

Методы механической резки
Основаны на воздействии на металл режущим инструментом, который прочнее и тверже обрабатываемого материала. Не предполагает нагрев листа, поэтому такую обработку называют холодной.
Резка гильотинными ножницами
Вид ударной обработки, который подразумевает разрезание листового металла специальными ножами или ножницами по металлу на станке с фиксацией. Используется для производства заготовок.
ПЛЮСЫ:
- ровный край реза;
- отсутствие выщербин и заусениц;
- быстрота обработки материала.
МИНУСЫ:
- ограничение по толщине рубки (до 20 мм);
- невозможность изменения направления резки (только прямолинейная).
Резка дисковыми ножницами
Применяется для продольной резки металла («роспуска») по заранее размеченным линиям, по кривой, а также для снятия фасок, обрезания заусенцев и при подготовке к сварке.
Дисковые ножницы представляют собой станок с парой режущих дисков с углом заострения 90 градусов из высоколегированной стали. Листы металла могут подаваться вручную или при помощи автоматического устройства подачи.
ПЛЮСЫ:
- точность резки;
- высокое качество линии реза;
- простота и удобство использования.
МИНУСЫ:
не подходит для фигурной резки.
Резка болгаркой
Обработка ручным электроинструментом — углошлифовальной машиной (УШМ) с режущей абразивной насадкой. Эффективная резка осуществляется ближней частью абразивного диска.
ПЛЮСЫ:
возможность фигурной резки (осуществляется насадками самых малых диаметров либо почти отработанными дисками).
МИНУСЫ:
- не подходит для обработки листового металлопроката с полимерным напылением (абразивные насадки портят покрытие и снижают его защитные свойства по линии реза);
- особые требования относительно техники безопасности;
- обильный вылет осколков;
- невозможность длительной непрерывной резки (чтобы рабочий ресурс насадки не выработался слишком быстро, через каждые 5-7 минут работу необходимо прерывать на 20-30 минут).
Ленточнопильная резка
Выполняется на специальном ленточно-пильном станке. Требует правильного подбора шага зубьев режущего полотна, а также верного выбора скорости подачи листа. Подходит для быстрого изготовления небольших изделий.
ПЛЮСЫ:
- высокая скорость получения детали;
- точность обработки;
- возможность изменения угла резки.
МИНУСЫ:
- невозможность изменения направления резки (производство фигурных деталей);
- максимальный размер детали ограничен возможностями станка.
Гидроабразивная резка
Осуществляется смесью воды и абразивного материала (песка), которая подается под высоким давлением через узкое сопло в место реза. Подходит для раскройки материала толщиной до 300 мм.
ПЛЮСЫ:
- высокая точность;
- края реза не нуждаются в дополнительной обработке;
- отсутствует термическая деформация металла.
МИНУСЫ:
- высокая стоимость оборудования и работ;
- не подходит для обработки металлов и сплавов, подверженных коррозии.
Принцип работы, технология и оборудования для плазменного раскроя металла
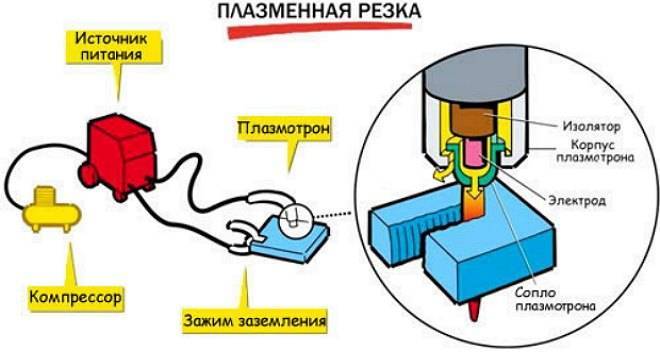
Между электродом и соплом активируют электрическую дугу. Через сопло проходит газ – кислород или воздух его рабочее давление составляет 5 – 8 ат. При контакте газа и электрической дуги, происходит его разогрев до температуры до 30 000 °C. Таким образом, струя газа трансформируется в пучок плазмы. Который и выполняет функцию раскроя.
Принцип действия плазмореза
Отличительной чертой этого метода раскроя металла, является то, что металл не выгорает, как, например, при газовой резке, а просто испаряется и это требует дополнительных мер по защите персонала и окружающей среды.
На практике применяют два типа оборудования для плазменно — воздушной резки металла – ручное и автоматизированное. На первом выполняют операции раскроя металла без применения каких-либо средств автоматизации, и на первый взгляд, она напоминает газопламенный метод раскроя.

