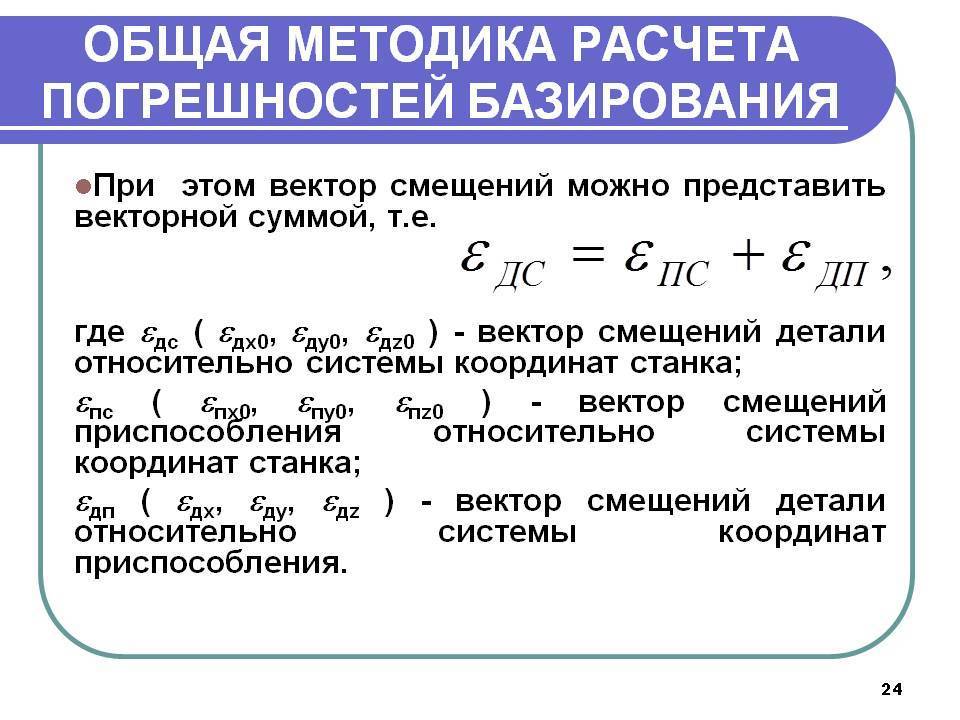
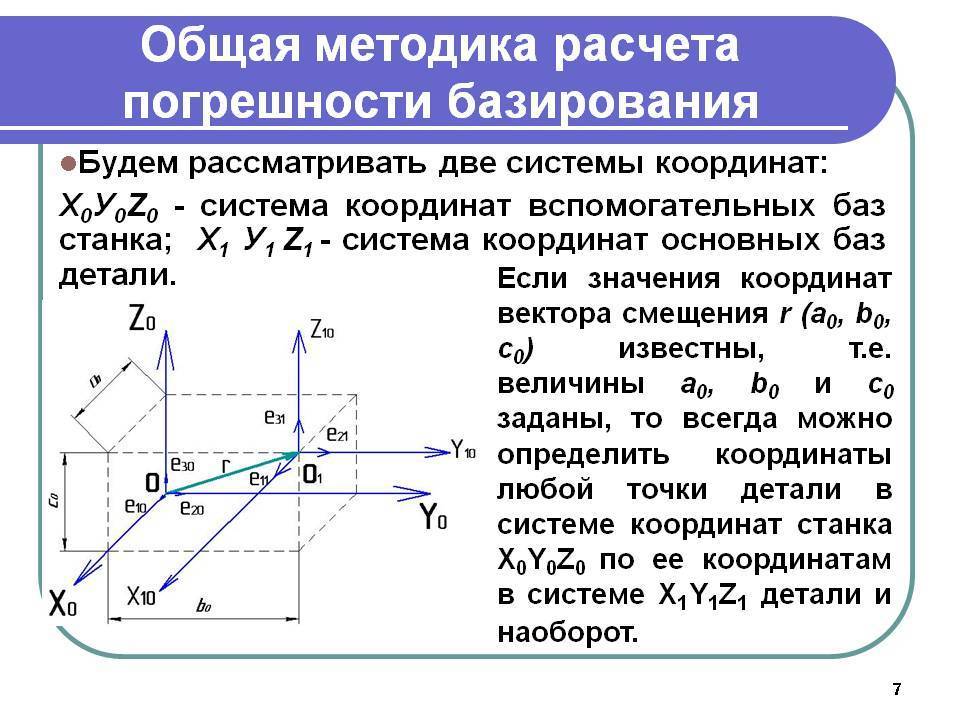
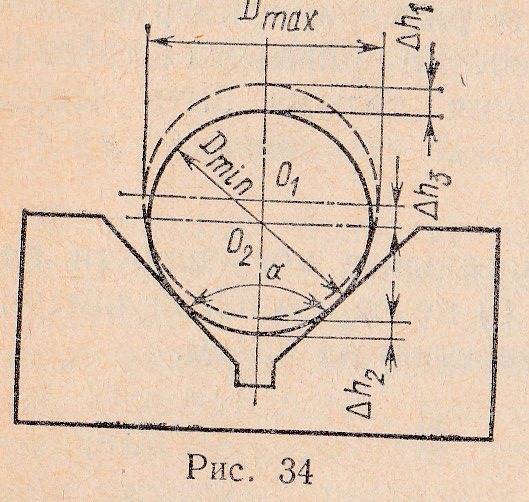
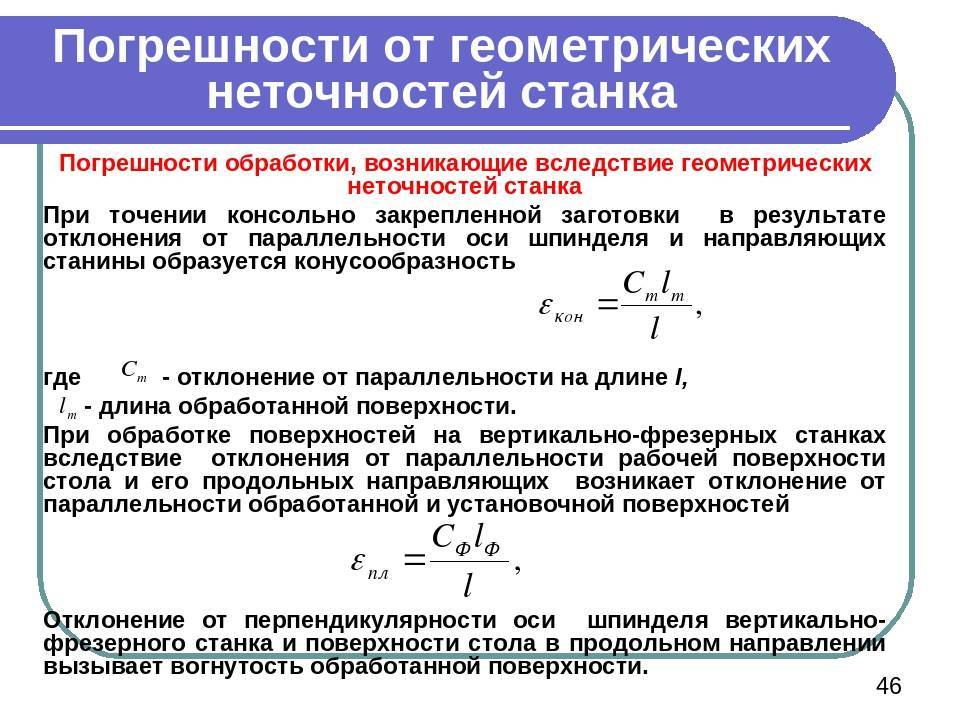
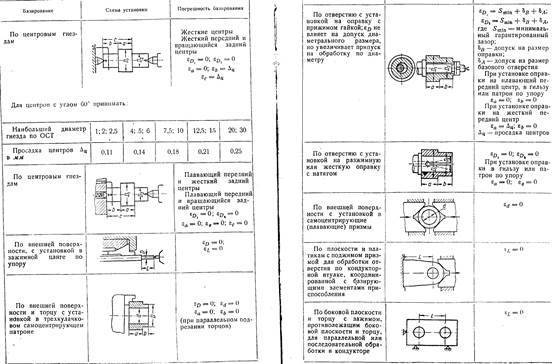
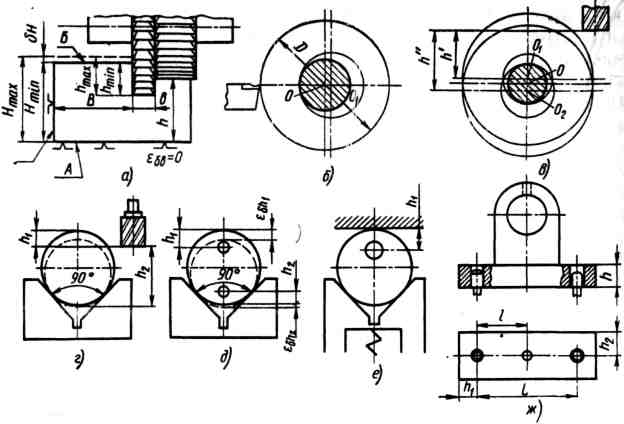
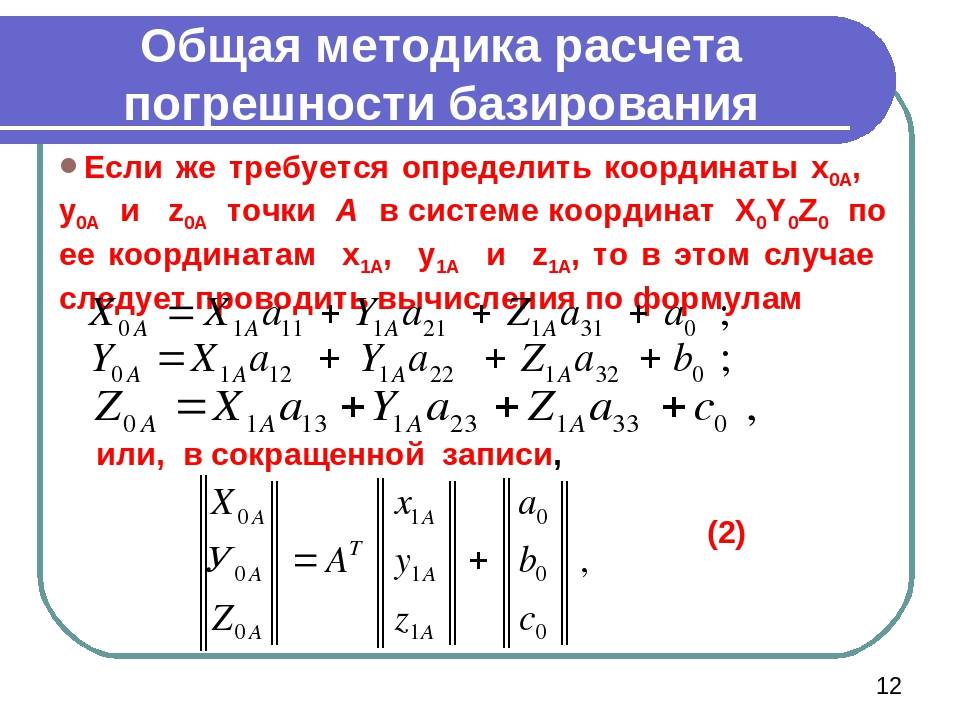
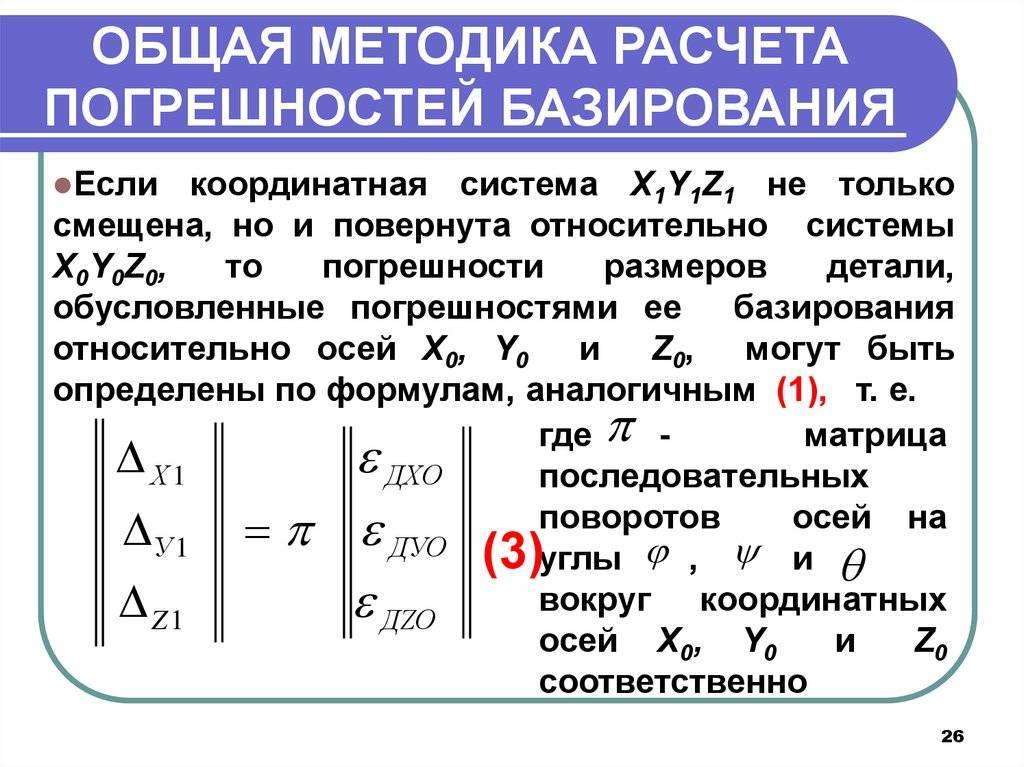
Базирование призматической заготовки
Призмой является многогранник, у которого 2 грани являются равными многоугольниками. Она представляет собой установочное приспособление. Его поверхность является пазом и образована 2 наклонными плоскостями. Изготавливаются призматические фигуры с углом 90° и 120°. В промышленности призмы используются для нахождения расположения оси детали с неполной цилиндрической поверхностью. Эта фигура способна определять положение осей абсцисса, ордината и аппликата, поэтому она используется при базировании.
