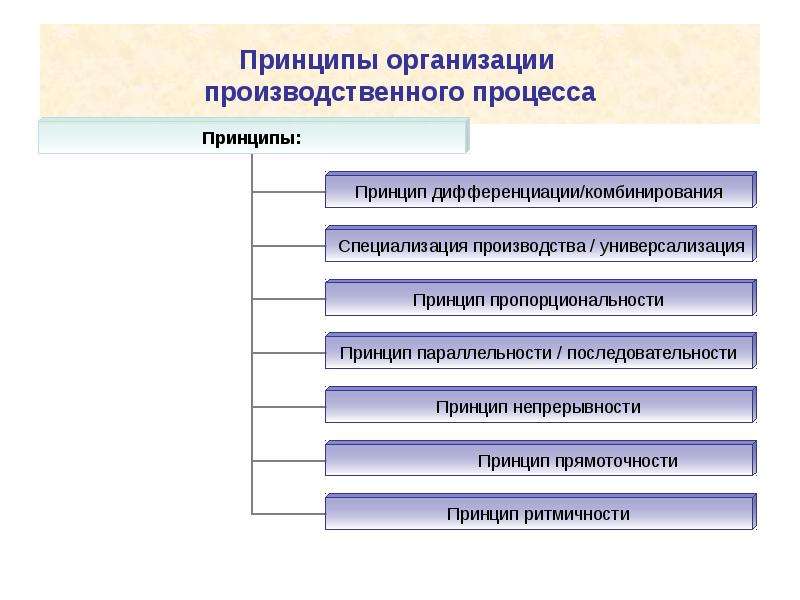
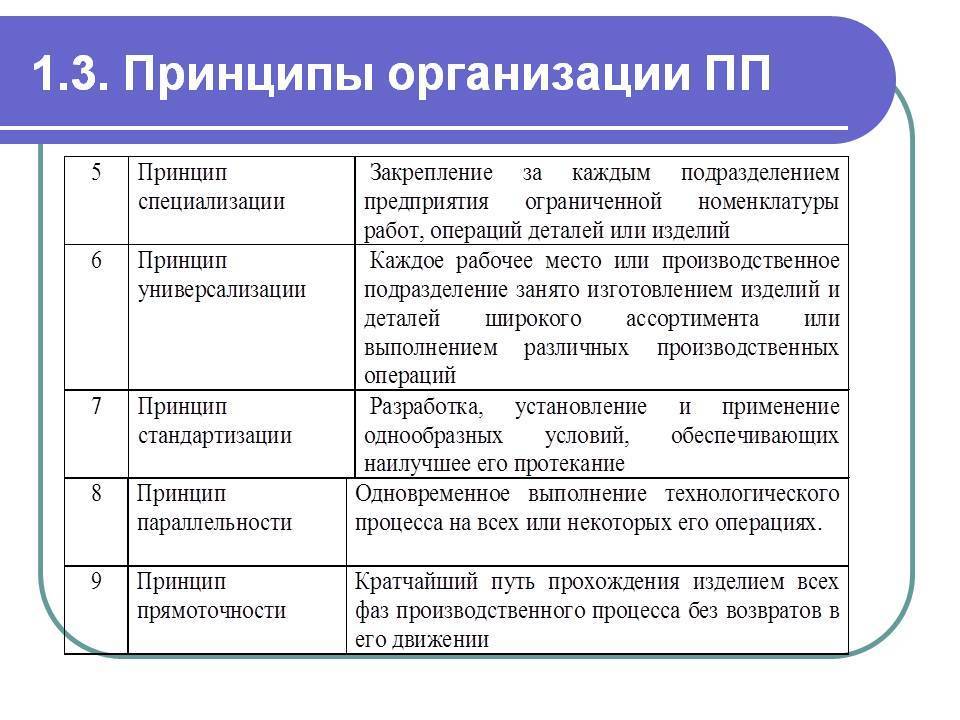
Принципы организации
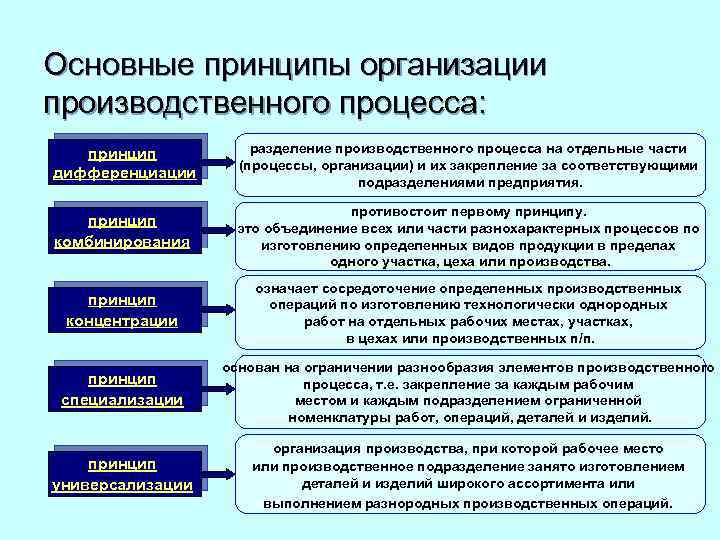
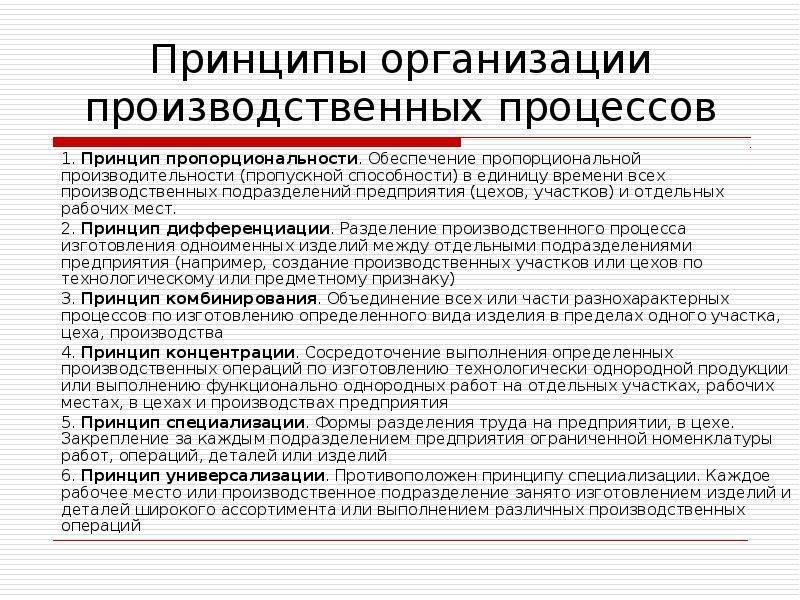
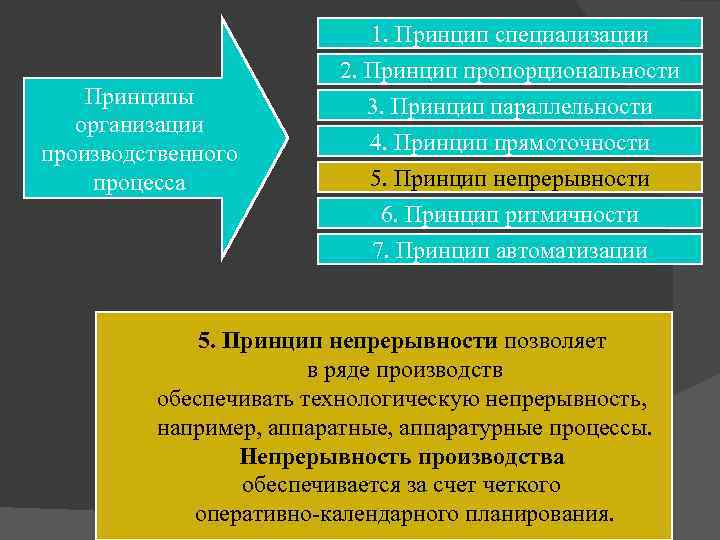
Организация производственного процесса на предприятии основывается на различных принципах. Основные принципы организации ПП следующие:
- Дифференциация.