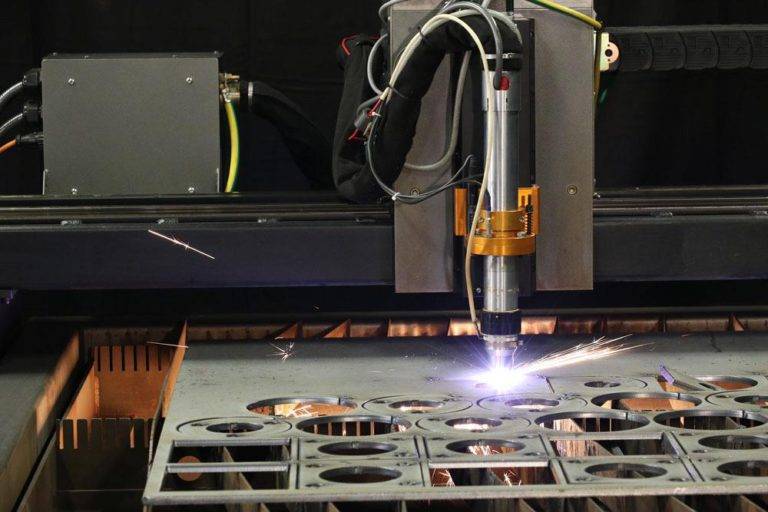
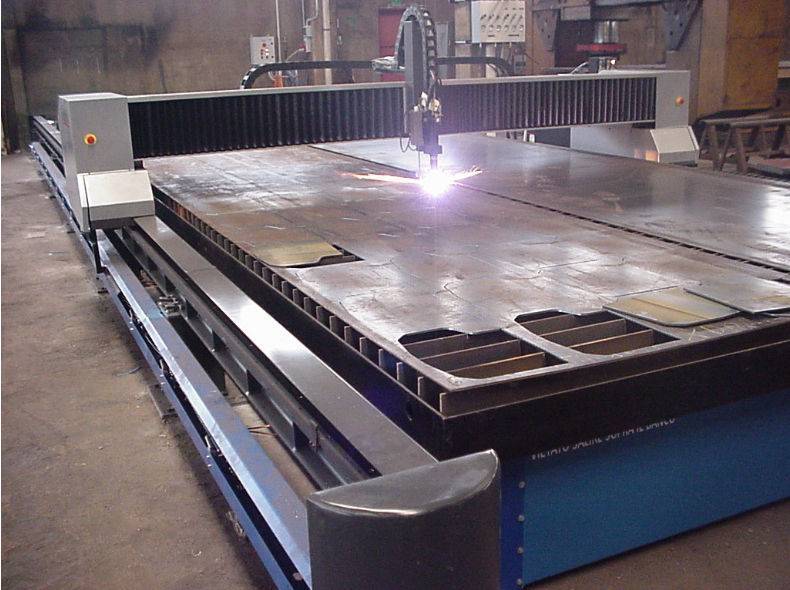
Автоматизированное оборудование для плазменного раскроя металла
Автоматизированное оборудование работает под управлением системы ЧПУ и вся работа оператора заключается в том, что бы в нужное время включить управляющую программу.
Сам станок представляет собой установку портального типа, перемещающуюся, к примеру, по оси Х и режущую головку, которая перемещается по оси Y. Таким образом, резка металла может начинаться из любой точки листа, при этом точность реза составляет 0,2 мм.









В отличие от станков для механической резки заготовок, раскрой листа происходит с применением специальных программных комплексов. Их применение минимизирует объем отходов. На некоторых формах количество отходов может не превышать 1 – 5% от площади листа.
К недостаткам оборудования плазменной резки можно отнести следующее:
- По мере роста толщины металла появляется уклон от внешнего края к внутренней части листа, это вызвано рассеиванием пучка плазмы, это необходимо учитывать при разметке листа металла.
- Неверная настройка режимов резания — ток, расход воздуха (газа), рабочая скорость движения головки, может привести к тому, что вырастет количество применяемого расходного материала – сопел, электродов.
- Установка подобного оборудования требует тщательной подготовки воздуха, то есть непосредственно перед ней необходимо устанавливать влагоуловительные устройства.
- Во время работы, на месте реза образуются наплывы, которые, при необходимости их можно удалить с помощью угловой шлифовальной машины. Вообще, если заготовка производится под сварку на эти наплывы можно не обращать внимания.

Образование наплывово при плазменной резке металла
Существуют конструкции с двумя и более движущимися режущими головками. Такая конструкция поднимается производительность труда и снижается себестоимость заготовок.