Во время базирования детали в призме опоры располагаются в координатных плоскостях. Призматическая заготовка базируется в координатный угол для выполнения принципа совмещения баз. При размещении заготовки в призме используются 3 поверхности. Под углом в 90° к изделию прикладывается сила. В результате возникновения трения между соприкоснувшимися поверхностями уменьшается величина смещения изделия в различных направлениях.
Если поменять направления вектора прикладываемой силы, то заготовка прижмется ко всем установочным базам одновременно. Если на установочной базе присутствует припуск, то его нужно удалить при помощи регулируемых опор. Заготовка не сможет двигаться вдоль координатных осей, потому что она лишена всех 6 степеней свободы. Установочной базой выступает плоскость с наибольшим размером. Направляющей базой считается поверхность с наибольшими показателями протяженности.
Для определения местоположения выбирается призма с неширокими установочными базами. Если деталь располагает обработанной базой, то используют призму с большой длиной. При базировании в призме возможно определить направление только в 1 координатной плоскости.
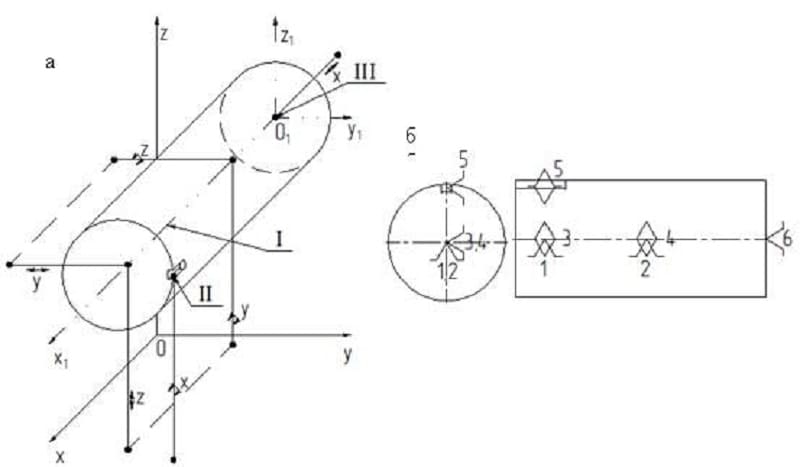
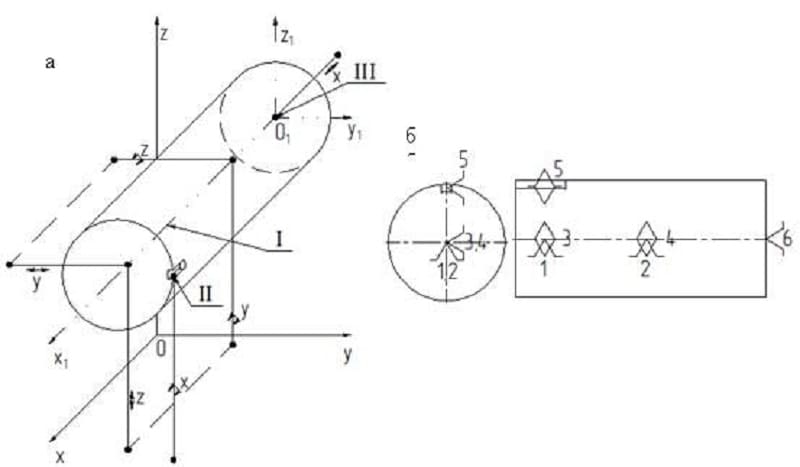
Схема базирования длинных цилиндрических деталей.
 | Чтобы точно определить положение валика в пространстве, необходимо задать пять координат, которые лишают его пять степеней свободы: возможности перемещаться в направлении осей OX, OY, OZ и вращаться относительно осей OX, OZ. Шестая 1. если есть у валика шпоночный паз, лыска и т.д. 2.е сли валик гладкий, то с помощью силового |
| Если координаты заменим призмой, то получим вторую схему базирования. |  |
Цилиндрическая поверхность вала, несущая
четыре опорные точки, называется двойной
направляющей. Торцовая поверхность – упорная
база.
Базирование призматической заготовки
Призмой является многогранник, у которого 2 грани являются равными многоугольниками. Она представляет собой установочное приспособление. Его поверхность является пазом и образована 2 наклонными плоскостями. Изготавливаются призматические фигуры с углом 90° и 120°. В промышленности призмы используются для нахождения расположения оси детали с неполной цилиндрической поверхностью. Эта фигура способна определять положение осей абсцисса, ордината и аппликата, поэтому она используется при базировании.
Во время базирования детали в призме опоры располагаются в координатных плоскостях. Призматическая заготовка базируется в координатный угол для выполнения принципа совмещения баз. При размещении заготовки в призме используются 3 поверхности. Под углом в 90° к изделию прикладывается сила. В результате возникновения трения между соприкоснувшимися поверхностями уменьшается величина смещения изделия в различных направлениях.
Если поменять направления вектора прикладываемой силы, то заготовка прижмется ко всем установочным базам одновременно. Если на установочной базе присутствует припуск, то его нужно удалить при помощи регулируемых опор. Заготовка не сможет двигаться вдоль координатных осей, потому что она лишена всех 6 степеней свободы. Установочной базой выступает плоскость с наибольшим размером. Направляющей базой считается поверхность с наибольшими показателями протяженности.
Для определения местоположения выбирается призма с неширокими установочными базами. Если деталь располагает обработанной базой, то используют призму с большой длиной. При базировании в призме возможно определить направление только в 1 координатной плоскости.
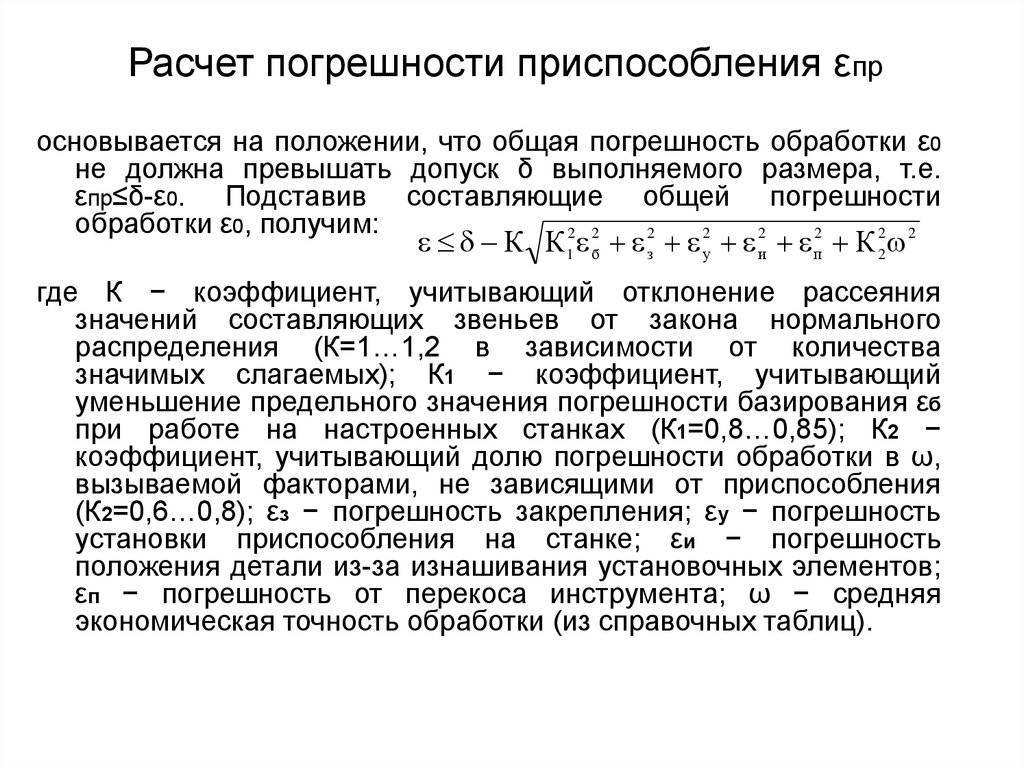
(3.7)
где К = 1,5-
гарантированный коэффициент запаса для всех случаев;
К = 1- коэффициент,
учитывающий состояние поверхности заготовки, при чистовой обработке;
К = 1,7 -коэффциент,
учитывающий увеличение силы резания от прогрессивного затупления инструмента;
К = 1-коэффициент,
учитывающий увеличение силы резания при прерывистом резании;
К = 1,3-коэффициент,
учитывающий постоянство силы зажима, развиваемой силовым приводом
приспособления, при перемещении ручного зажима;
К = 1-коэффициент,
учитывающий эргономику ручных зажимных устройств, при удобном расположении
рукояток и малом угле поворота рукоятки;
К = 1-коэффициент,
учитываемый только при наличии крутящих моментов, стремящихся повернуть
обрабатываемую деталь, при установке детали на опорные планки или другие
элементы с большой поверхностью контакта;
Базирование деталей цилиндрической формы
Фигура цилиндрической формой обладает 2 плоскостями симметрии. При пересечении они образуют ось, используемую при процедуре базирования. Во время определения местоположения цилиндрической заготовки применяются плоские поверхности, образующие вместе с осью набор баз. Они состоят из двойной направляющей и опорных базовых поверхностей. Они несут 4 точки опоры. Благодаря этой конструкции мастер сможет определить направление валика заготовки в 2 системах координат.
Чтобы указать правильное местоположение цилиндрической детали в пространстве, нужно найти 5 координатных точек. Они лишают изделие 5 степеней свободы. Последняя степень отнимается посредством следующих способов:
- Ориентирование на шпоночный паз, если этот элемент присутствует на заготовке.
- При помощи создания трения между базовыми поверхностями приложением силы.
Во время установки детали цилиндрической формы в обоих случаях рекомендуется использовать 1 единственную базовую поверхность, чтобы избежать смещения изделия.
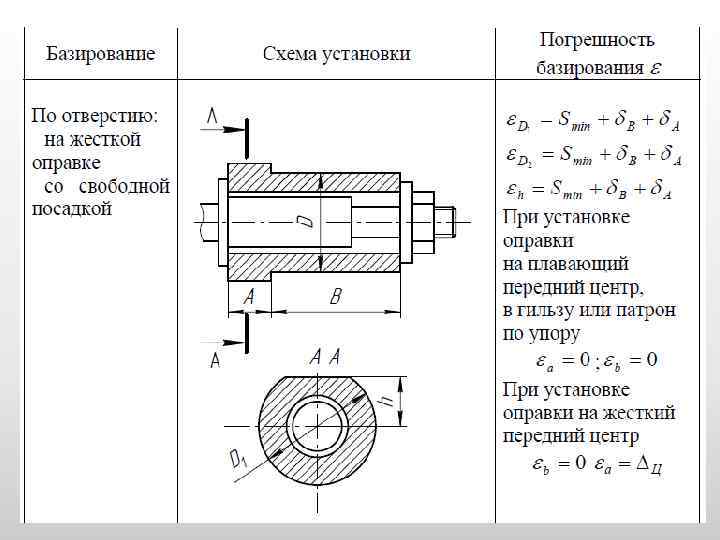
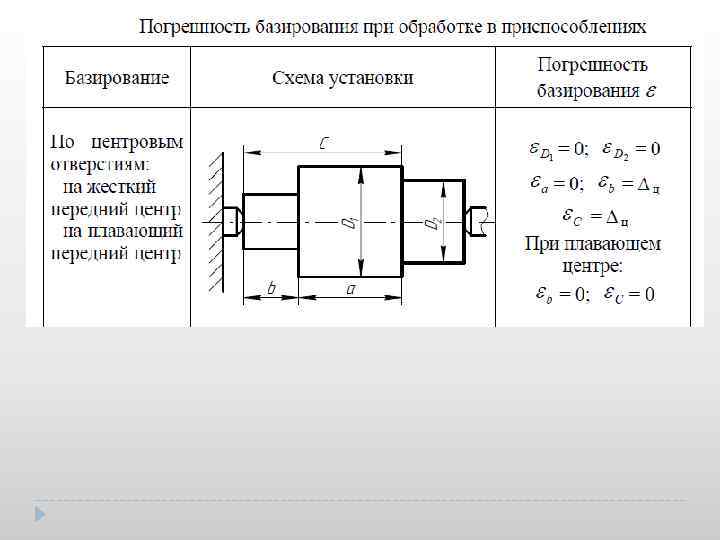
При расположении деталей в центрах применяются короткие цилиндрические отверстия. Одно из них выступает в роли упорной базовой поверхности, второе – в роли центрирующей базы. Каждая базовая поверхность лишает заготовку 3 степеней свободы.
Схема базирования призматических деталей.
| Всякое твердое тело, рассматриваемое в системе трех взаимно-перпендикулярных осей, может иметь шесть степеней свободы: три перемещения вдоль осей OX, OY, OZи повороты относительно тех же осей. Три координаты, определяющие положение детали относительно плоскости XOY, лишают трех степеней свободы – возможности перемещаться вдоль оси OZ и вращаться вокруг осей OY и OX. Две координаты, определяющие положение детали относительно плоскости ZOY, лишают ее двух степеней свободы – возможности перемещаться в направлдении сои OX и вращаться вокруг оси OZ. Шестая координата, определяющая положение детали относительно плоскости XOZ, лишаете последней степени свободы – возможности перемещаться в направлении оси OY. Поверхность детали, несущая три опорные точки, называется главной базирующей поверхностью; боковая поверхность с двумя точками – направляющей; торцовая поверхность с одной точкой – упорной. В качестве главной базы желательно выбирать поверхность, имеющую наибольшие габариты. В качестве направляющей – поверхность наибольшей протяженности. |

Абсолютная и относительная погрешности
Точность полученного в результате вычисления результата определяется погрешностью вычислений. Различают два вида погрешностей – абсолютную и относительную.
Абсолютная погрешность некоторого числа равна разности между его истинным значением и приближенным значением, полученным в результате вычисления или измерения:
(А.1)
где а – приближенное значение числа х.
Относительная погрешность – это отношение абсолютной погрешности к приближенному значению числа:
(А.2)
Истинное значение величины х обычно неизвестно. Имеется лишь приближенное значение а и нужно найти его предельную погрешность . В дальнейшем значение принимается в качестве абсолютной погрешности приближенного числа а. Тогда истинное значение х находится в интервале .
