

Рекомендации по выбору характеристики шлифовального высокопористого круга
Круги изготавливаются из белого электрокорунда марки 25А, хромотитанистого электрокорунда марки 91А, карбида кремния зеленого марки 64С. Для обработки легированных закаленных и жаропрочных никелевых сплавов применяют электрокорунд марок 25А,91А, для обработки чугуна и титановых сплавов – карбид кремния 64С.
Соответствие зернистостей шлифовальных материалов по стандартам ГОСТ, FEPA и ISO
Зернистость круга выбирается в зависимости от вида обработки и шероховатости обрабатываемой детали:
Зависимость шероховатости поверхности от зернистости абразивного инструмента
| Зернистость | Шероховатость Ra, мкм |
|---|---|
| 40-25 | 1,25 – 0,5 |
| 20-12 | 0,4 – 0,2 |
| 10-6 | 0,16 – 0,12 |
При выборе твердости круга необходимо руководствоваться следующими положениями:
- твердые материалы скорее истирают абразивные зерна, затупляют их. Удаление затупившихся зерен скорее происходит в сравнительно мягких кругах. Поэтому для обработки твердых материалов следует применять мягкие абразивные инструменты, а для обработки материалов невысокой твердости – более твердые. Исключение составляют медь, алюминий, свинец, нержавеющая и жаропрочная стали, которые шлифуют мягким инструментом. При обработке вязких материалов отходы шлифования заполняют поры круга, и он становится не пригодным для работы. Тогда необходима правка круга, хотя абразивные зерна в этом случае могут быть еще достаточно острыми;
- с увеличением площади контакта между кругом и изделием давление на единицу площади круга уменьшается, и, следовательно, обновление затупившихся зерен затрудняется. В этом случае следует использовать более мягкий инструмент;
- чем больше рабочая скорость круга при прочих неизменных условиях, тем более мягкий инструмент следует применять. При интенсивных режимах работы – большой скорости изделия и поперечной подаче – применяются более твердые круги;
- для предварительных операций применяются более твердые инструменты, чем для окончательных;
- при шлифовании без охлаждения следует использовать более мягкие круги, чем при работе с охлаждением;
- при шлифовании неровных, прерывистых поверхностей применяются более твердые инструменты, чем при шлифовании ровных, без разрывов поверхностей.
Примерное соответствие степеней твердости, полученное разными методами контроля, приведено в табл.
Профили на керамических связках
В связках на керамике используется покрытие из алмазоникеля. Это покрытие бывает однослойным либо может наноситься в несколько слоев. Толщина связующего вещества на керамической основе не превышает 2/3 величины зерен алмаза. Благодаря тому что между вершинами кристаллов и связкой имеется свободный промежуток, стружка, снятая с обрабатываемой поверхности, автоматически удаляется, не создавая дополнительных препятствий процессу заточки.
Основные свойства заточных дисков на керамической связке:
- отличная способность к снятию слоя металла во время заточки;
- возможность создавать абразивный инструмент любой конфигурации;
- высокая проводимость тепла;
- приемлемая стоимость изделий.
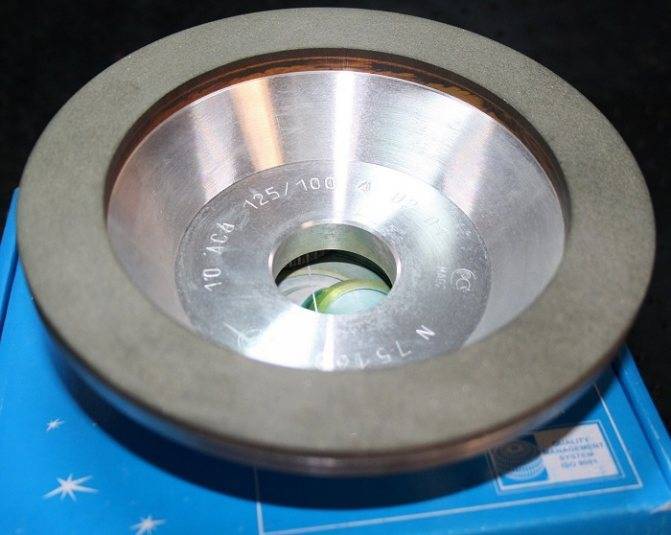
Зернистость
Круги бывают мелкими, средними и крупными, правда, зерно обозначается сразу 2 числами через дробь.
- 200/160 — самый крупный
- 165/100 — крупный
- 125/100 — средний
- 100/80 — мелкозернистый
Самое крупное алмазное зерно применяют там, где необходимо снять слой металла заметно. Например, для выравнивания режущей части ножа. Также используют крупное.Среднее зерно — для доводки режущей части, для придания идеальной остроты.Мелкое — для окончательной доводки — для заточки ножей как лезвие подойдет.
Также в маркировке можно увидеть значение АС4. АС — алмаз синтетический. Чаще всего такие круги делают из него, поэтому особо заморачиваться не стоит.
Вывод — «алмазы» отлично подходят для заточки инструмента, чаще всего это твердый сплав и твердые инструментальные стали(Р18, Р9, сталь с кобальтом Р6М5К5 и другие). Помимо этого можно точить ножи и другие бытовые инструменты, правда тогда лучше брать более крупное зерно(не менее 165/100), а то если купите для дома круг с зерном 100/80, то ничего на нем заточить не сможете, уж настолько он мелкий, будет только снимать микроны, незаметные глазу.
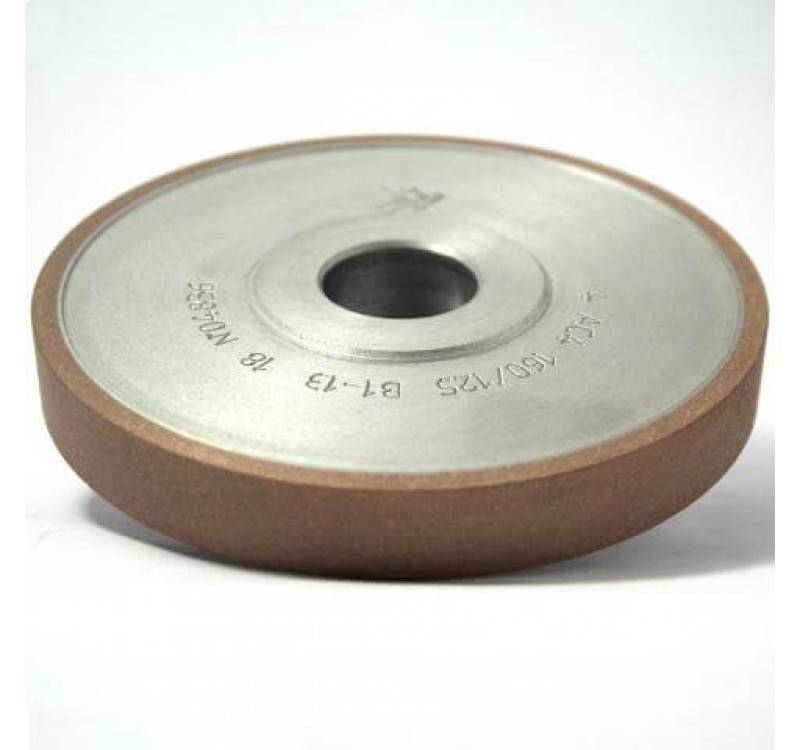
Мои рекомендации — для большинства заточных работ по дому отлично подойдет алмазная тарелка 12А220 150*10*3*18*32 зерно 165/100. Её стоимость примерно 650 рублей, у нас такие просто нарасхват.
