Форматно-раскроечный станок своими руками: чертежи, видео, фото
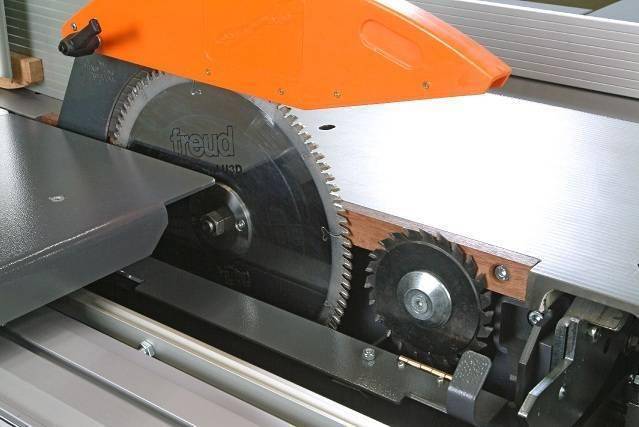
По мере развития проекта Пиропринтер, нашей команде приходится оптимизировать какие-то процессы. Нам давно требовалось сделать какой-то станок или приспособление для быстрого и аккуратного роспуска фанеры для последующей фрезеровки. Не буду утомлять, сразу покажу результат, который мы получили:
Вот такой форматно-раскроечный станок мы сделали своими руками Поясню сразу — мы не мебельное производство, где форматник — это один из основных инструментов.
И к нему идет требование обязательного наличия подрезного пильного диска для пиления без малейших сколов и высокой производительности.
Раскрой фанеры (и другого листового материала) для нас — это вспомогательный производственный процесс, не требующий высокого качества реза.
Те, кто когда-либо сталкивался с раскроем листов фанеры (1,5*1,5м), знают, что распиливание сопровождается рядом сложностей:
- Лист громоздкий и требуется много места, если пилить его в горизонтальном положении;
- При раскрое поперек волокон появляется много сколов;
- Выдержать ровную линию от края до края, просто отпиливая по нарисованной линии не просто — рез немного плывет.
Исходные требования были простыми: нужен бюджетный вариант форматно-раскроечного станка, который можно собрать своими руками. Рез должен быть прямым и без сколов. При раскрое тратить минимум времени на выставление размеров. Форматник должен занимать минимум места.
Назначение форматно раскроечного станка
Основные функции форматно-раскроечного станка заключаются в формировании ровного реза на поверхности ламинированного ДСП или ДВП. При этом предъявляются особые требования к качеству кромки.
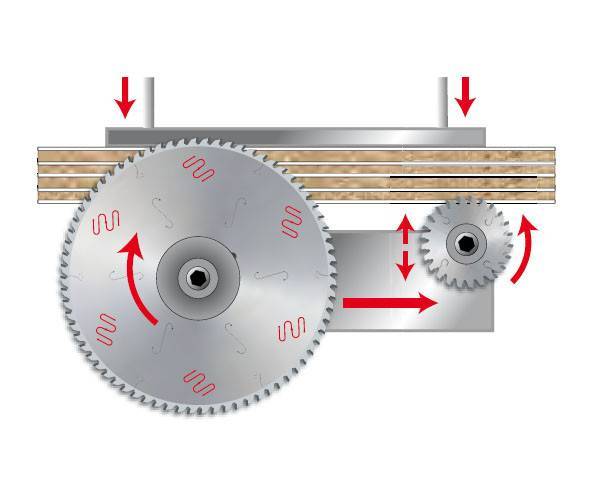
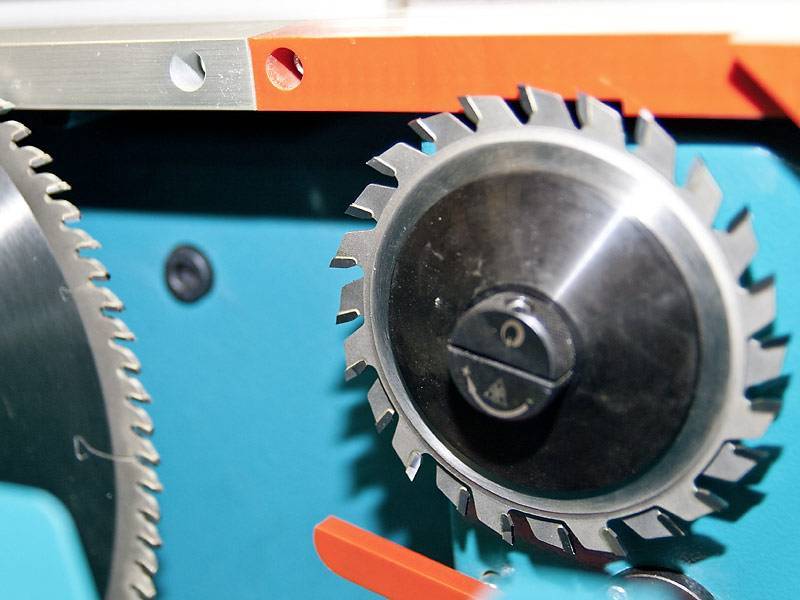
Внешне конструкция напоминает простую пилораму. Разница заключается в жесткой фиксации заготовки относительно режущих компонентов. Для увеличения качества присутствуют два диска различных диаметров. Один из них больше другого и вращается в обратную сторону. Это дает возможность уменьшить вероятность появления сколов на торце деревянной поверхности.
При изготовлении самодельной конструкции следует учитывать такие моменты:
- устойчивость оборудования во время работы;
- наличие измерительных инструментов для предварительной раскройки деревянного листа.
- размеры рабочего стола. Они напрямую зависят от габаритов заготовки;
- меры безопасности. Это относится к оборудованию и рабочему персоналу. Для удаления стружки обязательно должен присутствовать вытяжной механизм, режущие компоненты находятся под специальным чехлом.
Важным фактором является предварительный расчет всех элементов конструкции. Она должна выполнять свои функции в зависимости от степени нагрузки. Одним из недостатков форматно-раскроечного станка является невозможность формирования резов фигурной формы. Для этого необходимы другие типы оборудования.
Во время анализа заводских моделей следует учитывать толщину обрабатываемого материала и его удельную плотность. Это повлияет на выбор пильных дисков.
Почему решили сделать форматно-раскроечный станок своими руками, а не купили готовый?
Самый дешевый готовый форматник с горизонтальным расположением листа стоит 220 тыс руб. (марка Jet).








