

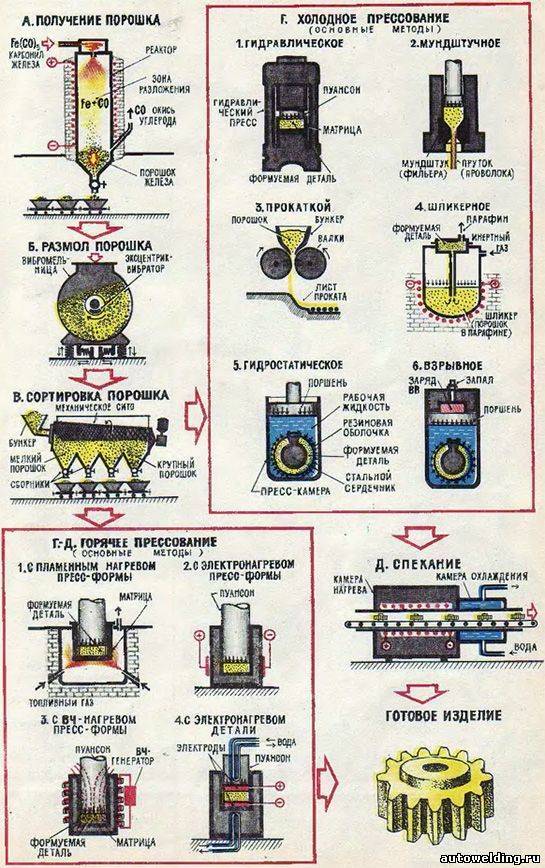
Получение порошков
Для производства порошка могут применяться самые различные технологии, но их объединяют следующие моменты:
- Экономичность. В качестве сырья могут использоваться отходы металлургической промышленности. Примером назовем окалину, которая сегодня нигде не применяется. Кроме этого, могут применять и другие отходы.
- Высокая точность геометрических форм. Изделия, получаемые при применении рассматриваемой технологии порошковой металлургии, обладают точными геометрическими формами, последующая механическая обработка не требуется. Этот момент определяет относительно небольшое количество отходов.
- Высокая износостойкость поверхности. За счет мелкозернистой структуры получаемые изделия обладают повышенной твердостью и прочностью.
- Невысокая сложность технологий порошковой металлургии.
Рассматривая наиболее распространенные технологии порошковой металлургии отметим, что они делятся на две основные группы:
- Физико-механические методы заключаются в измельчении сырья, за счет чего размер частиц становится небольшим. Подобного рода процессы производства характеризуются комбинированием различной нагрузки, которая оказывает воздействие на сырье.
- Химико-металлургические методы используются для изменения фазового состояния применяемого сырья. Примером подобного производства можно назвать восстановление солей и окислов, а также других соединений металлов.

Металлический порошок
Кроме этого, выделим следующие особенности производства порошка:
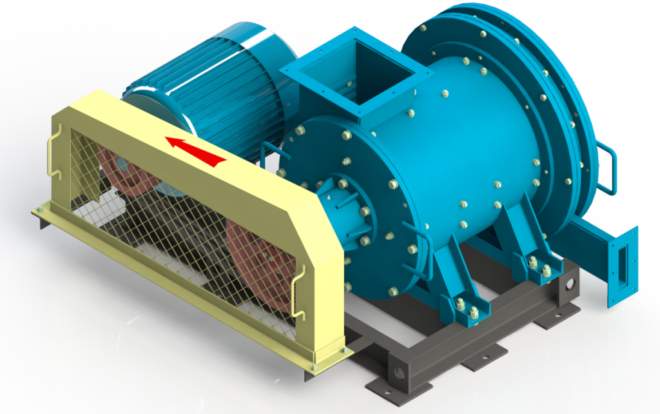
- Шаровой способ предусматривает переработку металлических обрезков в шаровой мельнице. За счет тщательного дробления получается мелкозернистый порошок.
- Вихревой способ заключается в применении специальной мельницы, которая создает сильный воздушный поток. Столкновение крупных частиц становится причиной получения мелкого порошка.
- Применение дробилок. Нагрузка, которая создается при падении груза большой массы, приводит к измельчению материала. Ударная нагрузка воздействует с определенной периодичностью, за счет чего и происходит дробление состава.
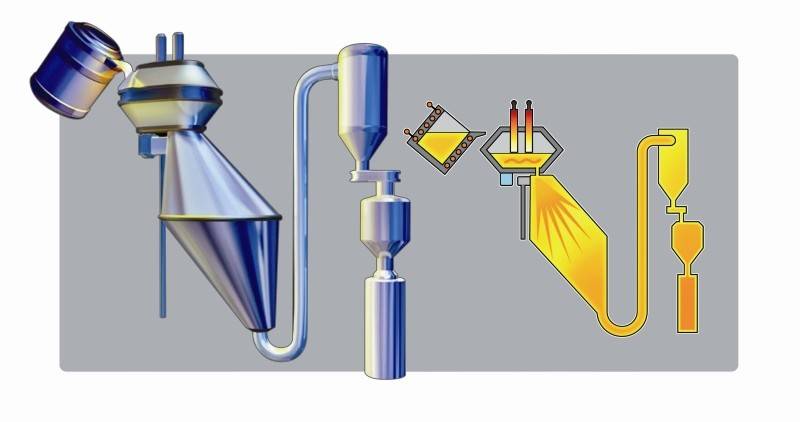
- Распыление сырья в жидком виде под воздействием сжатого воздуха. После получения хрупкого состава, металл пропускается через специальное оборудование, которое перемалывает его для получения порошка.
