

Отправьте файл с ревизитами и укажите на что выставить счет.
ПРЕДВАРИТЕЛЬНАЯ ЗАЯВКА НА ПАСПОРТ СТАНКА
Отправьте заявку, в ответе мы укажем наличие, цену и другую важную информацию.
Время ответа обычно занимает от 20 минут до 3 часов.
ОБРАТНАЯ СВЯЗЬ
Отправьте нам свой вопрос и мы ответим на ваш адрес эл.почты в ближайшие часы.
Мы будем рады любому вашему вопросу. А так же ждем от вас жалоб, поощрений и предложений.
КОНТАКТЫ
Мы ждем ваших звонок с понедельника по субботу с 09-00 до 20-00
А эл.почту и заявки с сайта круглосуточно!
Подробнее на странице «Контакты»
ПОИСК ТЕХПАСПОРТА
Поиск необходимого паспорта на станок или оборудование по нашей базе данных.
Введите модель станка или оборудования на который вы ищите паспорт.
Наша база данных постоянно пополняется и содержит уже более 12 000 моделей паспортов, однако если вы не сможете найти необходимую вам документацию, сделайте заявку и мы сами постараемся найти нужный паспорт на станок или оборудование.
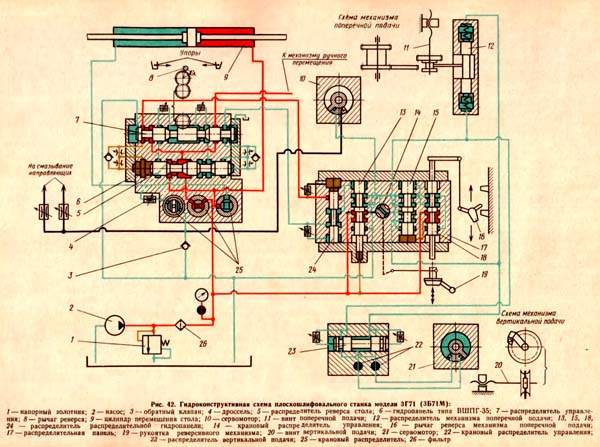
Работа гидропривода и взаимодействие узлов шлифовального станка 3Г71М
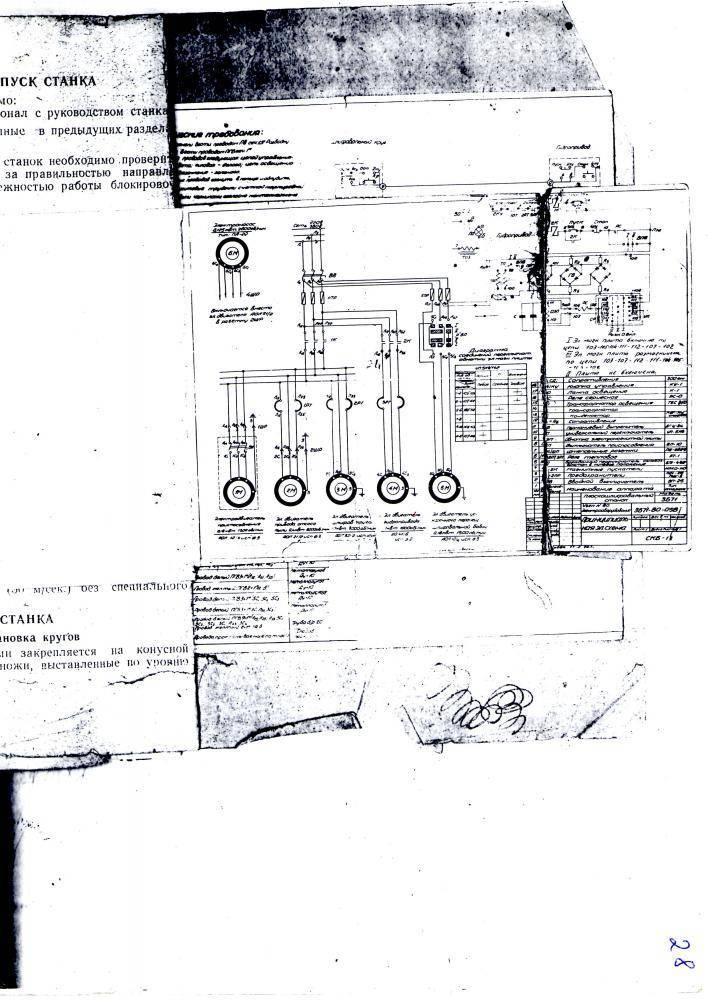
Гидропривод станка включается в работу нажатием на кнопку «Пуск гидропривода» с последующей установкой крана гидропанели 17 в положение «Пуск». Поток масла, нагнетаемый лопастным насосом 2, через фильтр 4 по трубопроводу 12 поступает в центральную проточку реверсивного золотника 25 панели 17. При положении золотника 25, как показано на схеме, основной поток поступает в левую проточку и по трубопроводу 18 в гидроцилиндр 20 перемещения стола. Стол движется в направлении стрелки. Слив из гидроцилиндра 20 происходит по трубопроводу 21 через дроссель 14, клапан II в гидробак I.