Пример готового горизонтального форматника. С листом фанеры он занимает очень много места
В данной конструкции есть подрезная пила. И по идее можно было самим собрать что-то подобное из готового циркулярного (распиловочного) станка или ручной циркулярной пилы. Самый простой дешевый циркулярный станок стоит 7 тыс руб, что-то по серьезнее обойдется в 30 тыс руб.
А со свободным местом у нас в мастерской проблематично (напомню, что раскрой фанеры — у нас вспомогательная функция). Поэтому нам подходил только вертикальный форматно раскроечный станок.
Самый простой вертикальный форматник обойдется в 230 тыс руб.
Бюджетный вариант вертикального форматинка, который нам не очень понравился
Тот, что нам понравился стоит около 300 тыс руб (причем, это бюджетный, так как серьезные форматники стоят от 500 тр до 1,5 млн). Правда, я нашел вариант на авито самодельный на металлической раме с закрепленной на нем простой ручной циркулярной пилой за 100 тыс руб. (+доставка).
Да, есть еще и простое готовое решение — пилить вдоль специальной шины (если ваша модель циркулярки предусматривает пазы под шину и шина под вашу пилу в принципе существует). Так рез будет ровным.
Но есть некоторые неудобства, связанные с шиной: долго размечать и выставлять, руки находятся в напряжении от веса циркулярки, распускать так придется либо в горизонтальном положении листа или как-то его фиксировать на расстоянии от пола, не удобно длинную шину использовать для распила коротких кусков фанеры и пр.
Особенности
Ширину подрезной пилы устанавливают чуть больше, чем для основной пилы. Форматный диск используется для поперечного реза и форматного обрезания.
Такие пилы следует устанавливать на такие агрегаты:
- форматно-обрезные,
- раскроечные,
- торцово-круглопильные станки.

Пильные конструкции отличаются следующими особенностями:
- качественная заточка в кратчайшие сроки,
- оптимальное принудительное подавление шума,
- высокоскоростной проход за счет поглощения колебаний,
- низкий износ при больших нагрузках,
- плавность движения.
Часто диски для станков производят из углеродистых термически обработанных сталей. Дополнительно в них используют алмазные диски, отличающиеся эффективностью и долговечностью.









Как правильно выбрать
При выборе конструкции надо учитывать следующие факторы:
- вид операции;
- угол наклона зубьев;
- расширительные прорези;
- углубление между зубьями;
- геометрию заточки;
- выступы.
Пила производится двух видов – монолитная и твердосплавная.
Монолитные конструкции имеют свойство быстро тупиться и поэтому для них требуются частые заточки и развод. Ремонтные работы необходимо проводить самостоятельно.
Пила с твердосплавными зубьями HW отличается высокой ценой, но до переточки срок эксплуатации заметно больше и качество выше. Для ремонта требуется специальный станок. Такой диск хорошо справляется с металлами и ламинатом.
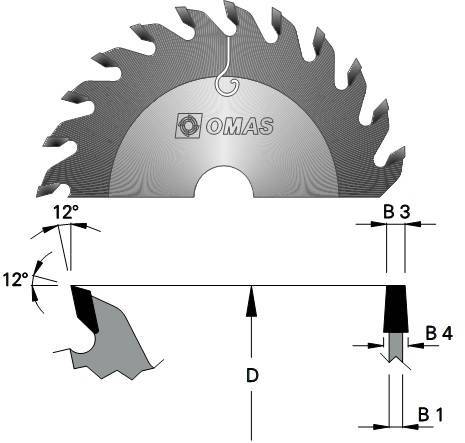
Тонкий подрезной диск гарантирует более точный раскрой материала с высокими показателями качества. Такие конструкции предлагает итальянская компания Freud.