Из качественных производителей рекомендую продукцию Белгородского завода. Их продукция просто замечательная, используем в работе только их. Да и заводы берут и хвалят. В общем, если подбираете — ищите Белгородскую марку.
Другие критерии выбора
Иногда в магазине попадаются такие точильные камни, у которых может отсутствовать стрелка на корпусе. Если вас заинтересовал именно такой алмазный диск, но вы не знаете, стоит ли его приобретать, советуем обратиться к документации. Имейте в виду, что скорость вращения у алмазного заточного круга должна быть такой же, как и у резочного станка. Это очень важный момент, учитывая, что точильные материалы от разных производителей часто имеют разные показатели скорости вращения. Чтобы выяснить это, советуем обратиться к документации, с которой поставляется режущий инструмент.
Обращаем особое внимание на то, что установка, как и эксплуатация круга алмазного для резцов должна осуществляться при строгом соблюдении указаний производителя. В противном случае это не только отрицательно скажется на эффективности обработки, но и может привести к повреждению резцов
Поэтому советуем не торопиться с выбором алмазного диска. Прежде следует узнать технические характеристики станка, на котором вы собираетесь его использовать.
Особенности кругов на органических связках
Все органические связки не могут обходиться без наполнителя. Они обладают слабыми показателями твердости, устойчивости к повышенным температурным режимам и плохо проводят тепло, но зато отличаются хорошей производительностью и высокой скоростью проведения операций заточки инструмента.
Алмазные диски на основе органического компонента целенаправленно применяют в доводочных обработках и когда выполняют чистовые работы. Они отлично справляются при заточке победитовых материалов, твердокомпонентных сплавов, любых металлов и материалов из сверхтвердых структур. Выводят обрабатываемую поверхность на уровень 12 и 11 класса шероховатости. Диски мало подвержены засаливанию, но очень быстро изнашиваются.

Преимущества алмазов перед обычным абразивным инструментом
В зарубежной технической литературе эти два вещества выделяют в отдельную категорию «суперабразивы», а у нас называют сверхтвердыми материалами (СТМ). Это связано с тем, что стойкость к износу у эльборового и алмазного инструмента намного выше, чем у абразивных изделий из традиционных материалов.
Главное достоинство кругов из сверхтвердых материалов — это сохранение заданной точности профиля при шлифовке специальных сталей и изделий из керамики и твердых сплавов. Поэтому алмазные круги широко применяются в инструментальных производствах для точной шлифовки осевого, прессового и измерительного инструмента.
Кроме особой точности, этот инструмент обладает очень высокой производительностью. Также с помощью таких кругов режут и обрабатывают стекло, керамику и минеральные конструкционные материалы.
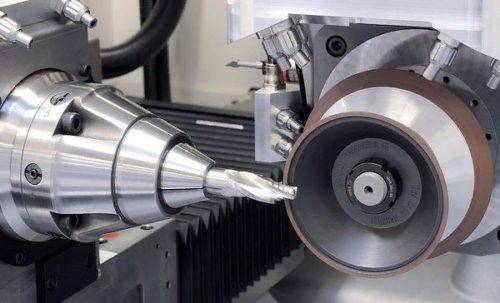
Алмазные круги, конструкция, преимущество
Благодаря физико-химическим особенностям алмаза и функциональному потенциалу он успешно реставрирует режущие возможности инструмента и оперативно приводит в рабочее состояние. Изделия такого типа отличаются стоящими режущими возможностями и продуктивной точностью размеров. Эти качества нашли достойное использование в разных сферах жизни (промышленности, быту и т. д.).









Причем алмазные круги, как абразивный точильный материал применяется для заточки и доводки резцов, сверл, пил и т. д. кроме того, с их помощью обрабатывают и полируют разнообразного вида поверхности. Основное преимущество в их использовании заключается в простоте, точности, быстроте и чистоте обработки
И что еще немаловажно он имеет маленький износ – долговечен
По своей конструкции алмазные диски представлены в виде корпуса и нанесенного алмазоносного слоя, который состоит из соответствующего порошка, связующего и наполнительного материала. Корпус изделия могут изготовить из черного или цветного сплава. полимера. В таких кругах применяют два типа алмазов: искусственный и технический (природный).
При этом они представлены в виде отдельных кристаллов или порошка. Известно, что порядка 2/3, используемых, в промышленности алмазов в виде порошка идет на изготовление дисков, брусков и другого инструмента. Чтобы удержать на диске порошкообразную массу алмаза используют специальные связующие, которые крепко держат отдельные гранулы друг с другом.
Производитель в данный момент предлагает потребителю три варианта дисков на органических, керамических и металлических связках. Первая разновидность круга используют для шлифовки режущих пластин и других болванок из твердых материалов. При работе быстро подвергаются износу. Диски второго вида используют для чистовой доработки инструмента (резцы, ножи и т. п.).
Изделия на металлических связках обладают достаточной теплостойкостью, прочностью продолжительным сроком службы, недостатком считается эпизодическое засаливание, в результате нужна правка.
