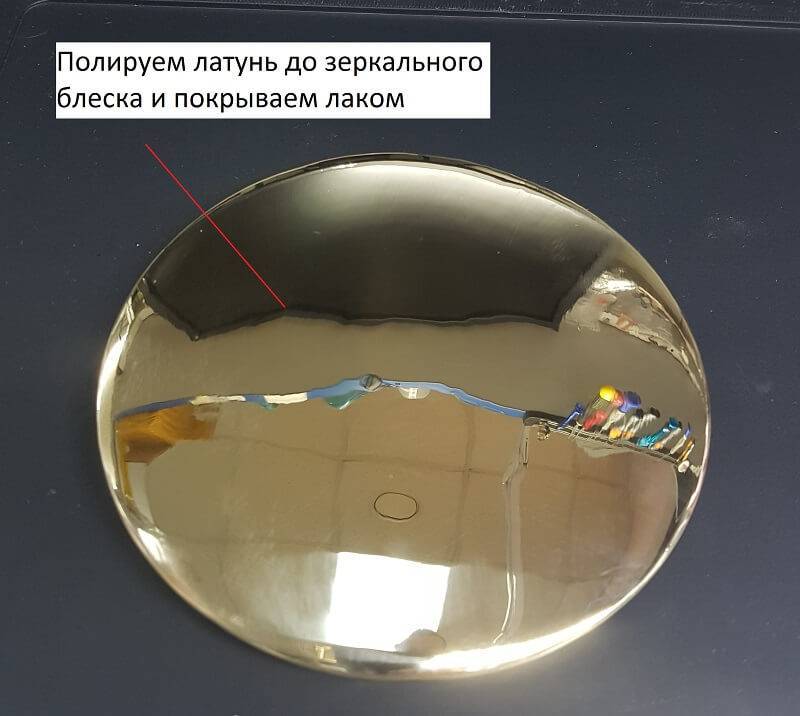
Как отполировать нержавейку до зеркала в домашних условиях
Шлифовка нержавки в условиях частной мастерской до зеркального блеска считается доступной. Время обработки зависит от количества царапин на поверхности, а также наличия окислений металла. Химическое полирование не рекомендуется, так как может оказаться вредным для человека. Для обработки своими руками до блеска изделия необходимо:
- На шлифовальную машинку установить полировальный круг с мелким абразивом.
- Подобрать полироль для нержавеющей стали без воска, при этом в составе рекомендуется применять абразивные зерна минимального размера.
- Полироль налить на круг.
- Поднести аппарат к левому углу изделия.
- Подать питание на машинку путем нажатия на пусковую кнопку.
- Перемещать аппарат необходимо круговыми движениями.
- После полировки отключают питание, а затем при помощи ветоши устраняют остатки полироли затирая шероховатости.
Соблюдение технологии обработки нержавеющего металла поможет получить поверхность без шероховатости до 14 класса. При этом металл приобретает зеркальный блеск.
Полировка нержавейки, плоскость. Полная версия.
Сравнение видов полировки металла
| Механическая полировка | Химическая полировка | Электро-химическая полировка | Электролитно-плазменная полировка | |
| Производительность | Средняя | Низкая | Средняя | Высокая |
| Ограничение по геометрии | Простой профиль | Сложный профиль | Сложный профиль | Сложный профиль |
| Изменение материала | Подверженность внедрению инородных частиц | Неравномерность обработки, травление | Плохая обработка плоских поверхностей | Возможно упрочнение материала |
| Сложность обработки | Средняя | Средняя | Высокая | Средняя |
| Возможность автоматизации | Нет | Нет | Есть | Есть |
| Затраты на материалы | Высокие | Высокие | Высокие | Низкие |
| Срок амортизации установки | 25 лет | 5 лет | 20 лет | 25 лет |
| Занимаемая произв. пл. | Малая | Средняя | Средняя | Средняя |
| Экологичность | Низкая | Низкая | Низкая | Высокая |
| Пожароопасность | Низкая | Высокая | Средняя | Низкая |
| Энергопотребление | Среднее | Низкое | Высокое | Высокое |
| Квалификация работников | Высокая | Средняя | Средняя | Средняя |
Широкое внедрение в промышленность более производительной электролитно-плазменной полировки металла позволит со временем практически везде заменить токсичный электрохимический метод обработки. Его преимуществами , в сравнении с другими способами полировки поверхностей, являются высокая производительность и эффективность, соблюдение экологической чистоты окружающей среды, высокие качества и скорость выполняемых операций, невысокая стоимость.