Применяется на крупных предприятиях и предусматривает разделение всего процесса на операции, переходы и приемы. С помощью таких методов можно оптимизировать процесс, с учетом характеристик и особенностей оборудования, инструментов и трудовых ресурсов
Исходя из этого, работники концентрируются на отдельной операции, выполняя ее качественнее, быстрее, не распыляя внимание на выполнение других работ. Постепенный переход продукта от одной операции к другой, позволяет выполнять весь процесс производства, от начала до конца, без сложного обучения сотрудников
- Специализация.
Предусматривает закрепление за производственным участком отдельной ограниченной группы продуктов, производство которых предусматривает выполнение однородных работ, незначительно отличающихся друг от друга.
С помощью принципа специализации можно повысить эффективность производства, уменьшить количество производственных участков, объединяя похожие операции на одном. Также можно эффективнее использовать территорию предприятия, уменьшить затраты на оборудование и заработную плату работников. Также работников легче обучить выполнять новые операции, так как они похожи на те, которые выполнялись ими ранее. За счет этого себестоимость и производительность труда значительно растет.
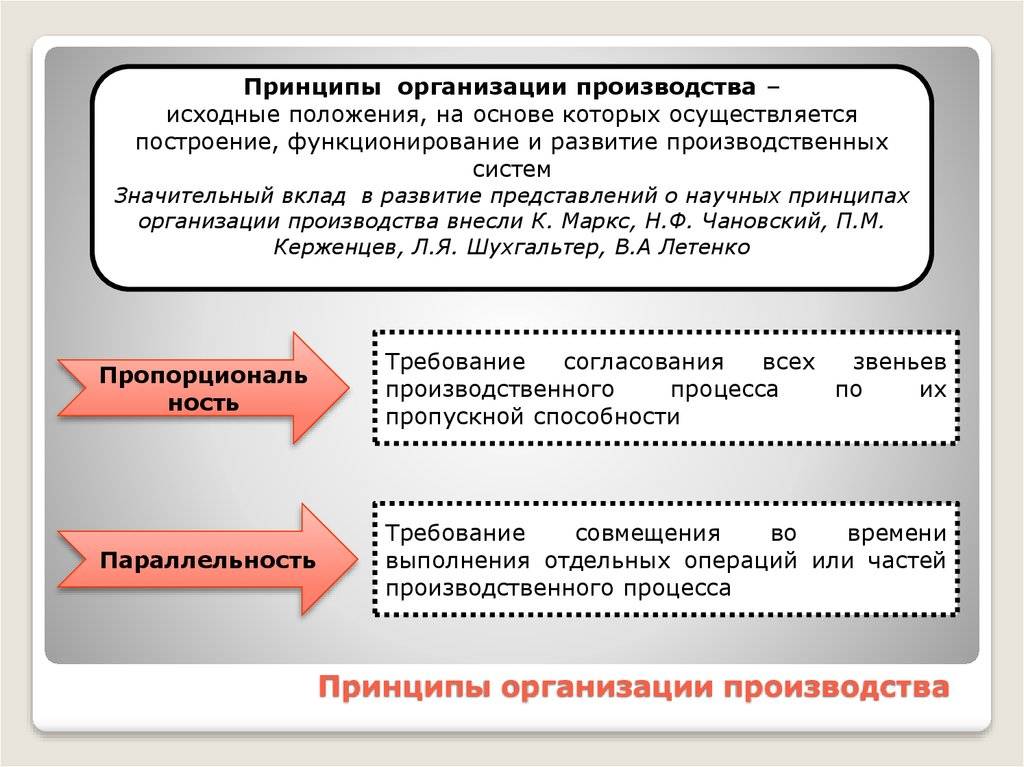
- Параллельность.
Принцип параллельности предусматривает изготовление отдельных элементов готового продукта одновременно в разных цехах или отделах производственной линии. Это позволяет сократить время от начала обработки сырья до получения готового товара.
- Пропорциональность.
Предусматривает расчет ПП таким образом, чтобы пропускная способность различных элементов предприятия была на одном уровне. Это позволяет различным линиям работать в нормальном режиме, без простоев и переработок. Если это принцип не соблюдается, главная линия может простаивать из-за недостатка вспомогательных компонентов.
- Непрерывность.
Принцип непрерывности основывается на сведении к минимуму технологические остановки и паузы производственного процесса. Это позволяет значительно снизить время производства единицы продукции, а также повышение производительности труда и эффективности использования финансовых ресурсов. Данный принцип применяется на предприятиях массового производства, где объем заказов позволяет сохранять производственную норму на протяжении длительного периода. На некоторых предприятиях, где изготавливается товар сезонного характера, непрерывность производства может применяться в определенные периоды по определенной формуле.
- Ритмичность.
Этот принцип основан на принципе непрерывности, но предусматривает паузы. Применяется на предприятиях, объем производства которых сильно зависит от заказчиков. Позволяет быстро и эффективно увеличивать уровень выпуска и также быстро его снижать
Это очень важно, когда требуется удовлетворить требования заказчика к объему и качеству товара. Соблюдения этого принципа обеспечивает рациональность использования ресурсов и эксплуатации трудовых ресурсов
- Прямоточность.
Заключается в особой организации ПП и территории предприятия. Согласно этому принципу, предметы труда должны проходить минимальное расстояние за кратчайшее время между этапами обработки, и не должны возвращается на уже пройденный этап. Это достигается на этапе планирования помещений предприятия.
- Автоматичность.
Основывается на автоматизации ПП, когда за счет автоматического оборудования снижаются затраты на оплату труда. Ручная работа заменяется специальным оборудованием и интеллектуальной работой операторов, следящими за системой показателей.
- Гибкость.
Этот принцип предусматривает возможность быстрого приспособления предприятия к изменениям экономической, политической и конкурентной ситуации. Обеспечивает быстрый, без значительных затрат, переход на изготовление похожей или кардинально другой продукции. Схема производственного процесса предусматривает то, что оборудование, в таком случае, легко переналадить, изменить его характеристики, убрать или добавить некоторые компоненты.
- Гомеостатичность.
Предусматривает организации ПП таким образом, чтобы в случае возникновения форс-мажорных или дестабилизирующих ситуации, система саморегулировалась и возвращалась в норму без значительного управленческого вмешательства.
https://youtube.com/watch?v=yXjmxPn_nsc




Это достигается за счет постоянного оперативного контроля и планирования, а также создания резервных запасов.
Обработка дерева и металла
На практике одну и ту же деталь, одного и того же размера и веса, из одного и того же материала можно изготовить разными, иногда сильно отличающимися друг от друга методами.
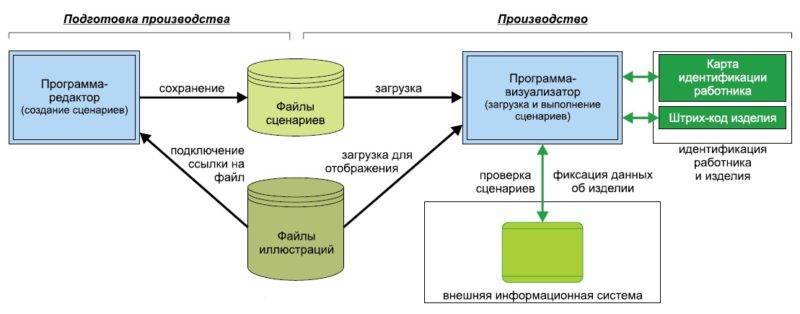
На этапе конструкторско-технологической подготовки производства конструкторы и технологи совместно прорабатывают несколько вариантов описания технологического процесса, изготовления и последовательности обработки изделия. Эти варианты сравниваются по ключевым показателям, насколько полно они удовлетворяют:
- техническим условиям на конечный продукт ;
- требованиям производственного плана, срокам и объемам отгрузки;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.