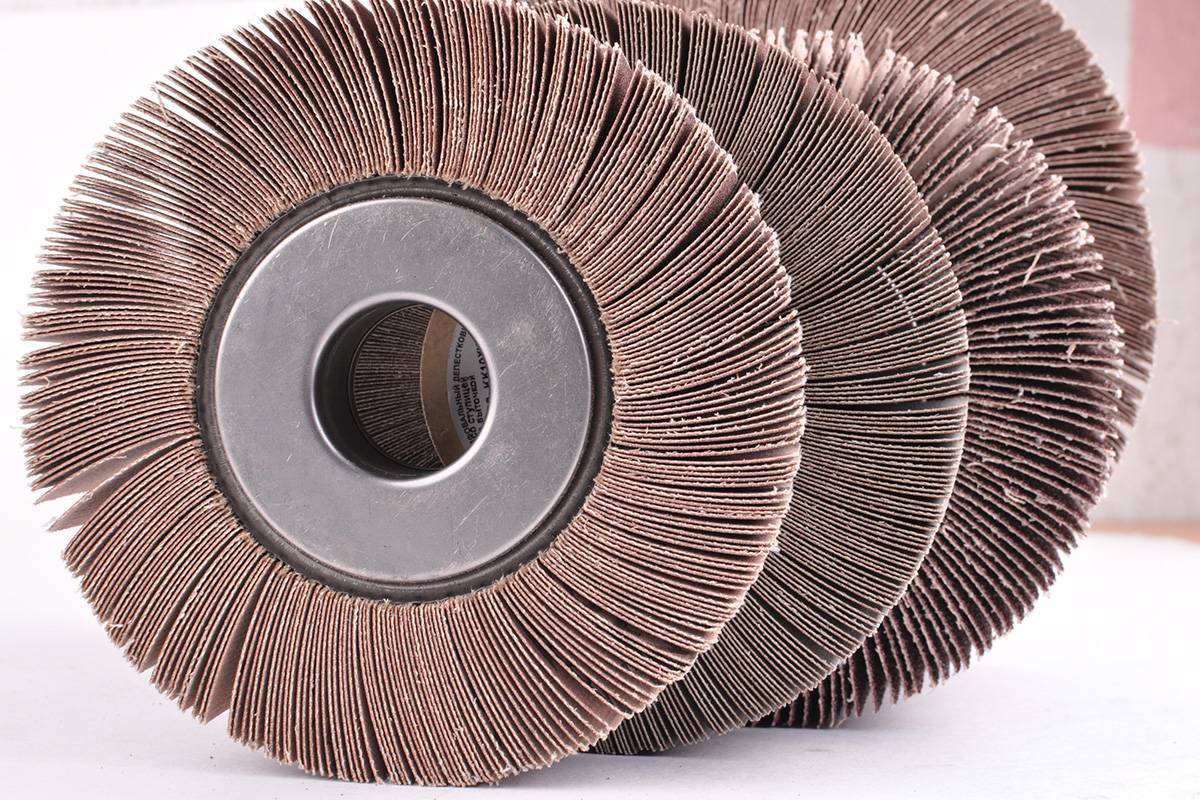
Фото хороших шлифовальных кругов

























Также рекомендуем просмотреть:
- Какими бывают алюминиевые заклепки
- Лучшие биты для шуруповерта
- Какая монтажная пена лучше
- Выбираем полотно для ножовки по металлу
- Обзор буров и сверл для перфоратора
- Обзор алмазных коронок по бетону
- Лучшие сверла по бетону для дрели и перфоратора
- Как выбрать хороший алмазный диск по бетону
- Какой абразивный диск лучше выбрать
- Фрезы по дереву для ручного фрезера
- Какой патрон для перфоратора лучше
- Выбираем хорошие сверла по дереву
- Типы и размеры скоб для степлера
- Зачем нужен унипак
- Щетка по металлу для болгарки и дрели
- Какую и как выбрать леску для триммера
- Какие сверла по металлу лучше
- Какое масло для бензопилы выбрать
- Отрезные круги для болгарки
- Металлические хомуты для крепления труб
- Как выбрать оцинкованное ведро
- Как выбрать диск для циркулярной пилы
- Виды пилок для электролобзика
- Разновидности лепестковых кругов
- Что такое пакля
- Нейлоновые стяжки
- Виды и применение изоленты
- Выбираем легкое пластиковое ведро
- Как выбрать защитные очки
- Зачем нужен малярный скотч
Помогите сайту, поделитесь в соцсетях
Безопасность при работе
Операции с оборудованием, выполняющим шлифовальные и отрезные работы, имеют несколько опасных факторов. Это вращение устройства, возможность разрушения диска на ходу, угроза прикосновения к вращающемуся оборудованию. Чтобы сохранить здоровье, нужно выполнять такие требования:
Все работы на шлифовальном электрическом оборудовании начинаются после проверки изоляции кабелей, наличия заземления, исправности кнопки аварийного отключения. Убедится в исправном состоянии кругов: нет ли трещин, сколов, выработки. Проверить работу приточно-вытяжной вентиляции. Спецодежда должна быть заправлена, длинные волосы нужно спрятать под шапочку. Перед началом шлифовки подождать 2—3 минуты, пока станок работает вхолостую
Это поможет выявить скрытые дефекты
Во время работы всё внимание обращать на производимую операцию. Не работать без защитных очков или масок
Замена абразивных кругов возможна только на отключённом оборудовании. Все вращающиеся механизмы ограждаются кожухами, а сами круги — прозрачными экранами. При подъёме этих ограждений работа станка должна блокироваться выключателями. В неработающем состоянии щитки необходимо поднять.
Современный шлифовальный инструмент и станки значительно облегчают труд человека. А правильный выбор оснастки позволит выполнить операции по зачистке с максимальным уровнем чистоты.
СМОТРИТЕ ЭТО ПОЛЕЗНОЕ ВИДЕО:
Круги наждачные для заточного станка (наждак).
Заточные наждачные круги имеют свойство изнашиваться, поэтому время от времени их приходится менять.
Есть два основных вида заточных кругов: -белый (электрокорунд белый), имеет маркировку 25А. -зеленый (карбид кремния зеленый), имеет маркировку 64С.

Белый круг предназначен для бытовых работ, заточки таких изделий бытового назначения — топоры, кухонные ножи, лопаты и др.
Читать также: Самодельное реле давления для компрессора
Диаметр наждачного круга чаще всего используется 200мм и толщиной 20мм.
Зеленый круг точило предназначен для заточки напаек на резцах, на дисковых пилах, заточки сверл по металлу и др. В основном используются круги ПП диаметром 300-350мм, а так-же чашечные и тарельчатые.
Заточные наждаки имеют разное зерно 8Н, 12Н, 16Н, 25Н, 40Н. Чем больше цифра, тем крупнее зерно и соответственно грубее обработка.
Чем крупнее зерно у точильного круга, тем быстрее стачивается слой металла, чем мельче, тем медленнее, но край будет более гладким и острым.
Есть специальные наждачные заточные круги для пил, край у них сделан под углом, для удобства заточки зубьев.
Хозяева, которые предпочитают смастерить что-нибудь вместо того, чтобы бесполезно уставиться в экран телевизора, умудряются устроить микромастерскую даже в квартирах. Людям же, имеющим частный дом или проживающим в сельской местности, обзавестись солидным инструментальным набором и простейшими приспособлениями сам Бог велел.
Точильный станок, называемый в простонародье точилом, настолько универсален, что он появляется в мастерской одним из первых. Действительно, точило поможет подогнать черенок к лопате огороднику, прорезать паз в печатной плате радиолюбителю, сделать пробойник из куска проволоки или арматуры автовладельцу, а также множество других операций. Его рабочим органом является наждачный круг, характеристики которого станут предметом обсуждения в данной публикации. Здесь же будут приведены советы по выбору оптимального абразива для наждака в соответствии с целями их применения.
Связки для алмазных шлифовальных кругов
Бакелит имеет низкую теплопроводность, поэтому инструмент на бакелитовых связках при отсутствии подачи СОЖ работает при температурах не выше 200÷250 °C. Алмазные круги такого типа обычно применяют для чистовой шлифовки и доводки лезвий твердосплавного инструмента.
Рабочие слои на металлических связках лучше всего подходят для срезания значительных слоев припуска, предварительной шлифовки, профильной обработки, заточки твердосплавных и металлокерамических пластин. Гальваническая связка представляет собой один или несколько слоев никеля, осажденного на металлический корпус, покрытый алмазным порошком.
Инструмент такого типа используется для резки и шлифовки кремния, стекла, минералов, а также при изготовлении алмазных головок, притиров и финишной обработки матриц и пуансонов.