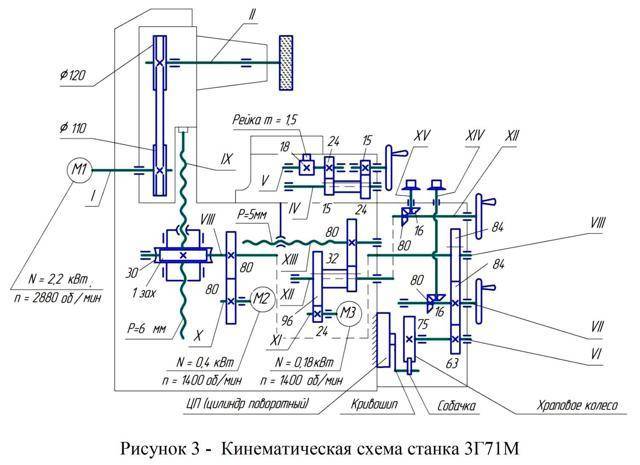

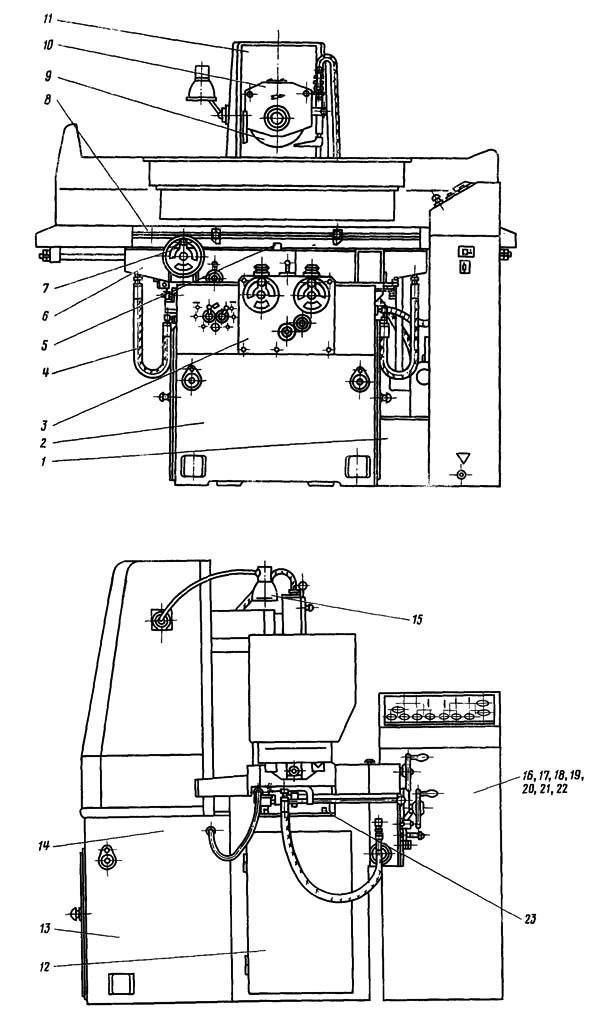

Скорость перемещения стола регулируется дросселем 14. Перемещение стола вправо происходит до момента, пока упор 19, связанный со столом, не перебросит рычаг реверса 23, который через систему рычагов произведет переключение золотника управления 24 в левое положение. При этом правая торцевая камера золотника реверса соединяется с давлением, золотник 25 перемещается влево, в результате чего происходит реверс стола. Трубопровод 21 становится напорным, трубопровод 18 — сливным. Стол движется в обратном направлении до тех пор, пока упор 22 не перебросит рычаг 23 в обратное положение.
Далее цикл повторяется аналогично выше описанному.
Автоматическая вертикальная подача осуществляется с включением электромагнита реверсивного золотника 28.
Поток масла по трубопроводу 12 через реверсивный золотник и трубопровод 27 поступает в нижнюю полость моментного гидроцилиндра, из верхней полости масло по трубопроводу 26 через золотник и трубопровод 29 сливается в гидробак. Происходит поворот флажка по часовой стрелке. Через систему шестерен вращение передается на винт вертикальной подачи. Происходит вертикальная подача шлифовальной головки.
При отключении электромагнита трубопровод 26 становится напорным, трубопровод 27 — сливным. Флажок возвращается в исходное положение
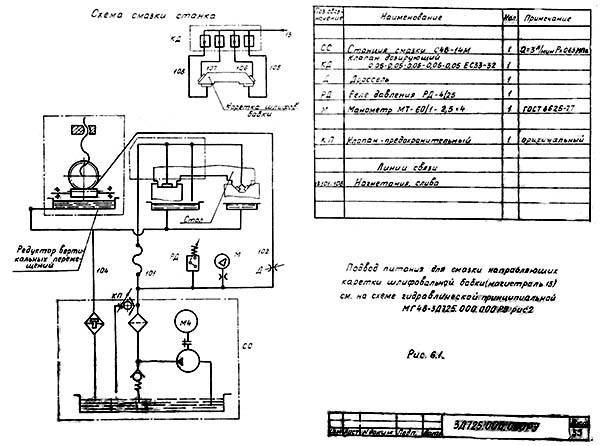
Смазка направляющих стола и крестового суппорта, винта и направляющих вертикальной подачи и винта поперечной подачи производится от трубопровода 13 через фильтр 10 и трубопровод 15.
Расход масла на смазку направляющих стола и крестового суппорта регулируется дросселем 16.
Подача масла на смазку винта и направляющих вертикальной подачи и винта поперечной подачи включается периодически нажатием на кнопку 9.
Излишки масла, поступающие с направляющих стола и крестового суппорта, по трубопроводам 7 и 8 сливаются в гидробак.