Электролитно-плазменный метод полировки поверхностей является экологически чистым и удовлетворяет санитарным нормам, для очистки отработанного электролита не требуются специальные очистные сооружения.
Плоскошлифовальные станки
Плоскошлифовальные станки предназначены для шлифовки поверхности листового металла, плоских поверхностей деталей, закрепленных на зеркале стола, магнитной плите или в приспособлении. Конструкция станины, суппорта стола и шлифовальной головки обеспечивает высокую жесткость и виброустойчивость плоскошлифовальных станков, что гарантирует высокую точность и чистоту поверхностей обрабатываемых изделий.
Станки используются в единичном, мелкосерийном, серийном и крупносерийном производстве. Цена шлифовки деталей из металла с помощью станков этого типа невысока, что обусловлено их энергоэффективностью.
Технические характеристики | 3Д711ВФ11 | URB1000 |
|---|---|---|
Размеры стола, мм | 200х630 | 1500х300 |
Наибольшие размеры обрабатываемых поверхностей, мм | 630х280х470 | 1000х350 |
Размеры шлифовального круга, мм | 300х76х63 | 300х50х13 |
Частота вращения шпинделя, об/мин | 1910 | 1500 |
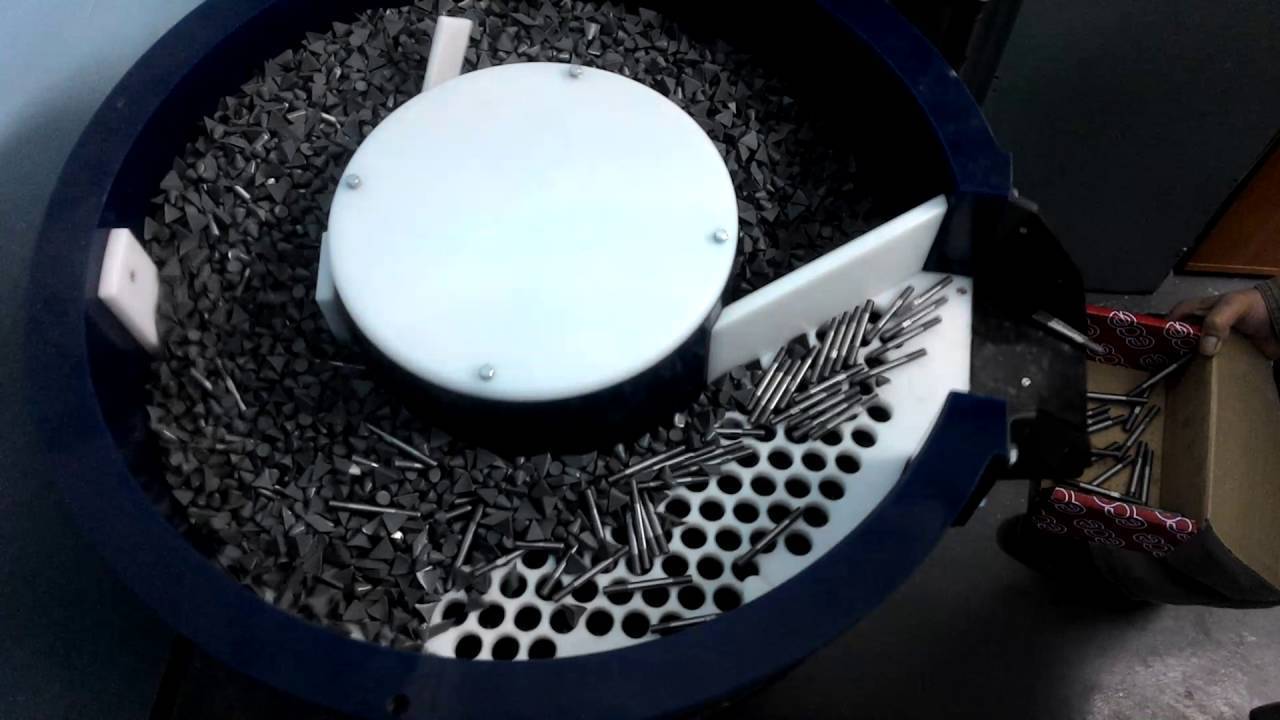
Для финишной обработки мелких изделий и деталей сложной формы компанией «Техносила» применяются технологии галтования и пескоструйной обработки.