- Электролиз – процесс восстановления металла из жидкого состава под воздействием электрического тока. За счет повышения показателя хрупкости сырье может быстро перемалываться в специальных дробилках. Данный метод обработки позволяет получить зерно дендритной формы.
Некоторые из приведенных выше технологий порошковой металлургии получили большое распространение в промышленности по причине высокой производительности и эффективности, другие сегодня практически не применяются из-за повышения стоимости получаемого сырья.
Применение продуктов порошковой металлургии
Порошковую металлургию применяют в авиации, электротехнике, радиотехнике и многих других отраслях промышленности. Это связано с тем, что применяемая технология производства позволяет получать детали сложной формы. Кроме этого, современные технологии порошковой металлургии позволяют получить детали, обладающие:
- Высокой прочностью. Плотная структура определяет повышенную прочность.
- Долговечностью. Получаемые изделия могут прослужить в тяжелых условиях эксплуатации на протяжении длительного периода.
- Износостойкостью. Если нужно получить поверхность, которая не истирается под механическим воздействием, то нужно рассмотреть технологию порошковой формовки.
- Пластичностью. Можно также получить заготовки повышенной пластичности.

Продукция порошковой металлургии
Также распространение этой технологии можно связать с низкой себестоимостью получаемых изделий.
Достоинства и недостаткиМетод получения изделий из порошков получил достаточно широкое распространение по причине большого количества достоинств:
- низкая стоимость получаемых изделий;
- возможность производства крупных деталей со сложными поверхностями;
- высокие физико-механические качества.
Металлургический порошковый метод характеризуется и несколькими недостатками:
- Получаемая структура обладает относительно невысокой прочностью.
- Структура характеризуется меньшей плотностью.
- Рассматриваемые технологии предусматривают применение специализированного оборудования.
- При нарушении технологии производства детали имеют низкое качество.
Сегодня порошковая металлургия активно применяется в самых различных отраслях промышленности. Кроме этого, ведутся разработки, которые направлены на улучшение качества получаемых изделий.




В заключение отметим, что при соединении мелких частиц различных металлов и сплавов получаются материалы с особыми эксплуатационными качествами.
Производство деталей из металлических порошков — Металлы, оборудование, инструкции

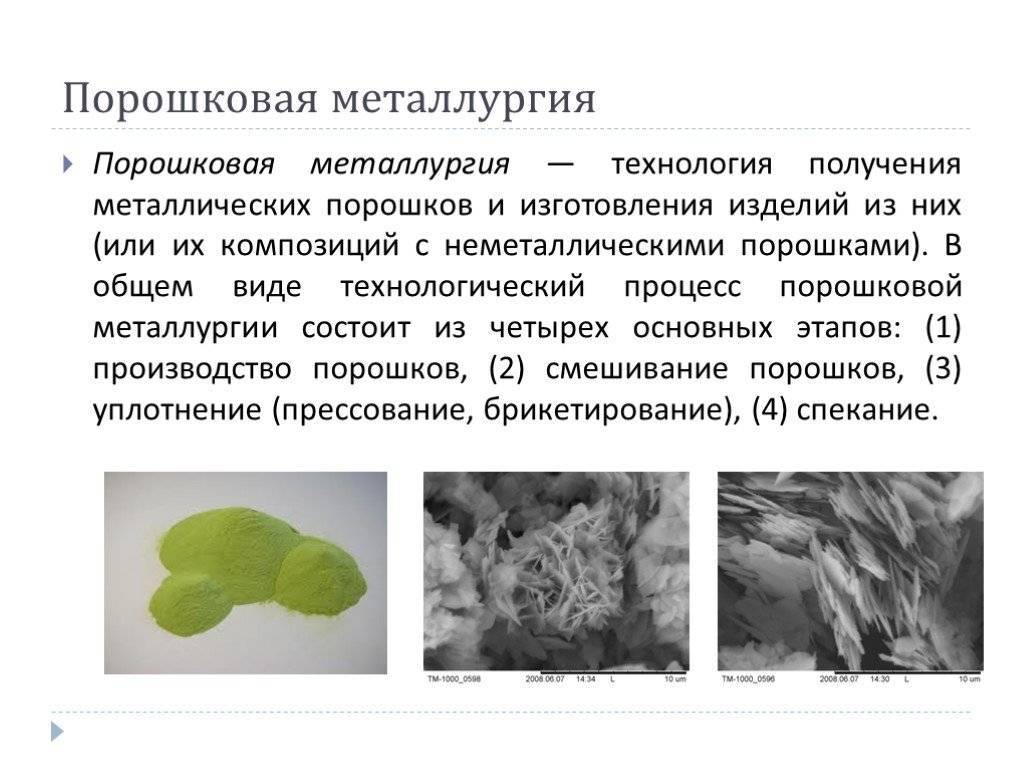
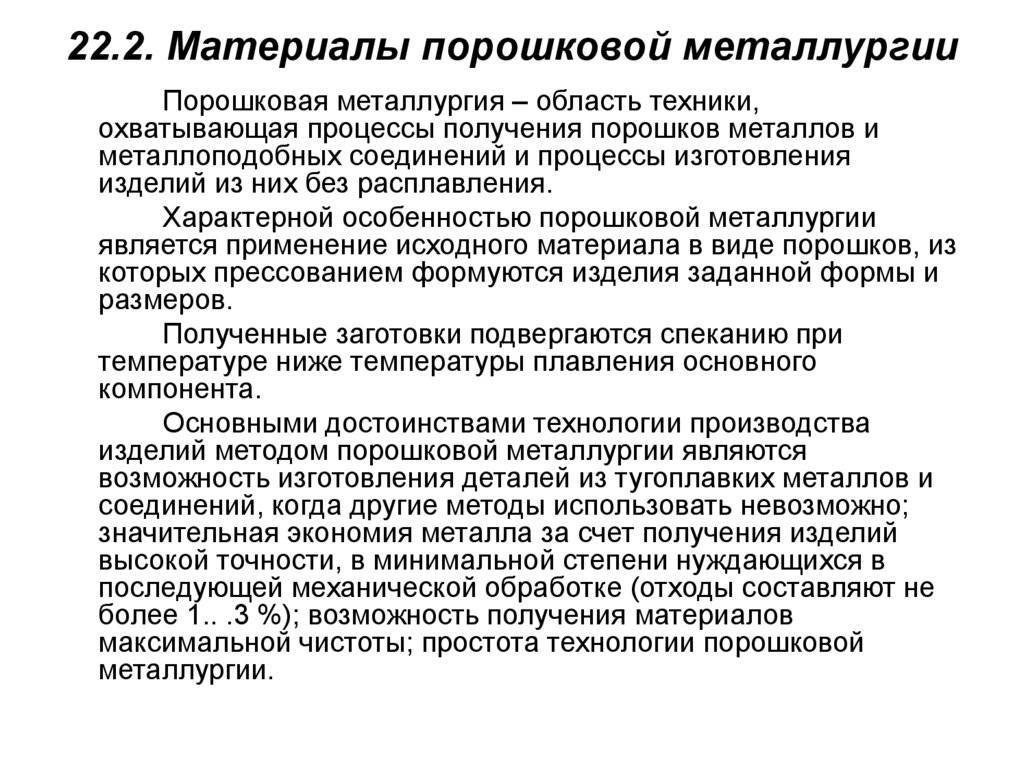
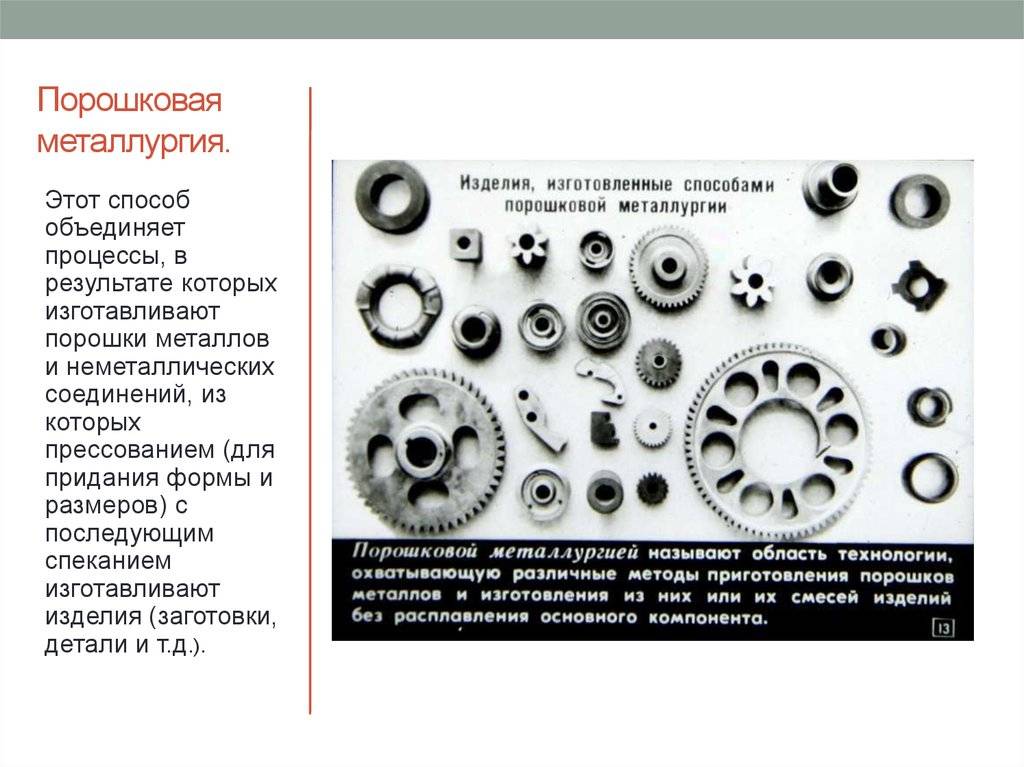
Порошковая металлургия – область техники, охватывающая совокупность методов изготовления порошков металлов и металлоподобных соединений, полуфабрикатов и изделий из них (или их смесей с неметаллическими порошками) без расплавления основного компонента.
