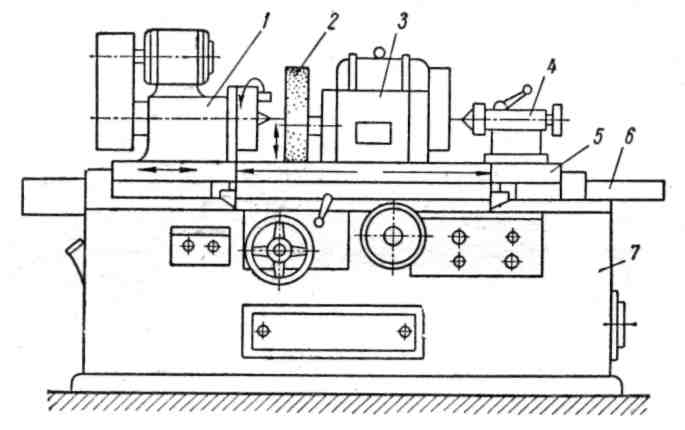
Плоскошлифовальный станок
Беря в расчёт, что в домашних условиях обработка металлических деталей весом в полтонны врятли понадобится, то и вес самого станка будет значительно ниже. Чаще в домашних и автомобильных мастерских обработка проводится вручную, а не с установкой детали на столе, что объясняется малым весом деталей. Точность плоскошлифовальных станков, где требующая обработки деталь удерживается навесу, напрямую зависит от верности руки мастера. Качество шлифовки далеко от уровня, что даёт плоскошлифовальный станок с ЧПУ, но это и не требуется при обработке деталей бытового назначения.
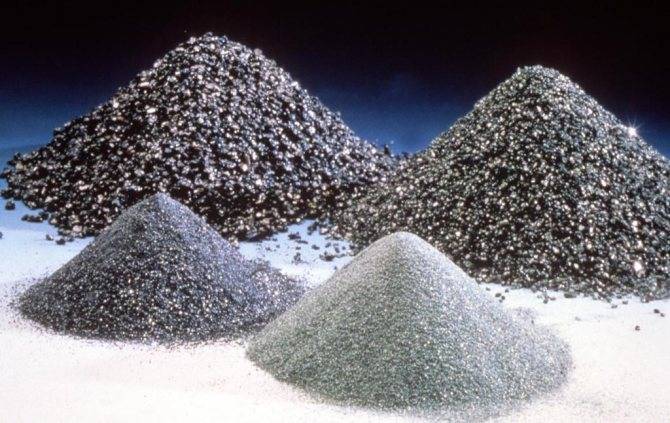
Виды абразивов для шлифовки
Абразивы представляют собой мелкие частицы вещества, применяемые для механической обработки изделий, причем они могут быть как природного, так и искусственного происхождения. Основными характеристиками абразивов для шлифовки являются размер зерна, механическая прочность, микротвердость и хрупкость. Делятся по таким признакам: твердость (мягкие, твердые, сверхтвердые), величина зерна абразива (особо тонкое, тонкое, среднее и крупное). К природным абразивам относят мел, кварц, наждак, гранат, корунд, инфузорную землю, пемзу, полевой шпат, трепел, красный железняк и алмаз.
К материалам искусственного происхождения относят: окиси хрома и циркония;
- двуокиси титана, церия и олова;
- нитриды углерода, алюминия, кремния и бора;
- электрокорунд;
- сплавы бор – углерод – кремний и карбид титана – карбид скандия;
- синтетический алмаз.
Алмазная шлифовка является наиболее качественной по своим абразивным свойствам.
Техники шлифования
При работе на плоскошлифовальном устройстве можно выделить следующие техники:
- Многопроходная обработка. При этой технике требуется фиксация элемента на поверхности. Скорость его перемещения в процессе обработки достигает 45 метров в минуту. Метод обработки сводится к многократному передвижению изделия под кругом до полного снятия припуска. При этом последние ходы станок осуществляет без подачи или с небольшой вертикальной подачей.
- Однопроходная обработка. Используется для станков с круглыми столами. При этом способе станок проходит за один раз вертикально во всю глубину. В результате этого весь припуск с детали снимается за один оборот. Устройства с тремя головками позволят удалить большой припуск при максимальной точности шлифовки. Такие устройства применяются в основном при массовом производстве.