Галтовочное оборудование используется для очистки поверхности металла от коррозии, царапин, загрязнений и заусенцев.
Пескоструйная обработка производятся в целях придания поверхности металла заданных свойств: матовости и шероховатости (профиля определенной глубины), чистоты (очистка от ржавчины, окалины, старой краски и масел).
Широкие технологические возможности компании «Техносила» обусловливают высокое качество финишной обработки деталей из металла.
Способы полировки металла до блеска
Чтобы сделать металлическое изделие таким же, как в первый день – придется постараться, поскольку существует как минимум три способа чистки металла:
- Домашний;
- Машинный;
- Классический.
Каждый из них потребует некоторых усилий и усердия для того, чтобы добиться хорошего результата, однако он оправдает ваши ожидания.
Домашний способ
Чтобы отполировать металлическое изделие дома, есть масса способов, каждый из которых потребует определенных химикатов. Учтите, некоторые химикаты могут быть опасны для здоровья, поэтому необходимо соблюдать технику безопасности и придерживаться определенного алгоритма.










Самым распространенным способом домашней очистки является использование серной и азотной кислот вместе с опилками. Чистка металла будет проходить следующим образом:
- Разбавьте серную кислоту в воде в соотношении 1:20. В зависимости от размера изделия, точную дозировку нужно рассчитать таким образом, чтобы раствор покрыл полностью все изделие.
- Опустите изделие в раствор на некоторое время, предварительно убрав из него посторонние предметы.
- Промойте водой изделие после того, как вытащите его из раствора серной кислоты и опустите в опилки.
- Оставьте изделие в опилках до тех пор, пока влага полностью не высохнет, а затем опустите его в азотную кислоту.
- Снова промойте изделие водой и опустите его в опилки.
- Как только изделие высохнет, натрите металл.
Следуя этому алгоритму, можно добиться хорошего результата в полировке. Поверхность будет чистой и зеркальной, как будто новой.
Еще одним домашним способом полировки называют использование пасты ГОИ. Перед тем, как использовать эту пасту, ее необходимо разбавить в машинном масле, поскольку структура пасты довольно зернистая и она может повредить поверхности. С помощью войлочной, джинсовой или фланелевой ткани вотрите пасту в поверхность. Использовав дрель или иной механический инструмент, на котором будет закреплен брусок, обитый тканью, можно добиться более быстрого эффекта.
Машинный способ
По своей сути данный способ мало отличается от домашнего с использованием пасты ГОИ. Любое использование специальных инструментов, таких как дрель или болгарка, можно отнести к машинному способу. Действительно, полировка пойдет значительно быстрее, однако вероятность совершения ошибки и получения повреждений также возрастает, поэтому если вы не уверены в том, что справитесь с таким методом – лучше его не использовать.
Классический способ
Этот метод сочетает в себе быстроту механического и безопасность домашнего способа, не теряя при этом эффективности полировки.
Использование специальных средств для полировки значительно ускорит процесс. Самым эффективным средством для полировки металлических поверхностей и изделий считается полировальная паста для металла Glanz-Rain. Она не только полирует поверхности, но также полностью очищает их от любых загрязнений и позволяет надолго сохранить блеск поверхности.
Методика нанесения полировальной пасты для металла крайне проста:
- Потрясите емкость со средством перед использованием.
- Ворсистой тканью нанесите пасту на слегка увлажненную поверхность.
- Вотрите средство в металл.
Путем этих не хитрых манипуляций поверхность будет чистой и сияющей, как в день покупки металлического изделия.