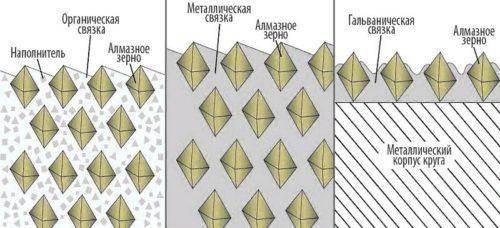
Связки для алмазных кругов
Алмазные круги на металлической связке (М) (В качестве металлической связки применяется бронза и ее модификации). Металлическая связка используется для предварительных операций, требующих съёма сравнительно больших припусков, для заточки твердосплавного инструмента, шлифования изделий из твердого сплава, стекла, керамики, полупроводниковых и труднообрабатываемых материалов с применением охлаждающей жидкости.
М2-01 М1-01 М2-02
Алмазные круги на органической связке (В) (В качестве органической связки применяется обычно бакелит). Органическая связка применяется для чистовых и доводочных работ: чистовой заточки и доводки режущего инструмента из твердых сплавов и сверхтвердых материалов, чистового шлифования и доводки измерительного инструмента, для обработки материалов высокой твердости.








В2-01 В1-02 В1-01
Кубический нитрит бора (CBN): Шлифование и доводка инструмента из вольфрамовых (Р18, Р12, Р9), вольфрамо-молибденовых (Р6М5) и других быстрорежущих сталей. Деталей из жаропрочных, нержавеющих и высоколегированных конструкционных сталей высокой твердости (НРС 55 и выше).
- Шлифовка и доводка однолезвийного инструмента: медицинских, маникюрных, ножниц, ножей, топоров, пил, коньков, стамесок, рубанков, цепи бензопил…
- Шлифовка и доводка многолезвийного инструмента: пилы для деревообработки, разверток, зенкеров, сверл, фрез.
- Шлифование корпусных изделий, резьбы, профиля зубьев шестерен… Деталей, получение высокой точности которых ограничивается большими тепловыми деформациями.
Шлифовка бетона алмазным диском: пошаговое руководство для вашего инструмента
Шлифовка бетона с помощью электрического инструмента подразумевает процесс удаления заусениц, загрязнений и сыпучих материалов с бетонной поверхности с помощью шлифовальной машины. При шлифовании бетона скрепление алмазных чашечных колец обычно должно быть противоположным бетону, то есть использовать мягкое соединение на твердом бетоне и твердое соединение на мягком бетоне. Используйте более крупную алмазную крошку для более быстрого удаления бетона и для более твердого бетона.
При шлифовании твердого бетона не образуется много пыли, обычно он мягкий и неабразивный. Алмазы режутся, притупляются и ломаются, как обычно.
Если использовать алмазные диски с высокой зернистостью, тогда увеличивается количество пыли. Также можно уменьшить площадь поверхности с меньшим количеством сегментов. При шлифовании мягкого бетона обычно образуется достаточное количество абразивной пыли, которая изнашивает связку и притупляет алмазный диск. Это часто приводит к быстрому износу шлифовального круга, поэтому приходится избавляться от пыли.
При работе с алмазными кругами для болгарки важно контролировать состояние диска. Он не должен перегреваться, поскольку это может привести к замедлению работы инструмента
Если вы неправильно подобрали диск под конкретный материал, тоже столкнетесь с проблемой. Это может обернуться не только износом диска, но и опасностью для вашего здоровья.
Для шлифовки бетонной поверхности нужно выполнить несколько шагов:
- Изучаем особенности поверхности. Алмазный диск подходит для тонких слоев неагрессивного покрытия.
- Выполняем зачистку поверхности перед шлифовкой. Для получения максимально гладкой поверхности нужно будет несколько раз шлифовать бетон.
- Под конкретный пол выбираем подходящий алмазный круг.
Чтобы правильно выбрать алмазных диск, учитываем зернистость, вид связки, форму сегментов. Что касается показателя зернистости, который, по сути, означает размер алмаза в связке, он бывает крупным (16-40 зерен), средним (70-80 зерен), мелким (140-150 зерен). Лучше всего начать с крупной крошки, с помощью которой удастся выровнять неровности на бетонной поверхности.

Тип связки определяет материал, который удерживает алмазы на месте. Твердое соединение лучше всего при работе с абразивными материалами, такими как мягкий бетон или дорожное покрытие, поврежденное дождем. Средняя связь может плохо работать с твердыми материалами, но быстрее истирается на абразивных материалах. Мягкие связки идеально подходят для твердых материалов, потому что они быстро стираются, обнажая слой алмаза для шлифования поверхности.
Форма сегментов определяется типом поверхности, на котором вы планируете работать. Например, квадратные сегменты имеют длинную переднюю кромку, поэтому идеально подходят для неровного бетона. Алмазы с круглой головкой имеют тонкий передний край, поэтому идеально подходят для дальнейшего разглаживания. Не забывайте и о правильном выборе шлифовальной машины.
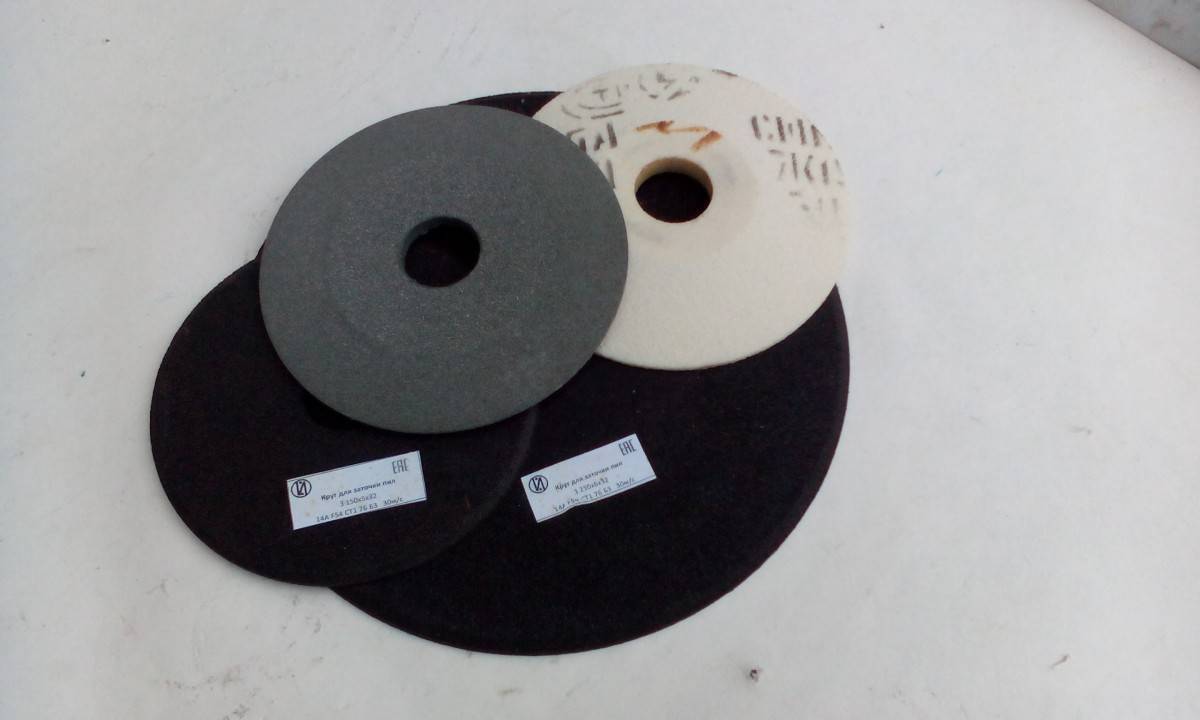
Особенности Заточных кругов для ленточных пил
Абразивно-шлифовальный инструмент для заточки ленточных пил представлен на рынке в избытке
Поэтому для того чтобы подобрать нужный заточной круг необходимо обращать внимание на основные технические параметры. К ним относятся: профиль круга, его размер, использованный шлифматериал, зернистость, твердость, структура, связка, рабочая скорость, классы точности и неуравновешенности
Все эти данные учитываются при маркировке заточных кругов.