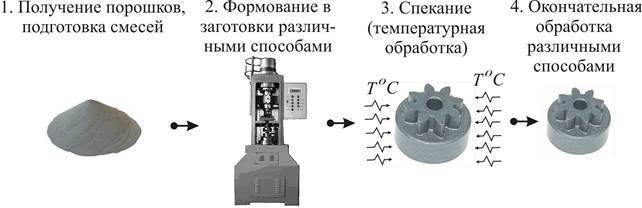
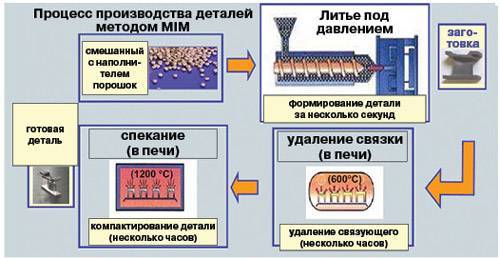
Технология порошковой металлургии включает следующие операции:
- получение исходных металлических порошков и приготовление из них шихты (смеси) с заданными химическим составом и технологическими характеристиками;
- формование порошков или их смесей в заготовки с заданными формой и размерами (главным образом прессованием);
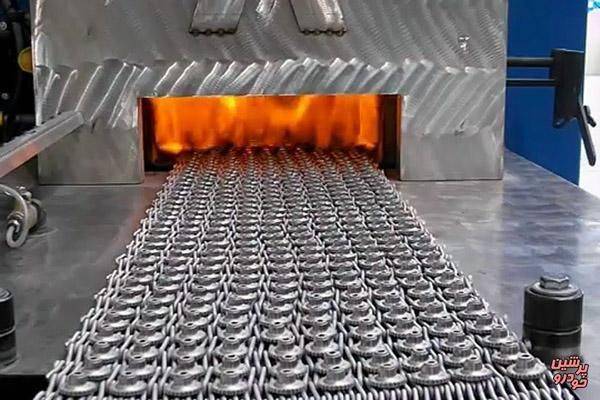
- спекание, т. е. термическую обработку заготовок при температуре ниже точки плавления всего металла или основной его части.
После спекания изделия обычно имеют некоторую пористость (от нескольких процентов до 30—40%, а в отдельных случаях до 60%). С целью уменьшения пористости (или даже полного устранения её), повышения механических свойств и доводки до точных размеров применяется дополнительная обработка давлением (холодная или горячая) спечённых изделий; иногда применяют также дополнительную термическую, термохимическую или термомеханическую обработку.
В некоторых вариантах технологии порошковой металлургии отпадает операция формования: спекают порошки, засыпанные в соответствующие формы.
История и возможности
Порошковая металлургия существовала в Египте в III веке до н. э. Древние инки из драгоценных металлических порошков делали украшения и другие артефакты. Массовое производство изделий порошковой металлургии начинается с середины 19-го века. В 1826 году Пётр Григорьевич Соболевский и Василий Васильевич Любарский разработали способ аффинажа сырой платины и превращения её в ковкий металл.
Порошковая металлургия развивалась и позволила получить новые материалы — псевдосплавы из несплавляемых литьём компонентов с управляемыми характеристиками: механическими, магнитными, и др.
Изделия порошковой металлургии сегодня используются в широком спектре отраслей, от автомобильной и аэрокосмической промышленности до электроинструментов и бытовой техники. Технология продолжает развиваться.
Будущее порошковой металлургии
Развитие порошковой металлургии обязано преследовать цель увеличения номенклатуры изделий, которые мастера могут изготовить этим способом.
Детали сложных конфигураций, которые сейчас получают на заводах только обработкой резанием, должны в будущем изготавливаться методами порошковой металлургии. Это позволит уменьшить материалоемкость производства сложных деталей.
Снижение влияния человеческого фактора на технологический процесс, повышает точность изготовления деталей.
Качество изделий порошковой металлургии с течением времени должно конкурировать с передовыми технологиями производства деталей машин и механизмов. Повышение качества и снижение себестоимости готовой продукции – приоритетная задача предприятий порошковой металлургии.
