

Ремонт основных узлов
Станина
Станина 16К20 — это литая конструкция с ребрами жесткости, на которой монтируются все остальные оборудование токарного станка. На верхней части станины расположены четыре продольные направляющие токарного станка: две плоские и две призматические. От состояния их поверхностей зависит точность позиционирования задней бабки и каретки суппорта, а также соосность передней и задней бабок. Состав и порядок выполнения работ регламентируется разделом 6.1 технического руководства «Ремонт токарно-винторезного станка 16К20».
Существует четыре способа механообработки, с помощью которых выполняют ремонт направляющих токарного станка:
- ручная шабровка;
- шлифовка с применением переносного шлифовального оборудования;
- шлифовка на плоскошлифовальном оборудовании;
- строгание на продольно-строгальном станке;
https://youtube.com/watch?v=sJgzGG_6PU0
В общем случае, если износ составляет менее 15 мкм на 1000 мм, геометрию поверхности восстанавливают методом ручной шабровки. Если больше — с применением станочного оборудования или методом напыления.
Кроме того, этим способом можно обрабатывать только незакаленные поверхности. Шабрить станину токарного станка можно без демонтажа станины, поэтому наряду с ручной шлифовкой — это самый распространенный метод восстановления поверхностей направляющих.
Шлифовка направляющих с применением переносного шлифовального оборудования, устанавливаемого на станине, применяется в двух случаях: при невозможности доставки станины в ремонтный цех и в случае, если длина станины больше длины стола шлифовального оборудования. Самый эффективный способ восстановления направляющих станины — это обработка на шлифовальных и продольно-строгальных станках в ремонтных цехах или на специализированных предприятиях. Он обеспечивает самую высокую точность и гарантирует качество.

Станина для станка 16К20
Восстановление глубоких повреждений станины токарного станка производится путем напыления латуни или цинка, а также заливкой баббитом. После заполнения металлом вмятин и выбоин поверхность направляющей обрабатывают шлифовкой или шабровкой.
Каретка
В соответствии с разделом 6.2 Технического руководства ремонт каретки суппорта токарно-винторезного станка 16К20 включает две технологические операции:
- восстановление нижних направляющих, сопряженных с направляющими станины;
- восстановление поперечных направляющих, примыкающих к направляющим нижней части суппорта.
Перед началом работ каретку устанавливают на выставленную станину вместе с рейкой и коробкой подач. После этого на каретку монтируют прижимные планки, фартук, ходовой винт и ходовой вал, выставляют ее на точность, делают замеры и проверяют зацепление шестерни фартука с рейкой.

Каретка для станка 16К20
По результатам контрольных замеров определяют степень износа поверхностей направляющих и обрабатывают их ручным и механическими способами до достижения нормативных прямолинейности, плоскостности и параллельности. На финальной стадии точность прилегания к станине токарного станка обеспечивается обработкой шабером и шлифовальными устройствами.
Задняя бабка
Согласно разделу 6.7 Руководства в номенклатуру работ по ремонту задней бабки токарного станка 16К20 входят технологические операции, по восстановлению параметров следующих компонентов:
- поверхности корпуса, сопряженные с поверхностями плиты;
- поверхности плиты, примыкающие к корпусу и станине;
- отверстие под пиноль.
При восстановлении плоских поверхностей применяют шабровку и шлифовку, а при обработке пиноли — расточку.