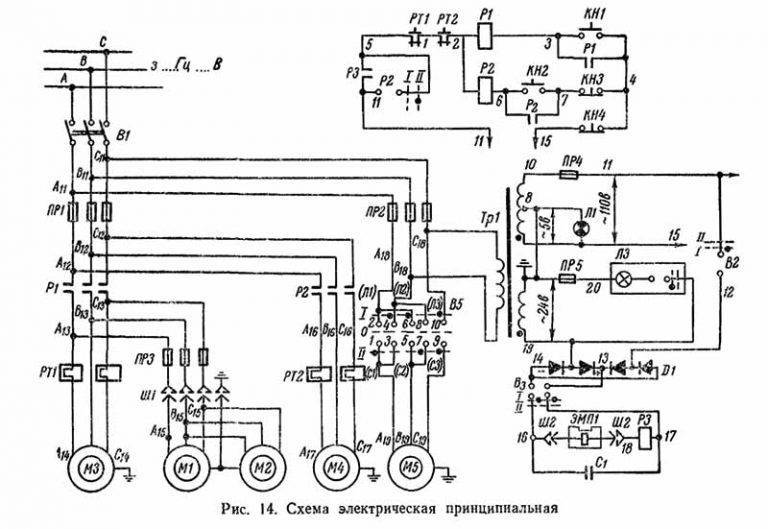
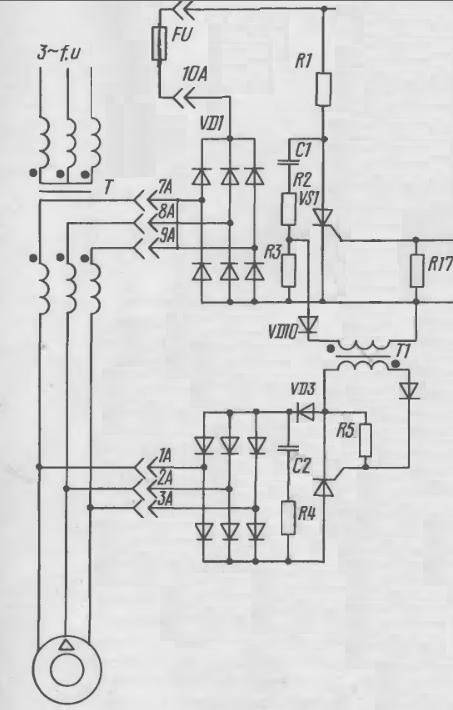
3 Электрическое оборудование станка и питание его электросхемы
3Г71, работающий от 380 В переменного тока (50 Гц, три фазы), располагает пятью двигателями, о параметрах коих было сказано выше, а также:
- специальным блоком защиты;
- аппаратурой освещения и сигнализации;
- управляющей системой;
- блоком выпрямителей;
- плитой электромагнитной.
Электрическая схема агрегата способна обеспечивать его функционирование в двух режимах:
- без электромагнитной плиты;
- с плитой.

Питание схемы выглядит таким образом:
- 5-Вольное напряжение подается на сигнальную лампу;
- 129 В идет на вход выпрямителя;
- управляющая цепь питается 110 В;
- 24 В подается на лампу локального освещения;
- 110 В питает электромагнитную плиту;
- 380 В поступает на короткозамкнутые асинхронные электрические двигатели.
При запуске вводного выключателя (кулачково-пакетного) в цепь управления и в силовые цепи поступает напряжение, о чем сигнализирует лампа на пульте управления агрегатом. Чтобы выбрать функционирование станка с плитой, требуется перевести в соответствующее положение специальный переключатель. При этом будут отмечаться следующие процессы:








- селеновый выпрямитель получит напряжение;
- контакт, соединенный с переключателем, замкнется (в это же время произойдёт размыкание парного контакта).
Запустить двигатель гидравлического привода можно при помощи двигателя, который включается пускателем (магнитным). Такой же пускатель предусмотрен и для запуска двигателя рабочего круга для шлифования. Двигатель, который отвечает за быстрое перемещение вниз и вверх шлифголовки, начинает работать при повороте рукоятки барабанного реверсивного устройства, оснащенного механизмом самовозврата.

Другие особенности работы электрооборудования станка:
- установку следует заземлять по стандартным нормам на общий для производственного участка контур;