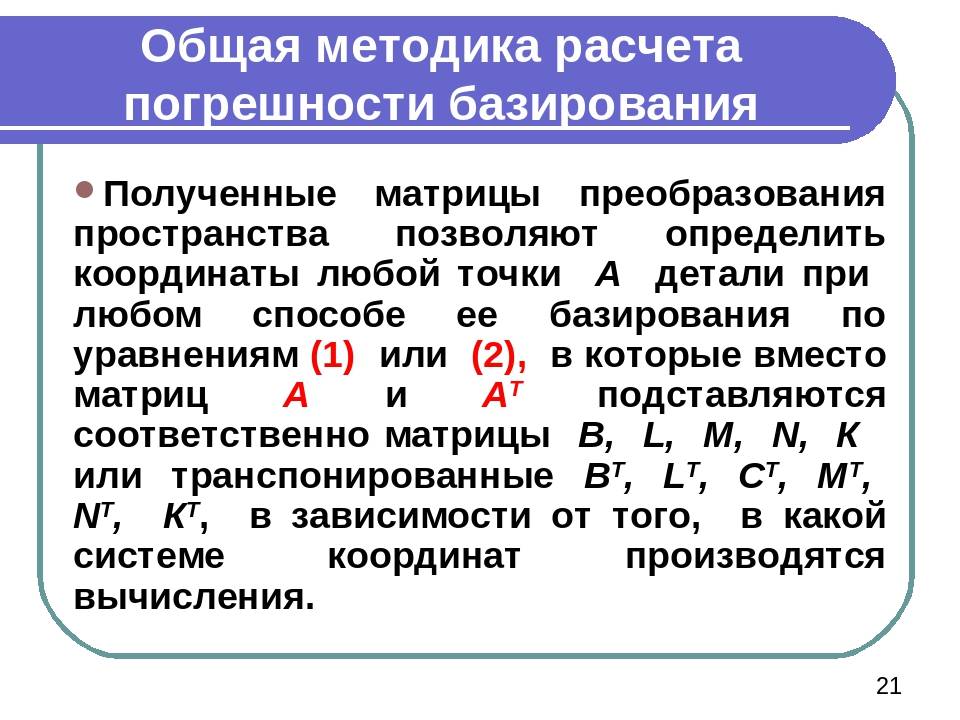
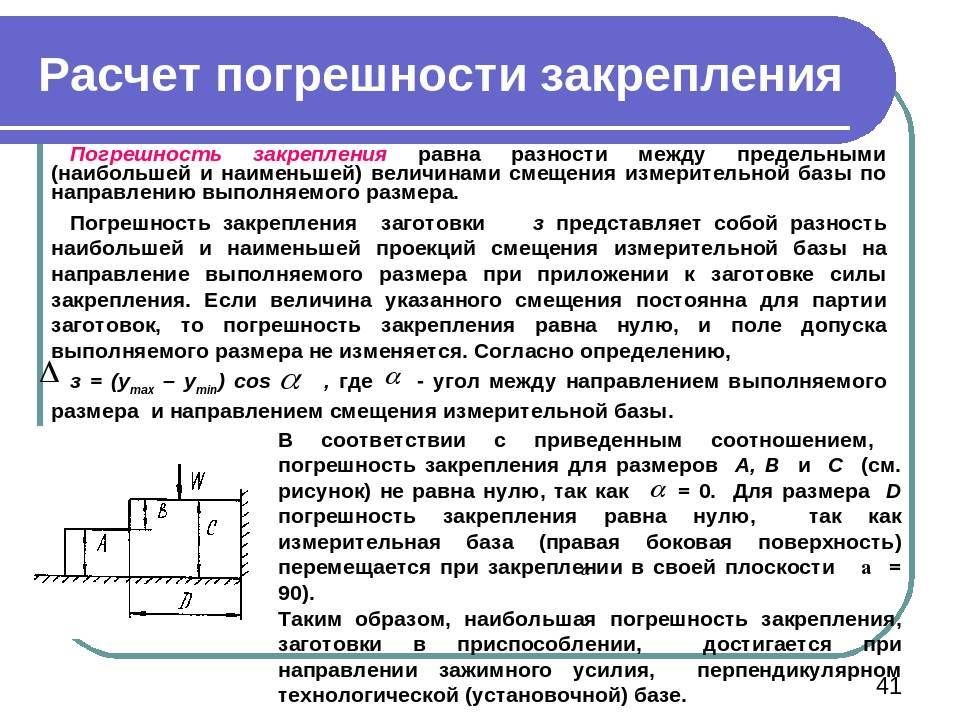
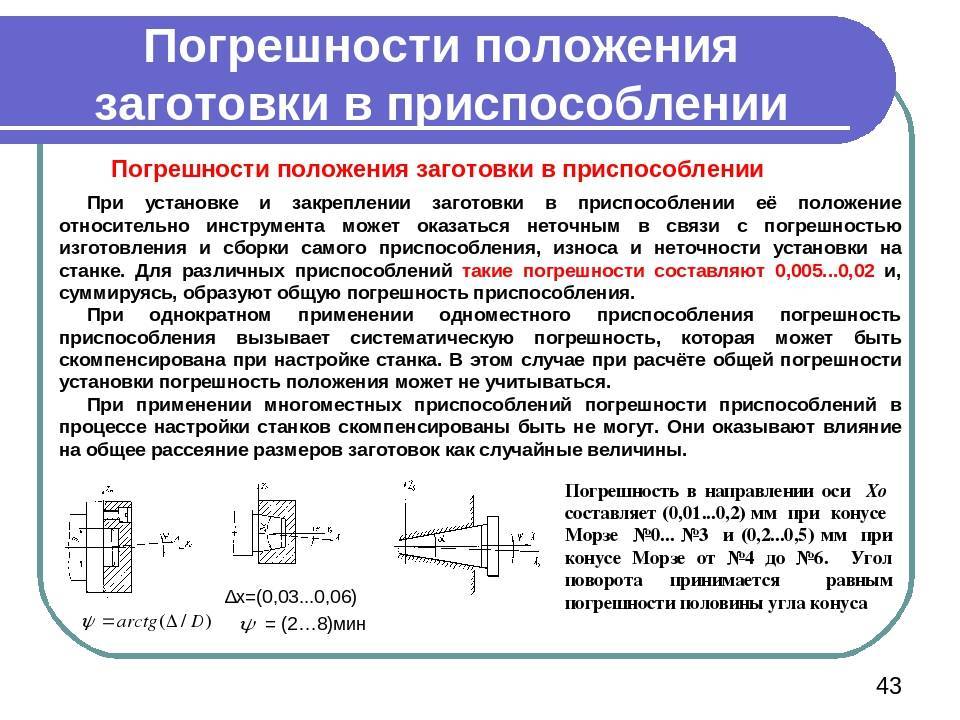
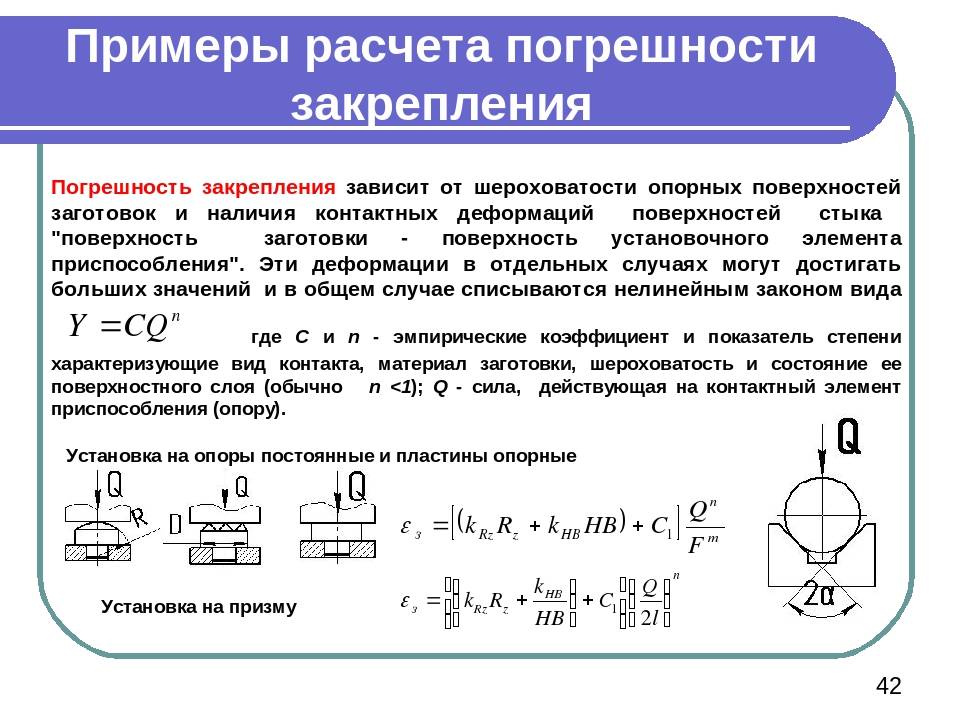
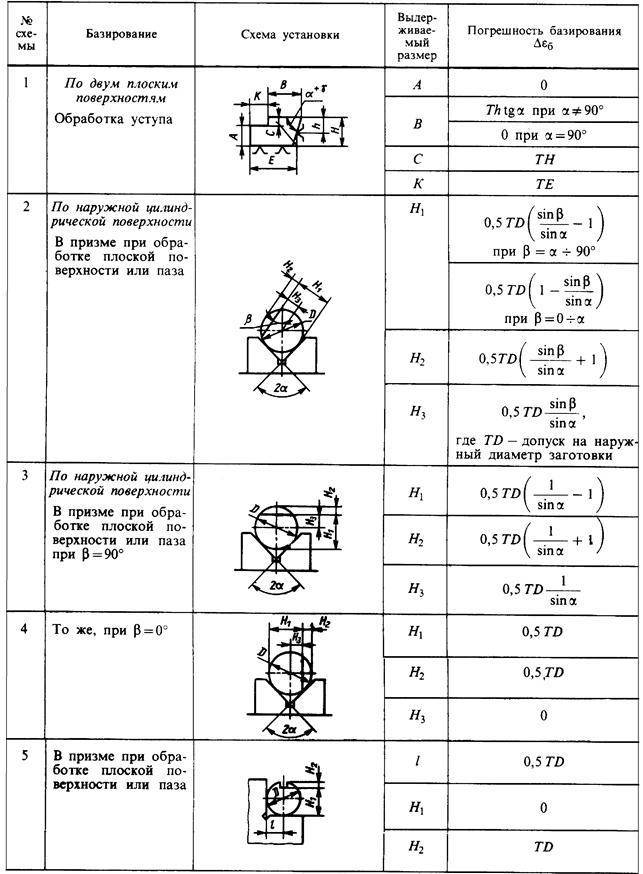
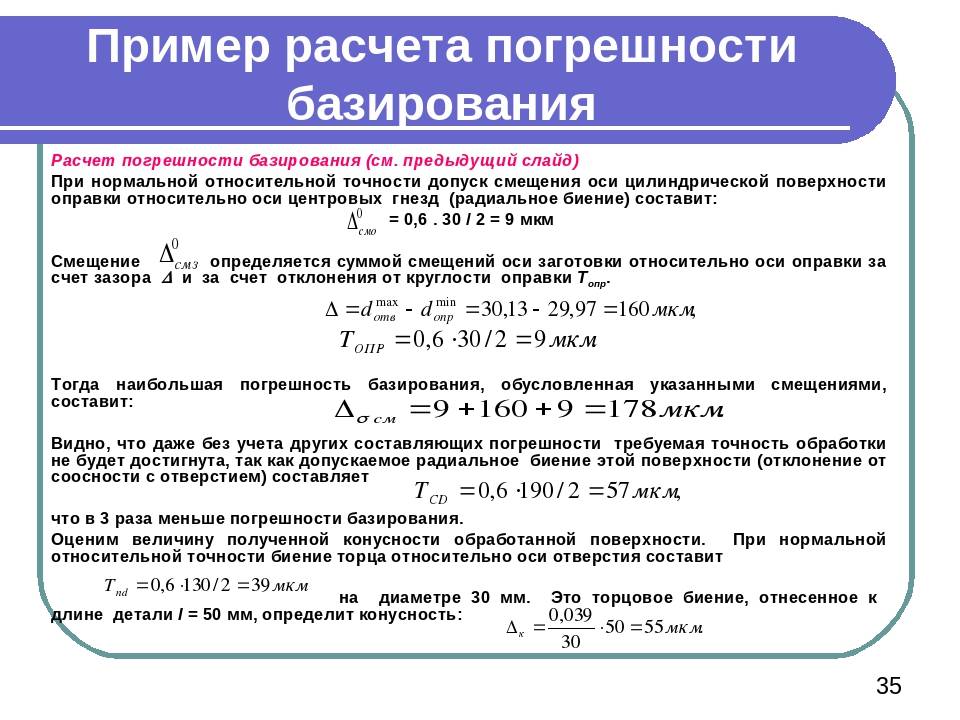
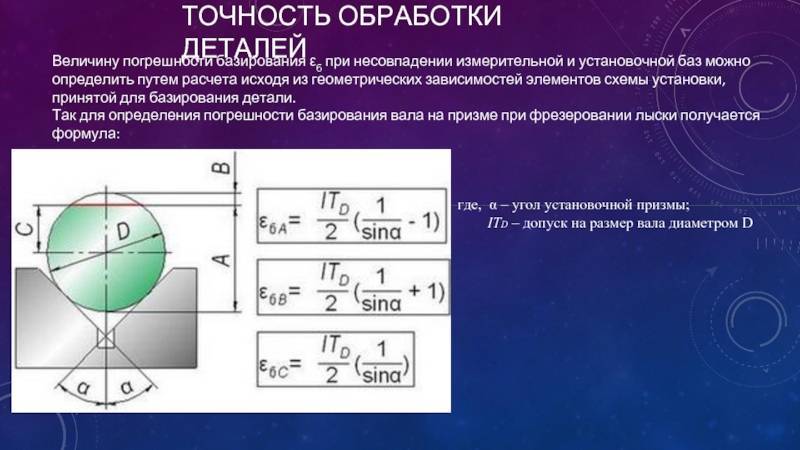
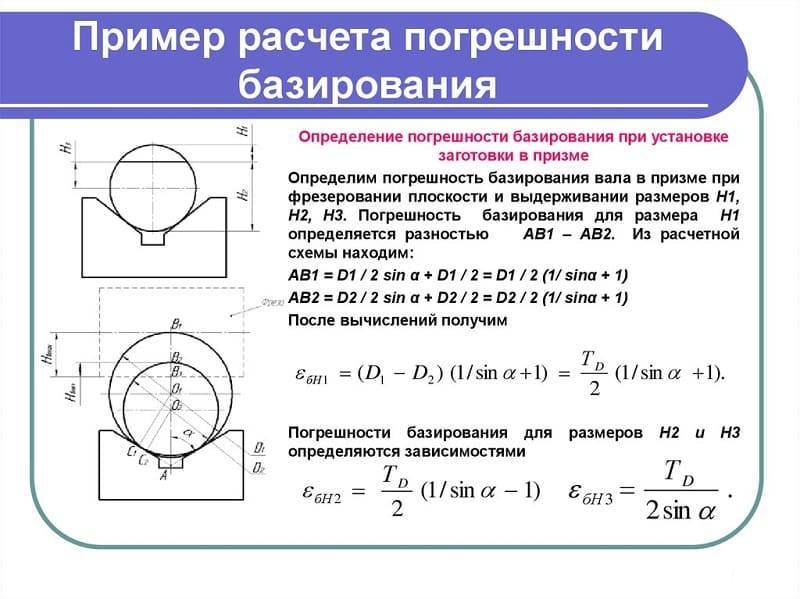
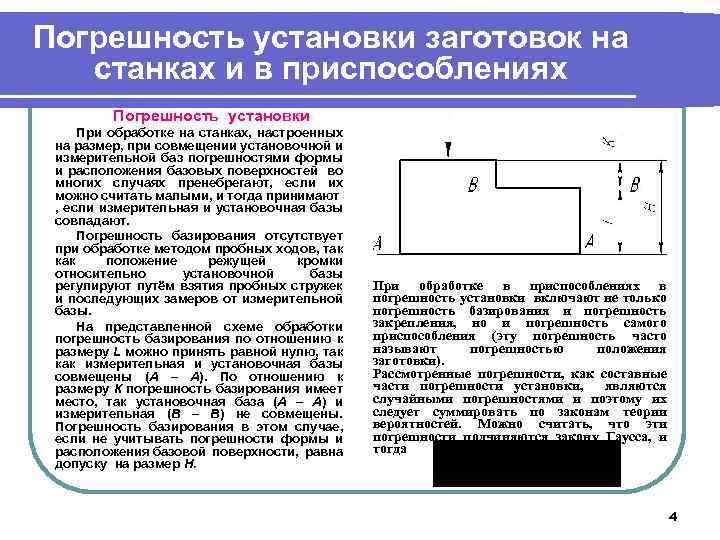
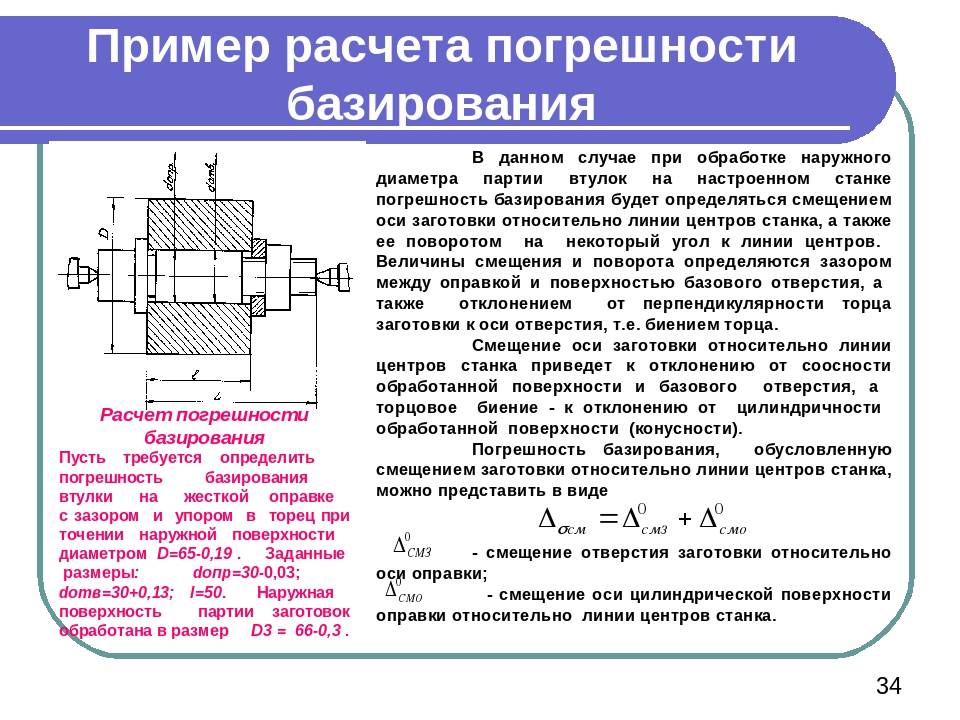
Расчет погрешности базирования заготовки в приспособлении
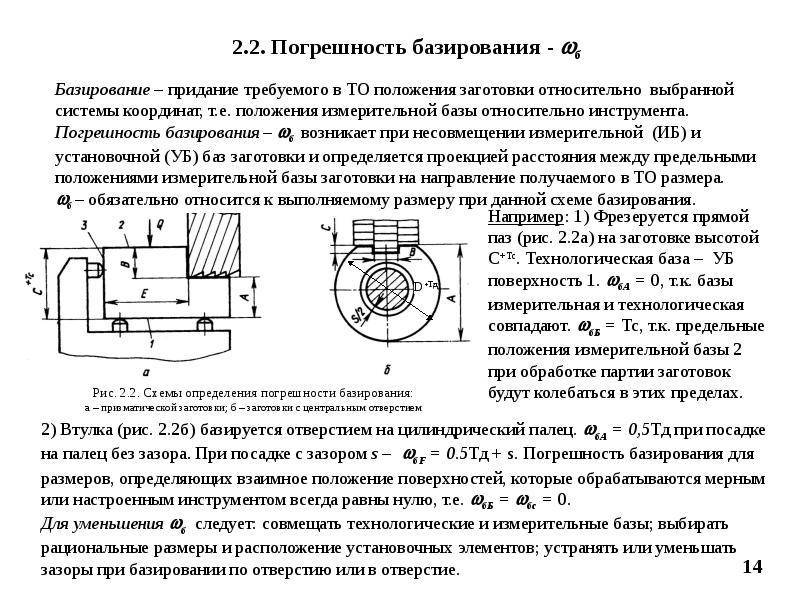
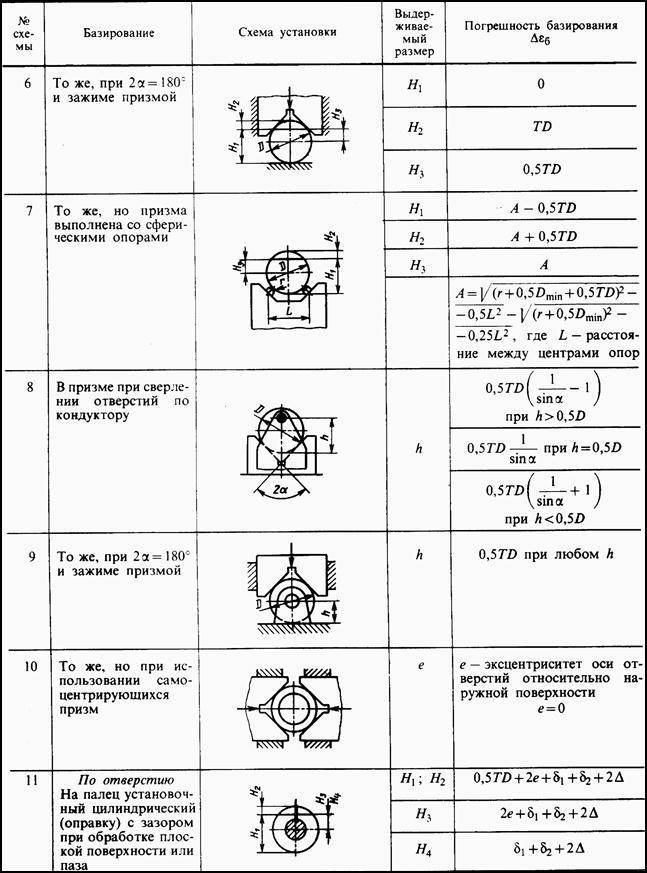
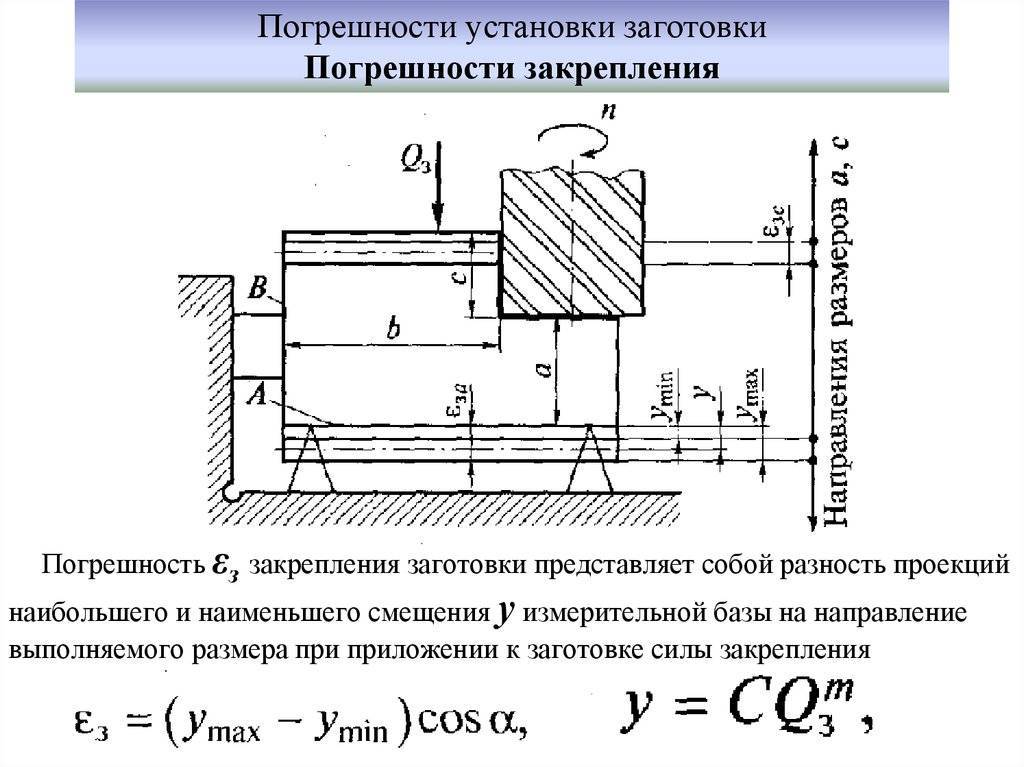
Погрешностью базирования называется отклонение конструкции заготовки относительно заданного местоположения. Она применяется во время обработки, эксплуатации и настройки детали на токарных или фрезерных станках. Выделяют следующие разновидности погрешности базирования заготовки:
Погрешность закрепления: возникает при зажатии детали на столе станка. Во время этого процесса происходит смещение установочных баз, лимитирующих движение заготовки. Погрешность закрепления обусловлена неправильным использованием установочных приборов и зажимов. Данные факторы приводят к деформации заготовленного материала. Погрешность установки: появляется после закрепления изделия на станковом оборудовании. Ее возникновение обусловлено несоответствие форм базовых поверхностей и наличие большого количества металлической стружки, образующейся во время нарезания детали. Происходит засорение обрабатываемой поверхности и последующее отклонение детали
Для минимизации погрешности заготовки важно следовать принципам постоянства и смещения базовых поверхностей. Систематическая погрешность: образуется из-за человеческого фактора —наблюдательности и аккуратности мастера, выполняющего настройку инструментов