Задняя бабка
Шлифовку плоских поверхностей направляющих выполняют на продольно-шлифовальном станке. Призматические поверхности доводятся до нормативного качества шабровкой. Расточка отверстия под пиноль производится двумя способами: на самом станке с помощью борштанги и с демонтажом на расточном станке.
Смазка токарно-винторезного станка при проведении технического обслуживания
Для смазки токарного станка применяются минеральные масла, а для подшипников солидолы. Чем меньше нагрузка и выше скорость вращения, тем менее густой должна быть смазка. Необходимая марка смазочного материала устанавливается производителями оборудования в соответствии с температурой, до которой нагревается механизм во время работы.
Пример регламента смазки и выбор масла в зависимости от узла
Чтобы не ошибиться, необходимо для каждого отдельного механизма определить допустимость использования определённого вида солидола в соответствии с техническим паспортом.
Для токарных станков применимы 4 способа смазки агрегатов:
- Циркуляционный способ — подача масла происходит под воздействием нагнетающего насоса, заставляющего под давлением масло циркулировать по системе трубок, ведущих к агрегатам.
- Фитильный – один из самых простых и надёжных. В токарном станке является дополнением к картерному варианту, в случае если есть опасения, что масло может не достигать цели. В трубку вставляется фитиль, он должен находиться в 6-8 мм от поверхности, на которую должно с определённой периодичностью попадать масло.
- Ручной – этим способом смазка наносится на подшипники, каретка, винт и прочие открытые трущиеся детали. Масло заливается в маслёнки, а солидол вводится в них при помощи шприца. Этот вид технического обслуживания проводится ежедневно. При интенсивном использовании станка может потребоваться более частое его смазывание.
- Картерный способ применяется для смазки коробки скоростей, коробки подачи и червячной передачи фартука. Способ заключается в том, что из резервуара, заполненного до определённой отметки, масло разбрызгивают вращающиеся зубчатые колёса. Для контроля над уровнем масла существуют контрольные глазки и трубчатый указатель уровня масла.






![Ремонт токарных станков [эксплуатация после ремонта]](https://101benzopila.ru/wp-content/uploads/4/1/6/4164321cfe9b8e96d062134aa269a2f6.jpeg)