- Двусторонняя обработка. Эта технология предполагает шлифовку двух торцов детали одновременно. При этом способе для полного снятия припуска потребуется не один проход изделия. Суть метода заключается в прямолинейной или круговой подаче детали. За счет вращения инструмента осуществляется резка металла. Периферией круга следует обрабатывать изделия со средней жесткостью. При торцевом методе обработки производительность будет выше, чем при методе периферии.
Способы шлифовки
Обработка металла на плоскошлифовальных станках проводится двумя путями:
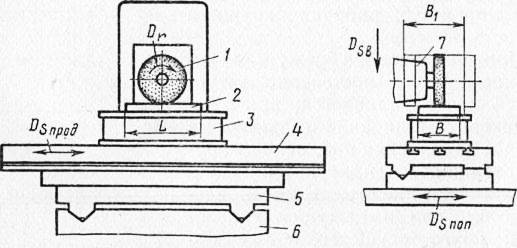
- торцом круга;
- периферией.
В первом случае отмечается высокая производительность работы плоскошлифовального станка. При таком типе шлифовки дуга контакта детали и аппарата описывается незначительной величиной. В результате этого в зоне шлифования создается достаточно высокая температура, которая так или иначе снижает точность проведения операции (круговая подача способствует значительному уменьшению точности). Помимо этого возникают некоторые сложности с отводом стружки от плоскошлифовального станка.

Обработка заготовки торцом круга
Существуют следующие техники шлифовки с помощью плоскошлифовального станка.
Многопроходная обработка
Элемент фиксируется на поверхности и перемещается со скоростью около 45 метров в минуту. Изделие неоднократно передвигается под кругом, который постепенно поступает вглубь, пока полностью не снимется припуск. Последние ходы протекают без подачи или с небольшой вертикальной подачей.
Однопроходная схема
Такой способ применим для устройств с круглыми столами, когда плоскошлифовальный станок идет вертикально во всю глубину за один проход. За счет этого одним оборотом поверхности снимается весь припуск. Если нужно удалить больший припуск с максимальной точностью шлифовки, лучше брать устройства с тремя головками. Они подходят для работы на больших объектах, где осуществляется массовое производство.
Двусторонний способ
Техника предполагает синхронную шлифовку двух торцов детали. Чтобы полностью снять припуск, требуется не один проход. При таком методе основная подача идет благодаря круговой или прямолинейной подаче детали, а резка осуществляется за счет вращения инструмента.
Вне зависимости от того, какой тип обработки металла периферией выбран, он будет отличаться от описанных ранее техник незначительным образованием тепла и низким усилием резки. По этой причине периферией круга обрабатывают не слишком жесткие изделия. Следует отметить то, что производительность шлифовки торцом всегда больше, чем периферией.
Различают следующие методы шлифовки периферией круга.
Глубинный
С каждым ходом снимается значительный припуск, причем скорость продольной подачи в таком случае минимальна. Из-за того, что на располагающиеся у торца абразивы приходится вся тяжесть удаления, круг довольно быстро стирается.
С врезной непрерывной подачей
Шлифовка проводится в случае, если обрабатываемая поверхность ограничена буртами, а также используется для обработки элементов, у которых высота превосходит ширину. Поперечная подача при таком способе отсутствует, точность работы невысокая. Изнашивание происходит неравномерно, поэтому требуется постоянная правка.
С поперечной прерывистой подачей
При такой методике даже большие поверхности обрабатываются качественно. Высота шлифовального инструмента всегда должна быть выше показателя поперечной подачи. Поперечный реверс и подача круга вглубь происходят, как правило, одномоментно. Такой технике присуща высокая точность, она применяется на плоскошлифовальных станках с круглым столом и горизонтальным шпинделем.

Настольный плоскошлифовальный станок
Общее описание
Данное устройство позволяет проводить шлифовку плоской металлической поверхности с высокой точностью. В ходе работы чистота обрабатываемой поверхности соответствует 9–10 классу. Такой результат сопоставляется со степенью шероховатости в 0,63–0,16 микрометров по ГОСТу 2789-73.
Аппараты для плоской шлифовки металла представлены в разнообразных вариантах, благодаря чему можно работать с деталями разной формы. Так, станок с прямоугольным столом, суппортом и горизонтальным шпинделем подходит для обработки периферией круга. Он хорошо шлифует торцовые поверхности в границах, обозначенных кожухом устройства. Данный тип плоскошлифовальных станков можно встретить в инструментальных цехах.