Чем и как изготовить отверстие в листе металла?
Все зависит от размера отверстия. Если диаметр небольшой, подойдет дрель. Если необходимы отверстия большого размера, применяются специальные коронки на дрель
Обратите внимание, на материал из которого изготовлена конка. Для обработки профлиста стоит использовать насадки с твердосплавным покрытием
Обработка должна проводиться без повышения температуры.
Для изготовления отверстия большого диаметра используется электролобзик. С этим инструментом не составит особого труда вырезать круг большого диаметра. Во время работы применяйте пилу с мелкими зубьями
Преимущества раскроя металла лазером.
Так почему же лазерная резка, относительно новый способ обработки листового металла, так быстро и прочно заняла лидирующие позиции в современном производстве? На это есть несколько причин.
Все дело в сфокусированном световом луче. Его мощность регулируется в зависимости от вида металла и его толщины (от 0,3 до 30 мм). Тонкий лазерный луч направляется четко по заданным компьютером координатам, что обеспечивает аккуратность и безупречную точность раскроя металла (до нескольких долей мм).
То есть непосредственного механического контакта с поверхностью не происходит. И это большое преимущество. Так как становится возможным раскрой металла, который легко деформируется. Например, тонколистовой стали. Плюс, обрабатываемый материал существенно экономится за счет того, что удаляется лишь малая его часть на срезе. Также технология лазерной резки позволяет минимизировать количество отходов. Обрабатывать различные металлы и сплавы: алюминий, медь, сталь, латунь, чугун, титан и т.д.
На этом плюсы не заканчиваются. Раскрой металла лазером не деформирует края в отличие от механической, газовой, плазменной обработки или штамповки. Все потому, что нагревается только само место соприкосновения луча с поверхностью. А остальное пространство оперативно охлаждается потоками воздуха
Виды продукции. Гарантия качества.
Специалисты компании «Риваль Лазер» используют раскрой металла в изготовлении производственно-расходных материалов (трубные доски, сито грохота, аэрожелоба и т.д.), художественно-декоративной и рекламной продукции (объемные буквы, сувениры, логотипы, ворота, двери, флюгеры и т.д.), фасадных систем и не только. Список можно продолжать бесконечно долго, так как мы на собственном опыте убедились, что лазерная резка — это самый эффективный метод обработки металла.
Потому что помимо высокой точности эта технология обладает удивительной скоростью реза (до 50 м/мин) за счет мощнейшего лазера до 8000 Ватт.
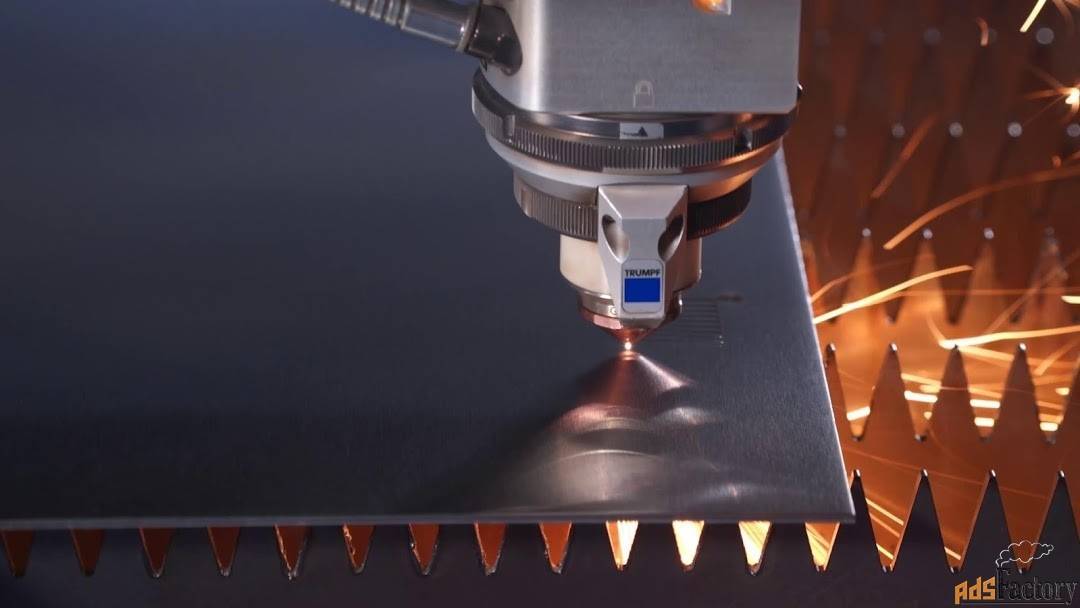
Сам процесс обработки происходит на новых, немецких станках фирмы Trumpf. Это оборудование соответствует всем международным стандартам безопасности. Вдобавок оно славится своей надежностью и повышенной производительностью.