Необходимо помнить не только о постоянном пополнении резервуаров со смазкой, но и о том, что раз в месяц потребуется полная его замена. Перед заливкой в маслёнки новой порции смазочного материала, необходимо вынуть из резервуаров фильтры, зубчатые колёса, из трубок достать фитили. Всё это оборудование необходимо промыть и прочистить.
Для наибольшего эффекта, в токарно-винторезных станках часто используются сразу все 4 вида смазки, что позволяет не пропустить ни один из узлов. При условии, что техническое оборудование получает надлежащее техническое обслуживание, срок службы его значительно увеличивается.
Виды ремонта
Ремонтные работы выполняются с целью поддержание эксплуатационных характеристик токарного оборудования и бывают двух видов: плановые и неплановые. Первые выполняются только на основании графиков планово-предупредительных ремонтов. Для 16К25 предусматривается четыре вида работ, включающие осмотр и три вида ремонтов:
- малый;
- средний;
- капитальный.
Согласно п. 17.2 «Руководства по эксплуатации» токарного станка 16К20, его межремонтный период (время работы до первого капремонта) при условии соблюдения эксплуатационных требований производителя составляет 10 лет при двухсменной работе. За этот период должно быть выполнено шесть плановых осмотров 16К20, четыре малых ремонта, один средний (в середине периода) и один капитальный (в конце периода).
Потребность в неплановых ремонтных работах обычно возникает при внезапном снижение допустимых параметров оборудования или выходе его строя. Такое обычно происходит при несоблюдении паспортных требований производителя по эксплуатации и обслуживанию токарного оборудования. На производственных предприятиях все виды работ проводят по графикам ППР квалифицированным персоналом специализированных ремонтных подразделений. На малых предприятиях ремонт токарного станка выполняют своими руками по мере возникновения проблем с его точностью и работоспособностью.
Малый ремонт
Этот вид ремонтных работ выполняется как по утвержденной номенклатуре, так и по результатам наблюдений за токарным оборудованием во время ежесменного и периодического технического обслуживания. Его цель — обеспечить работу токарного оборудования до следующего планового ремонта.
Согласно п. 17.3.3 «Руководства по эксплуатации» токарного станка 16К20 при малом ремонте обязательными для выполнения являются следующие виды работ:
- выявление неисправностей для устранения при последующих плановых ремонтных работах;
- замеры геометрии оборудования на паспортную точность;
- испытания на холостом ходу;
- испытания на шумность и температурные режимы;
- проверка точности и чистоты обработки.
Малый ремонт
Выполнение остальных работы из приведенного в Руководстве перечня выполняют только при необходимости в зависимости от состояния оборудования. По результатам малого ремонта составляется ведомость состояния деталей механизмов для включения в состав следующих по графику ППР работ.
Средний ремонт
В состав этого вида ремонтных мероприятий входят работы по списку рекомендаций малого ремонта, а также неполная разборка токарного 16К20, при которой выполняется восстановление работоспособности основных механизмов и агрегатов. Такой ремонт для токарно-винторезного станка 16К20 выполняют по перечню, который приводится в п. 17.3.4 «Руководства по эксплуатации».
При среднем ремонте обязательно проверяется точность до и после разборки токарного оборудования, проводится контроль жесткости шпинделя, а также делаются замеры износа поверхностей трения до и после их восстановления. Средний ремонт токарного станка выполняют в середине межремонтного периода. Его цель — восстановление ресурса токарного оборудования до такого уровня, чтобы станок смог проработать до капитального ремонта.
Капитальный ремонт
Согласно п. 17.3.2. «Руководства по эксплуатации» капитальный ремонт токарного станка 16К20 предваряется осмотром состояния станочного оборудования. Во время осмотра проверяют данные осмотров при предшествующих ремонтных работах, определяют перечни деталей на восстановления и замену, а также производят изготовление рабочих чертежей для заказа заменяемых деталей.
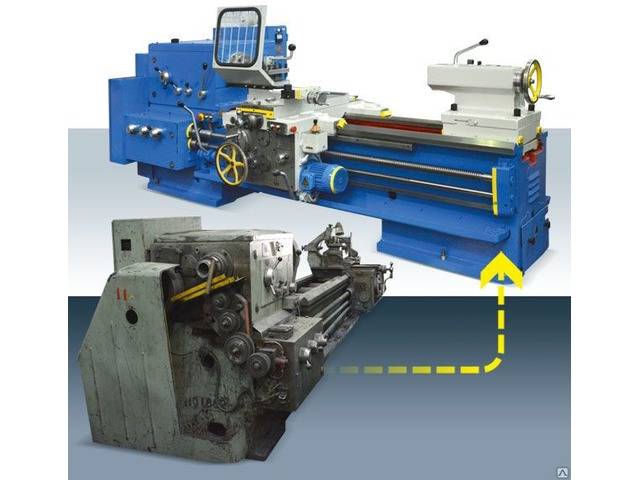
Капитальный ремонт станка 16К20
После полного демонтажа всех механизмов, выполняется очистка каждой деталей, после чего производится их осмотр и сверка с дефектной ведомостью. Капремонт предусматривает восстановление всех паспортных характеристик 16К20. Поэтому токарные станки после качественного капитального ремонта имеют такие же параметры, как и новое токарное оборудование, а их межремонтный период также составляет десять лет.
Как выполняется ремонт каретки суппорта
Капитальный ремонт каретки суппорта предполагает восстановление ее нижних направляющих, сопряженных с направляющими станины. Кроме того, при восстановлении данного узла необходимо добиться перпендикулярности плоскости его перемещения к плоскостям, на которых фиксируются фартук токарного станка и его коробка подач. Для выявления степени отклонения данных плоскостей от нормы используются уровень и щупы различной толщины.
Каретка токарного станка в результате выполнения капитального ремонта должна быть выставлена параллельно поперечному ходу суппорта с точностью 0,02 мм на длине 300 мм. Этот параметр проверяется при помощи специального индикатора, который закрепляется в резцедержателе токарного станка.