Характеристика пилы для агрегата
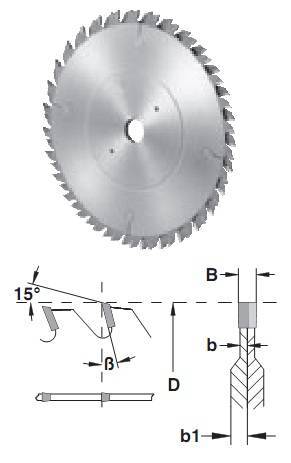
Зубья чередуются попеременно и отличаются прямоугольной, трапециевидной формой:
- трапеция – проводит выборку материала и выше прямого на ½ своих плечиков,
- прямой – подчищает поверхности заготовки.
Правильная геометрия зубьев важна после проведения каждой заточки пильной конструкции. Для проведения качественного резанья по плитным и ламинированным материалам нужна дополнительная пила, которая подрезает нижние пластины заготовки.
Монтаж дополнительной пилы производится на подрезной узел станка, располагаясь перед основным пильным диском. Она форматирует паз к ширине пропила главной пилы:
- глубина – 1–2 мм,
- ширина дополнительные 0,2 мм.
Такой раскрой необходим для исключения сколов, подрезная пила делится на следующие виды:
- цельную плиту с коническим типом зуба,
- сэндвичную из двух пил, по своему назначению – половинок.
Подрезная сэндвичная пила – это конструкция из двух пил половинок, детали соединяются специальным штифтом.

В комплектации она имеет набор прокладок разной толщины.
Форма зуба:
- прямоугольная деталь применяется при заглублении пилы,
- переменно-скошенный агрегат актуален при небольшом заглублении.
Цельная подрезная конструкция занимается подрезанием нижней пластины заготовки перед работой основной пилы. Толщина пропила регулируется поднятием, опусканием узла.









Характеристика пилы для агрегата
Зубья чередуются попеременно и отличаются прямоугольной, трапециевидной формой:
- трапеция – проводит выборку материала и выше прямого на ½ своих плечиков;
- прямой – подчищает поверхности заготовки.
Правильная геометрия зубьев важна после проведения каждой заточки пильной конструкции. Для проведения качественного резанья по плитным и ламинированным материалам нужна дополнительная пила, которая подрезает нижние пластины заготовки.
Монтаж дополнительной пилы производится на подрезной узел станка, располагаясь перед основным пильным диском. Она форматирует паз к ширине пропила главной пилы:
- глубина – 1–2 мм;
- ширина дополнительные 0,2 мм.
Такой раскрой необходим для исключения сколов, подрезная пила делится на следующие виды:
- цельную плиту с коническим типом зуба;
- сэндвичную из двух пил, по своему назначению – половинок.
Подрезная сэндвичная пила – это конструкция из двух пил половинок, детали соединяются специальным штифтом.
 Сэндвичная пила
Сэндвичная пила
В комплектации она имеет набор прокладок разной толщины.
Форма зуба:
- прямоугольная деталь применяется при заглублении пилы;
- переменно-скошенный агрегат актуален при небольшом заглублении.
Цельная подрезная конструкция занимается подрезанием нижней пластины заготовки перед работой основной пилы. Толщина пропила регулируется поднятием, опусканием узла.
Особенности
Ширину подрезной пилы устанавливают чуть больше, чем для основной пилы. Форматный диск используется для поперечного реза и форматного обрезания.
Такие пилы следует устанавливать на такие агрегаты:
- форматно-обрезные;
- раскроечные;
- торцово-круглопильные станки.
 Торцово-круглопильный станок
Торцово-круглопильный станок
Пильные конструкции отличаются следующими особенностями:
- качественная заточка в кратчайшие сроки;
- оптимальное принудительное подавление шума;
- высокоскоростной проход за счет поглощения колебаний;
- низкий износ при больших нагрузках;
- плавность движения.
Часто диски для станков производят из углеродистых термически обработанных сталей. Дополнительно в них используют алмазные диски, отличающиеся эффективностью и долговечностью.









Как правильно выбрать
При выборе конструкции надо учитывать следующие факторы:
- вид операции,
- угол наклона зубьев,
- расширительные прорези,
- углубление между зубьями,
- геометрию заточки,
- выступы.
Пила производится двух видов – монолитная и твердосплавная.
Монолитные конструкции имеют свойство быстро тупиться и поэтому для них требуются частые заточки и развод. Ремонтные работы необходимо проводить самостоятельно.
Пила с твердосплавными зубьями HW отличается высокой ценой, но до переточки срок эксплуатации заметно больше и качество выше. Для ремонта требуется специальный станок. Такой диск хорошо справляется с металлами и ламинатом.
Тонкий подрезной диск гарантирует более точный раскрой материала с высокими показателями качества. Такие конструкции предлагает итальянская компания Freud.