На отечественном рынке можно встретить инструмент со следующими обозначениями:
| 1 | DTH2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |
| ГОСТ | 1 | 125x6x32 | 14A | 16 | CT1 | 6 | Б | 30 | A | 1 |
| Импорт | 125x6x32 | 96A | 80 | L | 6 | V | 50 | AA | 1 | |
| Сэндвич | 125×6/2×32 | 96A/98A | 80/100 | L/M | 8 | V |
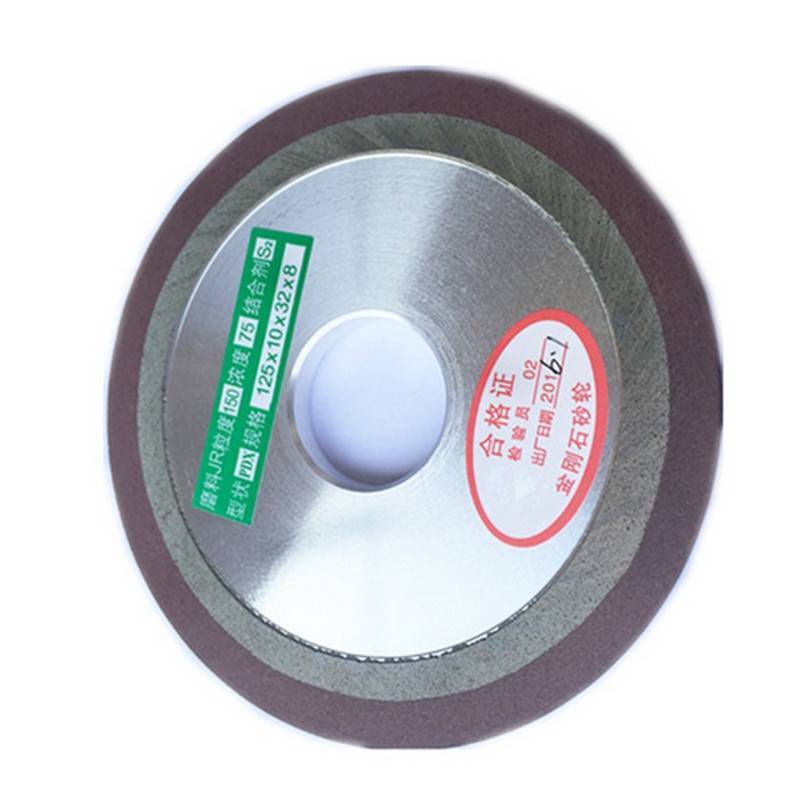
Конструкция алмазных кругов для заточки инструмента
Диски алмазные заточные представляют собой изделия круглой формы с основанием из металла и нанесенным на него покрытием алмазного порошка, который закрепляется на металле связующим веществом, также там присутствует наполнитель.
Марка диска характеризуется:
- конфигурацией корпуса и видом материала, из которого он изготовлен;
- размером окружности;
- величиной концентрации абразивных зерен;
- фракцией алмазов;
- типом вещества, используемого в качестве связки;
- степенью точности;
- классом неуравновешенности.
Одним из важных параметров является износостойкость диска.
Корпуса алмазных заточных кругов могут быть изготовлены из стальных заготовок, марок Ст-25, 30, 20 или 3, либо сплавов из алюминия АК-6 или Д-16, либо полимерных материалов. Для некоторых шлифкругов типа А1ПП, АГЦ делают еще хвостовики из стальных У7 и У8 марок.
Что касается применяемых связующих веществ, которые скрепляют алмазные зерна в единую форму, то выпускаются диски на основе:
- Связок металлического характера на основе алюминия, меди, цинка или олова. В маркировке таких изделий указывается литера М.
- Связок керамических на основе шамота либо стекла, куда добавляют составляющую алюминия. В маркировке здесь будет присутствовать литера К.
- Связок на основе органики – это пульвербакелитные и карболитные вещества. Присутствие такой связки обозначают в маркировочном коде литерами КБ.
В качестве наполнителей используют электрокорунд, графитовый порошок, медь, карбид бора и глинозем.