Преимущества порошковой металлургии
1. Возможность получения таких материалов, которые трудно или невозможно получать другими методами. К ним относятся:
– некоторые тугоплавкие металлы (вольфрам, тантал);
– сплавы и композиции на основе тугоплавких соединений (твёрдые сплавы на основе карбидов вольфрама, титана и др.): композиции и так называемые псевдосплавы металлов, не смешивающихся в расплавленном виде, в особенности при значительной разнице в температурах плавления (например, вольфрам — медь);
– композиции из металлов и неметаллов (медь — графит, железо — пластмасса, алюминий — окись алюминия и т.д.);



– пористые материалы (для подшипников, фильтров, уплотнений, теплообменников) и др.
2. Возможность получения некоторых материалов и изделий с более высокими технико-экономическими показателями. Порошковая металлургия позволяет экономить металл и значительно снижать себестоимость продукции (например, при изготовлении деталей литьём и обработкой резанием иногда до 60—80% металла теряется в литники, идёт в стружку и т.п.).
3. При использовании чистых исходных порошков (например, карбонильный метод) можно получить спечённые материалы с меньшим содержанием примесей и с более точным соответствием заданному составу, чем у обычных литых сплавов.
4. При одинаковом составе и плотности у спечённых материалов в связи с особенностью их структуры в ряде случаев свойства выше, чем у плавленых, в частности меньше сказывается неблагоприятное влияние предпочтительной ориентировки (текстуры), которая встречается у ряда литых металлов (например, бериллия) вследствие специфических условий затвердевания расплава. Большой недостаток некоторых литых сплавов (например, быстрорежущих сталей и некоторых жаропрочных сталей) — резкая неоднородность локального состава, вызванная ликвацией (процесса разделения первоначально однородного расплава при понижении температуры на две разные по составу несмешивающиеся жидкости) при затвердевании.
5. Размеры и форму структурных элементов спечённых материалов легче регулировать, и главное, можно получать такие типы взаимного расположения и формы зёрен, которые недостижимы для плавленого металла
Благодаря этим структурным особенностям спечённые металлы более термостойки, лучше переносят воздействие циклических колебаний температуры и напряжений, а также ядерного облучения, что очень важно для материалов новой техники
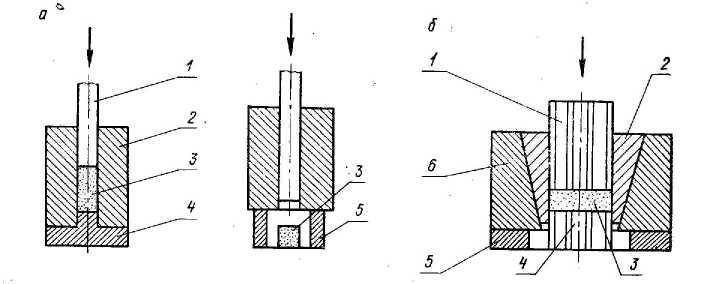
Прессование
Суть процесса прессования заключается в плотном соединении частичек металлического порошка друг с другом. Рабочее давление механического пресса при этом составляет от 1 до 6 тыс. кг на квадратный сантиметр.
Изделия, полученные прессованием, не имеют высоких прочностных характеристик. Поэтому им требуется термообработка, заключающаяся в спекании порошков. Частицы металла в процессе расплавления образуют между собой крепкие межатомные связи, делая деталь однородной по своей структуре.
Стоит отметить, что часто операции прессования и спекания объединены в одну – горячее прессование.

Причем нагрев в этом случае осуществляют токами высокой частоты.Производство деталей из порошков методом горячего прессования значительно сокращает время, затрачиваемое на их изготовление.
Этот фактор позволяет экономить энергетические ресурсы и снижает себестоимость производства изделий.
Технологии получения современных материалов
Что такое материал? Материал — это вещество (смесь веществ), которое используется для изготовления продукции, строительства или создания каких-либо материальных благ. В отличие от сырья под материалами обычно понимают продукты, прошедшие предварительную (промышленную) обработку.
Материалы могут быть основными и вспомогательными. Основными называют материалы, входящие в состав готовой продукции в виде её главной составляющей (например, мука при производстве хлебобулочных изделий). Вспомогательными называют материалы, которые применяются для придания продукту определённых свойств (соль, красители) либо способствуют нормальному протеканию производственного процесса.







Физико-механические методы
Порошок требуемых фракций получают в центробежных мельницах разного типа.
Первичное измельчение – промежуточный этап производства порошков. Его осуществляют в конусных и валковых дробилках. В этих устройствах получат мелкие частицы металла с размером, не превышающим 1 см.