На следующем этапе проводится сравнение этих вариантов, из них выбирается оптимальный. Большое влияние на выбор варианта оказывает тип производства.
https://youtube.com/watch?v=q73DFW4JGac
В случае единичного, или дискретного производства вероятность повторения выпуска одной и той же детали невелика. В этом случае выбирается вариант с минимальными издержками на разработку и создание специальной оснастки, инструмента и приспособлений, с максимальным задействованием универсальных станков и настраиваемой оснастки. Однако исключительные требования к точности соблюдения размеров или к условиям эксплуатации, таким, как радиация ил высоко агрессивные среды, могут вынудить применять и специально изготовленную оснастку, и уникальные инструменты.
При серийном же выпуске процесс производства разбивается на выпуск повторяющихся партий изделий. Технологический процесс оптимизируют с учетом существующего на предприятии оборудования, станком и обрабатывающих центров. Оборудование при этом снабжают специально разработанной оснасткой и приспособлениями, позволяющими сократить непроизводительные потери времени хотя бы на несколько секунд. В масштабе всей партии эти секунды сложатся вместе и дадут достаточный экономический эффект. Станки и обрабатывающие центры подвергают специализации, за станком закрепляют определенные группы операций.
При массовом производстве размеры серий весьма высоки, а выпускаемые детали достаточно долгий срок не подвергаются конструктивным изменениям. Специализация оборудования заходит еще дальше. В этом случае технологически и экономически оправдано закрепление за каждым станком одной и той же операции на все время выпуска серии, а также изготовление спецоснастки и применение отдельного режущего инструмента и средств измерений и контроля.
Оборудование в этом случае физически перемещают в цеху, располагая его в порядке следования операций в технологическом процессе
Основы и понятия
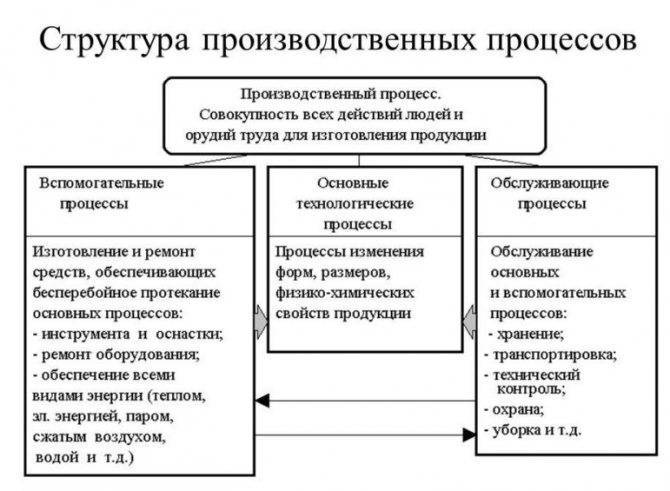
Производственным процессом именуют упорядоченный в пространстве и времени комплекс трудовых операций и природных явлений, приводящий к преобразованию сырья в продукцию с заданными параметрами.
Их осуществляют по конкретным методикам, которые называют технологиями. Это способы последовательного преобразования свойств, состояния, формы, размеров и прочих параметров исходных материалов для получения конечного изделия. То есть технологии включают конкретные последовательности операций.
Под технологическими операциями понимают этапы процесса, осуществляемые на одном рабочем месте.
То есть существует еще один термин – технологический процесс. Он представлен стадией производственного, состоящей в определении или преобразовании состояния объекта труда.
Для производственного процесса к определяющим относят такие факторы, как целесообразная деятельность, ее предметы и средства. Совокупность рабочих мест представляет его базу. Предметы труда определяются выпускаемой продукцией.
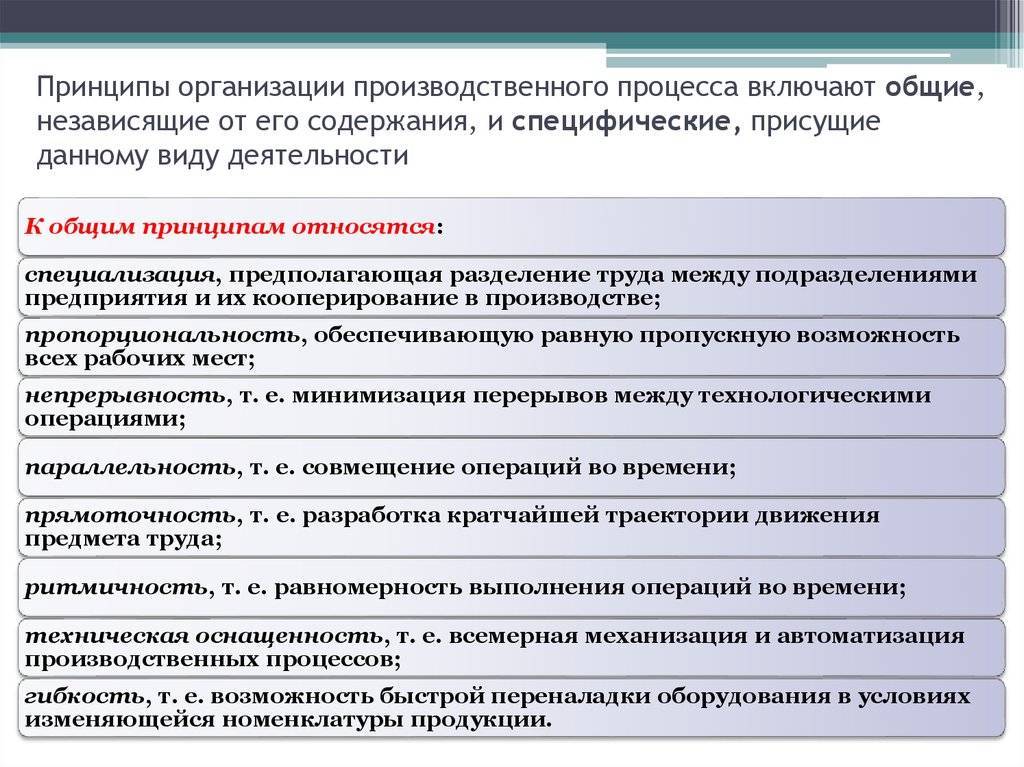
Для обеспечения наибольшей эффективности производства необходима рациональная его организация, которая основана на ряде принципов:
- Во-первых, необходимо соответствие производительности всех подразделений во избежание перегрузки и недозагрузки на различных участках.
- Во-вторых, этапы производства общей партии продукции выполняют одновременно.
- В-третьих, промышленная эффективность зависит от рациональной временной организации, предполагающей минимальные перерывы в производственном процессе.
- В-четвертых, необходима разработка кратчайшей производственной последовательности.
- В-пятых, на каждом участке и на предприятии, в целом, обеспечивают равный либо равномерно возрастающий объем выпуска в зависимости от плана.
- В-шестых, аналогичное разделение осуществляют временно в зависимости от трудоемкости.
- В-шестых, на случаи обновления перечня продукции предусматривают скорейшую смену производственных технологий.
- В-седьмых, существует предел дифференциации общего процесса.
- В-восьмых, с совершенствованием оборудования повышаются сложность и объем производственных операций.
- В-девятых, целесообразна специализация сотрудников, однако для взаимозаменяемости уместно освоение смежных профессий.
- В-десятых, компетентность управления определяется в значительной степени достоверной оценкой, определяемой информационно-технологическим потенциалом.
Основы и понятия
Производственным процессом именуют упорядоченный в пространстве и времени комплекс трудовых операций и природных явлений, приводящий к преобразованию сырья в продукцию с заданными параметрами.
Их осуществляют по конкретным методикам, которые называют технологиями. Это способы последовательного преобразования свойств, состояния, формы, размеров и прочих параметров исходных материалов для получения конечного изделия. То есть технологии включают конкретные последовательности операций.






Под технологическими операциями понимают этапы процесса, осуществляемые на одном рабочем месте.
То есть существует еще один термин – технологический процесс. Он представлен стадией производственного, состоящей в определении или преобразовании состояния объекта труда.
Для производственного процесса к определяющим относят такие факторы, как целесообразная деятельность, ее предметы и средства. Совокупность рабочих мест представляет его базу. Предметы труда определяются выпускаемой продукцией.
Для обеспечения наибольшей эффективности производства необходима рациональная его организация, которая основана на ряде принципов:
- Во-первых, необходимо соответствие производительности всех подразделений во избежание перегрузки и недозагрузки на различных участках.