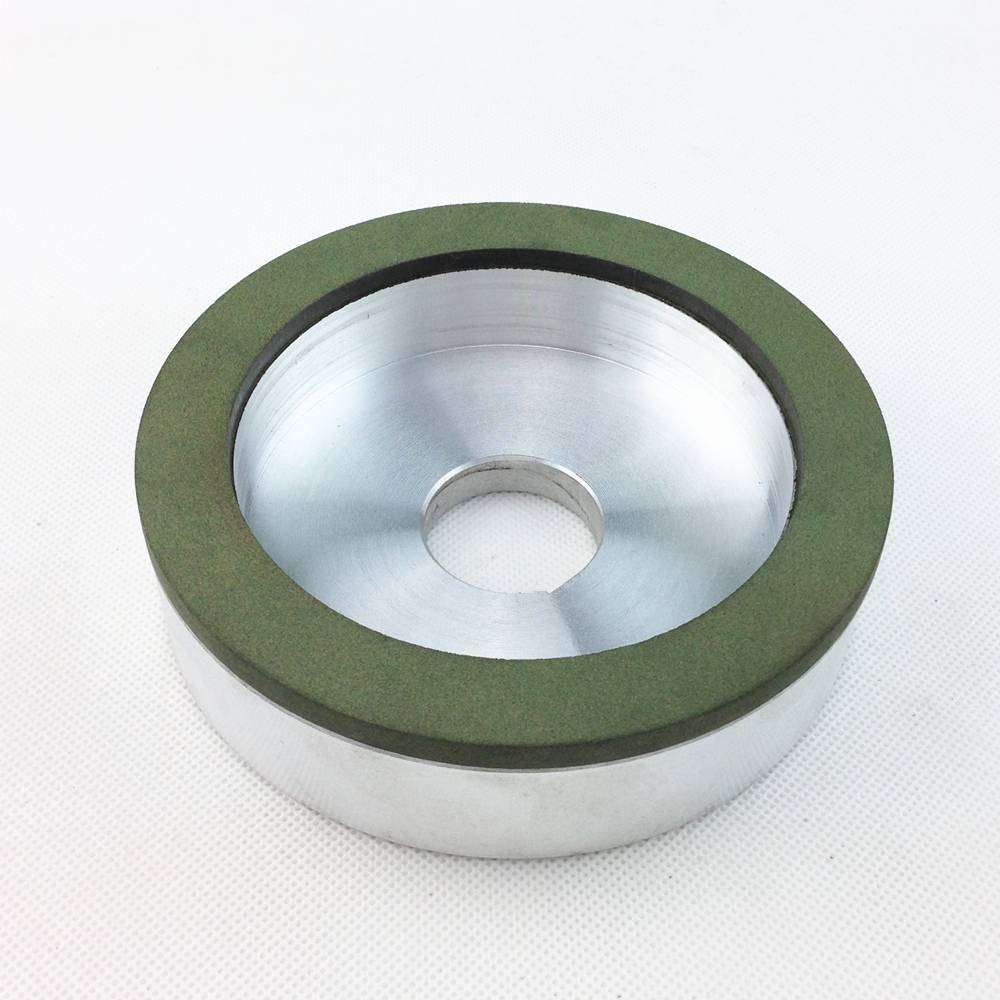
Конструкция шлифовальных алмазных кругов
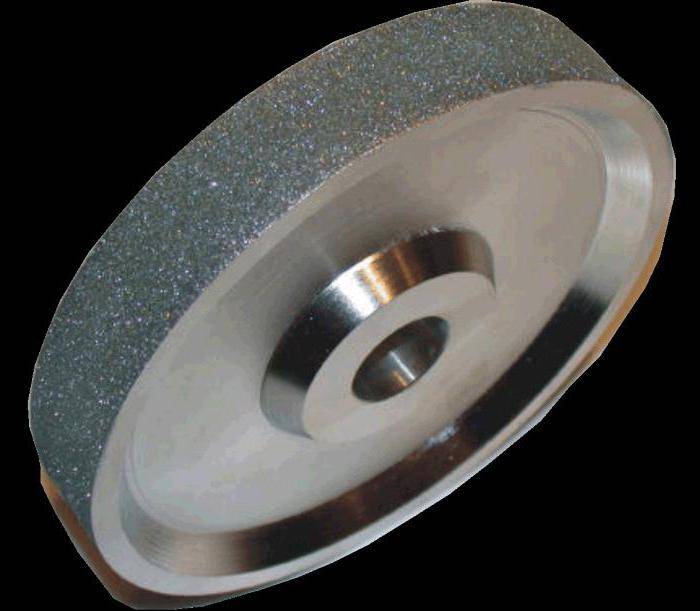
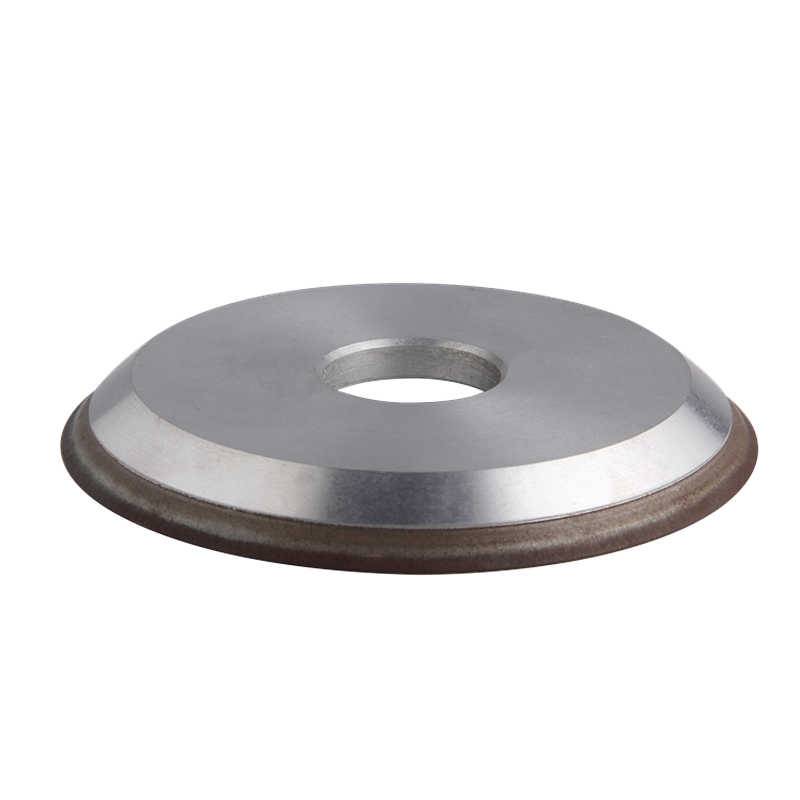
Материалом для корпусов служат конструкционные стали (СтЗ, Ст20 и пр.), литейные алюминиевые сплавы (Д16 и группы АК) или комбинированные материалы с использованием полимеров. Наиболее распространенные алмазные круги имеют чашечную, дисковую и тарельчатую формы (см. рис. ниже).
К шпинделю оборудования корпуса крепятся посредством посадочного отверстия стандартного размера. В зависимости от модели рабочий слой может находиться как на наружных, так и на внутренних поверхностях. Особенно это относится к инструменту с корпусами в форме чашки, используемому для шлифовки и заточки режущих кромок.
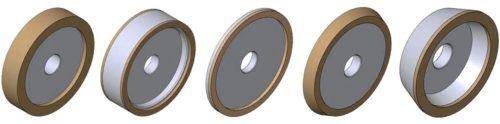
Чтобы корпус не деформировался, хорошо отводил тепло и не порождал вибрацию, алмазный круг должен использоваться с учетом его конструктивных и физических особенностей. Корпуса из алюминиевых сплавов имеют хорошую теплопроводность, ограниченную прочность, но при больших скоростях и глубинах резания склонны к вибрации.