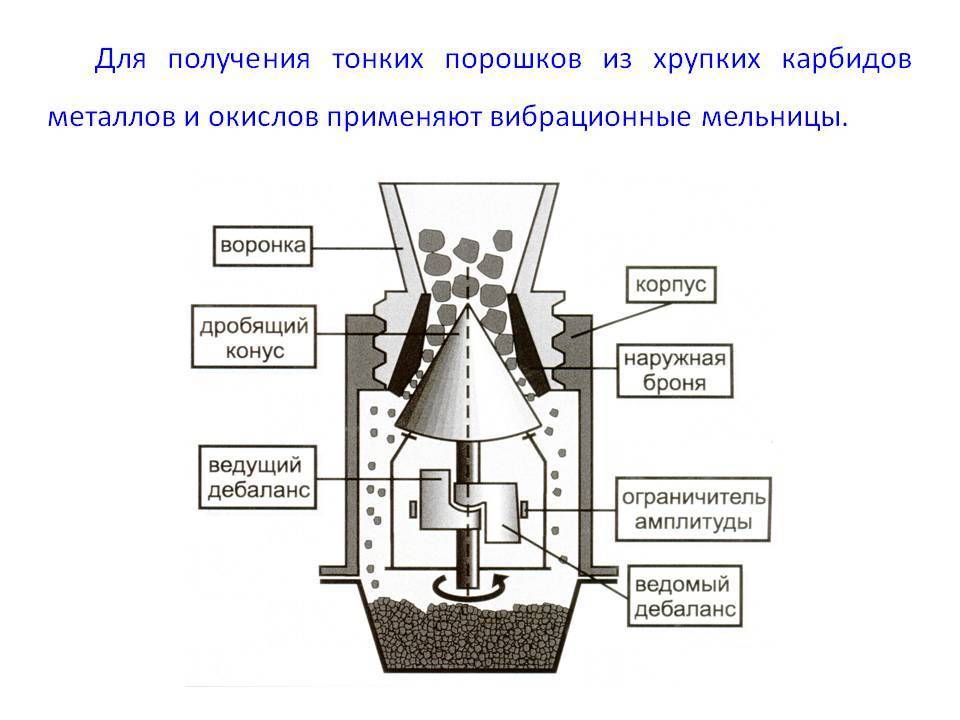
Процедура измельчения может длиться, в зависимости от применяемой технологии, от одного часа до 3–4 суток. Когда требуется сократить этот процесс, применяются уже не шаровые, а вибрационные мельницы.
В таких мельницах интенсивность процесса возрастает за счет присутствия усилий резания и создания переменных напряжений. Окончательный размер порошковых частиц составляет от 0,009 мм до 1 мм.
С целью повышения производительности процесса измельчения, его осуществляют в условиях жидкостного воздействия – для недопущения распыления металла. Объем задействованной жидкости составляет 40% от массы измельчаемых частиц.
Для измельчения твердосплавных частиц применяют планетарные центробежные мельницы. Отрицательной стороной работы такого устройства считается периодичность ее работы.
Физико-механические методы не подходят в случае необходимости измельчения цветных металлов, обладающих высокой пластичностью. Пластичные металлы измельчаются вихревыми мельницами, их принцип действия основан на измельчении частиц путем их взаимных ударов.

Смешивание порошков
Смешивание является одной из важных операций при изготовлении материалов и изделий из порошков. Оно заключается в приготовлении однородной механической смеси из порошков различного химического и гранулометрического состава. Задачи смешивания – превращение совокупности частиц твердых компонентов в макрооднородную смесь.
Результат смешивания определяется формой и величиной частиц, числом смешиваемых компонентов и соотношением их количеств, коэффициентом трения между частицами, способностью частиц к слипанию и другими факторами.
Наиболее распространенным является механическое смешивание компонентов в шаровых мельницах, аналогичных применяемым при размоле, и смесителях различных типов. При смешивании в шаровой мельнице смешивание сопровождается одновременным измельчением компонентов. Если измельчение при смешивании нежелательно, используют смесители различных типов. Это могут быть барабанные, в том числе так называемые «пьяные бочки», применение которых в настоящее время ограниченно из-за их недостаточной эффективности, шнековые, лопастные, центробежные, планетарные, конусные и установки непрерывного действия. Широкое применение нашли двухконусные смесители.
Смешивание в лопастных или шнековых смесителях проводят при приготовлении пастообразных смесей. Такие смесители эффективны при добавке к порошку различных веществ, улучшающих процесс прессования, например раствора каучука в бензине, парафина или его раствора в бензине.Для улучшения смешивания разнородных компонентов используют планетарные смесители которые представляют собой емкость, совершающую вращение в трех измерениях, создавая вихревое кружение находящихся в ней компонентов. Качально-трясущееся движение сосуда приводит к чередованию ускорения и замедления в процессе перемешивания частиц, что способствует быстрому и качественному перемешиванию разнородных материалов.
Смешивание порошков может осуществляться в газовой (воздух, инертный газ) или в жидкой (вода, спирт, бензин и др.) средах. В жидкой среде смешивание происходит значительно интенсивнее, чем в газовой. Это объясняется тем, что ввод жидкости в смесь способствует созданию повышенного давления в тонких щелях частиц за счет действия капиллярных сил и распространению трещин в частицах, что приводит к доизмельчению компонентов. Однако, следует иметь в виду, что применение так называемого мокрого смешивания не всегда экономически выгодно. Например, использование воды в качестве жидкой среды вызывает необходимость применения сушки в защитной атмосфере или проведения дополнительного восстановительного обжига из-за возможности окисления металлических порошков. Это ведет к усложнению технологии и повышает себестоимость продукции.