- от возможных перегрузок электрические двигатели предохраняются тепловым реле;
- от коротких замыканий оборудование защищено пятью автоматическими предохранителями;
- катушки пускателей с магнитами выполняют нулевую защиту.
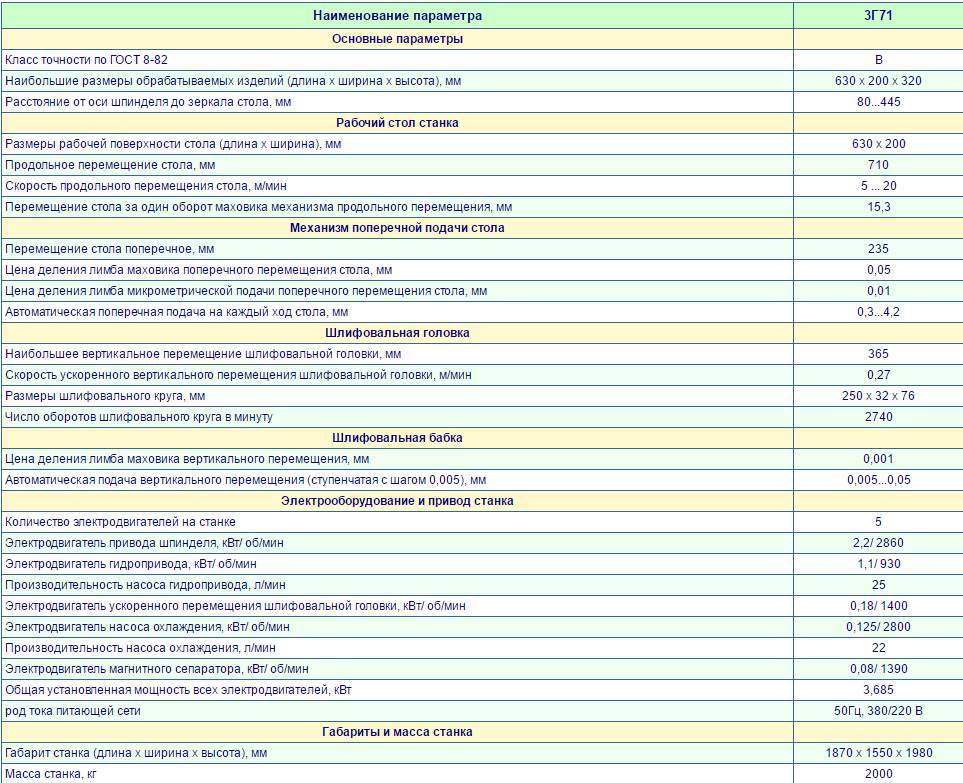
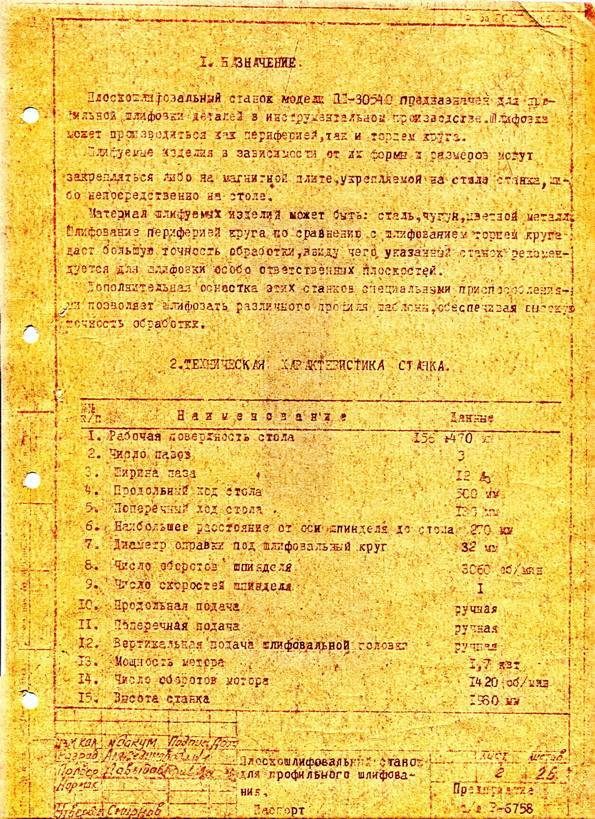
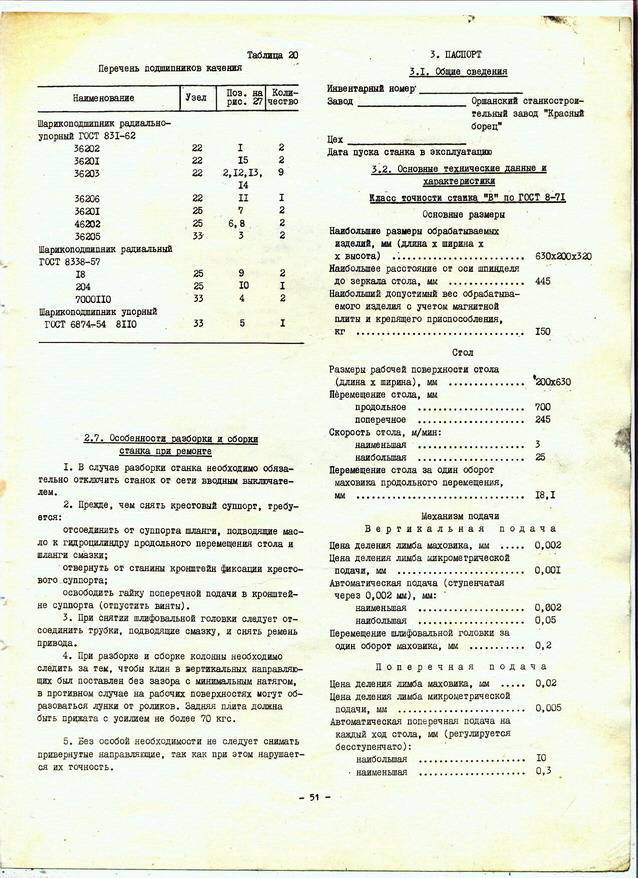
Технические данные и характеристики станка 3Е711В
| Наименование параметра | 3Г71 | 3Е711В |
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 320 | 630 х 200 х 375 |
| Наибольшая высота обрабатываемых изделий при наибольшем диаметре шлифовального круга, мм | 325 | |
| Наибольшая высота обрабатываемых изделий при наименьшем диаметре шлифовального круга, мм | 375 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 80…445 | 500 |
| Наибольшая масса обрабатываемых изделий, кг | 220 | |
| Точностные параметры, максимально достигаемые на образце-изделии | ||
| Размер образца-изделия, мм | 380 х 120 х 80 | |
| плоскостность, мкм | 4 | |
| параллельность, мкм | 5 | |
| шероховатость поверхности, обработанной периферией шлифовального круга, Ra | 0,16 | |
| Перпендикулярность траектории поперечного перемещения стола к направлению его продольного перемещения, мкм | 25 | |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 | 630 х 200 |
| Наибольшее ручное продольное перемещение стола, мм | 710 | 700 |
| Скорость продольного перемещения стола (бесступенчатое регулирование), м/мин | 5..20 | 2..35 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | 15,3 | |
| Суппорт стола. Механизм поперечной подачи стола | ||
| Наибольшее ручное поперечное перемещение стола/ автоматическое, мм | 235 | 250/ 245 |
| Цена деления лимба маховика поперечного перемещения стола, мм | 0,05 | |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | 0,01 | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 0,3…4,2 | 0,3..30 |