Соблюдайте безопасность
Поскольку все способы полировки металла так или иначе могут нанести вред организму, необходимо соблюдать технику безопасности. Химические вещества, используемые в домашнем способе, при отсутствии защитных перчаток или масок могут повредить кожу или дыхательные пути. Механические инструменты, такие как болгарка или дрель, также опасны для здоровья. Искры, высекаемые болгаркой, могут попасть в глаза и повредить их, поэтому без специальных защитных очков лучше не использовать ее. К тому же желательно держать под рукой аптечку на случай непредвиденных ситуаций.
Самым безопасным способом, из всех предложенных, является специальное средство для полировки металла, которое не повреждает организм, если правильно его использовать.Использование «проверенных» и «надежных» дедушкиных методов, конечно, эффективно, однако по сравнению со специальными средствами для полировки металлов они значительно уступают. Лучшая и проверенная многими полировальная паста для металла даст тот же эффект, что и дедушкин способ, сократив при этом возможность получить травму и значительно сэкономит ваше время.
4 Электрохимическая полировка – что изменит присутствие тока?
При электрохимической полировке нержавеющей стали изделие тоже погружается в раствор, но только в этом случае через него пропускают электрический ток. На металле есть тонкая оксидная пленка, ее толщина неодинакова на всей поверхности из-за наличия микровпадин и микровыступов. В углублениях она более толстая. Кислотный раствор интенсивней реагирует в местах, где этот защитный слой утончается. Из-за такой разности скорости реакции поверхность получается идеально гладкой и значительно лучшего качества, чем после механической обработки. Покрытия имеют мелкозернистую структуру и лишены пор, благодаря чему значительно снижается коэффициент трения.
К достоинствам этого метода относится высокое качество поверхности, отличная производительность. Электрохимическое полирование не требует физических усилий как при механической обработке, к тому же можно исключить этап обезжиривания. Поверхность полируется очень быстро. Плюс ко всему гальванические покрытия обладают превосходной прочностью сцепления с поверхностями, отполированными механическим методом.
Процесс электрохимической полировки
А вот в недостатки можно записать зависимость от электроэнергии и ее расход. Кроме того, изделие необходимо предварительно отшлифовать механическим способом. Электрохимическая полировка чувствительна к качеству состава, температуре электролита, времени выдержки и плотности пропускаемого тока










Как и в химическом методе, работать придется с вредными для организма составами, поэтому обязательно уделяем должное внимание технике безопасности. Для электрохимического полирования нержавеющих сталей преимущественно используются электролиты на основе серной, хромовой и фосфорных кислот
Состав № 1
Берется 730 г/л фосфорной и не более 700 г/л серной кислоты. Добавляется триэтаноламин 4–6 г/л и совсем немного катапина (0,5–1,0). Раствор нагревают до температуры не менее 60 °C и не более 80 °C. Через изделие проводится ток плотностью от 20 до 50 А/дм2. Делать электрохимическое полирование нужно около пяти минут.
Состав для полирования
Состав № 2
Детали из хромоникельмолибденовой или хромоникелевой нержавеющей стали помещают в состав из ортофосфорной и серной кислот, взятых в соотношении 65 % и 15 % соответственно. Еще добавляется 12 % глицерина, 5 % хромового ангидрида и очищенная вода (оставшиеся 3 %). Процесс протекает при температуре от 45 до 70 °C и плотности тока около 7 А/дм2. Время выдержки зависит от ряда факторов. Сварные изделия достаточно полировать всего 10–12 минут, а после пескоструйной обработки нужно выдержать в растворе около получаса.
Недостатки традиционных видов полировки металла
Первые три из перечисленных способов обработки поверхности металлов имеют ряд ограничений применения. Основным ограничением для ряда промышленных предприятий является невозможность автоматизации при использовании механического, химического или электрохимического методов обработки поверхностей изделий в больших партиях массового производства.