При смешивании компонентов с резко различающимися плотностями используют особые приемы. Например, применяют раздельную загрузку компонентов по частям, перемешивая сначала более легкие с более тяжелым компонентом, а затем к такой смеси добавляют остальные компоненты. В некоторых случаях хорошие результаты достигаются при перемешивании разноплотных компонентов в вакууме. В этом случае поведение компонентов не зависит от их плотности и частицы внутри смесителя движутся с одинаковыми скоростями, что обеспечивает высокую равномерность объёмного распределения компонентов в смеси.



В случае плохих технологических характеристик смеси (низкая текучесть, прессуемость) её подвергают грануляции, под которой понимают операцию образования устойчивых комочков сфероидальной формы, состоящих из сравнительно большого числа частиц.
Для улучшения прессуемости и грануляции порошков при смешивании в смеситель вводят пластифицирующие добавки (растворы в органических жидкостях парафина, воска, каучука и др.), которые обволакивают частицы и при прессовании создают дополнительную прочность прессовок, облегчая их трение между стенками пресс-формы и самими частицами. Кроме присадок, улучшающих процесс прессования, в смесь могут вводится добавки, формирующие те или иные свойства прессовок. Например, поризаторы, обеспечивающие высокую пористость изделий.
Результаты смешивания контролируют либо по физико-технологическим свойствам шихты, определяя гранулометрический состав, насыпную массу, текучесть, прессуемость, либо химическим анализом проб. На практике обычно контролируют часть технологических характеристик смеси и проводят химический анализ проб из неё.
Получение порошков
Для производства порошка могут применяться самые различные технологии, но их объединяют следующие моменты:
- Экономичность. В качестве сырья могут использоваться отходы металлургической промышленности. Примером назовем окалину, которая сегодня нигде не применяется. Кроме этого, могут применять и другие отходы.
- Высокая точность геометрических форм. Изделия, получаемые при применении рассматриваемой технологии порошковой металлургии, обладают точными геометрическими формами, последующая механическая обработка не требуется. Этот момент определяет относительно небольшое количество отходов.
- Высокая износостойкость поверхности. За счет мелкозернистой структуры получаемые изделия обладают повышенной твердостью и прочностью.
- Невысокая сложность технологий порошковой металлургии.
Рассматривая наиболее распространенные технологии порошковой металлургии отметим, что они делятся на две основные группы:
- Физико-механические методы заключаются в измельчении сырья, за счет чего размер частиц становится небольшим. Подобного рода процессы производства характеризуются комбинированием различной нагрузки, которая оказывает воздействие на сырье.
- Химико-металлургические методы используются для изменения фазового состояния применяемого сырья. Примером подобного производства можно назвать восстановление солей и окислов, а также других соединений металлов.
Кроме этого, выделим следующие особенности производства порошка:
- Шаровой способ предусматривает переработку металлических обрезков в шаровой мельнице. За счет тщательного дробления получается мелкозернистый порошок.
- Вихревой способ заключается в применении специальной мельницы, которая создает сильный воздушный поток. Столкновение крупных частиц становится причиной получения мелкого порошка.
- Применение дробилок. Нагрузка, которая создается при падении груза большой массы, приводит к измельчению материала. Ударная нагрузка воздействует с определенной периодичностью, за счет чего и происходит дробление состава.
- Распыление сырья в жидком виде под воздействием сжатого воздуха. После получения хрупкого состава, металл пропускается через специальное оборудование, которое перемалывает его для получения порошка.
- Электролиз – процесс восстановления металла из жидкого состава под воздействием электрического тока. За счет повышения показателя хрупкости сырье может быстро перемалываться в специальных дробилках. Данный метод обработки позволяет получить зерно дендритной формы.
Некоторые из приведенных выше технологий порошковой металлургии получили большое распространение в промышленности по причине высокой производительности и эффективности, другие сегодня практически не применяются из-за повышения стоимости получаемого сырья.
Диссоциация карбонилов
Карбонилы представляют собой химические соединения металлов с оксидом углерода, которые можно выразить общей формулой Mea(CO)c. В основе карбонильного метода лежит способность некоторых металлов под воздействием оксида углерода (СО) образовывать комплексное соединения, называемые карбонилами, которые при определённых условиях могут диссоциировать с образованием порошков. Общим требованием к таким соединениям при получении порошков является их легколетучесть и невысокие температуры образования и термического разложения. Основные свойства некоторых карбонилов приведены в таблице 1.