Она возникает при нарушениях во время измерения размерных характеристик детали, написании неправильных чертежей и схем базирования и упрощении формул, необходимых для проведения расчетов.
На величину погрешности и точность обработки оказывают непосредственное влияние следующие факторы:
- Разница между действительными и номинальными размерами заготовки.
- Значение отклонения устанавливаемых конструкций относительно их взаимных расположений: перпендикулярности, концентричности и параллельности.
- Поломка станков и иных приспособлений, использующихся во время базирования. Неисправность оборудования обусловлена несоблюдением правил эксплуатации или недочетами, возникшими во время производства несущих конструкций приборов. Эти факторы приводят к возникновению зазоров на винтах и шпинделях установочного оборудования.
- Изменение формы заготовки, произошедшие до проведения процедуры обработки. Они обусловлены внешними повреждениями конструкции или неправильным местоположением изделия.
Расчет погрешности базирования проводится при помощи использования математической формулы: εБ.ДОП ≤δ — ∆
Во время определения величины отклонения важно учитывать, что действительная погрешность обязана быть меньше допустимых значений. Результат расчетов всегда является неточным. Для расчета погрешности был разработан общий алгоритм вычисления:
Для расчета погрешности был разработан общий алгоритм вычисления:
- Необходимо правильно определить местоположение базы на основе размеров устанавливаемой детали.
- Найти расположение технологической базовой поверхности, что позволит мастеру правильно подобрать место размещения заготовки для проведения ее обработки.