- Во-вторых, этапы производства общей партии продукции выполняют одновременно.
- В-третьих, промышленная эффективность зависит от рациональной временной организации, предполагающей минимальные перерывы в производственном процессе.
- В-четвертых, необходима разработка кратчайшей производственной последовательности.
- В-пятых, на каждом участке и на предприятии, в целом, обеспечивают равный либо равномерно возрастающий объем выпуска в зависимости от плана.
- В-шестых, аналогичное разделение осуществляют временно в зависимости от трудоемкости.
- В-шестых, на случаи обновления перечня продукции предусматривают скорейшую смену производственных технологий.
- В-седьмых, существует предел дифференциации общего процесса.
- В-восьмых, с совершенствованием оборудования повышаются сложность и объем производственных операций.
- В-девятых, целесообразна специализация сотрудников, однако для взаимозаменяемости уместно освоение смежных профессий.
- В-десятых, компетентность управления определяется в значительной степени достоверной оценкой, определяемой информационно-технологическим потенциалом.
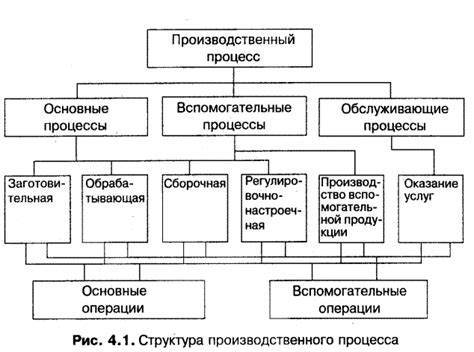
Группировка производственных процессов
Производственный процесс делится на четыре группы: основной, вспомогательный, обслуживающий и управленческий. В свою очередь, каждая из классификаций подразделяется на виды:

Основной
Основным производственным процессом называют комплекс мероприятий, направленных непосредственно на изготовление готового продукта. Он начинается с отправки сырья в цех и заканчивается выпуском продукции. В ходе основной операции используются материалы, полуфабрикаты, сырье, инструменты производства, а также трудовые ресурсы.
То есть, в основном производственном процессе участвуют работники, которые обрабатывают комплектующие на специальном оборудовании, в результате чего получается предмет труда. Основной производственный процесс делится на несколько элементов, совокупность которых представляет собой его структуру:
- На стадии заготовки работники предприятия подготавливают сырье к обработке. Например, получают его на складе, проводят измерительные процедуры, а также производят иные действия.
- Этап обработки посвящен воздействию производственными инструментами на сырье. Заканчивается операция выпуском составных частей готовой продукции. Как правило, работу выполняют обученные сотрудники.