| Ускоренное перемещение крестового суппорта стола, м/мин | 1,5 | |
| Шлифовальная головка. Шлифовальный круг | ||
| Наибольшее вертикальное перемещение шлифовальной головки, мм | 365 | |
| Ускоренное вертикальное перемещение шлифовальной головки, м/мин | 0,27 | |
| Размеры шлифовального круга, мм | 250 х 32 х 76 | 250 х 40 х 76 |
| Число оборотов шлифовального круга в минуту | 2740 | |
| Наибольшая скорость резания, м/с | 35 | |
| Цена деления лимба маховика вертикального перемещения, мм | 0,001 | 0,002 |
| Цена деления лимба тонкой вертикальной подачи, мм | 0,0005 | |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | 0,005…0,05 | — |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,002), мм | — | 0,08..0,002 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 5 | 7 |
| Электродвигатель привода шпинделя шлифовального круга, кВт | 2,2 | 4 М1 |
| Электродвигатель гидропривода стола, кВт | 1,1 | 3,0 М2 |
| Электродвигатель вентилятора охлаждения масла в гидростанции, кВт | — | 0,09 М3 |
| Электродвигатель привода поперечной подачи, кВт | — | 0,18 М11 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт/ об/мин | 0,18 | 0,55 М8 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,125 | 0,15 М6 |
| Электродвигатель магнитного сепаратора в комплекте с агрегатом, кВт | 0,08 | 0,12 М7 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 8,09 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 1870 х 1550 x 1980 | 2000 х 1770 х 1920 |
| Масса станка, кг | 2000 | 2550 |
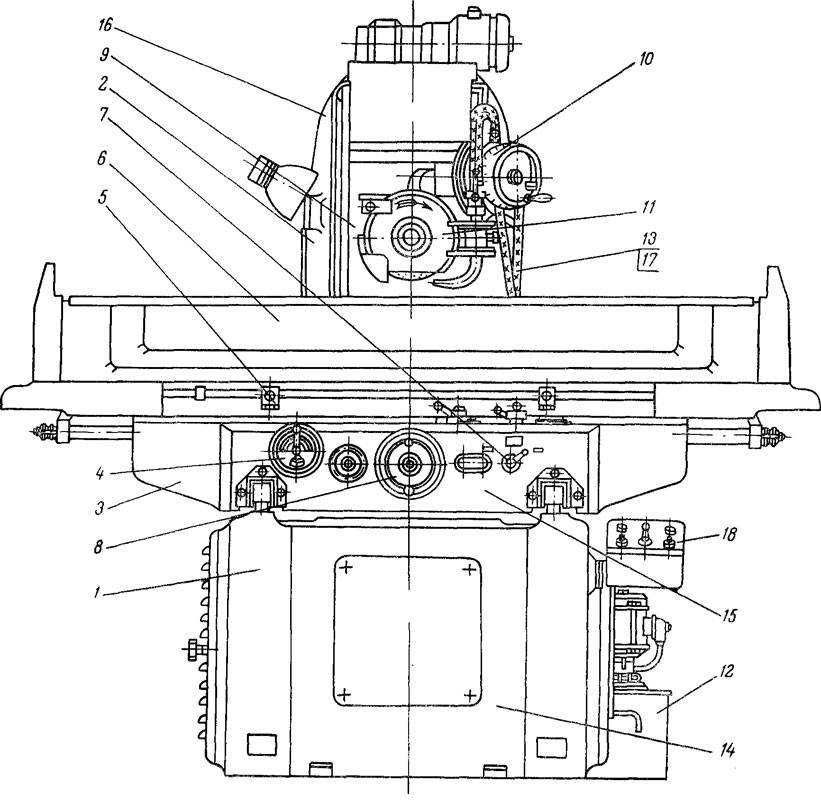
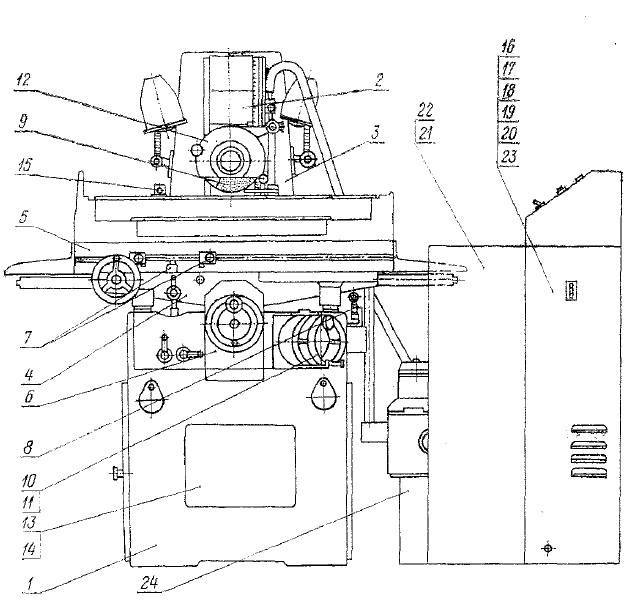
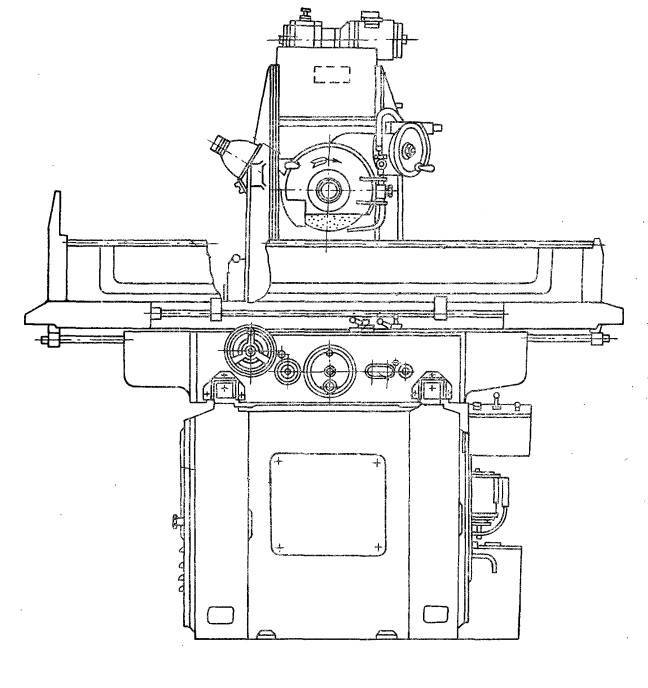
Конструктивные особенности станка
Основное назначение станка 3Г71 – шлифование различных деталей и заготовок с помощью специальных абразивных кругов. Процесс происходит при крутящем шпинделе, на котором расположен абразив. Изменение положения детали может происходить за счет смещения рабочего стола и шпиндельной головки.