Универсальные инструменты с прямоугольным столом могут иметь вертикальный и горизонтальный шпиндель. Точность шлифовки у них не самая высокая, зато для них характерна хорошая производительность благодаря мощным электродвигателям, большим шлифовальным кругам и повышенной жесткости конструкции. В этом заключается отличие универсального оборудования от аппаратов с крестовым суппортом.

Плоскошлифовальный станок с чпу
По степени автоматизма устройства общего назначения подразделяются на две категории:
- полуавтоматы, поддерживающие активную регулировку работы настольного аппарата;
- неавтоматизированные.
Общие сведения
- Неавтоматизированные устройства.
- Полуавтоматические устройства с поддержкой активной регулировки работы настольного аппарата.
 Современная промышленность позволяет приобрести различные варианты аппаратов, что позволит обработать детали различной формы. Для обработки периферией круга потребуется станок с суппортом, горизонтальным шпинделем и столом прямоугольной формы.
Современная промышленность позволяет приобрести различные варианты аппаратов, что позволит обработать детали различной формы. Для обработки периферией круга потребуется станок с суппортом, горизонтальным шпинделем и столом прямоугольной формы.
Такой аппарат идеален для шлифования границ торцевых поверхностей, обозначенных кожухом устройства. Обычно такие устройства приобретают для инструментальных цехов.
Горизонтальный и вертикальный шпиндель могут иметь универсальные станки со столом прямоугольной формы. Они характеризуются не самой высокой точностью шлифовки, зато отличаются высокой производительностью в силу установленных мощных электродвигателей, больших шлифовальных кругов и конструкции повышенной жесткости. Именно в этом и состоит главное отличие от станков с крестовым суппортом.
Ремонт станка, модернизация
Текущий ремонт станков по металлу, как с ЧПУ, так и без оного, необходим регулярный, но схема оборудования такова, что блокираторы, устройства аварийного отскока бабки изнашиваются. После истечения срока службы каждого элемента (в соответствии с рекомендациями, которые дают производители) детали необходимо менять. Это и точность оборудования повысит и безопасность работника. Капитальный ремонт плоскошлифовального станка (без ЧПУ) производится по плану не ранее, чем через 20 лет после ввода его в эксплуатацию.
На каждый отдельный узел станка по металлу даётся срок службы, после которого требуется ремонт, замена или переборка этого механизма. Общие схемы износа оборудования не всегда соответствуют реальному положению вещей, что может основываться на загруженности оборудования, когда работа проводится в несколько смен и на предельно допустимых показателях по весу заготовок. Ремонт таких станков может заключаться в укреплении станины, замене электрооборудования. Чаще всего современный ремонт не ограничивается заменой старого, морально устаревшего оборудования на новое, в дополнение к основным узлам добавляется управление ЧПУ. Небольшое дополнение, а принцип работы кардинально меняется. Механизм с ручной закладкой программы превращается в новейшее оборудование с повышенным КПД при изготовлении деталей на поток.
Ремонт электроцепи станка старому плоскошлифовальному станку даёт равномерные обороты, в отличие от старых, выработавших свой срок, двигателей.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Определение и назначение шлифования
Обработка шлифованием может быть окончательной операцией или предшествовать полированию. Полировка – технологический процесс отделочной обработки для снижения шероховатости. Придает изделию привлекательный внешний вид. Применяется для декоративной отделки, чистовой обработки поверхностей различного вида и перед металлопокрытием. Шлифовка и полировка придают поверхности детали или изделию гладкость, в некоторых случаях с помощью этих операций устраняют дефекты. Это могут быть неглубокие царапины, риски, остатки шлака или мелкой металлической пыли, следы температурной обработки. От геометрии шероховатости поверхности зависят эксплуатационные показатели машин, станков, приборов. К ним относят:
- надежность соединения с переходными и неподвижными посадками;
- износостойкость;
- контактную жесткость;
- теплопроводность;
- герметичность;
- электропроводность.
Обработка с применением шлифовального оборудования и материалов ведется путем снятия заданного припуска с исправлением погрешностей формы и положения поверхностей, которые шлифуются.