- Заключительным этапом основного производственного процесса является сборка. Изготовленные ранее детали соединяют в один предмет, в результате чего образуется готовый продукт.
Таким образом, основной цикл изготовления товаров – это процесс заготовки и обработки сырья. Последняя стадия свойственна не всем предприятиям, так как многие компании производят продукцию, которая состоит из одного элемента.
Вспомогательный
Вспомогательным производственным процессом называют комплекс мероприятий, которые направлены на обеспечение бесперебойного функционирования основного цикла. В эту группу входят все операции, связанные с обслуживанием производства, например, подача электроэнергии, ремонт основных средств, создание специальных инструментов, необходимых для производства.
Обслуживающий
Обслуживающий производственный процесс – это совокупность действий работников, направленных на обеспечение надлежащего функционирования цехов по изготовлению продукции. Сюда можно включить работы, связанные с уборкой рабочего места и поддержанием чистоты оборудования и производственных цехов, а также контроль над качеством готовых товаров.
Управленческий
Управленческий производственный процесс представляет собой комплекс операций по принятию решений для обеспечения функционирования предприятия и повышения эффективности основной работы.
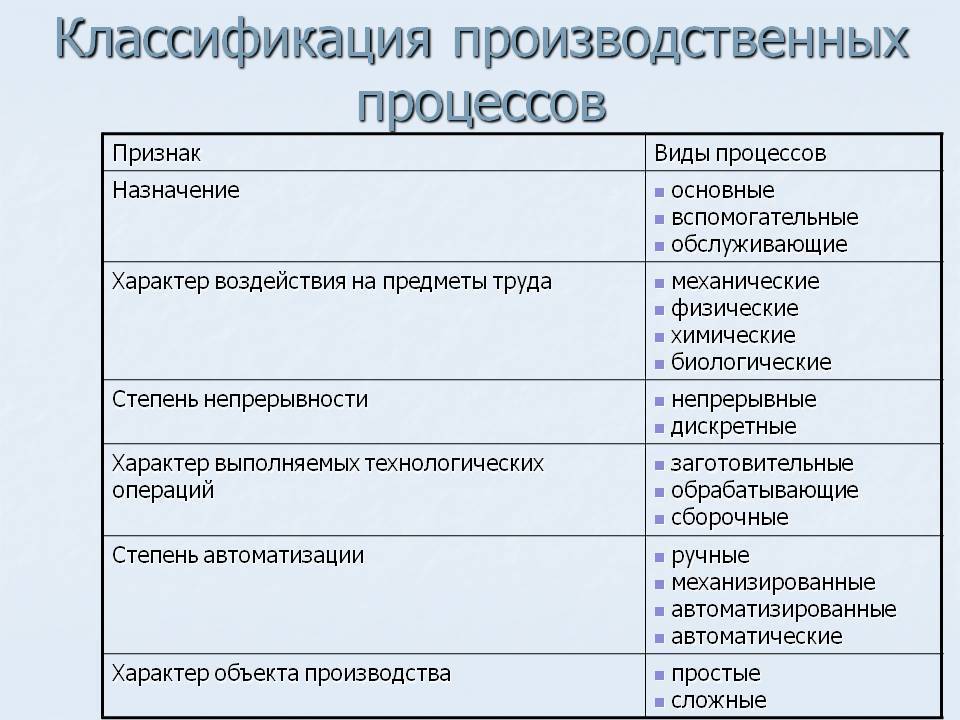
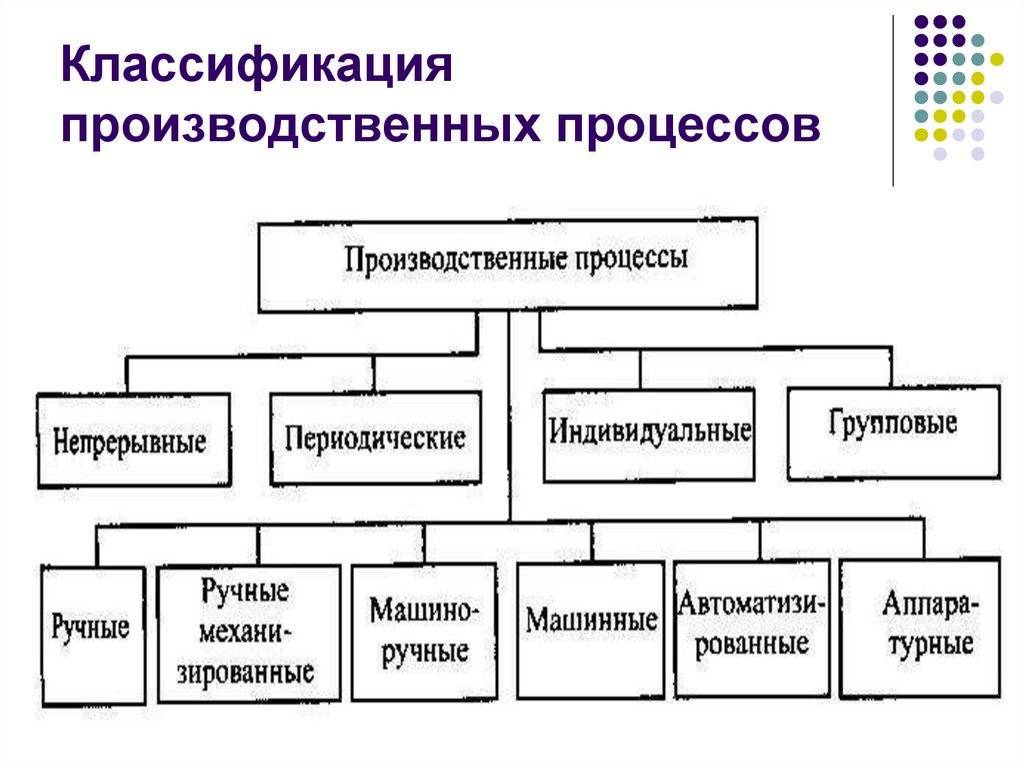
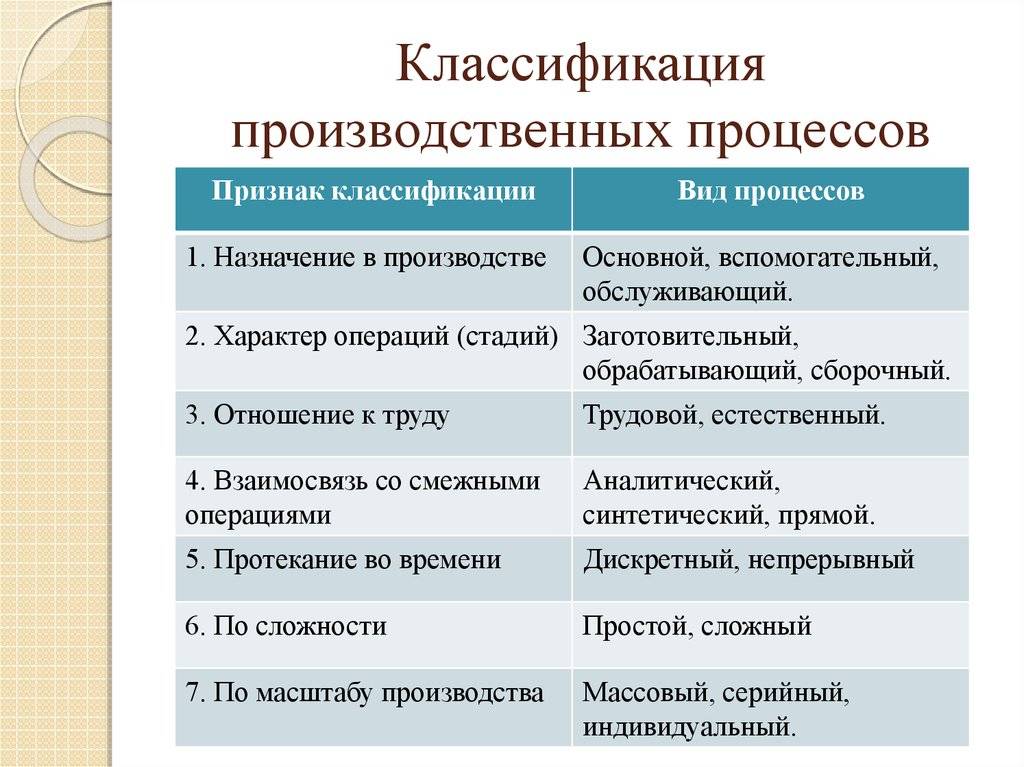
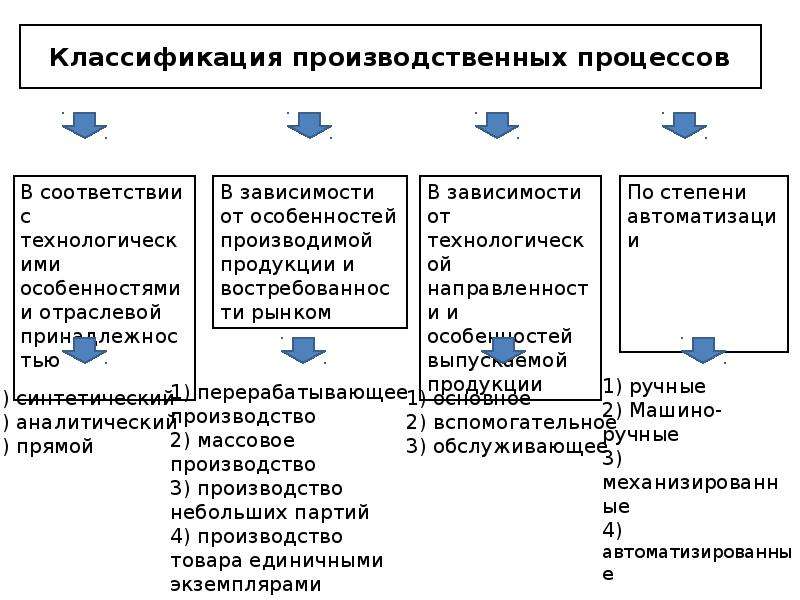
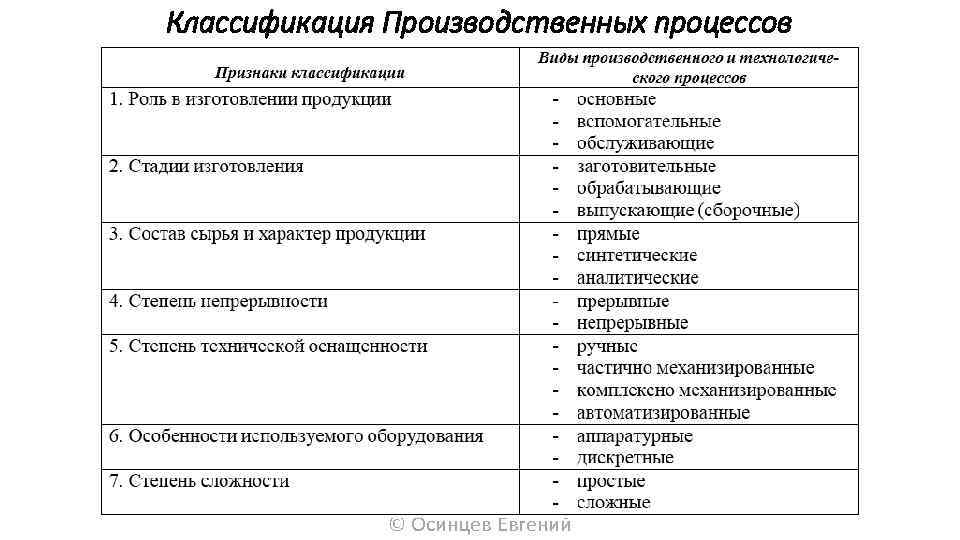
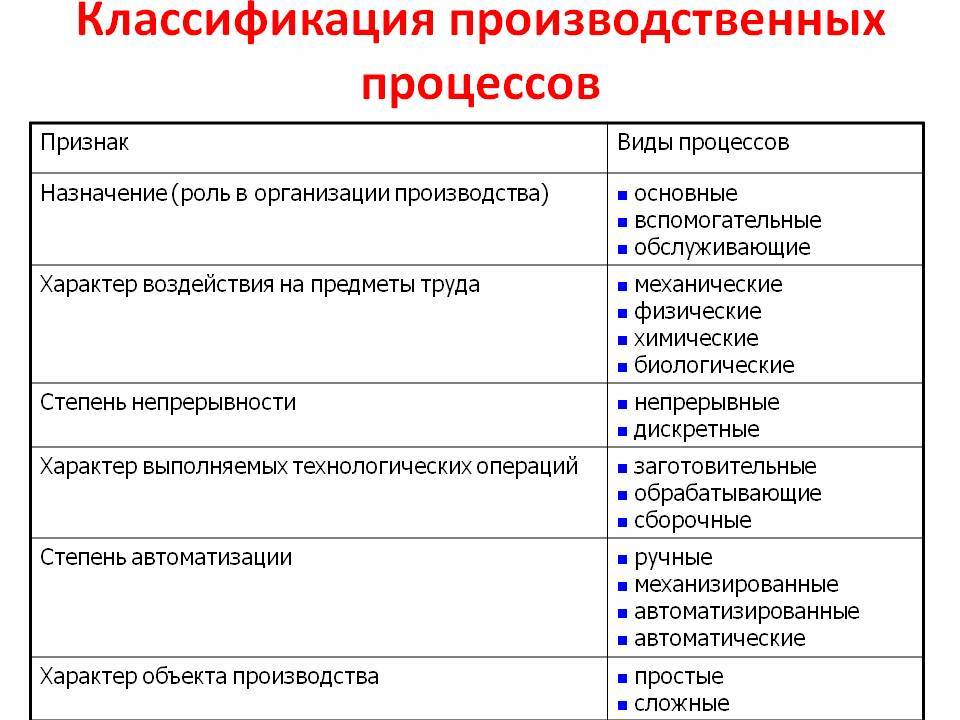
Классификация производственных процессов по признакам
Производственные процессы группируют по трем основным признакам: по степени автоматизации, по форме продукта, по особенностям прохождения:
| Классификационный признак | Вид производственного процесса | Описание |
| Степень автоматизации | Ручной | Процесс, осуществляемый при помощи ручного труда |
| Машинный | Операции, производимые с использованием машинных механизмов | |
| Комбинированный | Производство продукции с использованием ручного и машинного труда | |
| Автоматизированный | Процесс, выполняемый при помощи специального автоматизированного оборудования. Работник лишь следит за функционированием инструмента. | |