В основном обработка выполняется путем контакта периферии круга с обрабатываемой заготовкой. С помощью специальных приспособлений возможно изменение угла до 90°. Однако для этого следует приобрести комплектующие, которые не входят в стандартную комплектацию оборудования.
К конструктивным и эксплуатационным характеристикам станка можно отнести следующее:
- электромагнитная плита обеспечивает стабильное положение заготовки во время ее обработки;
- независимые механизмы перемещения рабочего стола и шлифовальной головки. В основу кинематической схемы последней положены направляющие качения;
- удобное расположение устройств реагирования подач. Они находятся в нижней части суппорта рабочего стола. Там же располагается блок управления системой подачи охлаждающей жидкости.
Управляющие компоненты находятся в отдельном блоке, который установлен в правой части оборудования. Во время работы станка 3Г71 доступ к нему остается свободным независимо от режима функционирования и положения рабочего стола.
При установке дополнительных компонентов появится возможность выполнять профильное шлифование заготовок. Однако перед этим необходимо согласовать размеры и посадочные места приспособления.
Принцип работы
Главное отличие этого вида механизма от наждаков – уровень обрабатывания заготовок. Оно сгодится не лишь для затачивания режущих приспособлений, но и для уборки ненужных слоев материала.
Физически станок комплектуется силовым механизмом (электродвигателем). За счет передаточных элементов (ременной или зубчатой передач) вращается заточный вал. Для надежного фиксирования заготовок предусматривается основа, зачастую присоединяемая к корпусу механизма.
Зависимо от конструктивных особенностей, обрабатывающие механизмы могут быть таких видов:
- положение рабочего органа – вертикальный или горизонтальный шпиндель. Это напрямую отражается на методике обработки;
- точность при удалении ненужных слоев. Для производственных модификаций это десятые части микрона. В самодельных машинах получить такие параметры очень сложно;
- передвижной орган. Для обрабатывания габаритных деталей может меняться расположение шлифовального элемента или непосредственно детали. Во втором случае появляется необходимость в комплектации движущимся столиком.
Для изготовления плоскошлифовальной машины собственными руками применяются приемы с ручными настройками. Невзирая на достаточно значительные погрешности, их отличает простота исполнения.


Плоскошлифовальный станок 3л722в технические характеристики
Описание файла
- Паспорт на станок плоскошлифовальный с прямоугольным столом и горизонтальным шпинделем
- Мод. 3Л722А, 3Л722В, 3Л722В-70, 3Л722В-80, 3Л722В-001, 3Л722В-002
- Липецкий станкостроительный завод (ЛСПО)
1990 год — 3L722V_3L722A_3L722V-70.djvu (13.57 MB)
1991 год — 3L722A_3L722V.djvu (8.96 MB)
Руководство по эксплуатации. Электрооборудование. Схемы электрические принципиальные — 3L722A_3L722V_Elektrooborudovanie.djvu (6.61 MB)
Чертежи и схемы — 3L722V_big.djvu (2.02 MB)
Скачать паспорт и электросхемы этого станка другого завода (г. Ленинград):
Плоскошлифовальный станок 3Л722В с прямоугольным столом и горизонтальным шпинделем

- Станки плоскошлифовальные с прямоугольным столом и горизонтальным шпинделем модели 3Л722В, класс точности «В» по ГОСТу 8-82 предназначены для обработки поверхностей деталей периферией или торцом шлифовального круга, различных фасонных поверхностей заготовок профилированным кругом.
- Компоновка станка в сочетании с конструкцией шпинделя обеспечивает высокую жесткость шлифовальной бабки и исключает влияние массы перемещающихся узлов на точность и качество обработки.
- Устройство цифровой индикации для визуального контроля величины перемещения шлифовальной бабки и система дистанционного управления позволяют повысить производительность станка и удобство обслуживания.
- Вынесенный гидропривод с системой стабилизации температуры масла и централизованная система смазки уменьшают тепловые деформации, увеличивают долговременность станка и позволяют сохранить точность станка при длительной работе
Станок 3Л722В. Плоскошлифовальный. Технические характеристики
Технические характеристики станков это основной показатель пригодности станка к выполнению определенных работ на станке. Для плоскошлифовальных станков основными характеристиками является:
- Размеры рабочей поверхности станка
- Наибольшие размеры шлифуемого изделия
- Скорость продольного перемещения стола
- Скорость круга
Ниже приводится таблица с техническими характеристиками плоскошлифовального станка 3Л722В. Более подробно технические характеристики станка можно посмотреть в паспорте станка 3Л722В, скачать который можно ниже.
Самый лучший сварочный инвертор для дома
- Станки модели 3Л722В(А), 3Л722В(А)-70, 3Л722В(А)-80, 3Л722В(А)-М предназначеных для шлифования торцом и периферией круга плоских и фасонных поверхностей заготовок из магнитных и немагнитных материалов.
- Опция Опция Опция
- —>
Оставить заявку
- Описание
- Характеристики
- Комплектация
- Спецпредложения
Станки серии 3Л722 (В(А), В(А)-70, В(А)-80 и В(А)-М), являющиеся аналогом моделей 3Л722В, 3Б722 и 3Д722, имеют особый круг применения.
Плоскошлифовальные станки с прямоугольным столом 3Л722 используются для шлифования фасонных и плоских поверхностей тех заготовок, что выполнены из магнитного и немагнитного сырья, посредством торца либо периферии круга.
Крепление обрабатываемых деталей (в соответствии с их габаритами, формой и материалом) может осуществляться как в специальном приспособлении, так и на электромагнитной плите.
При помощи ряда кинематических цепей станок 3Л722 способен производить движения следующего характера:
- вращать шпиндель шлифовальной бабки;
- перемещать шлифовальную бабку вертикально;
- перемещать стойку поперечно;
- перемещать стол продольно.