Ремонт направляющих каретки
Восстановление параметров направляющих каретки выполняют при помощи специальных компенсационных накладок или акрилопласта, а поперечные салазки ремонтируются при помощи шлифовки. Верхние салазки суппорта, если они нуждаются в ремонте, сначала подвергают шабрению и выверке, затем их шлифуют.
Сферы использования и модификации станка 16К20
Токарно-винторезный станок модели 16К20 принадлежит к категории универсального оборудования для обработки деталей из металла. Его характеристики, конечно, не позволяют заменить им фрезерное оборудование, но дают возможность использовать его для выполнения целого перечня специализированных операций. К таким операциям, в частности, относятся нарезание резьбы различного типа (метрической, дюймовой, модульной, питчевой), сверление, зенкерование и другие виды токарной обработки.
Возможности этого токарно-винторезного станка таковы, что с его помощью можно обрабатывать заготовки и из горячекатаного, и из холоднокатаного проката. До появления данного станка на предприятиях использовалась модель оборудования 1К62, которая значительно уступает ему по всем своим характеристикам. Так, к преимуществам токарно-винторезного станка 16К20 (по сравнению с прежней моделью) можно отнести:
- безопасность эксплуатации;
- высокую надежность;
- возможность обрабатывать детали с высокой точностью;
- простоту и удобство обслуживания;
- исключительную долговечность даже при активной эксплуатации;
- высокую производительность.
Читать также: Методы химико термической обработки
Из конструктивных особенностей данного токарно-винторезного станка можно отметить следующие.
- Станина оборудования выполнена в коробчатой форме и установлена на массивное монолитное основание, что придает высокую жесткость всей конструкции. Точность передвижения по станине суппорта и подвижной задней бабке обеспечивают надежные направляющие, которые подвергнуты термообработке и шлифованию.
- В зависимости от типа обработки и конфигурации заготовки могут фиксироваться в патроне или зажиматься в центрах.
- Устройство держателя для резца разработано таким образом, чтобы обеспечить надежную фиксацию инструмента.
- Для установки шпинделя используются высокоточные (прецизионные) подшипники качения, необходимые для точности его расположения и вращения.
- В конструкции токарно-винторезного станка 16К20 предусмотрен целый ряд блокировочных и ограждающих технических элементов, обеспечивающих безопасность работы на нем.
- Для обеспечения точности обработки на станке установлены линейки с визирами, по которым можно контролировать продольные, а также поперечные перемещения инструмента.
- Экстренно отключить подачу суппорта станка 16К20 можно при помощи специального устройства, установленного на фартуке станка.
Резцедержатель 16К20 на суппорте станка выглядит следующим образом:
Резцедержатель станка 16К20
Благодаря универсальности, надежности, простоте устройства и обслуживания токарно-винторезного станка 16К20 аналоги данного оборудования выпускались на ряде отечественных и зарубежных предприятий, где они обозначались:
- МК6058 (6057, 6056) – Станкостроительный в Москве;
- 16В20П, 16В20 – Астраханский станкостроительный завод;
- ЖА-805 – Завод автоматических станков в Житомире;
- 16Б16 и модификации, Samat 400 – Средневолжский станкостроительный завод в Самаре;
- GH-1840ZX («Jet» – Швейцария), CU402 («Враца» – Болгария), CD6140A («Anhui Chizhou» – Китай), BJ1630G, CS6240, CS6240 («Bochi» – Китай), CA6240B, CA6140A («SMTCL» – Китай).
- КА-280 – в Киеве.
- 16ВТ20П, 16ВТ20 – в Витебске.
Сферы использование токарного оборудования
Токарно-винторезные станки различаются по весу и размеру, что напрямую зависит от отрасли, где они применяются. На них могут изготавливаться короткие и длинные, тонкие и широкие детали. На этих токарных станках может выполняться нарезка внутренней и внешней резьбы деталей. Чем тяжелее деталь, тем массивнее станок для её обработки.