| Комбинировано-автоматизированные | Операции, выполняемые при помощи автоматизированной техники, но с использованием ручного труда. | |
| Форма готового продукта | Аналитический | Производство нескольких видов готовых товаров из одного сырья |
| Синтетический | Сборка ранее произведенных элементов продукта. | |
| Прямой | Превращение сырья в один вид продукции | |
| По особенностям прохождения | Естественный | Операция по воздействию на предмет естественным путем. Например, высушивание, охлаждение, отстаивание. |
| Технологический | Процессы по физическому или химическому воздействию на сырье | |
| Беспрерывный | Производство продукции, которое не предусматривает перерывов | |
| Дискретный | Операция по изготовлению товаров, которая делится на циклы |
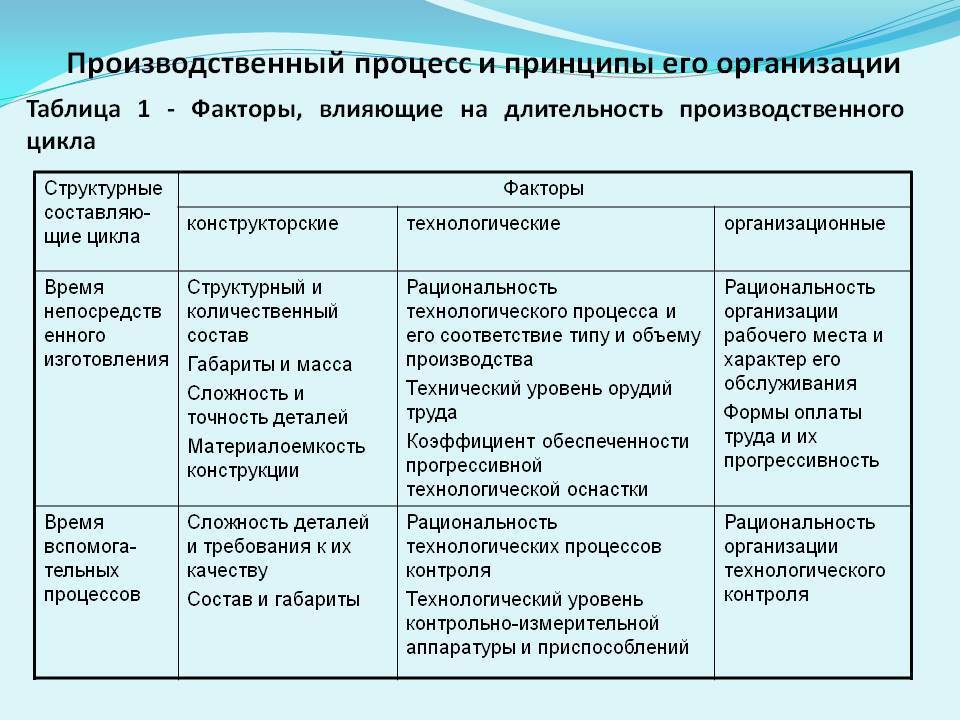
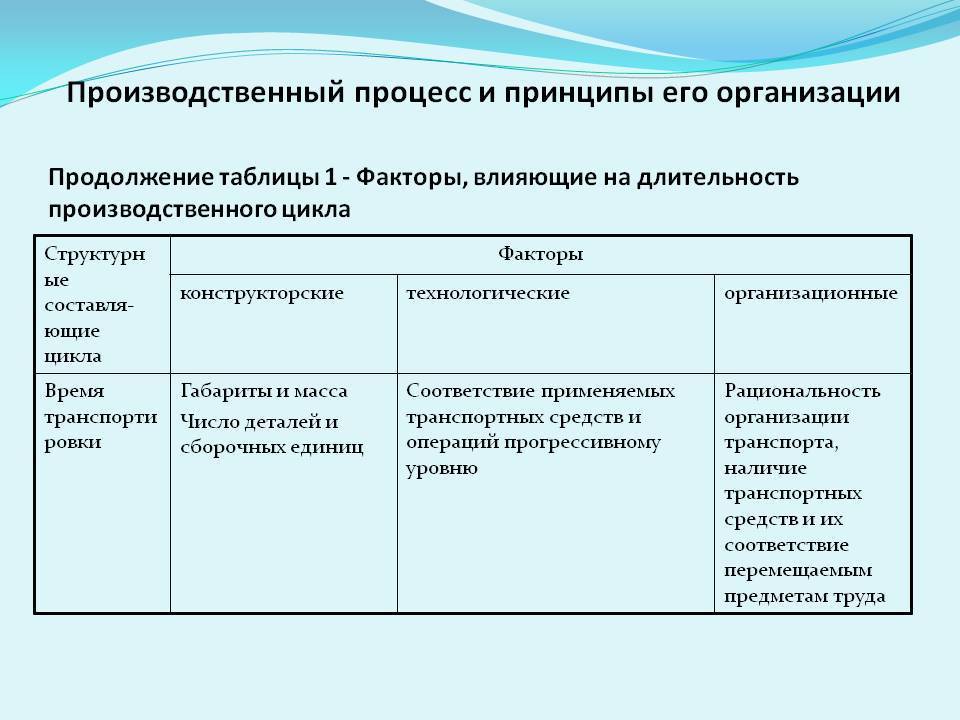
Что такое производственный цикл?
Производственным циклом называется календарный период времени, в течение которого предмет труда проходит все стадии производственного процесса — от первой производственной операции до сдачи (приемки) готового продукта включительно.
Производственный цикл состоит из двух частей: из рабочего периода, т.е. периода, в течение которого предмет труда находится непосредственно в процессе изготовления, и из времени перерывов в этом процессе.
Рабочий период состоит из времени выполнения технологических и нетехнологических операций; к числу последних относятся все контрольные и транспортные операции с момента выполнения первой производственной операции и до момента сдачи законченной продукции.
Практика успешного бизнеса показывает, что сокращение производственного цикла дает возможность предприятию ускорить оборачиваемость оборотных средств, выполнить установленный план с меньшими затратами этих средств, высвободить часть оборотных средств.
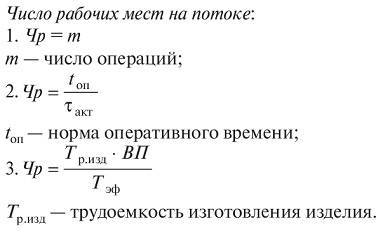
Расчет производственно цикла.
Выводы и рекомендации
Предпринимателю — производственнику необходимо четко представлять специфику производственных процессов своего предприятия, в том числе – цикличность производства
Опыт успешных предприятий показывает, что почти на каждом производственном участке могут быть обнаружены возможности сокращения длительности производственного цикла.