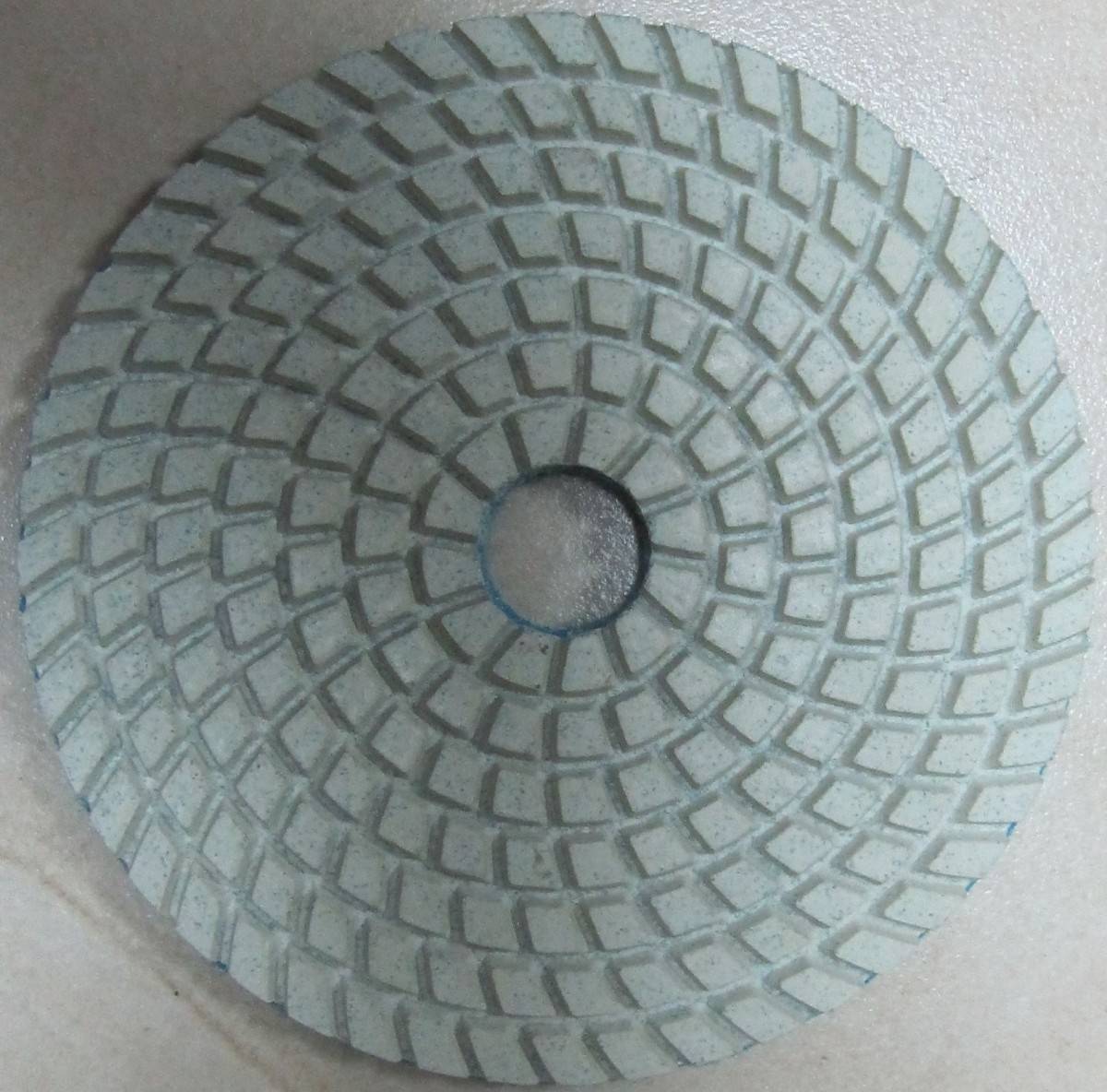
Стальные также хорошо отводят тепло, имеют высокую механическую и виброустойчивость. Композитные лучше всех гасят вибрацию, но плохо отводят тепло и менее прочны. Существуют также гибкие алмазные шлифовальные круги, называемые в народе из-за фактуры их поверхности «черепашками».







Они имеют очень тонкий абразивный слой и предназначены для шлифовки ручным инструментом твердых минеральных материалов (бетона, гранита, мрамора и т.п).
2 Приспособление для заточки токарных резцов
Заточка инструментов предполагает не только круги, но и применение дополнительных приспособлений – расточных станков.
Координатно-расточные станки растачивают, сверлят, зенкеруют, нарезают внутреннюю и наружную резьбу, обтачивают цилиндрические поверхности и подрезают торцы.

Станок для заточки резцов
Отличительная особенность станков – горизонтальный (или вертикальный) шпиндель, который совершает движения осевой подачи. В отверстие шпинделя фиксируют необходимый инструмент – борштанг с резцом, развертку, сверло, фрезу и т.д.
Типы станков:
- горизонтально-расточные;
- координатно-расточные;
- алмазно-расточные;
- вертикально-расточные.
Специализированные модели координатно-расточных станков:
- Координатно-расточный 2Д450.
- Координатно-расточный 2В440А.
- Координатно-расточный 2431.
- Координатно-расточный 2421.
2.1 Технология заточки
Последовательность затачивания:
- Основная задняя поверхность.
- Вспомогательная задняя поверхность.
- Передняя поверхность.
- Радиус закругления кольца.
В конце проводят проверку углов заточки по шаблону.
Виды заточки резцов
Для получения ровной и гладкой кромки инструмент должен постоянно находиться в движении вдоль шлифовальной поверхности. Круги, при такой работе, смогут дольше прослужить.
Обработку инструмента можно производить всухую или с водой. Струя воды должна быть достаточной и непрерывной. Сухой инструмент не стоит опускать в воду, это может вызвать разрушение рабочей кромки.
Доводку проводят:
- оселком с мелкой зернистостью (дополнительно используют техническое масло);
- медным кругом (также применяют пасту из карбида бора и техническое масло).
Осуществлять доводку можно только режущих инструментов (ширина кромки до 3мм).
2.2 Техника безопасности
- Не пользоваться шлифовальными кругами, работа которых сопровождается биением.
- Подручник должен быть надежно зафиксирован ближе к кругу.
- Использовать подручник в качестве опоры для резца.
- Не стоит слишком сильно прижимать резец (неравномерное нагревание может образовать трещины; под высоким давлением круг может быстро испортиться).
- Не производить заточку без защитного кожуха.
- Надевать защитные очки.
- Рабочее место должно иметь местную вентиляцию.
Безопасность при работе
Операции с оборудованием, выполняющим шлифовальные и отрезные работы, имеют несколько опасных факторов. Это вращение устройства, возможность разрушения диска на ходу, угроза прикосновения к вращающемуся оборудованию. Чтобы сохранить здоровье, нужно выполнять такие требования:
Все работы на шлифовальном электрическом оборудовании начинаются после проверки изоляции кабелей, наличия заземления, исправности кнопки аварийного отключения.
Убедится в исправном состоянии кругов: нет ли трещин, сколов, выработки.
Проверить работу приточно-вытяжной вентиляции. Спецодежда должна быть заправлена, длинные волосы нужно спрятать под шапочку.
Перед началом шлифовки подождать 2—3 минуты, пока станок работает вхолостую
Это поможет выявить скрытые дефекты.
Во время работы всё внимание обращать на производимую операцию.
Не работать без защитных очков или масок.
Замена абразивных кругов возможна только на отключённом оборудовании.
Все вращающиеся механизмы ограждаются кожухами, а сами круги — прозрачными экранами. При подъёме этих ограждений работа станка должна блокироваться выключателями.
В неработающем состоянии щитки необходимо поднять.
Современный шлифовальный инструмент и станки значительно облегчают труд человека. А правильный выбор оснастки позволит выполнить операции по зачистке с максимальным уровнем чистоты.
СМОТРИТЕ ЭТО ПОЛЕЗНОЕ ВИДЕО:
Круги наждачные для заточного станка (наждак).
Заточные наждачные круги имеют свойство изнашиваться, поэтому время от времени их приходится менять.