- Жесткость и устойчивость к вибрациям, которыми характеризуется плоскошлифовальный станок 3Л722, позволяют обрабатывать плоские поверхности с высокой точностью и чистотой.
В конструкции данного вида плоскошлифовального оборудования имеется шпиндель на подшипниках качения высокоточного типа. При помощи ШВП шлифовальная бабка перемещается в вертикальном направлении, а стойка — в направлении горизонтальном. Фторопластовое покрытие, которое имеют направляющие перемещения стола стойки, увеличивает эксплуатационный срок корпусных деталей.



Уровень допустимой нагрузки на стол достаточно высок, благодаря чему возможно осуществлять обработку даже тяжелых деталей. Конструкция данного оборудования обеспечена централизованной системой смазки, а также может оснащаться однокоординатным либо двухкоординатным УЦИ.
Кинематическая схема плоскошлифовального станка 3Б722

Кинематическая схема плоскошлифовального станка 3Б722
Цепь вертикальной подачи шлифовальной бабки
Ручная подача. Движение от маховика 35 передается через шестерни 23, 22, муфту 21, коническую пару шестерен 20, 19 на гайку 18, связанную с ходовым винтом IX..
Так как гайка зафиксирована от вертикального перемещения, то при ее вращении винт IX будет перемещаться в осевом направлении и передвигать каретку со шлифовальной бабкой.
Автоматическая подача. В момент реверса шлифовальной бабки масло подается в ту или иную полость цилиндра механизма подачи 46 и перемещает плунжер-рейку 47. Последняя через шестерню 48 вращает кривошип 45, который черев шатун 44 поворачивает на угол 40-50° рычаг 43 с сидящей на нем собачкой 37.
Собачка поворачивает храповик 25, соединенный с маховиком 35. Далее движение передается по описанной выше цепи к винту.
Регулирование величины автоматической подачи осуществляется поворотом перекрышки 24, в результате чего собачка 37 может поворачивать храповик 25 на всем пути своего движения или на части его. Изменение положения перекрышки 24 осуществляется от рукоятки 30 через шестерни 28, 27, 29, 26 и зубчатый сектор, нарезанный на перекрышке 24.
Для автоматического прекращения подачи после снятия установленного припуска служит сектор 31, 88 крепленный на лимбе 36. При этом он входит в зону качения собачки 37, которая начинает скользить по нему, не задевая зубьев храповика 25.
При работе вручную до “жесткого упора” рукояткой 39 подводится жесткий упор 38, в который упирается в конце хода упор, закрепленный на лимбе 32. Лимб связан с маховиком 35 посредством зубчатого фиксатора 33, включение которого производится нажатием кнопки 34.
Ускоренное перемещение. Ускоренное установочное перемещение подготавливается поворотом рукояти 41. При этом при помощи винтовой канавки на валу рычагом 49 шестерня 22 выводится из зацепления с шестерней 23 и маховиком 35 отключается от цепи подачи. Одновременно кулачок 40 нажинает на конечный выключатель 42, который разблокирует кнопочную станцию пуска электродвигателя механизма ускоренного перемещения.
При включении электродвигателя движение от вала электродвигателя передается бесшумной цепью через звездочки 52, 53. шестерни 50, 51 на винт IX по рассмотренной ранее цепи.
При этом шлифовальная бабка перемещается вверх или вниз.
Цепь поперечной подачи шлифовальной бабки
Ручная подача. От маховика 12 через червячную передачу (червяк 5 – шестерня 4) вращение передается реечной шестерне 2, которая находится в зацеплении с рейкой I, укрепленной на шлифовальной бабке.




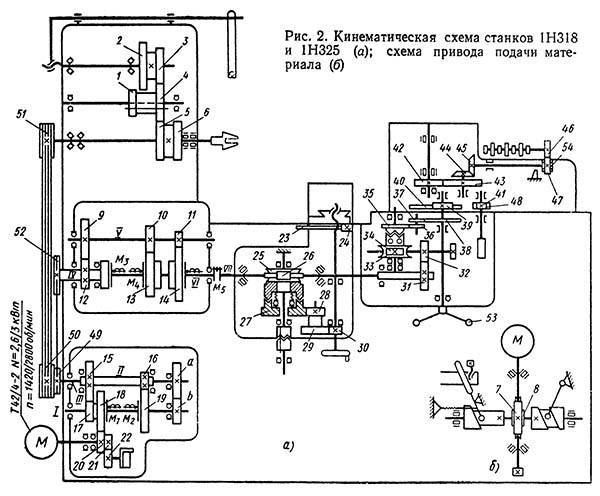


Для того, чтобы при гидравлическом перемещении шлифовальной бабки от цилиндра не произошла поломка передачи, червяк 5 выводится из зацепления с шестерней 4 путем поворота рукоятки II. При этом эксцентриковая гильза кулачком 6 и рычагом 3 осуществляет блокировку, исключая перемещение шлифовальной бабки от гидроцилиндра при включенном червяке.
Автоматическая подача. При поперечном перемещении шлифовальной бабки от гидроцилиндра палец 17, укрепленный на корпусе бабки, скользит по спиральному пазу вала III, заставляя его вращаться. Далее через шестерни 16 и 15 приводится во вращение диск с переставляемыми упорами 13. Диск с упорами при максимальном поперечном проходе шлифовальной бабки делает почти полный оборот, и упоры, воздействуя на реверсивную рукоятку 14, поворачивают ее вместе с валиком и сидящим на нем рычагом 9. Рычаг одним из своих пальцев воздействует (при реверсе шлифовальной бабки) поочередно на конечные выключатели 7 и 10, которые дают команду на вертикальную автоматическую подачу, а другим пальцем переключает рычаг 8, связанный с реверсивным золотником гидрокоробки реверса шлифовальной бабки.