Токарное оборудование лёгкого веса используется:
- в экспериментальных цехах;
- в приборостроении;
- в изготовлении деталей часовых механизмов.
Этот вид может иметь механическую подачу болванок к резцу, что позволяет ускорить изготовление одинаковых деталей, при необходимости выпуска их небольшими партиями. Для выпуска штучных изделий этот механизм не требуется, что отразится на конструкции токарного станка.
В промышленном производстве резьбовых деталей и инструментов чаще используются станки среднего веса. В их конструкции много автоматических систем, которые наравне с роторными механическими частями требуют профилактических проверок и отладок. Движущимся, закручивающимся, вращающимся, режущим и сверлящим деталям необходима регулярная смазка.
Токарное оборудование тяжёлого веса используется для более однообразных операций. На нём вытачиваются:
- валы;
- турбины;
- колёса на железнодорожные составы.
Несмотря на небольшой ассортимент продукции и небольшой выбор операций, станки эти простыми назвать нельзя. В его конструкции также много узлов требующих постоянного ухода и контроля. Смазка и очистка деталей усложняется из-за большого их веса.
Как происходит смазка станка в автоматическом режиме
Смазка токарно-винторезного станка, вернее движущихся его частей, должна происходить во время работы постоянно. О поступлении смазочных веществ на ротор говорит вращающийся диск на шпиндельной бабке. Вращение его должно начаться в течение минуты после запуска оборудования. Этого времени должно хватить, чтобы шестерённый насос, соединённый ременной передачей с основным двигателем агрегата, подал масло в резервуар. К подшипникам двигателя и маслораспределительным лоткам смазка попадёт через сетчатый фильтр, имеющий магнитный вкладыш. Система замкнутая – стекая в шпиндельную бабку, масло опять попадает в резервуар, где проходит очистку от соринок фильтром и опять попадает на движущиеся части.
Прерывистое движение или остановка диска, показывающего поступление смазки к деталям токарно-винторезного станка, говорит о том, что фильтр засорён или в системе недостаточно смазки. В этом случае станок необходимо
- отключить,
- обесточить,
- снять фильтр,
- промыть его керосином,
- проверить уровень смазки в резервуаре,
- при необходимости долить масло,
- вставить фильтр на место и запустить агрегат.
Как снять фильтр
Сетчатый фильтр состоит из нескольких элементов. Чтобы достать его из резервуара, который служит фильтру корпусом, необходимо отсоединить от него шланги и открутить нижнюю гайку, снять фильтры вместе с пластиковой оправой.
Плановое техническое обслуживание с обязательной промывкой фильтра производится в соответствии с указаниями в техническом паспорте оборудования.
Методы ремонта направляющих
Выбор способа ремонта направляющих станков токарной группы (выполнить такой ремонт своими руками, не имея специального оборудования, достаточно сложно) зависит от того, насколько сильно изношены данные конструктивные элементы, какой твердостью они обладают, насколько хорошо технически оснащена ремонтная бригада, которая будет заниматься выполнением этой непростой процедуры.

Изношенные направляющие станины токарного станка
Восстанавливать направляющие станины, подвергшиеся значительному износу после длительной эксплуатации, можно разными способами: строганием, фрезерованием, шабрением (с притиркой и без), протягиванием, шлифованием, накатыванием при помощи специальных роликов. К наиболее распространенным методам, используемым при капитальном ремонте станины токарного станка, относятся строгание, шабрение и шлифование.
Уточнить величину износа направляющих можно лишь после того, как с их поверхности удалены все загрязнения и имеющиеся забоины. Чтобы определить зазоры, имеющиеся на данных узлах токарного станка, на них накладывают металлическую линейку и с помощью щупа выявляют наиболее изношенные участки, требующие срочного ремонта, проводя замеры через каждые 30–50 см.

Проверка станины с помощью самодельного приспособления
Опытные специалисты могут выявить наиболее изношенные участки направляющих станины при помощи тонкой бумаги, толщина которой не превышает 0,02 мм. Такая бумага накладывается на рассматриваемые узлы токарного станка и прижимается к ним металлической линейкой. В тех местах, где направляющие не подверглись серьезному износу, бумага не вытаскивается из-под линейки, а обрывается по ее краю.

Определение наименее изношенных участков станины
Для выполнения шабрения, которое осуществляется в рамках капитального ремонта, станину оборудования устанавливают на жесткое основание, выверяя положение ее элементов в продольном и поперечном направлениях и при необходимости используя башмаки и клинья, чтобы отрегулировать ее расположение.
При проверке состояния направляющих станины и степени их износа в качестве базовых поверхностей используют те части, которые находятся под задней бабкой (именно они подвергаются наименьшему износу в ходе эксплуатации). После каждого этапа шабрения данные узлы токарного станка проверяют на параллельность и изогнутость.

Шлифовка направляющих станины в гаражных условиях
Шлифовка направляющих станины, по сравнению с операцией шабрения, отличается более высокой производительностью, но использовать такой метод при восстановлении незакаленных узлов нецелесообразно.
Чтобы шлифовка станины токарного станка была выполнена качественно, все забоины и задиры необходимо тщательно зачистить. Затем станину для ремонта фиксируют на рабочем столе продольно-строгального станка, следя за параллельностью ее поверхностей и направления его движения. Кроме того, используя уровень, который устанавливается на мостике задней бабки, проверяют извернутость направляющих. Только после этого начинают выполнять шлифовку данных узлов.