Затруднения использования традиционных видов полирования металла имеют как экономические, так и технологические причины. Экономические трудности связываются с высокой стоимостью производственных роботов и станков с ЧПУ. Технологические же причины трудностей использования традиционных видов финишной обработки металлов связаны с трудностями построения полностью автоматизированного процесса производства. Вынужденное использование ручного труда на этапе полирования изделий, активации поверхности или ее очистки не позволяет наладить бесперебойную работу промышленных автоматизированных линий. Нередко из-за использования устаревших методов обработки металлов производственная линия принимает форму конвейера, что значительно удорожает производство и в итоге отрицательно сказывается на конкурентоспособности производимой продукции.
Процесс нанесения полироли
Ёмкость с полиролью надо тщательно взболтать. Наносить его небольшими дозами и на небольшом участке. В противном случае полироль будет застывать и растереть будет просто не реально. Желательно это делать равномерно. Оптимальный участок для одного захода — 50 х 50 сантиметров. Потом этот участок надо растирать мягкой тряпкой. Самый подходящий вариант — специальные полировочные салфетки. Часто они идут в комплекте к этому средству.
Полировка вручную требует усилий. Нельзя снижать ритм, пока пространство не получит особый лоск. Полироль начинает прилично высыхать спустя 8 — 12 минут после нанесения. Промедление чревато! Растирку надо выполнять быстро, через пару минут после этого. Полное застывание происходит через сутки, но пользоваться машиной можно спустя 2 — 4 часа. Помимо времени засыхания, на качество работы могут оказать влияние следующие факторы:
- Ручная обработка тормозится из-за передозировки средства. Лучше нанести мало вещества и потом добавить.
- Процесс полимеризации покрытия может растянуться на 50 — 70 дней. В этот период запрещается пользоваться другими защитными покрытиями, они могут ухудшить вывод растворителя и эфира.
- Запылённость воздушной среды опасна. Перед процедурой надо намочить потолки и стенки гаража.
- Салфетки для полировки стоят мало, их лучше менять чаще.
- Попадание вещества на элементы из пластика приводят к возникновению пятен. Их стоит заклеить.
Виды выполняемых работ
Снижение шероховатости может проводиться самым различным образом:
- Абразивной обработкой, которая предусматривает применение специального оборудования. При этом оно делится на ручные инструменты и специализированное оборудование, устанавливаемое в промышленности.
- Применение специальных препаратов или определенных химических веществ.
- Электрохимический метод, который предусматривает повышение химический активности приманиваемых веществ.
- Электролитно-плазменная технология.
Кроме этого, для существенного повышения качества получаемого изделия и ускорения процесса могут применяться сразу несколько методов. Примером назовем случай, когда на момент механической обработки проводится добавление специальной пасты.
Наши услуги
Круглое шлифование – это обработка тел вращения кругами с абразивами. Оно реализуется разными способами, так что выделяют ряд его типов:
- Шлифовка продольными рабочими ходами – метод подходит для цилиндрических заготовок большой длины;
- Глубинное шлифование – способ оптимален для качественной обработки коротких и отличающихся жесткостью заготовок;
- Врезная шлифовка – она эффективна при обдирочной и чистовой обработке цилиндрических изделий. Преимущества технологии в том, что круг подается непрерывно, а круглошлифовальные работы можно выполнять сразу для 2-3 участков;
- Обработка уступами – это метод, сочетающий в себе продольные ходы и врезку. Отлично подходит для длинных заготовок.
Плоское шлифование – это обработка плоскостей абразивным кругом. Есть два основных метода:
- Торцом круга. Подобные плоскошлифовальные работы более производительны, чем иные варианты;
- Периферией круга. Характеризуется уменьшенным тепловыделением и пониженными силами резки, что позволяет шлифовать нежесткие изделия.
Профильное шлифование используется для поверхностей сложной формы или же плоских, но расположенных под произвольным углом по отношению к кругу (производство штампов, разноплановых приспособлений, многих инструментов). Детали шлифуются по сложному контуру, который не поддается обработке кругами простой формы.













Наше оборудование для шлифовальных работ
Для работы с высокоточными машиностроительными деталями необходимо специальное оборудование.