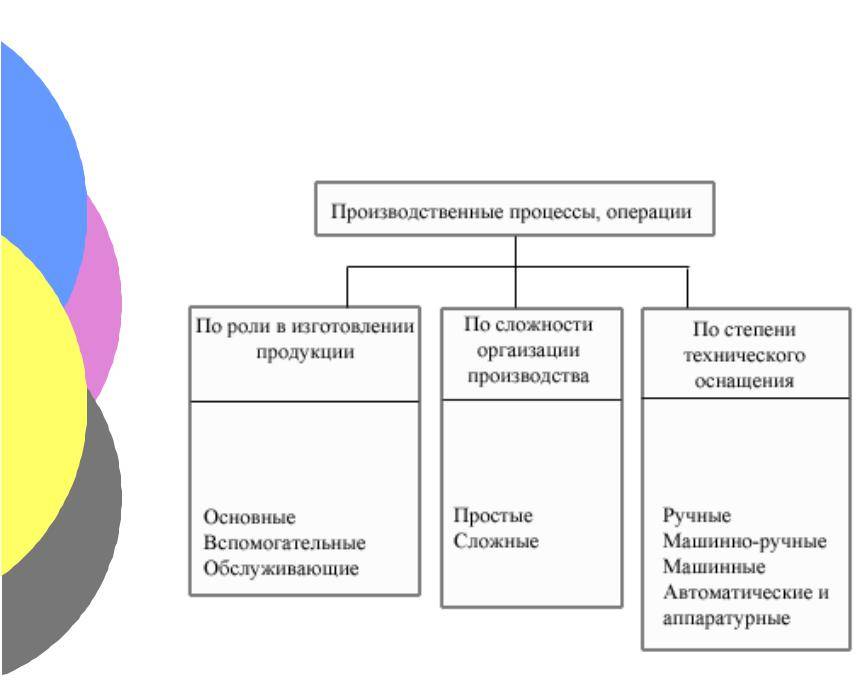
Какими бывают производственные процессы?
По характеру воздействия на предмет труда выделяют процессы:
- технологические, в ходе которых происходит изменение предмета труда под воздействием живого труда;
- естественные, когда меняется физическое состояние предмета труда под влиянием сил природы (они представляют собой перерыв в процессе труда).
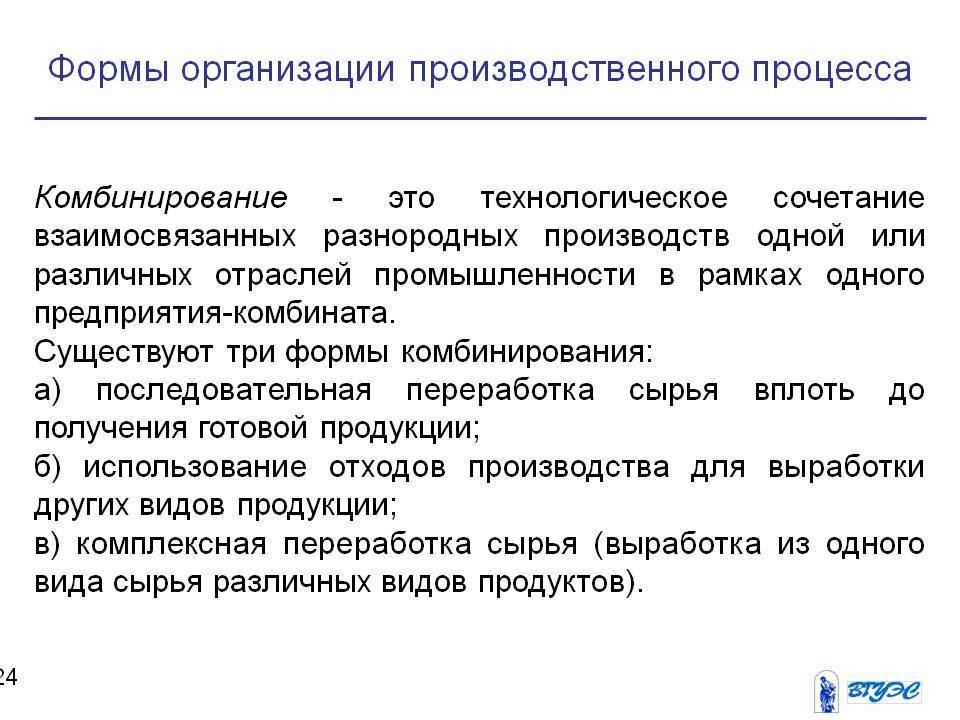
По формам взаимосвязи с другими процессами различают:
- аналитические, когда в результате первичной обработки сырья получают продукты, которые поступают в последующую обработку;
- синтетические, осуществляющие соединение полуфабрикатов, поступивших из разных процессов, в единый продукт;
- прямые, создающие из одного вида материала один вид готового продукта.
По степени непрерывности различают непрерывные и дискретные (прерывные) процессы.
По характеру используемого оборудования выделяют:
- аппаратурные (замкнутые) процессы, когда технологический процесс осуществляется в специальных агрегатах (аппаратах, ваннах, печах), а функция рабочего заключается в управлении и обслуживании их;
- открытые (локальные) процессы, когда рабочий осуществляет обработку предметов труда с помощью набора инструментов и механизмов.
По уровню механизации принято выделять:
- ручные процессы, выполняемые без применения машин и механизмов;
- машинно-ручные, выполняемые с помощью машин и механизмов при обязательном участии рабочего (например, обработка детали на станке);
- машинные, осуществляемые на машинах, станках и механизмах при ограниченном участии рабочего;
- автоматизированные, осуществляемые на машинах-автоматах, где рабочий выполняет контроль и управление ходом производства;
- комплексно-автоматизированные, в которых наряду с автоматическим производством осуществляется автоматическое оперативное управление.
По масштабам производства однородной продукции различают процессы:
- массовые — при большом масштабе выпуска однородной продукции;
- серийные — при широкой номенклатуре постоянно повторяющихся видов продукции, состав процессов носит повторяющийся характер;
- индивидуальные — при постоянно меняющейся номенклатуре изделий, здесь большая доля процессов носит уникальный характер и не повторяется.
Сравнение различный типов производств.
Методы рациональной организации производственного процесса
В зависимости от характера движения предметов труда различают поточный (непрерывный), партионный, единичный методы организации производственных процессов.
Поточное производство по ходу технологического процесса характеризуется непрерывным и последовательным движением предметов труда от одной операции к другой.
При партионном и единичном (прерывном) методах обрабатываемый продукт после каждой операции выключается из технологического процесса и находится в ожидании следующей операции. В этом случае относительно велики длительность производственного цикла и размеры незавершенного производства и оборотных средств, требуются дополнительные площади для хранения полуфабрикатов.



Наиболее прогрессивным методом организации производственного процесса считается поточный метод. Основными его признаками являются:
- высокая степень непрерывности;
- расположение рабочих мест по ходу технологической обработки;
- высокая степень ритмичности.
Организационной базой поточного метода служит поточная линия, имеющая такие наиболее важные параметры, как такт и темп потока.
Тактом потока называется среднее расчетное время, по истечении которого в поток запускается или с потока выпускается одно изделие или транспортная партия изделий:
- Тф — фонд рабочего времени за расчетный период (смена, сутки и т.д.);
- Ки — коэффициент использования оборудования, учитывающий простои и перерывы в работе;
- Вп — объем планируемой продукции за расчетный период в натуральных единицах (штуках, метрах и т.д.).
Темп потока характеризует интенсивность труда работающих и определяется по формуле
Типы производства
Длительность производственного цикла во многом зависит от порядка движения предметов труда в ходе их обработки и типа производства.
Порядок движения изделий и компонентов в производственном процессе соответствует объемам и периодичности выпуска продукции. По этим же признакам определяется тип производства.
В настоящее время принято различать следующие типы производства:
- массовое
- серийное
- единичное
- смешанное.
В свою очередь серийное производство делится на:
- мелкосерийное
- среднесерийное
- крупносерийное.
Массовое и крупносерийное производство продукции позволяет организовать непрерывное синхронное движение изделий в процессе их обработки. При такой организации все компоненты, из которых собирается готовая продукция, передвигаются непрерывно от первой технологической операции до последней. Собранные по ходу движения в узлы и агрегаты отдельные детали продвигаются дальше в собранном виде, пока не образуют готовую продукцию. Подобный метод организации производства называется поточным.
Поточный метод организации производства основан на ритмичной повторяемости согласованных во времени основных и вспомогательных производственных операций, которые выполняются на специализированных местах, расположенных по ходу технологического процесса. В условиях поточного производства достигается пропорциональность, непрерывность и ритмичность хода производства.