![Ремонт токарных станков [эксплуатация после ремонта]](https://101benzopila.ru/wp-content/uploads/3/a/d/3adaa52a1c82a04ebd7b25b40bbb2342.jpeg)

Как и перед шлифованием, перед финишным строганием станину следует предварительно зачистить от имеющихся забоин и закрепить на рабочей поверхности продольно-строгального станка, проверив параллельность ее элементов направлению его перемещения.
При использовании такого метода ремонта направляющие станины обрабатываются резцом за 3–4 захода, после чего проверяют их параллельность, прямолинейность и извернутость. Если после выполнения обработки все геометрические параметры ремонтируемых узлов соответствуют требованиям, станину открепляют от поверхности рабочего стола продольно-строгального оборудования.
Видео таких восстановительных операций показывает, что выполнить их своими руками, не имея специального оборудования для ремонта, практически невозможно.
Выбор смазки для направляющих
Лучшая смазка для направляющих – та, которая указана в паспорте оборудования. В случае его утери выбирать, чем смазывать направляющие станка, следует с учетом:
- их типа;
- расположения в пространстве;
- материала трущихся поверхностей;
- диапазона рабочих температур.
Для смазки горизонтальных направляющих скольжения используются антискачковые масла 68 класса вязкости по ISO, вертикальных – 220 класса.
Какая смазка лучше для направляющих качения, зависит от скоростного режима работы и степени нагрузки – чем меньше скорость и выше нагрузка, тем более вязким и плотным должен быть смазочный материал.
Решая, чем смазывать линейные направляющие станка, необходимо учитывать особенности их конструкции, скорость перемещения, удельные рабочие нагрузки. Тяжелонагруженные механизмы требуют применения высоковязких противозадирных смазок, скоростные – масел малой вязкости с улучшенными антифрикционными свойствами.
Масла серии Mobil Vactra Oil существенно облегчают подбор смазочного материала для направляющих: они подходят для любых комбинаций материалов трущихся пар.
Отличия между текущим, малым, средним и капитальным ремонтом станка
В чем заключаются отличия между текущим, малым, средним и капитальным ремонтом станка и как они осуществляются
Текущий, малый, средний, капитальный ремонт станка: в чем разница?
Запас прочности любого станка постепенно уменьшается. Наступает время, когда некоторые механизмы, детали или узлы приходят в негодность, и требуется их замена. Это может произойти как по естественным причинам, так и при неправильном обращении с оборудованием. В каждом случае требуется ремонт станка, который, в зависимости от проводимых операций и времени работы станка, бывает мелким, средним, текущим или капитальным. Стоит разобраться, какая между ними разница.
Мелкий ремонт станка
Под этим термином подразумевается исправление небольших неполадок и быстрая замена 1-2 деталей, испорченных во время эксплуатации станка. При этом восстанавливается работоспособность узлов, которые еще не отслужили свой срок.
Такой вид ремонта включает:
регулировку и отладку механизмов станка;
смену охлаждающих и других жидкостей;
заполнение маслом специальных емкостей.
Эти операции осуществляются прямо на производстве самими станочниками или ремонтной бригадой. Если проводить эти работы сразу после определения неисправности, то эксплуатационные характеристики станка будут все время высокими, и он прослужит долгое время.
Средний ремонт станка
Этот вид объединяет мелкий ремонт с операциями по возвращению оборудованию параметров точности, которые предусмотрены ГОСТ. Во время этих работ восстанавливаются паспортная мощность и производительность станков.
Текущий ремонт станка
Отличие этого вида работ от предыдущего в том, что они производятся после возникновения неисправностей, износа отдельных деталей или механизмов. Такой вид ремонта часто называют эксплуатационным.
Если станок установлен стационарно, то работы проводятся на месте. Если необходимо отремонтировать оборудование настольного типа или отдельный узел – все операции по устранению неисправностей переносят в специальную ремонтную мастерскую.
Такой ремонт станков нельзя спланировать специально, как и предсказать время, когда какая-либо деталь придет в негодность. Также нереально определить объем работ, которые будут выполнены. Эта величина не фиксируется. Можно подсчитать только средние трудозатраты.
Текущий ремонт станков проводится двумя путями:
Агрегатный способ. Все поврежденные или изношенные детали и узлы заменяются новыми.