Шлифовальные работы по металлу на заказ в АО КоСПАС выполняются на разных станках. Использование специализированного оборудования для различных задач обеспечивает высокую производительность, точность и качество поверхности. Выбор оборудования зависит от задач:
- WOTAN SFRW 630 – произведенный в Германии плоскошлифовальный станок. Позволяет качественно проводить плоское шлифование габаритных деталей. Круглый стол диаметром 630 мм особенно востребован при групповой обработке и для колец большого диаметра;
- 3Г71 – российский плоскошлифовальный станок. Шлифует поверхности периферией и торцем круга. Возможна профильная обработка;
- ПШ 30540 – еще один российский, но уже профильношлифовальный станок. Успешно обрабатывает плоские и профильные поверхности;
- FRITZ STUDER RHU 750 – круглошлифовальный станок из Швейцарии для наружного круглого шлифования. Отличается особой точностью
Цены на шлифовальные работы
 |  | |
| Описание | Фото | Цена за 1 шт, руб + НДС |
НОЖ ПРОСЕЧНОЙМатериал Сталь 9ХСФрезеровка универсальнаяТермообработка HRC 57…61Шлифовка плоская и профильнаяСлесарка Количество в заказе — 14шт | 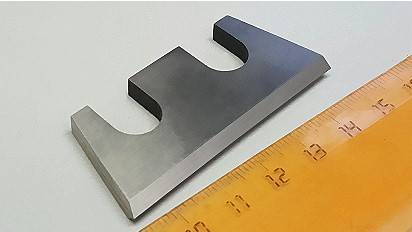 | 860 |
ПАЛЕЦМатериал сталь 40ХТокаркаТермообработка HRC 44…48Шдифовка круглая наружнаяКоличество в заказе – 4шт |  | 1850 |
МАТРИЦАМатериал сталь ХВГФрезеровка ЧПУТермообработка HRC 52…56Шлифовка плоская и профильнаяСлесаркаКоличество в заказе – 6шт | 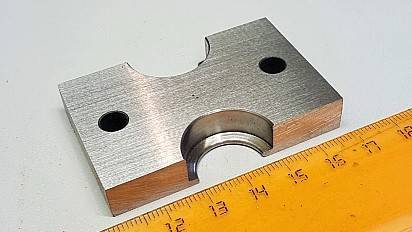 | 3230 |
НОЖ ПРОРЕЗНОЙМатериал Сталь 9ХСФрезеровка ЧПУТермообработка HRC 57…61Шлифовка плоская и профильнаяСлесаркаКоличество в заказе — 14шт |  | 3920 |
КОРПУСМатериал сталь 40ХТокаркаСлесаркаТермообработка HRC 40…44Шлифовка круглая наружная и внутренняяКоличество в заказе – 2шт |  | 11350 |
КУЛАЧЕКМатериал сталь 30ХГСАТокарка предварительнаяФрезеровкаСлесаркаТермообработка HRC 38…42Токарка чистоваяШлифовка плоскаяКоличество в заказе – 6шт |  | 17200 |
НАПРАВЛЯЮЩАЯМатериал Сталь 9ХСФрезеровка ЧПУСлесаркаТермообработка HRC 57…61Шлифовка плоская и профильнаяПокрытие Хим ОксКоличество в заказе — 8шт  |  | 3270 |
Как почистить солдатскую бляху?
Если вы не в армии и пасты ГОИ под рукой не оказалось, придется искать альтернативные методы придания бляхе первозданного вида.
- «Асидол». Традиционно наносится на тот же войлок и используется как и паста ГОИ, но сейчас «Асидол» советского образца днем с огнем не сыщешь, а «Асидол М» правильно использовать немного по-другому: наносите пасту тонким слоем на бляху, выжидаете примерно минуту, полируете, одновременно стирая пасту, безворсовым материалом: войлоком, фетром, да хоть безворсовыми салфетками для уборки. Поверхность после такой обработки становится благородно-матовая, но вот чистота, судя по отзывам, держится не так долго, как хотелось бы.
- Зубная паса и зубной порошок. С ними принцип тот же, что и с пастой ГОИ, но за неимением под рукой войлока можно воспользоваться обычной зубной щеткой.
- Также помочь избавиться от налета может кашица из соды и уксуса, которая будет одновременно работать за счет абразива и за счет разъедающей способности уксуса.