Карбонильный процесс получения порошков проходит в две стадии по реакциям:
МеаБв + сCO →Mea(CO)c
Mea(CO)c→aMe + cCOНа первой стадии исходное сырьё МеаБв, содержащее металл (Ме) в соединении с балластным веществом (Бв) взаимодействует с оксидом углерода (СО), образуя промежуточный продукт – карбонил [Mea(CO)c], который отделяется от балластной примеси благодаря высокой летучести и собирается в чистом виде.
Во второй стадии промежуточный продукт (карбонил) при нагреве диссоциирует на металл и оксид углерода, который обычно возвращают на первую стадию процесса.
Первую стадию карбонильного процесса называют синтезом карбонила металла, а вторую – термическим разложением карбонила.
При синтезе карбонила на поверхности исходного материала, который может быть металлоломом, отходами металлообработки, окисленными рудами и др., адсорбируются газообразные молекулы оксида углерода (СО), вступающие затем в химическое взаимодействие с металлической составляющей сырья. Образующееся карбонильное соединение вначале остаётся на поверхности металла, удерживаемое силами сцепления, а затем удаляется с неё в виде газа. Реакция образования карбонила идёт везде, где оксид углерода соприкасается с поверхностью металла в исходном сырье, а именно снаружи твердого тела, в его трещинах и порах. На образование карбонила оказывают влияние температурные условия, а также присутствие веществ, тормозящих или ускоряющих реакцию.








Таблица 1 – Основные свойства некоторых карбонилов.
| Карбонил | Цвет и состояние в нормальных условиях | Температура плавления,ºС | Плотностьг/см3 | Продукты разложения карбонилов |
| Fe(CO)5 | Желтая жидкость | – 19,5 | 1,453(при 20 ºС) | Выше 130 ºС Fe и CO |
| Fe2(CO)9 | Золотистые, желтые или оранжевые кристаллы | – | 2,085(при 18,5 ºС) | При 100 ºСFe и CO |
| Fe3(CO)12 | Темно-зеленые кристаллы | 1,996(при 18 ºС) | При 150 ºСFe и CO | |
| Ni(CO)4 | Бесцветная жидкость | – 19 | 1,31(при 20 ºС) | При 0 ºС в вакууме и выше 50 ºС при избыточном давлении 1 ат. Ni иCO |
| Co(CO)4 | Оранжевые кристаллы | 51 | 1,78 | Выше 60 ºС Cо и CO |
| Cr(CO)6 | Бесцветные кристаллы | Возгоняется | 1,77 | При 200 ºС или освещении Cr и СО |
| Mo(CO)6 | Бесцветное твердое вещество | Возгоняется | 1,96 | Мо и СО |
| W(CO)6 | То же | 127 | – | W и CO |
Термическая диссоциация карбонила на металл и оксид углерода обычно проходит при относительно невысокой температуре. Сначала появляются атомы металла и газообразные молекулы оксида углерода. Порошковые частицы формируются в результате кристаллизации парообразного металла. Сначала образуются зародыши, а затем из них вырастают крупинки порошка различной формы.
На скорость образования зародышей и на скорость формирования металлических кристаллов влияют степень разряжения в аппарате, концентрация паров металла и главным образом температура. При относительно низкой температуре образуется значительно больше зародышей, чем при повышенной. Увеличение концентрации пара металла и снижение вакуума в аппарате благоприятствует образованию зародышей.
Условия развития зародышей отличны от условий их образования. Скорость роста кристаллов также зависит от температуры процесса и от концентрации паров металла. Однако глубина вакуума влияет на форму и размер частиц металла. В условиях глубокого вакуума образуются очень мелкие частицы с правильно сформированными гранями. В умеренном вакууме образуется смесь правильных кристаллов самых различных размеров, а в неглубоком вакууме появляются дендриты.
В промышленных масштабах карбонильным методом производят порошки никеля, железа, кобальта, хрома, молибдена, вольфрама и некоторых других металлов. Метод позволяет получать и полиметаллические порошки, например железоникелевые, железомолибденовые, железокобальтовые, железоникельмолибденовые. В этом случае термическому разложению подвергают смесь карбонилов соответствующих металлов. Сами карбонилы при этом готовят отдельно. Сплавы можно получать и в том случае, если в аппарат разложения вместе с парами карбонила вводить порошок другого металла. Карбонил разлагается на поверхности порошковых частиц и образуется сплав.
Обработка металлов резанием
Производство порошков обработкой металлов резанием на практике используются очень редко. Порошки получают при станочной обработке ком-пактных металлов, подбирая такой режим резания, который обеспечивает обра-зование частиц, а не сливной стружки.
При этом образующиеся отходы в виде крупной стружки целесообразно использовать для дальнейшего измельчения в шаровых, вихревых и других аппаратах, а мелкую стружку и опилки с величиной частиц порошка около 1 мм можно использовать для изготовления изделий без дополнительного дробления. В некоторых случаях применение этого метода для получения порошка является почти единственным. Прежде всего, это относится к тем металлам, которые очень активны по отношению к кислороду, особенно в состоянии высокой дисперсности. Например, по этому способу получают магниевый порошок.