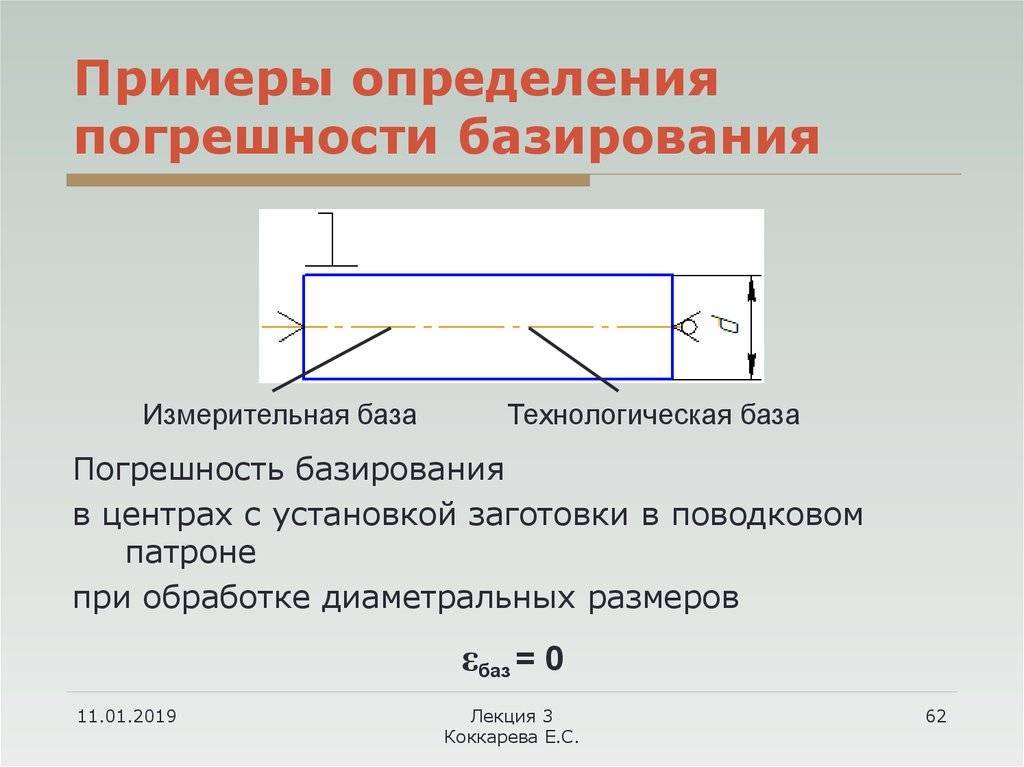
- Если технологическая база совмещается с измерительной, то погрешность базирования будет равняться 0.
- В случае, когда базы различаются и не совмещаются при наложении, то осуществляются геометрические расчеты величины отклонения. Результаты измерения вычитаются из предельно допустимых значений погрешности. Разность показывает действительную величину отклонения изделия. Все расчеты производятся по общей формуле: = Т — ∆ж.
Если отсутствуют общий базис и предельные значений погрешности, то необходимо найти исходную базовую поверхность. Если она не изменяет исходное местоположение, то значение погрешности равняется 0.
Базирование призматической заготовки
Призмой является многогранник, у которого 2 грани являются равными многоугольниками. Она представляет собой установочное приспособление. Его поверхность является пазом и образована 2 наклонными плоскостями. Изготавливаются призматические фигуры с углом 90° и 120°. В промышленности призмы используются для нахождения расположения оси детали с неполной цилиндрической поверхностью. Эта фигура способна определять положение осей абсцисса, ордината и аппликата, поэтому она используется при базировании.
Во время базирования детали в призме опоры располагаются в координатных плоскостях. Призматическая заготовка базируется в координатный угол для выполнения принципа совмещения баз. При размещении заготовки в призме используются 3 поверхности. Под углом в 90° к изделию прикладывается сила. В результате возникновения трения между соприкоснувшимися поверхностями уменьшается величина смещения изделия в различных направлениях.
Если поменять направления вектора прикладываемой силы, то заготовка прижмется ко всем установочным базам одновременно. Если на установочной базе присутствует припуск, то его нужно удалить при помощи регулируемых опор. Заготовка не сможет двигаться вдоль координатных осей, потому что она лишена всех 6 степеней свободы. Установочной базой выступает плоскость с наибольшим размером. Направляющей базой считается поверхность с наибольшими показателями протяженности.
Для определения местоположения выбирается призма с неширокими установочными базами. Если деталь располагает обработанной базой, то используют призму с большой длиной. При базировании в призме возможно определить направление только в 1 координатной плоскости.
Базирование деталей цилиндрической формы
Фигура цилиндрической формой обладает 2 плоскостями симметрии. При пересечении они образуют ось, используемую при процедуре базирования. Во время определения местоположения цилиндрической заготовки применяются плоские поверхности, образующие вместе с осью набор баз. Они состоят из двойной направляющей и опорных базовых поверхностей. Они несут 4 точки опоры. Благодаря этой конструкции мастер сможет определить направление валика заготовки в 2 системах координат.
Чтобы указать правильное местоположение цилиндрической детали в пространстве, нужно найти 5 координатных точек. Они лишают изделие 5 степеней свободы. Последняя степень отнимается посредством следующих способов:
- Ориентирование на шпоночный паз, если этот элемент присутствует на заготовке.
- При помощи создания трения между базовыми поверхностями приложением силы.
Во время установки детали цилиндрической формы в обоих случаях рекомендуется использовать 1 единственную базовую поверхность, чтобы избежать смещения изделия.
При расположении деталей в центрах применяются короткие цилиндрические отверстия. Одно из них выступает в роли упорной базовой поверхности, второе – в роли центрирующей базы. Каждая базовая поверхность лишает заготовку 3 степеней свободы.
Расчет погрешности базирования заготовки в приспособлении
Погрешностью базирования называется отклонение конструкции заготовки относительно заданного местоположения. Она применяется во время обработки, эксплуатации и настройки детали на токарных или фрезерных станках. Выделяют следующие разновидности погрешности базирования заготовки:
Погрешность закрепления: возникает при зажатии детали на столе станка. Во время этого процесса происходит смещение установочных баз, лимитирующих движение заготовки. Погрешность закрепления обусловлена неправильным использованием установочных приборов и зажимов. Данные факторы приводят к деформации заготовленного материала. Погрешность установки: появляется после закрепления изделия на станковом оборудовании. Ее возникновение обусловлено несоответствие форм базовых поверхностей и наличие большого количества металлической стружки, образующейся во время нарезания детали. Происходит засорение обрабатываемой поверхности и последующее отклонение детали
Для минимизации погрешности заготовки важно следовать принципам постоянства и смещения базовых поверхностей. Систематическая погрешность: образуется из-за человеческого фактора —наблюдательности и аккуратности мастера, выполняющего настройку инструментов. Она возникает при нарушениях во время измерения размерных характеристик детали, написании неправильных чертежей и схем базирования и упрощении формул, необходимых для проведения расчетов
Она возникает при нарушениях во время измерения размерных характеристик детали, написании неправильных чертежей и схем базирования и упрощении формул, необходимых для проведения расчетов.
На величину погрешности и точность обработки оказывают непосредственное влияние следующие факторы:
- Разница между действительными и номинальными размерами заготовки.
- Значение отклонения устанавливаемых конструкций относительно их взаимных расположений: перпендикулярности, концентричности и параллельности.
- Поломка станков и иных приспособлений, использующихся во время базирования. Неисправность оборудования обусловлена несоблюдением правил эксплуатации или недочетами, возникшими во время производства несущих конструкций приборов. Эти факторы приводят к возникновению зазоров на винтах и шпинделях установочного оборудования.
- Изменение формы заготовки, произошедшие до проведения процедуры обработки. Они обусловлены внешними повреждениями конструкции или неправильным местоположением изделия.
Расчет погрешности базирования проводится при помощи использования математической формулы: εБ.ДОП ≤δ — ∆
Во время определения величины отклонения важно учитывать, что действительная погрешность обязана быть меньше допустимых значений. Результат расчетов всегда является неточным
Для расчета погрешности был разработан общий алгоритм вычисления:
Для расчета погрешности был разработан общий алгоритм вычисления:
- Необходимо правильно определить местоположение базы на основе размеров устанавливаемой детали.
- Найти расположение технологической базовой поверхности, что позволит мастеру правильно подобрать место размещения заготовки для проведения ее обработки.
- Если технологическая база совмещается с измерительной, то погрешность базирования будет равняться 0.
- В случае, когда базы различаются и не совмещаются при наложении, то осуществляются геометрические расчеты величины отклонения. Результаты измерения вычитаются из предельно допустимых значений погрешности. Разность показывает действительную величину отклонения изделия. Все расчеты производятся по общей формуле: = Т — ∆ж.
Если отсутствуют общий базис и предельные значений погрешности, то необходимо найти исходную базовую поверхность. Если она не изменяет исходное местоположение, то значение погрешности равняется 0.
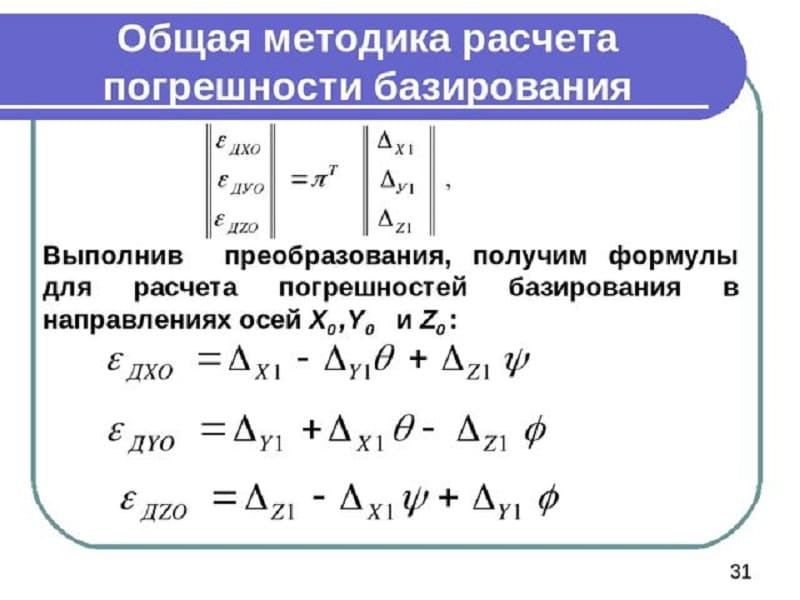
3.1.2 Расчёт погрешности установки детали в приспособление
При расчете приспособления на точность
суммарная погрешность ε при обработке детали не должна превышать величину
допуска Т выполняемого размера при обработке детали.
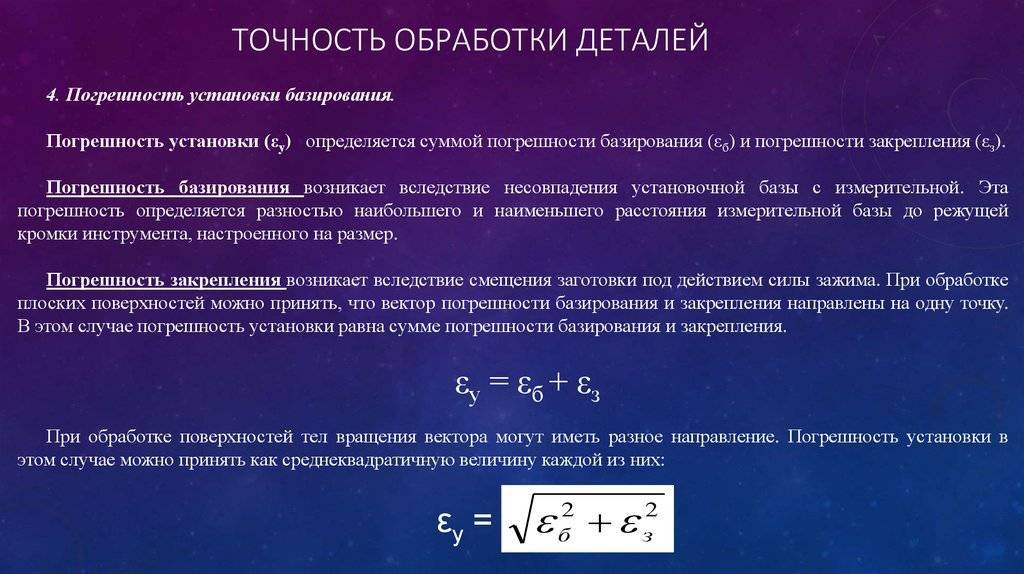
Погрешность
установки εу заготовки определяется по формуле:
,мм (3.1)
где — погрешность базирования
— погрешность
закрепления
Погрешность базирования ε представляет собой
отклонение фактического положения заготовки от требуемого и определяется как
предельный допуск рассеяния расстояния м/д измерительной и технологической
базами в направлении выполняемого размера.