Индивидуальный метод. Неисправные компоненты снимаются. Их отправляют в мастерскую на восстановление. Затем они устанавливаются на станок.
Преимущество первого способа:
снижение трудозатрат на ремонтные работы;
уменьшение времени простоя;
увеличение выработки.
Плюсом второго метода является снижение затрат на покупку новых деталей.
Капремонт станка
При этом виде работ оборудование полностью разбирается. Все механизмы, узлы, блоки и отдельные детали делятся на три группы:
негодные;
элементы, которым необходим ремонт;
полностью годные компоненты.
Первая часть деталей отправляется в утиль, другая – в мастерские. После их ремонта станок собирают. Вместо изношенных и негодных блоков устанавливают новые компоненты со склада. Затем проводятся испытания оборудования и его обкатка.
Преимущества капремонта станка:
экономятся средства на приобретение нового оборудования;
все характеристики восстановленных узлов идентичны паспортным данным.
Для проведения капремонта станка обязательно нужна специальная оснастка. Во время этого вида работ оборудование можно модернизировать.
Ремонт КПО
Ремонт станков
Регулирование токарно-винторезного станка 1К62
Регулирование натяжения ремней главного привода
Если с течением времени наблюдается уменьшение крутящего момента шпинделя, то поскольку в станке имеется клиноременная передача от главного двигателя к фрикционному валу, следует проверить натяжение ремней. Если ремни (недостаточно натянуты, их следует подтянуть. Для этого требуется снять нижний кожух, закрывающий моторную установку, и отпустить гайку, крепящую клиновой палец зажима вертикальной оси плиты, и гайку, крепящую подмоторную плиту. Посредством поворота круглой гайки против часовой стрелки следует опустить подмоторную плиту до требуемого натяжения ремней. Гайки надо после регулировки затянуть.
Регулирование фрикционной многодисковой муфты

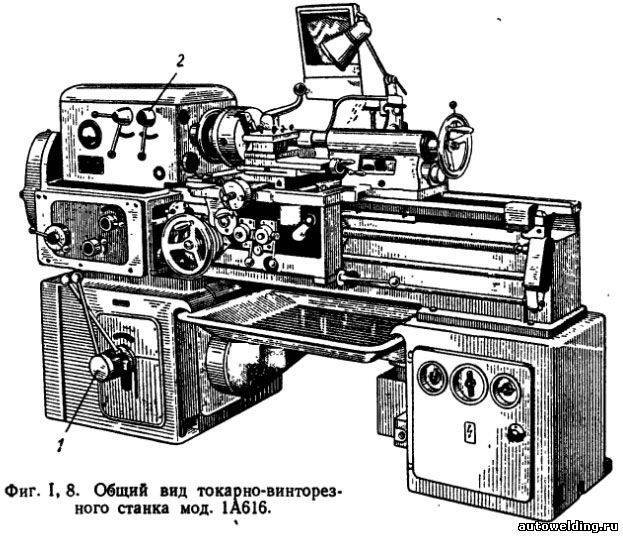
Фрикционная реверсивная муфта токарно-винторезного станка 1к62
Когда натяжение ремня достаточное, то, чтобы увеличить крутящий момент шпинделя, следует отрегулировать фрикционную муфту главного привода.
Для этого необходимо выключить электродвигатель главного движения и снять верхнюю крышку передней бабки и маслораспределительный лоток.
Поворотом круглой гайки 2 (рис. 12) можно отрегулировать муфту прямого вращения шпинделя, а поворотом гайки 3 — муфту обратного вращения. Для регулирования муфты прямого вращения (рукоятка 21 (см. рис. 5) включается вниз, а для регулирования муфты обратного вращения — вверх. При этом рукоятка (см. рис. 5) должна быть отклонена влево (включен перебор 16 : 1). Поворот гаек может быть осуществлен лишь после того, как защелка 4 (см. рис. 12) будет утоплена в кольцо 5.
В большинстве случаев достаточно сделать 1/12 оборота (на один из двенадцати пазов, расположенных по периферии гайки). Следует следить за тем, чтобы защелка обратно заскочила в паз гайки, в противном случае ‘может произойти самопроизвольное отвинчивание последней.
Если после регулировки включение рукоятки 21 (см. рис. 5) производится с трудом, значит муфта слишком сильно затянута и следует несколько ослабить гайки.










Регулирование ленточного тормоза

Ленточный тормоз токарно-винторезного станка 1к62
Если при выключении фрикционной муфты не происходит достаточно быстрого торможения шпинделя, то надо отрегулировать тормоз путем натяжения тормозной ленты 1 (рис. 13) гайками 2.
Время торможения шпинделя зависит от величины натяжения ленты. При 2000 об/мин время торможения шпинделя без изделия и патрона не должно превышать 1,5 сек.
При заторможенном положении шпинделя рычаг 3 должен расположиться симметрично выступу валика-рейки 4, фиксация положения которого обеспечивается шариком 5 с регулирующей пружиной 6.
Регулирование подшипниковых опор шпинделя

Опоры переднего и заднего концов шпинделя токарного станка 1к62
Подшипниковые опоры шпинделя (передний — роликовый двухрядный и задние — радиально-упорные подшипники) отрегулированы на заводе и не требуют никакой регулировки.
При ремонте регулировка подшипников производится следующим образом. Передний подшипник шпинделя регулируется гайкой 8 (рис. 18), расположенной внутри корпуса передней бабки, в следующем порядке: освобождают винт 9 и поворачивают гайку в необходимую сторону. Поворотом этой гайки осуществляется осевое (перемещение внутреннего кольца подшипника 10 на конусной шейке шпинделя
При повороте гайки вправо происходит натяжение внутреннего кольца подшипника на конусную шейку шпинделя. При этом кольцо деформируется, его наружный диаметр увеличивается, обеспечивая плотное прилегание всех роликов к поверхностям внутреннего и наружного колец подшипника, что уменьшает радиальный зазор в подшипнике. После регулировки вновь затягивают винт 9.
Регулирование осевого зазора радиальноупорных подшипников задней опоры шпинделя производится вне корпуса бабки гайкой 11 через тепловой компенсатор 12. Натяг осуществляется поворотом гайки вправо на угол 18..20° до того, как в стыках между подшипниками и проставками будут выбраны зазоры. Наружные кольца устанавливаются вплотную до упора гайкой 13.
Капитальный ремонт гильотин, прессов, листогибов
Элементы конструкции гильотинных ножниц, прессов, листогибов во время эксплуатации изнашиваются, в результате чего точность их работы снижается. Наша компания предлагает услуги капитального ремонта различного кузнечно-прессового оборудования:
- Гильотины – диагностика, замена втулок, подшипников, вкладышей, ножей и других рабочих элементов. Ремонт узлов: замена шестерён редуктора, муфты-тормоза, ремонт пневмосистемы, изготовление электрошкафа, заднего упора, настройка оборудования – выставление зазоров и нормативов точности между ножами.
- Работа гильотины проверяется как на холостом ходу, так и на заготовке.
- Прессов – диагностика, дефектовка по механической части и электрооборудованию. Восстановление базовых деталей – стола, станины, ползуна, изготовление бронзовых вкладышей, замена подшипников, гидравлического оборудования. Выставление норм точности пресса, обкатка, проверка точности и консервация – до передачи пресса заказчику.
- Листогибов – гидравлических, электромеханических, пневматических, в т.ч с ЧПУ. Проводится диагностика оборудования, составление дефектной ведомости, выполняются типовые операции по капитальному ремонту.
Организация капитального ремонта станков проходит на базе завода – производителя станочного оборудования
Для заказчика это важно, так как мы поставляем комплектующие и узлы по самым низким ценам. Техническое оснащение нашего производственного предприятия и профессиональный кадровый состав позволяют решать самые сложные задачи – даже те, от которых отказались другие компании