Рукояткой 14 можно произвести также и ручной реверс шлифовальной бабки.
Привод шлифовальной бабки. Шпиндель шлифовального круга получает вращательное движение через муфту от фланцевого электродвигателя мощностью 10 кВт при 1460 оборотов в мину.
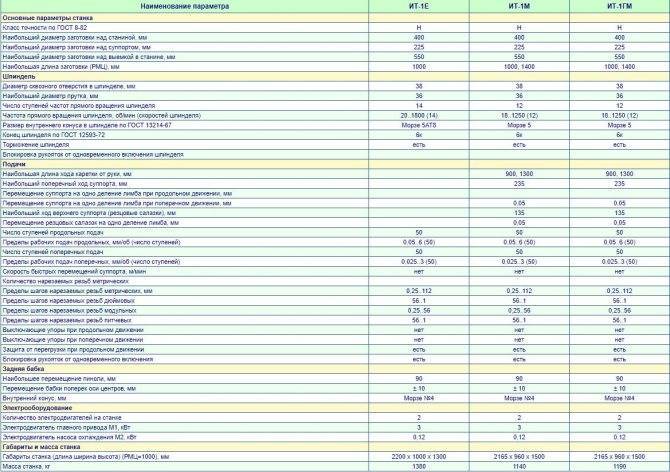
Технические характеристики
Основные характеристики токарного станка ИТ-1М:
- Максимальный диаметр, обрабатываемого изделия зависит от расположения: непосредственно над станиной – 400, над выемкой – 550, над суппортом – 225.
- В выемке максимальная длина обработки – 30 см.
- Параметры диаметра прутка, проходящего в отверстие шпинделя – 36 мм.
- Количество передач, чтобы переключать обороты шпинделя– 12.
- Ограничение длины заготовки – 140 см.
На станке обеспечивается вращение в прямом и обратном направлении. Основной привод агрегата имеет мощность 3 кВт и номинальную частоту вращения 1410 об/мин. Точность обработки – нормальная (Н).
Технические данные и характеристики станка 3Е711В
| Наименование параметра | 3Г71 | 3Е711В |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 320 | 630 х 200 х 375 |
| Наибольшая высота обрабатываемых изделий при наибольшем диаметре шлифовального круга, мм | 325 | |
| Наибольшая высота обрабатываемых изделий при наименьшем диаметре шлифовального круга, мм | 375 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 80…445 | 500 |
| Наибольшая масса обрабатываемых изделий, кг | 220 | |
| Точностные параметры, максимально достигаемые на образце-изделии | ||
| Размер образца-изделия, мм | 380 х 120 х 80 | |
| плоскостность, мкм | 4 | |
| параллельность, мкм | 5 | |
| шероховатость поверхности, обработанной периферией шлифовального круга, Ra | 0,16 | |
| Перпендикулярность траектории поперечного перемещения стола к направлению его продольного перемещения, мкм | 25 | |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 | 630 х 200 |
| Наибольшее ручное продольное перемещение стола, мм | 710 | 700 |
| Скорость продольного перемещения стола (бесступенчатое регулирование), м/мин | 5..20 | 2..35 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | 15,3 | |
| Суппорт стола. Механизм поперечной подачи стола | ||
| Наибольшее ручное поперечное перемещение стола/ автоматическое, мм | 235 | 250/ 245 |
| Цена деления лимба маховика поперечного перемещения стола, мм | 0,05 | |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | 0,01 | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 0,3…4,2 | 0,3..30 |
| Ускоренное перемещение крестового суппорта стола, м/мин | 1,5 | |
| Шлифовальная головка. Шлифовальный круг | ||
| Наибольшее вертикальное перемещение шлифовальной головки, мм | 365 | |
| Ускоренное вертикальное перемещение шлифовальной головки, м/мин | 0,27 | |
| Размеры шлифовального круга, мм | 250 х 32 х 76 | 250 х 40 х 76 |
| Число оборотов шлифовального круга в минуту | 2740 | |
| Наибольшая скорость резания, м/с | 35 | |
| Цена деления лимба маховика вертикального перемещения, мм | 0,001 | 0,002 |
| Цена деления лимба тонкой вертикальной подачи, мм | 0,0005 | |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | 0,005…0,05 | — |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,002), мм | — | 0,08..0,002 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 5 | 7 |
| Электродвигатель привода шпинделя шлифовального круга, кВт | 2,2 | 4 М1 |
| Электродвигатель гидропривода стола, кВт | 1,1 | 3,0 М2 |
| Электродвигатель вентилятора охлаждения масла в гидростанции, кВт | — | 0,09 М3 |
| Электродвигатель привода поперечной подачи, кВт | — | 0,18 М11 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт/ об/мин | 0,18 | 0,55 М8 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,125 | 0,15 М6 |
| Электродвигатель магнитного сепаратора в комплекте с агрегатом, кВт | 0,08 | 0,12 М7 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 8,09 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 1870 х 1550 x 1980 | 2000 х 1770 х 1920 |
| Масса станка, кг | 2000 | 2550 |
Список литературы:
Станки плоскошлифовальные 3Е711ВФ1, 3Е711АФ1, 3Е711В, 3Е721ВФ1-1, 3Е721АФ1-1, 3Е721В-1, 3Е711В-1, 3Е710А. Руководство по эксплуатации, 1978
Станок плоскошлифовальный 3Е711В. Руководство по эксплуатации. Электрооборужование, 1983
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
Куликов С.И. Хонингование, 1973
Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
Лоскутов В.В. Шлифование металлов, 1985
Лоскутов В.В. Шлифовальные станки, 1988
Лурье Г.Б. Шлифовальные станки и их наладка,1972
Лурье Г.Б. Устройство шлифовальных станков,1983
Меницкий И.Д. Универсально-заточные станки ,1968
Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
Попов С.А. Шлифовальные работы, 1987
Терган В.С. Шлифование на круглошлифовальных станках, 1972
Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители