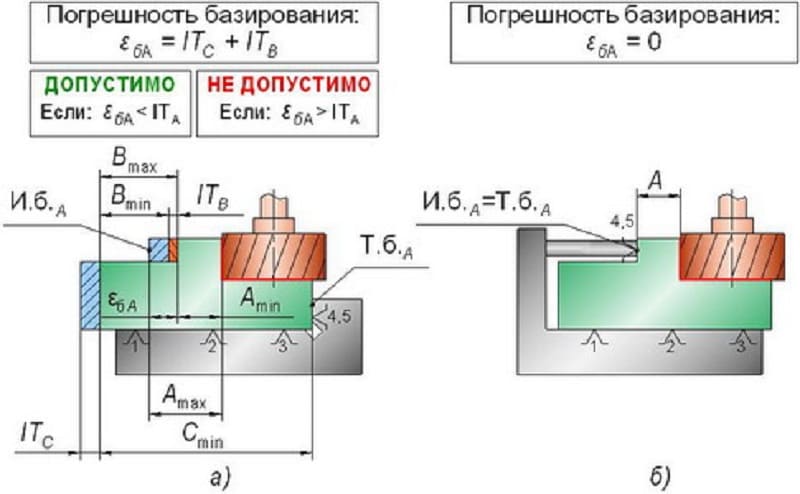
Возникает погрешность базирования ε при не совмещении
технологической и измерительной баз, при совпадении этих баз данная погрешность
равна нулю
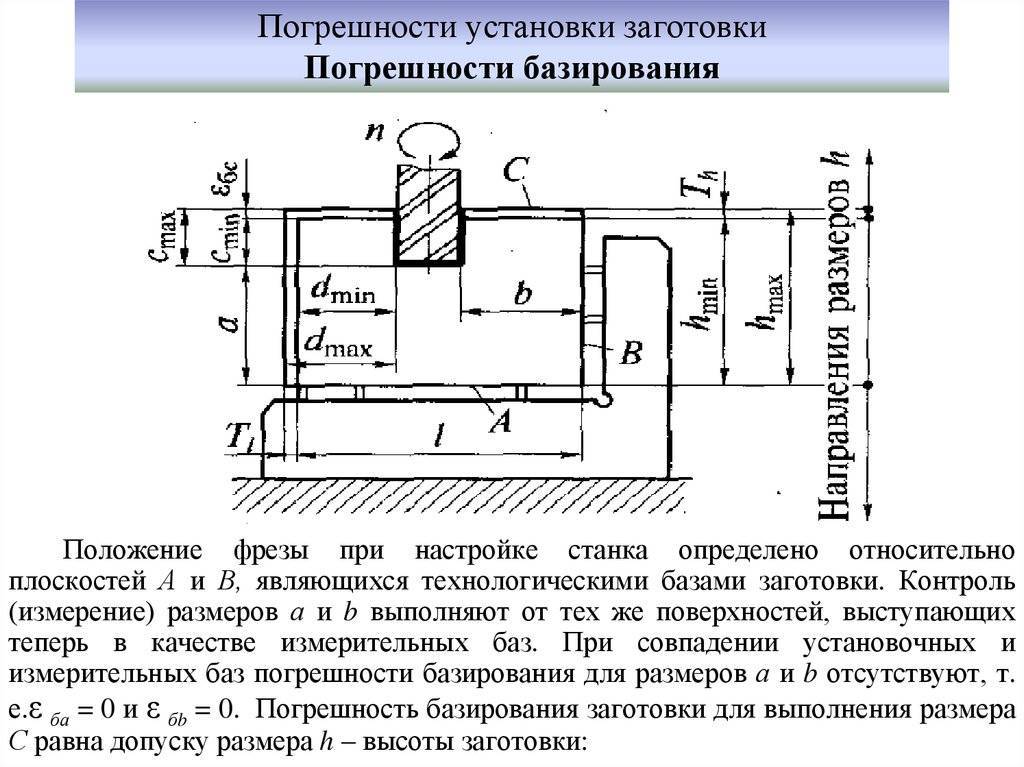
Таблица 1-Расчет погрешности установки
7±0,5 | 1 | 0,12 | 0,12 | Совпадение измерительной и технологической | |
125H15 | 1,6 | 0,16 | 0,16 | Совпадение измерительной и технологической | |
14P9 | 0,11 | Обеспечивается инструментом | |||
5,5 | 0,2 | 0,021 | 0,12 | 0,12 |
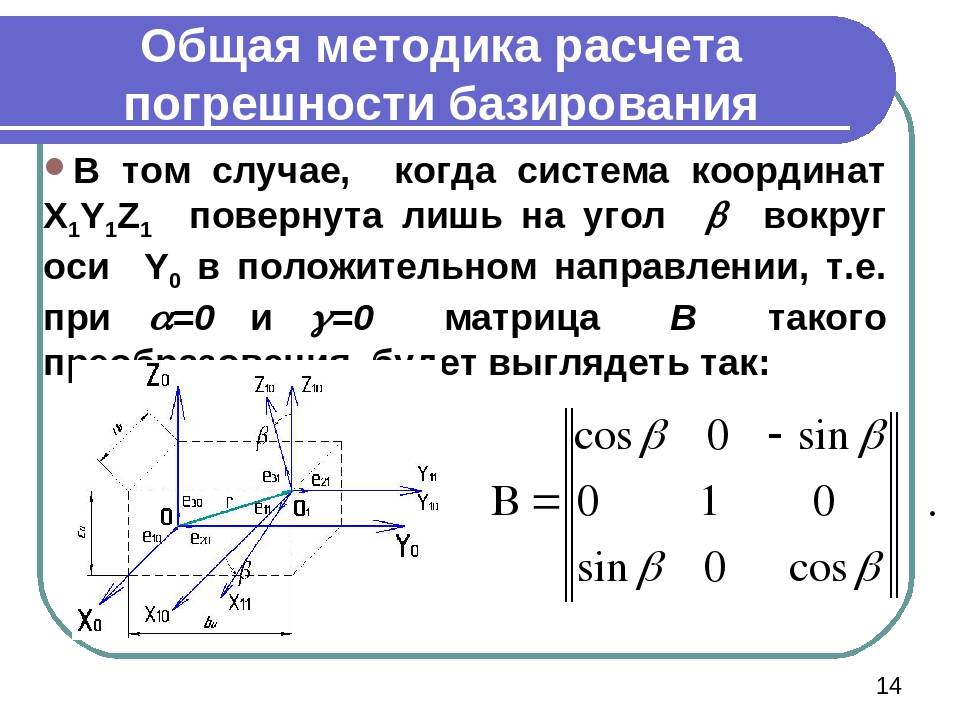
По характеру проявления
Скрытая база — база в виде воображаемой
плоскости, оси или точки.Явная база — база в виде реальной поверхности,
разметочной риски или точки пересечения рисок.
Большинство деталей машин ограничено
простейшими поверхностями – плоскими,
цилиндрическими, коническими, которые
используются в качестве опорных установочных
баз.
Существует пять классические схемы
базирования: базирование призматических
деталей, базирование длинных цилиндрических
деталей, базирование коротких цилиндрических
деталей, базирование по короткой конической
поверхности(центровое отверстие), базирование по
длинной конической поверхности (конус Морзе
шпинделя станка).
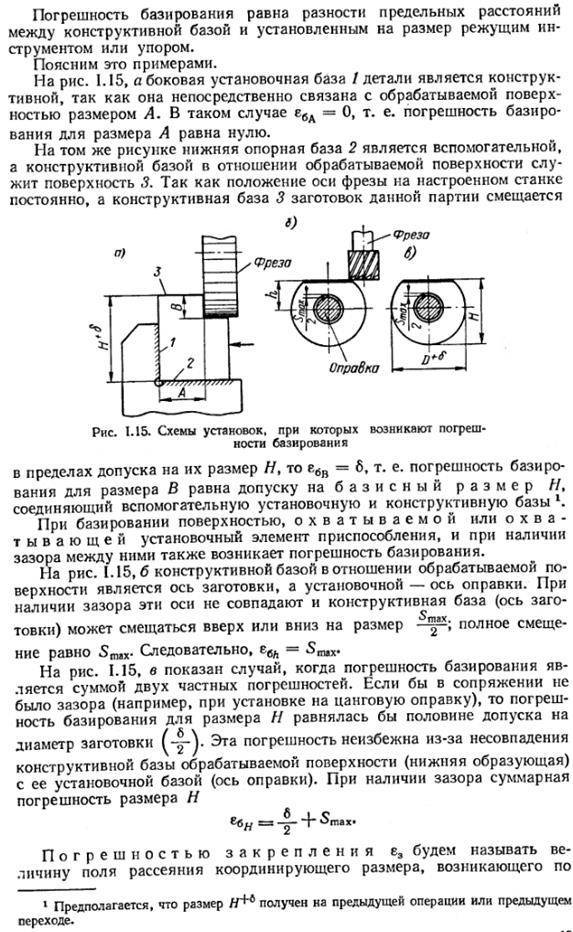
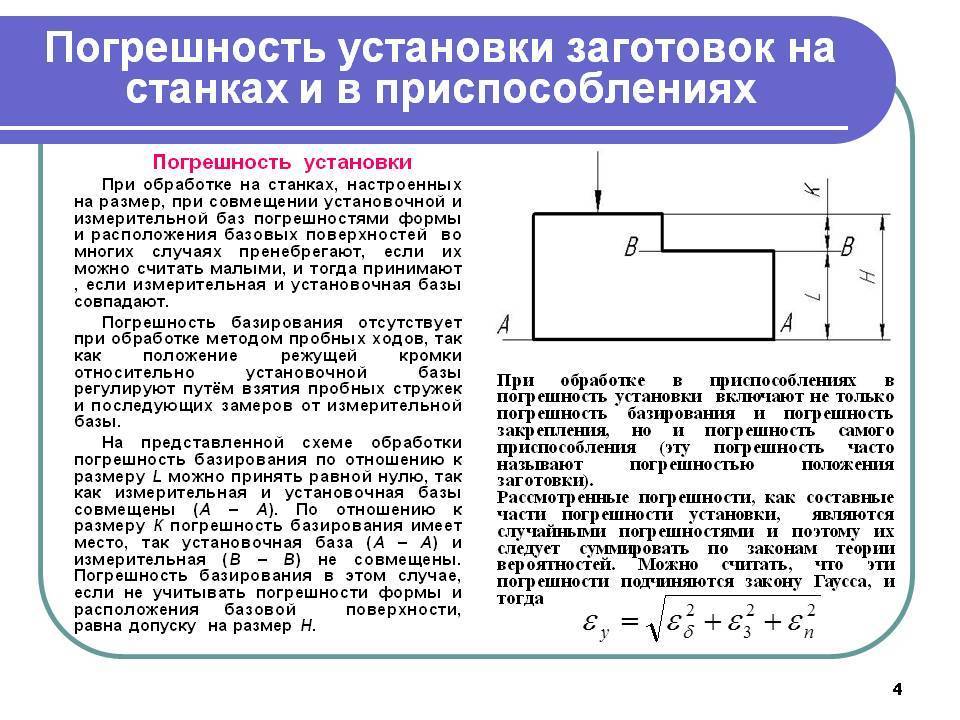
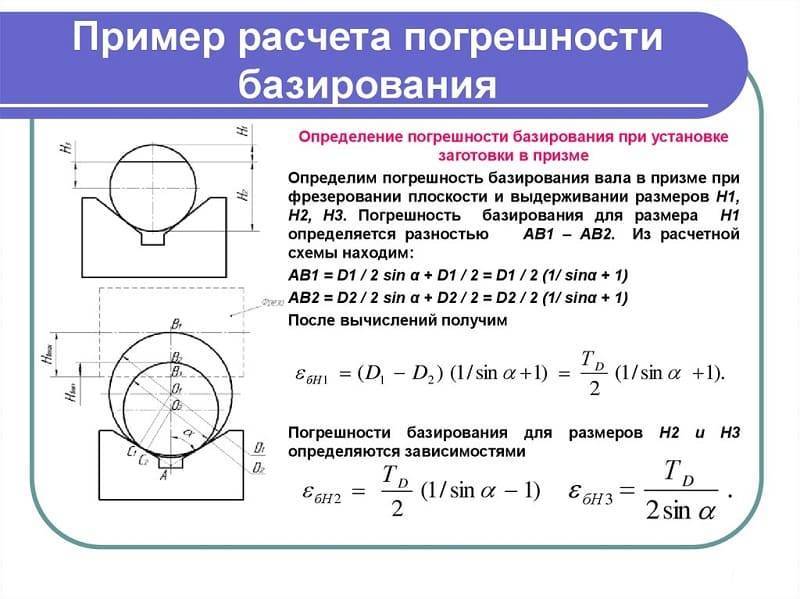
Расчет погрешности базирования заготовки в приспособлении
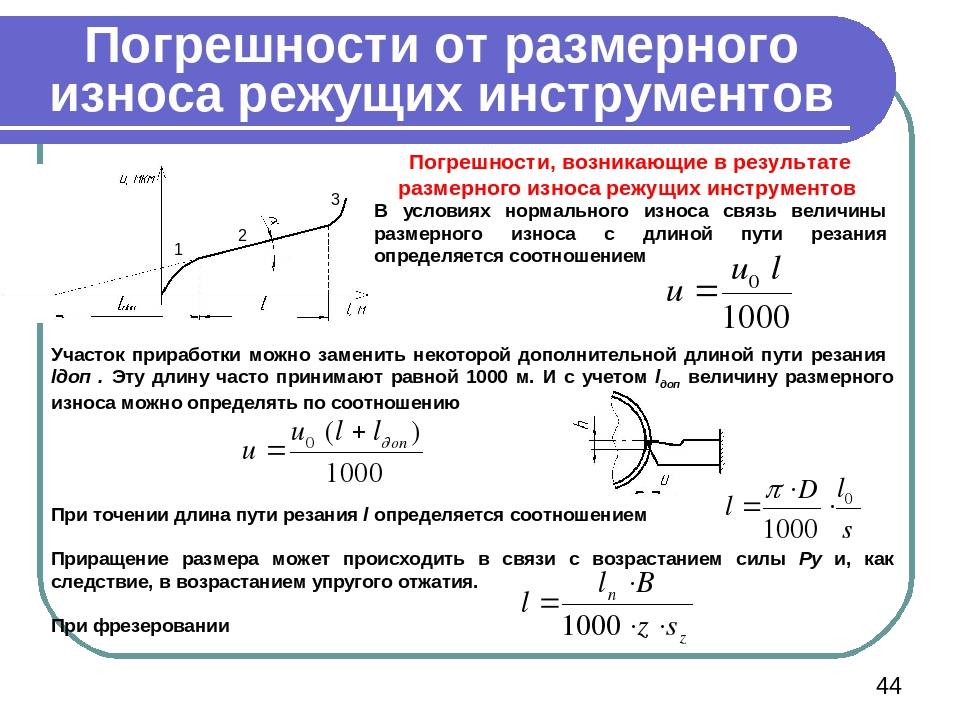
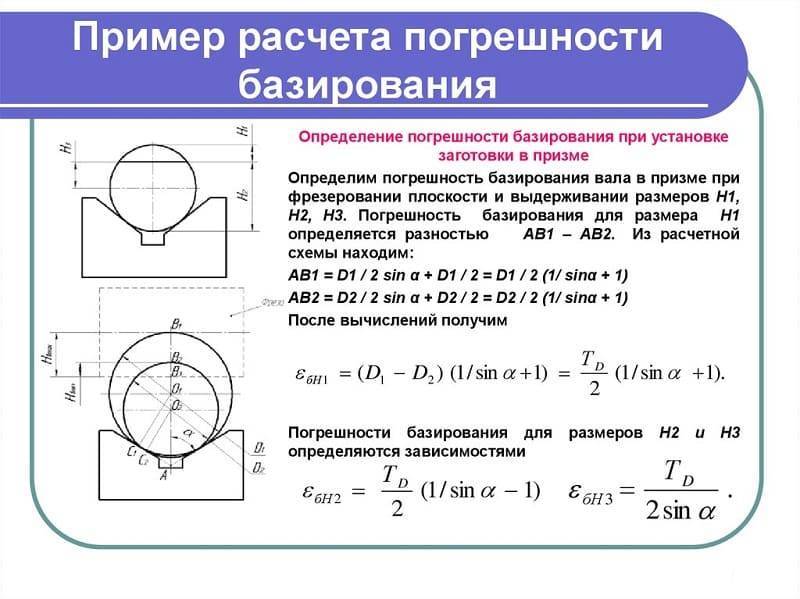
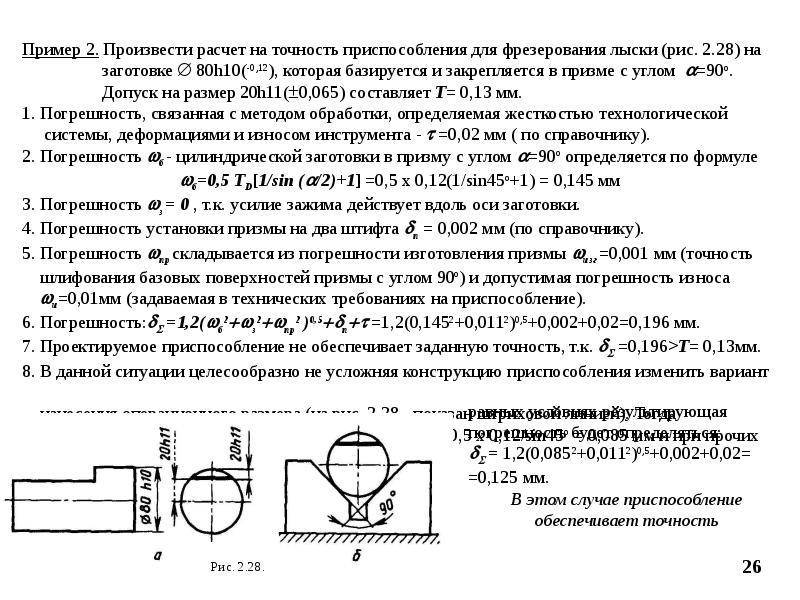
Погрешностью базирования называется разность предельных расстояний измерительной базы относительно установленного на требуемый размер обрабатываемой детали режущего инструмента.
Погрешность базирования возникает тогда, когда измерительная база не совпадает с установочной.
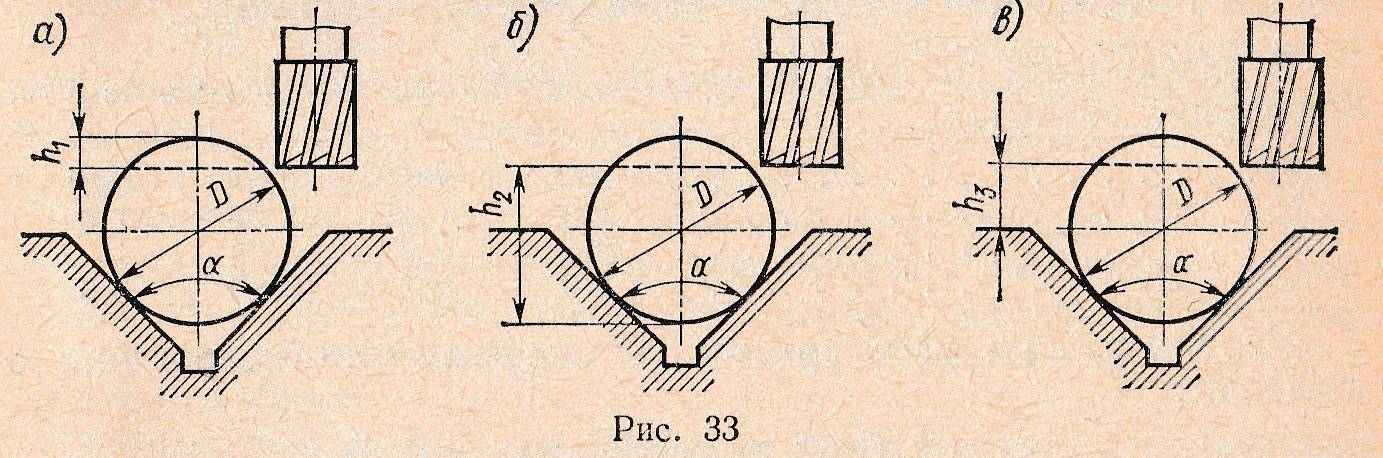
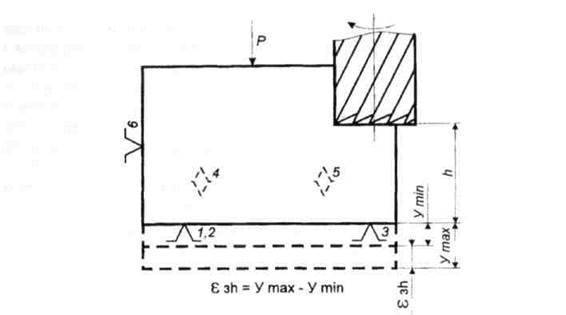
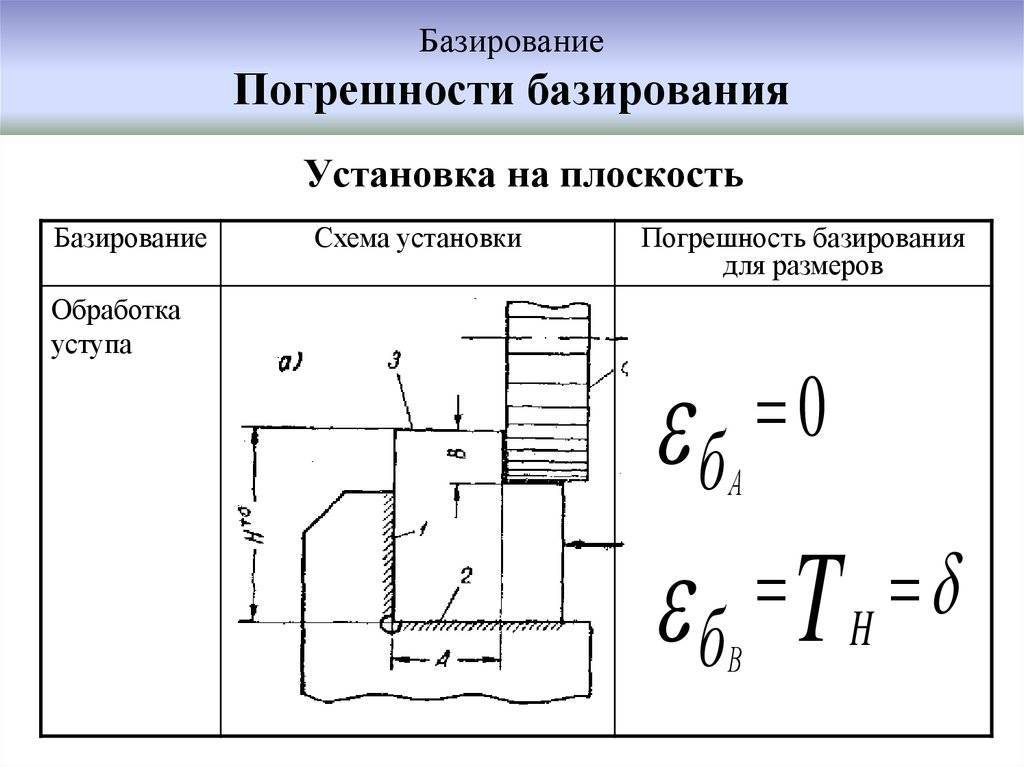
Рисунок 2 — схема базирования детали в приспособлении
Погрешность базирования для ширины паза Н равна нулю, поскольку заданный размер обеспечивается конструкцией режущего инструмента.
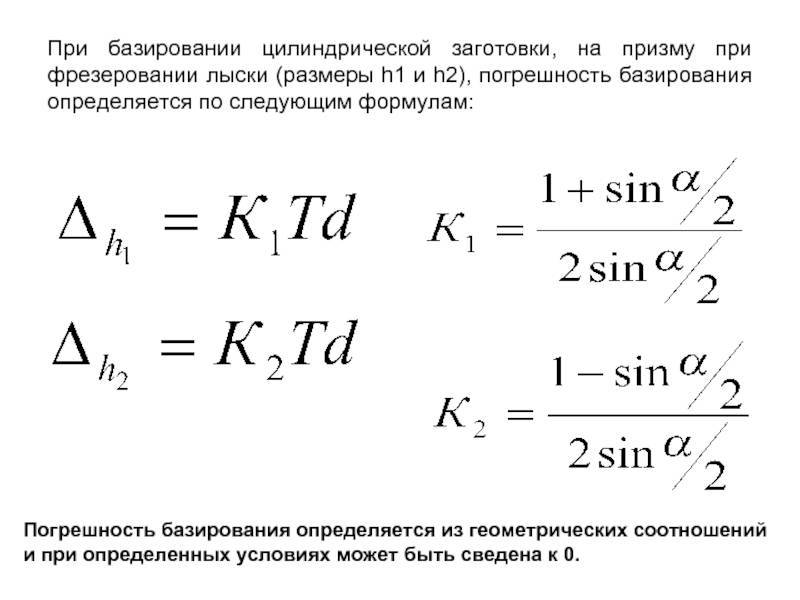
Погрешность базирования для глубины паза принимают:
где ТL — допуск на длину L, мм, вычисляют по формуле:
где es — верхнее отклонение
ei — нижнее отклонение
Необходимо, чтобы выполнялось условие
К1 — коэффициент, учитывающий состояние поверхности заготовок
К2 — коэффициент, учитывающий увеличение сил резания от прогрессирующего затупления инструмента
К3 — коэффициент, учитывающий увеличение силы резания при прерывистости резания при точении
К4 — коэффициент, учитывающий постоянство силы зажима, развиваемой силовым приводом приспособления
К5 — коэффициент, учитывающий эргономику зажимных элементов
К6 — коэффициент, учитываемый только при наличии крутящего момента, стремящегося повернуть обрабатываемую деталь
Pz — сила резания, Н, вычисляют по формуле:
где Ср — коэффициент, учитывающий влияние обрабатываемого материала и условий обработки
t — глубина резания
Sz — подача на зуб
В — глубина паза
Z — число зубьев
D — диаметр фрезы
n — частота вращения
q, w, x, y, u — коэффициенты, влияющие на диаметр, частоту вращения, глубину резания и подачу на зуб, глубину паза
f1=f2 — коэффициенты трения в местах контакта детали и приспособления;
Усилие, создаваемое рычагом посредством пневмоцилиндра Q, Н, вычисляют по формуле:
где W — усилие зажима
l1 — высота рычага
l2 — расстояние между центрами пневмоцилиндра и рычага
Рисунок 4 — схема, определяющая тянущее усилие
Методы Корнфельда и Стьюдента
Некоторые экспериментальные исследования требуют многократного измерения одного и того же показателя с помощью аппаратуры или приспособлений. В этом случае высока вероятность возникновения отклонений разброса. Определить ее величины можно разными способами. Самый распространенный и доступный из них называется по автору — методом Корнфельда.
Он применяется в ситуации, когда какая-либо физическая величина была измерена n раз. В этом случае рекомендован следующий порядок действий:
- Предполагается, что имеется ряд результатов измерений от Х1 до Хn.
- Из этих величин выбирают минимальную и максимальную.
- Вычисляют среднее значение Х.
- В пределах от наименьшего до наибольшего показателя выбирают доверительный интервал.
- Чтобы найти абсолютное отклонение, необходимо вычесть из максимального результата измерения величину минимального. Полученную разность делят пополам.
Метод Корнфельда имеет существенный недостаток. Чтобы определить вероятность приведенного результата, необходимо провести большое количество измерений. При этом нет возможности изменить границы доверительного интервала. Более точные данные можно получить, используя метод расчета Стьюдента. Для этого используют специальные таблицы, где отражены так называемые коэффициенты Стьюдента.
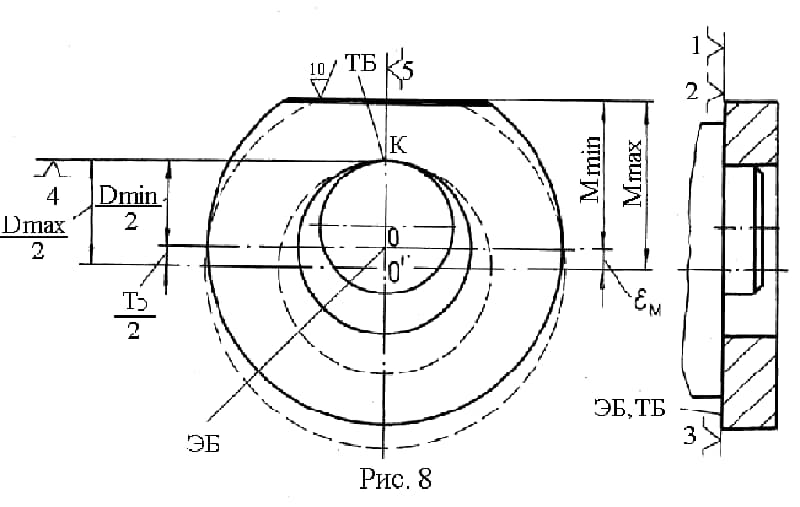
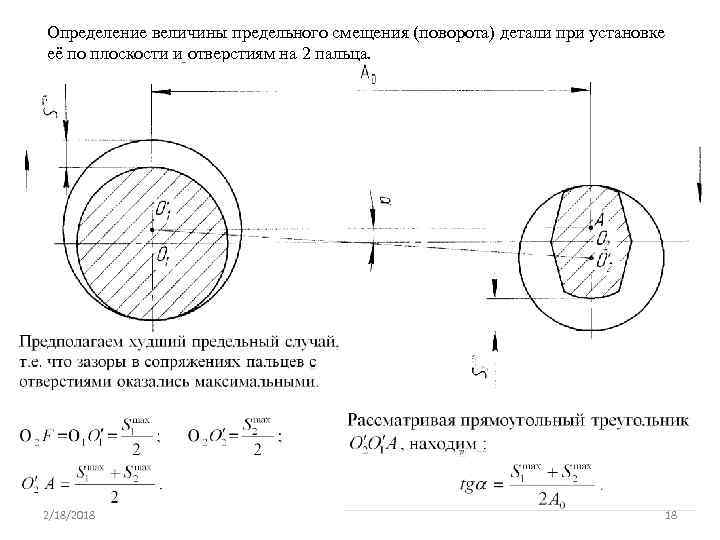
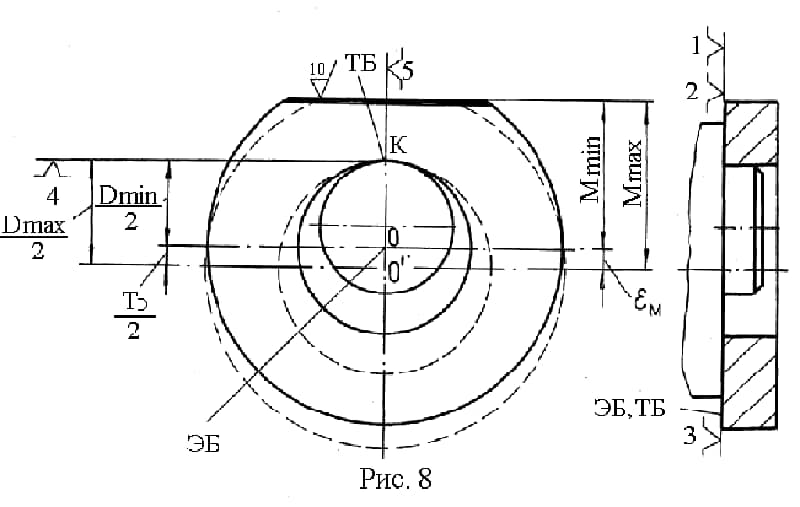
Базирование деталей типа дисков
Заготовки в форме диска представляют собой предмет в виде круга или низкого цилиндра. Они обладают небольшой длиной и 2 плоскостями симметрии. Из-за необычного строения возникают сложности во время обработки торцов дисковых изделий. Торцовые поверхности являются параллельными, они пересекаются с осью отверстия под углом 90°. Производятся диски из листового проката при помощи отрезания или воздействия ацетилено-кислородного пламени.