Поточная линия
Основное звено поточного производства — поточная линия. Под поточной линией понимается совмещение некоторого количества рабочих мест, расположенных по ходу технологического процесса и предназначенных для поочередного выполнения закрепленных за ними операций. Поточные линии подразделяются на непрерывные, прерывные и линии со свободным ритмом.
Непрерывная поточная линия — это конвейер, на котором изделие проходит обработку (или сборку) по всем операциям непрерывно, без межоперационного прослеживания. Движение изделий на конвейере происходит параллельно и синхронно.
Прерывной поточной линией называется линия, на которой движение изделий по операциям строго не регламентируется. Оно происходит с перерывами. Для таких линий характерны обособленность технологических операций, значительные отклонения продолжительности различных операций от среднего такта. Синхронизация потока достигается различными способами, в том числе за счет межоперационных заделов (запасов).
Поточными линиями со свободным ритмом называются линии, на которых передача отдельных деталей или изделий (их партий) может осуществляться с некоторыми отклонениями от расчетного (установленного) ритма работы. При этом для компенсации этих отклонений и в целях обеспечения бесперебойной работы на рабочих местах создается межоперационный запас изделий (задел).
Непрерывный круглосуточный производственный процесс в условиях коронавируса
Ввиду сложной эпидемиологической ситуации, Президент РФ опубликовал Приказ № 206 от 25.03.2020г. в соответствии с которым был объявлен режим нерабочих дней и всеобщей самоизоляции. В соответствии с отмеченным нормативом, наниматели должны были перевести всех своих сотрудников либо на режим дистанционной работы, либо обеспечить нерабочий период. Также приводится список компаний, которым обеспечивается право работать на протяжении нерабочего времени вплоть до 30.04.2020. К подобным предприятиям относятся:
организации, осуществляющие свою деятельность круглосуточно, которые не могут прерывать производственный процесс ввиду его особой важности для большого количества людей. Например, предприятия, обеспечивающие населению подачу электричества, воды, работу канализации, вывоза мусора и проч.;
медицинские организации (больницы и поликлиники), аптеки, а также производства, занимающиеся изготовлением первичных медицинских средств защиты (маски, перчатки, антисептики и т.д.);
предприятия, предоставляющие населению товары первой необходимости и продукты питания;
фирмы, которые предоставляют срочные услуги, например, ремонтные работы или погрузочно-разгрузочные работы.. На основании ст
113 ТК РФ, к непрерывно функционирующим предприятиям, которые не могут остановить производственный процесс ввиду технических причин, принято относить следующие:
На основании ст. 113 ТК РФ, к непрерывно функционирующим предприятиям, которые не могут остановить производственный процесс ввиду технических причин, принято относить следующие:
- предприятия, занимающиеся нефтеперерабатывающей деятельностью;
- металлургические компании;
- производства атомной промышленности;
- целлюлозно-бумажные компании;
- строительные фирмы, чья остановка деятельности может спровоцировать угрозу здоровью и жизни большого количества людей.
Все отмеченные компании обязаны обеспечить своих сотрудников, продолжающих вести профессиональную деятельность, справками с работы. Это обеспечивает персоналу право свободного передвижения по городу к месту работы и до дома.




Таким образом, непрерывно работающие компании регламентируются ТК РФ. В современных условиях к перечню из трудового кодекса добавляется еще несколько видов организаций медицинского профиля.
Группировка производственных процессов
Производственный процесс делится на четыре группы: основной, вспомогательный, обслуживающий и управленческий. В свою очередь, каждая из классификаций подразделяется на виды:
Основной
Основным производственным процессом называют комплекс мероприятий, направленных непосредственно на изготовление готового продукта. Он начинается с отправки сырья в цех и заканчивается выпуском продукции. В ходе основной операции используются материалы, полуфабрикаты, сырье, инструменты производства, а также трудовые ресурсы.
То есть, в основном производственном процессе участвуют работники, которые обрабатывают комплектующие на специальном оборудовании, в результате чего получается предмет труда. Основной производственный процесс делится на несколько элементов, совокупность которых представляет собой его структуру:
- На стадии заготовки работники предприятия подготавливают сырье к обработке. Например, получают его на складе, проводят измерительные процедуры, а также производят иные действия.
- Этап обработки посвящен воздействию производственными инструментами на сырье. Заканчивается операция выпуском составных частей готовой продукции. Как правило, работу выполняют обученные сотрудники.
- Заключительным этапом основного производственного процесса является сборка. Изготовленные ранее детали соединяют в один предмет, в результате чего образуется готовый продукт.
Таким образом, основной цикл изготовления товаров – это процесс заготовки и обработки сырья. Последняя стадия свойственна не всем предприятиям, так как многие компании производят продукцию, которая состоит из одного элемента.
Вспомогательный
Вспомогательным производственным процессом называют комплекс мероприятий, которые направлены на обеспечение бесперебойного функционирования основного цикла. В эту группу входят все операции, связанные с обслуживанием производства, например, подача электроэнергии, ремонт основных средств, создание специальных инструментов, необходимых для производства.
Обслуживающий
Обслуживающий производственный процесс – это совокупность действий работников, направленных на обеспечение надлежащего функционирования цехов по изготовлению продукции. Сюда можно включить работы, связанные с уборкой рабочего места и поддержанием чистоты оборудования и производственных цехов, а также контроль над качеством готовых товаров.
Управленческий
Управленческий производственный процесс представляет собой комплекс операций по принятию решений для обеспечения функционирования предприятия и повышения эффективности основной работы.
Классификация производственных процессов по признакам
Производственные процессы группируют по трем основным признакам: по степени автоматизации, по форме продукта, по особенностям прохождения:
| Классификационный признак | Вид производственного процесса | Описание |
| Степень автоматизации | Ручной | Процесс, осуществляемый при помощи ручного труда |
| Машинный | Операции, производимые с использованием машинных механизмов | |
| Комбинированный | Производство продукции с использованием ручного и машинного труда | |
| Автоматизированный | Процесс, выполняемый при помощи специального автоматизированного оборудования. Работник лишь следит за функционированием инструмента. | |
| Комбинировано-автоматизированные | Операции, выполняемые при помощи автоматизированной техники, но с использованием ручного труда. | |
| Форма готового продукта | Аналитический | Производство нескольких видов готовых товаров из одного сырья |
| Синтетический | Сборка ранее произведенных элементов продукта. | |
| Прямой | Превращение сырья в один вид продукции | |
| По особенностям прохождения | Естественный | Операция по воздействию на предмет естественным путем. Например, высушивание, охлаждение, отстаивание. |
| Технологический | Процессы по физическому или химическому воздействию на сырье | |
| Беспрерывный | Производство продукции, которое не предусматривает перерывов | |
| Дискретный | Операция по изготовлению товаров, которая делится на циклы |
Сущность технологического процесса
Процессом называют изменение состояния объекта под воздействием внутренних или внешних по отношению к объекту условий.
Внешними факторами будут механические, химические, температурные, радиационные воздействия, внутренними — способность материала, детали, изделия сопротивляться эти воздействиям и сохранять свою исходную форму и фазовое состояние.
В ходе разработки техпроцесса технолог подбирает те внешние факторы, под воздействием которых материал заготовки или сырья изменит свою форму, размеры или свойства таким образом, чтобы удовлетворять :
- техническим спецификациям на конечное изделие;
- плановым показателям по срокам и объемам выпуска изделий;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.
За долгое время были выработаны основные принципы построения технологических процессов.
Выводы
Описав бизнес-процесс основного производства, вы сможете проанализировать все этапы функционирования предприятия.
Для анализа результатов основного производства предприятия необходимо изучить структуру себестоимости продукции (или партии), сравнить себестоимости с выручкой и прибылью, рассчитать показатели рентабельности.
Чтобы увеличить прибыль, необходимо детально рассмотреть каждый этап бизнес-процесса и принять оптимальное решение, например: сократить закупочную стоимость сырья и материалов, оптимизировать технологический процесс, сократить себестоимость продукции, нарастить объемы производства или увеличить стоимость единицы продукции.