Есть два основных вида заточных кругов: -белый (электрокорунд белый), имеет маркировку 25А. -зеленый (карбид кремния зеленый), имеет маркировку 64С.

Белый круг предназначен для бытовых работ, заточки таких изделий бытового назначения — топоры, кухонные ножи, лопаты и др.
Читать также: Самодельное реле давления для компрессора
Диаметр наждачного круга чаще всего используется 200мм и толщиной 20мм.
Зеленый круг точило предназначен для заточки напаек на резцах, на дисковых пилах, заточки сверл по металлу и др. В основном используются круги ПП диаметром 300-350мм, а так-же чашечные и тарельчатые.










Заточные наждаки имеют разное зерно 8Н, 12Н, 16Н, 25Н, 40Н. Чем больше цифра, тем крупнее зерно и соответственно грубее обработка.
Чем крупнее зерно у точильного круга, тем быстрее стачивается слой металла, чем мельче, тем медленнее, но край будет более гладким и острым.
Есть специальные наждачные заточные круги для пил, край у них сделан под углом, для удобства заточки зубьев.
Хозяева, которые предпочитают смастерить что-нибудь вместо того, чтобы бесполезно уставиться в экран телевизора, умудряются устроить микромастерскую даже в квартирах. Людям же, имеющим частный дом или проживающим в сельской местности, обзавестись солидным инструментальным набором и простейшими приспособлениями сам Бог велел.
Точильный станок, называемый в простонародье точилом, настолько универсален, что он появляется в мастерской одним из первых. Действительно, точило поможет подогнать черенок к лопате огороднику, прорезать паз в печатной плате радиолюбителю, сделать пробойник из куска проволоки или арматуры автовладельцу, а также множество других операций. Его рабочим органом является наждачный круг, характеристики которого станут предметом обсуждения в данной публикации. Здесь же будут приведены советы по выбору оптимального абразива для наждака в соответствии с целями их применения.
Зернистость заточного круга
Для обозначения зернистости заточного круга также используют определенные численные значения, они представлены следующей таблице:
| ГОСТ | 12 | 16 | 25 | 40 |
| FERA | 100 | 80 | 60 | 40 |
С увеличением числа по ГОСТу растет и размер использованных в изготовлении круга зерен, а также увеличивается степень врезания и подача при заточке ленточной пилы. Однако, качество обработанной поверхности будет лучше при использовании мелкозернистых абразивных кругов.
Твердость заточного круга
Этот показатель влияет на способность абразивного круга к самозатачиванию. Во время заточки ленточной пилы скалываются грани затупившихся зерен, они выносятся, тем самым открывая новые рабочие слои круга.
В процессе точения более твердый круг будет лучше держать свою форму, но его серна уже затупятся. Чтобы поддерживать высокое качество работы придется использовать большую мощность и меньшую подачу. Однако это может грозить образованием прижогов и рисков. К тому же относительно мягкий материал пилы станет забивать поры круга, что скажется на качестве заточки.
При использовании слишком мягкого заточного круга, связка может очень слабо удерживать зерна, поэтому они станут выкрашиваться из тела круга. Мягкие круги быстро потеряют форму и износятся.
При работе главное правильно подобрать уровень твердости заточного круга, а для этого следует воспользоваться данными в таблице:
| ГОСТ | М1, М2, М3 | СМ1, СМ2 | С1, С2 | СТ1, СТ2, СТ3 | Т1, Т2 |
| FERA | Y, I, J | K, L | M, N | O, P, Q | R, S |
| Твердость | Мягкие | Среднемягкие | Средние | Среднетвердые | Твердые |
Алмазные круги, конструкция, преимущество
Благодаря физико-химическим особенностям алмаза и функциональному потенциалу он успешно реставрирует режущие возможности инструмента и оперативно приводит в рабочее состояние. Изделия такого типа отличаются стоящими режущими возможностями и продуктивной точностью размеров. Эти качества нашли достойное использование в разных сферах жизни (промышленности, быту и т. д.).
Причем алмазные круги, как абразивный точильный материал применяется для заточки и доводки резцов, сверл, пил и т. д. кроме того, с их помощью обрабатывают и полируют разнообразного вида поверхности. Основное преимущество в их использовании заключается в простоте, точности, быстроте и чистоте обработки
И что еще немаловажно он имеет маленький износ – долговечен
По своей конструкции алмазные диски представлены в виде корпуса и нанесенного алмазоносного слоя, который состоит из соответствующего порошка, связующего и наполнительного материала. Корпус изделия могут изготовить из черного или цветного сплава. полимера. В таких кругах применяют два типа алмазов: искусственный и технический (природный).
При этом они представлены в виде отдельных кристаллов или порошка. Известно, что порядка 2/3, используемых, в промышленности алмазов в виде порошка идет на изготовление дисков, брусков и другого инструмента. Чтобы удержать на диске порошкообразную массу алмаза используют специальные связующие, которые крепко держат отдельные гранулы друг с другом.
Производитель в данный момент предлагает потребителю три варианта дисков на органических, керамических и металлических связках. Первая разновидность круга используют для шлифовки режущих пластин и других болванок из твердых материалов. При работе быстро подвергаются износу. Диски второго вида используют для чистовой доработки инструмента (резцы, ножи и т. п.).
Изделия на металлических связках обладают достаточной теплостойкостью, прочностью продолжительным сроком службы, недостатком считается эпизодическое засаливание, в результате нужна правка.
Класс точности заточного круга
Заточные круги выпускают трех классов точности: АА, А и Б. Наиболее точными из представленных являются абразивно-шлифовальные инструменты с маркировкой АА. Для качественного точения пил, этот показатель является одним из самых важных. Его указывают в сопроводительных документах.
Класс неуравновешенности заточного круга
На отечественном рынке представлены заточные круги с классом неуравновешенности от 1 до 3. При этом 1-ый класс определен как наиболее уравновешенный. Для качественного точения желательно использовать круги следующих классов точности и уравновешенности: А1 и АА1.
Разобраться во многообразии абразивно-шлифовального инструмента довольно сложно самостоятельно, поэтому SAWS UNITED предлагает Вам в этом помощь наших специалистов. Высококвалифицированные сотрудники компании смогут подобрать заточные круги под действующие производственные мощности, а также дадут рекомендации по оптимизации на производстве. Связаться с нами Вы можете по бесплатной горячей линии для регионов-4. ← Пилорамы ТАЙГА на складе в г. Мытищи С наступающим Новым годом! →
Профили на керамических связках
В связках на керамике используется покрытие из алмазоникеля. Это покрытие бывает однослойным либо может наноситься в несколько слоев. Толщина связующего вещества на керамической основе не превышает 2/3 величины зерен алмаза. Благодаря тому что между вершинами кристаллов и связкой имеется свободный промежуток, стружка, снятая с обрабатываемой поверхности, автоматически удаляется, не создавая дополнительных препятствий процессу заточки.
Основные свойства заточных дисков на керамической связке:
- отличная способность к снятию слоя металла во время заточки;
- возможность создавать абразивный инструмент любой конфигурации;
- высокая проводимость тепла;
- приемлемая стоимость изделий.