- Протереть бляху можно ацетоном или нашатырным спиртом. Главное не оставлять металл под их воздействием слишком долго, иначе изделие может испортиться.
- Если оксидный слой практически отсутствует, но бляхе не хватает свежести и блеска, почистить пряжку можно обычными спиртом или перекисью. Полировать ими, конечно, бляху не получится, но в качестве экспресс-средства сгодятся.
- А еще можете записать рецепт раствора: смешайте воду и перекись 1:1, добавьте к смеси немного нашатыря и выдержите бляху в растворе около 10 часов. Протрите, промойте – и она будет как новая!
- Кроме того, помощь можно найти в бытовой химии. Подойдут средства для мытья раковин, как в форме крема, так и порошковые, или жидкости для придания блеска плите.
- Говорят, что неплохо помогает кипячение бляхи в картофельном отваре или насыщенном растворе лимонной кислоты около часа.
- Если денег совсем не жалко, то можно использовать жидкость для чистки драгоценных металлов или вообще отнести изделие в ювелирную мастерскую, где бляшку уж точно почистят идеально.
Полировка
Полировка ножа — это уже финальный этап. Её функция — конечное выравнивание и преобразование матовой поверхности в глянцевую. Достичь подобного результата с применением грубой обработки нереально. Устройство полировальных машин несколько отличается от шлифовальных. Они работают на более низких оборотах, которые к тому же можно регулировать. Также тут никак не обойтись без полировочных паст.
Процесс полировки
«Как отполировать нож?» — вопрос, возникающий у многих новичков, либо домашних фанатов этого дела. Ведь это наиболее интенсивный и сложный рабочий процесс в ножевом производстве.
Для полирования металлических поверхностей основную роль играет опыт. На бумаге можно изложить лишь основы данного процесса, но и здесь главным остается правило: теория — теорией, а опыт приобретается с практикой.
Многие полировщики считают, что достигнуть оптимального результата и «настоящей» гладкой поверхности можно только, забыв о существовании электростанков и абразивных кругов. Они считают своим станком руки, инструментом – большое количество всяческих брусочков с различной зернистостью и жёсткостью, а залогом успеха – адское терпение и минимум 20 часов работы.









Ниже будет приведён один из многих способов полировки ножей, для удобства он будет разбит на несколько этапов.
Этап 1 — подготовка
Желательно отделить клинок и рукоять, если это сделать невозможно, можно просто завернуть рукоятку в ткань для избегания повреждений. Также стоит убедиться, что последний этап шлифовки прошёл правильно: металл должен иметь полностью ровный, лунный, матовый блеск без рисок и пятен.
Этап 2 – начало обработки
Начинать обработку необходимо хорошо просаленной лентой с зернистостью 240-300 единиц, с применением полировочной смеси. Начальную стадию можно продолжить, применив полировочный диск, но необходимо отрегулировать скорость оборотов до 1750 оборотов.
Этап 3 – уменьшение зернистости
Далее необходимо поменять весь полировочный комплект на состав среднего типа, уменьшив размер зерна. Главное – сильно не переборщить. Достаточно несколько раз пройтись с каждой стороны лезвия от обуха к лезвию.
Этап 4 – финал
Если вы полировали изделие по указанной выше технологии, то последняя стадия будет проводиться с применением шлифовального станка с кругом из прошитой марли, скорость оборотов – 1750 в минуту. Предварительно необходимо нанести на круг небольшим слоем полировочную пасту, повторить последнее действие несколько раз, пока вся поверхность ножа полностью не покроется тонким слоем застывшего состава.
В своей основе все способы полировки сводятся к одному: необходимо использовать большое количество абразивов постепенно уменьшая размер их зерна. В качестве абразивов могут выступать различные предметы: разнообразные камни, наждачная бумага, ленты со специальными составами и т.д.
В качестве ободряющего напутствия тем, кто впервые будет пробовать себя в этом непростом деле, интересный факт: согласно японским меркам, первоклассным полировщиком может стать лишь тот единственный из сотен, кто проучился не меньше пяти лет у мастера своего дела и имеет к этому «божью искру».