Центрирование производится при помощи самоцентрирующих кулачков. На ось с цилиндрической поверхностью накладываются 2 связи, что не позволяет заготовке свободно перемещаться по осям абсцисса и ордината. Чтобы лишить диск возможности перемещения по оси аппликата, необходимо наложить дополнительную геометрическую связи. В этом случае ось является опорной базой. Для деталей типа диск используется установочная, опорная и двойная опорная базы.
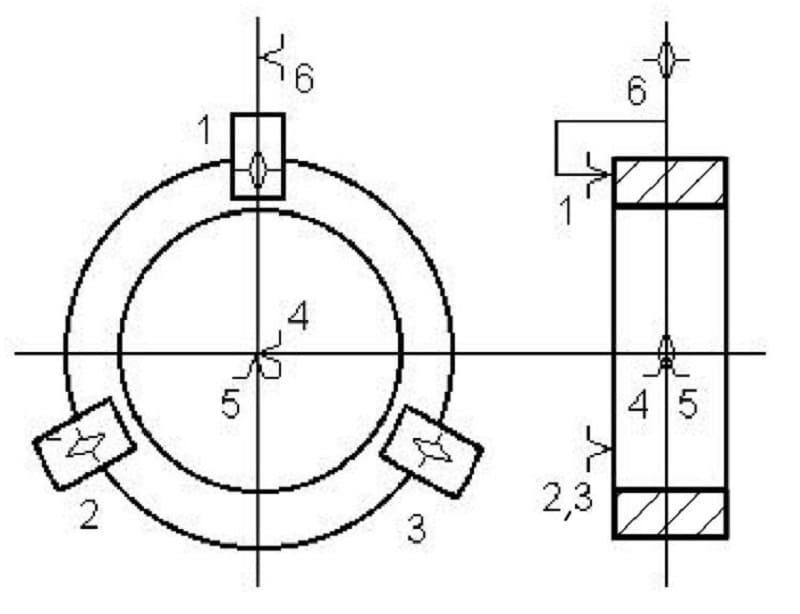
В начале процедуры базирование диск крепится на кулачках патрона. Торец детали обтачивают до кулачков. Внешнюю поверхность, оставшуюся необработанной, подрезают. Для достижения лучшей точности используется чистое обтачивание, во время которого заготовка крепится посредством прижима трения. Диск должен прижиматься либо к кулачкам патрона, либо к его оправе. Опорные базы детали размещаются максимально близко к обрабатываемой поверхности зубьев. Шестерни диска обрабатываются в сложенном состоянии на станках. При их базировании используются инструменты – монеты.
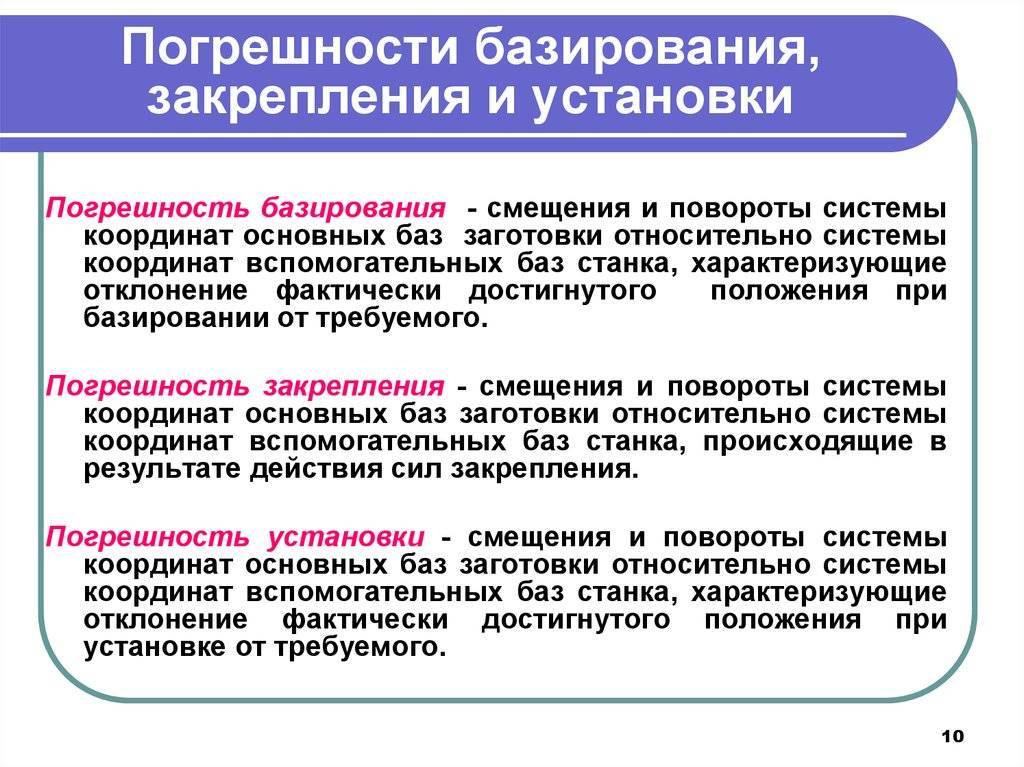
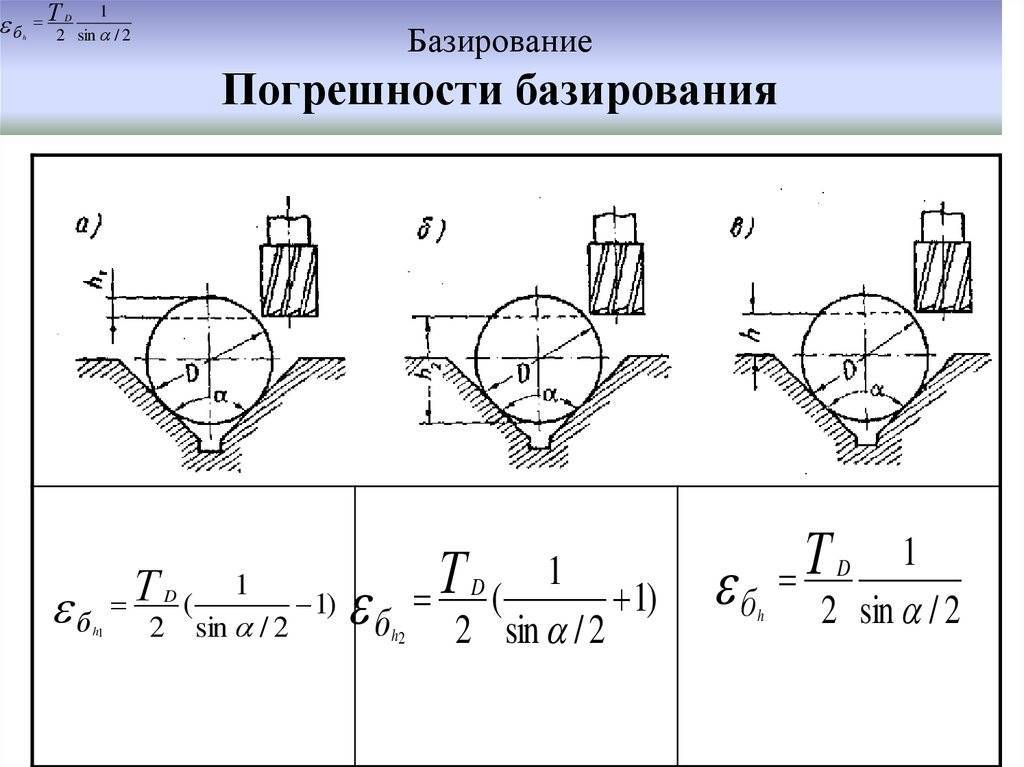
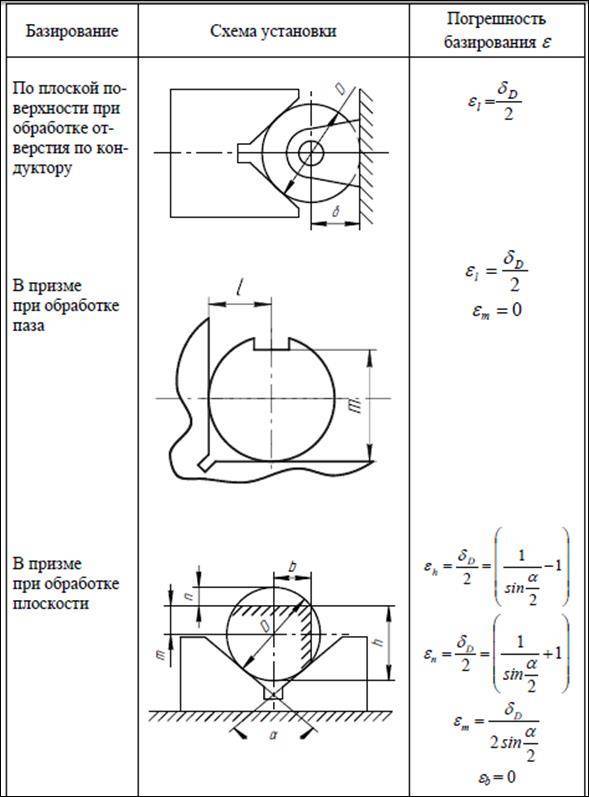
Погрешность базирования
Погрешность базирования – отклонение фактической позиции установленной заготовки относительно заданного положения. Она возникает во время процесса базирования – процедуры регулировки местоположения заготовки в выбранной системе координат, влияющей на размер исходной детали. Также погрешность появляется в процессе обработки, сборки и настройки изделия на производственных токарных станках. На точность обработки влияют такие факторы, как форма детали и её размеры, прописанные инженерами в чертежах или эскизах. Каждый мастер должен знать, как определить погрешность базирования, чтобы не допустить ошибок при базировании деталей, её обработке и выполнении монтажных работ над заготовками.
Определение допустимой погрешности базирования осуществляется главным образом по формуле εБ.ДОП = δ — ∆. При её расчёте следует учитывать, что действительное отклонение должно всегда быть меньше предельно допустимых значений. Полученный результат измерений всегда будет приблизительным.
Расчет погрешности базирования заготовки в приспособлении
Погрешностью базирования называется отклонение конструкции заготовки относительно заданного местоположения. Она применяется во время обработки, эксплуатации и настройки детали на токарных или фрезерных станках. Выделяют следующие разновидности погрешности базирования заготовки:
Погрешность закрепления: возникает при зажатии детали на столе станка. Во время этого процесса происходит смещение установочных баз, лимитирующих движение заготовки. Погрешность закрепления обусловлена неправильным использованием установочных приборов и зажимов. Данные факторы приводят к деформации заготовленного материала. Погрешность установки: появляется после закрепления изделия на станковом оборудовании. Ее возникновение обусловлено несоответствие форм базовых поверхностей и наличие большого количества металлической стружки, образующейся во время нарезания детали. Происходит засорение обрабатываемой поверхности и последующее отклонение детали
Для минимизации погрешности заготовки важно следовать принципам постоянства и смещения базовых поверхностей. Систематическая погрешность: образуется из-за человеческого фактора —наблюдательности и аккуратности мастера, выполняющего настройку инструментов
Она возникает при нарушениях во время измерения размерных характеристик детали, написании неправильных чертежей и схем базирования и упрощении формул, необходимых для проведения расчетов.
На величину погрешности и точность обработки оказывают непосредственное влияние следующие факторы:
- Разница между действительными и номинальными размерами заготовки.
- Значение отклонения устанавливаемых конструкций относительно их взаимных расположений: перпендикулярности, концентричности и параллельности.
- Поломка станков и иных приспособлений, использующихся во время базирования. Неисправность оборудования обусловлена несоблюдением правил эксплуатации или недочетами, возникшими во время производства несущих конструкций приборов. Эти факторы приводят к возникновению зазоров на винтах и шпинделях установочного оборудования.
- Изменение формы заготовки, произошедшие до проведения процедуры обработки. Они обусловлены внешними повреждениями конструкции или неправильным местоположением изделия.
Расчет погрешности базирования проводится при помощи использования математической формулы: εБ.ДОП ≤δ — ∆
Во время определения величины отклонения важно учитывать, что действительная погрешность обязана быть меньше допустимых значений. Результат расчетов всегда является неточным. Для расчета погрешности был разработан общий алгоритм вычисления:
Для расчета погрешности был разработан общий алгоритм вычисления:
- Необходимо правильно определить местоположение базы на основе размеров устанавливаемой детали.
- Найти расположение технологической базовой поверхности, что позволит мастеру правильно подобрать место размещения заготовки для проведения ее обработки.
- Если технологическая база совмещается с измерительной, то погрешность базирования будет равняться 0.
- В случае, когда базы различаются и не совмещаются при наложении, то осуществляются геометрические расчеты величины отклонения. Результаты измерения вычитаются из предельно допустимых значений погрешности. Разность показывает действительную величину отклонения изделия. Все расчеты производятся по общей формуле: = Т — ∆ж.
Если отсутствуют общий базис и предельные значений погрешности, то необходимо найти исходную базовую поверхность. Если она не изменяет исходное местоположение, то значение погрешности равняется 0.