Мы гарантируем, что абсолютно каждый из наших клиентов при заказе продукции, выполненной при помощи лазерной резки металла, в итоге получит высококачественное изделие точно в срок (готовность от 3-х рабочих дней) и по доступной цене — от 4,5 рублей за метр.
Доставка в любую точку России, СНГ и даже Европы — для нас не проблема.
Мы готовы рассказать вам больше. Звоните на бесплатный номер 8-800-707-66-52 или закажите обратный звонок на нашем сайте.
Резка металла ленточными и дисковыми пилами
Для раскроя металла используют и такой инструмент, как дисковые пилы. Этот инструмент применяют для обработки крупных заготовок. Надо отметить, что при работе с таким инструментом требуется использование довольно большого количества физической силы. Рабочий орган этого инструмент – диск, изготовленный из инструментальной стали.
Этот инструмент наиболее эффективен при работе со сталью и другими материалами, в том числе и с цветными металлами и сплавами. Чаще всего этот метод обработки металла выбирают для обработки листового материала, трубы. Рез выполняют прямо, но, возможно, и его выполнение под заданным углом.









Дисковый инструмент отличается высокой производительностью, безопасностью и простой эксплуатацией при раскрое сложных заготовок. Этот инструмент — вот уже длительное время обладает широкой популярностью и среди производственников, и среди домашних мастеров. Это вызвано в том числе и его доступностью. На рынке представлено множество моделей дисковых пил, в том числе и стационарных и приобрести их может каждый.
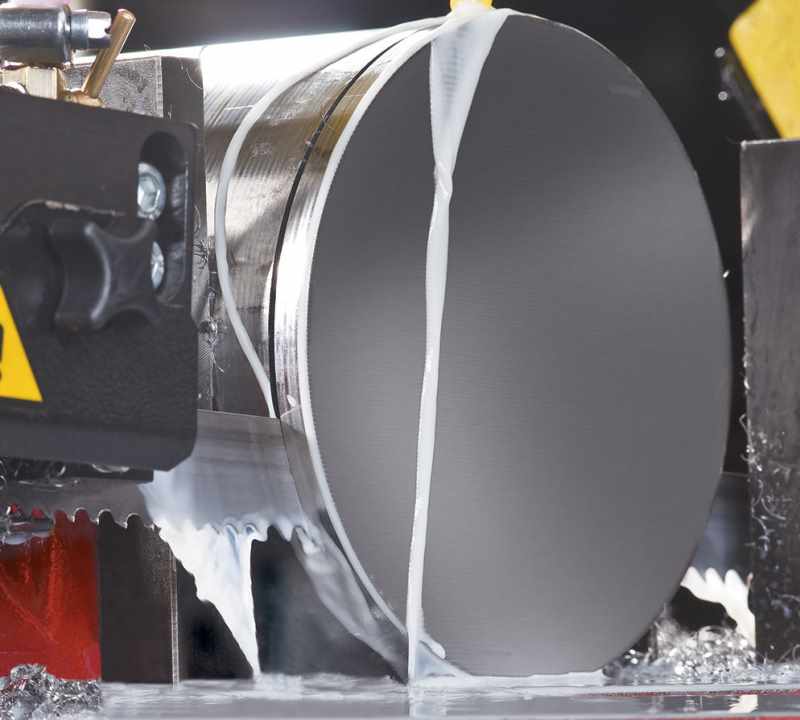
Ленточнопильный раскрой металла
Другой, не менее популярный, способ раскроя, это обработка заготовок на ленточной пиле. Рабочий орган этого оборудования – ленточная пила, которая работает как обычная ножовка. Полотно ленточной пилы замкнуто в кольцо и отличается большой длиной. То есть, по сути, ленточная пила представляет собой кольцо, с одного края которого расположены зубья. Для производства ленточной пилы применяют углеродистые стальные сплавы, но существуют и биметаллические модели.
В комплект ленточнопильного станка входят два шкива, которые вращаются от электрической силовой установки.
Станки этого класса представляют массу возможностей при обработке прутков, фасонных профилей, труб. На станках некоторых марок допустимо выполнять не только прямые резы, но и фигурные.

Фигурный раскрой металла на ленточной пиле
На рынке представлены разнообразные модели начиная от однотумбовых станков, управляемых вручную и заканчивая машинами портального типа, работающих под управлением компьютера.
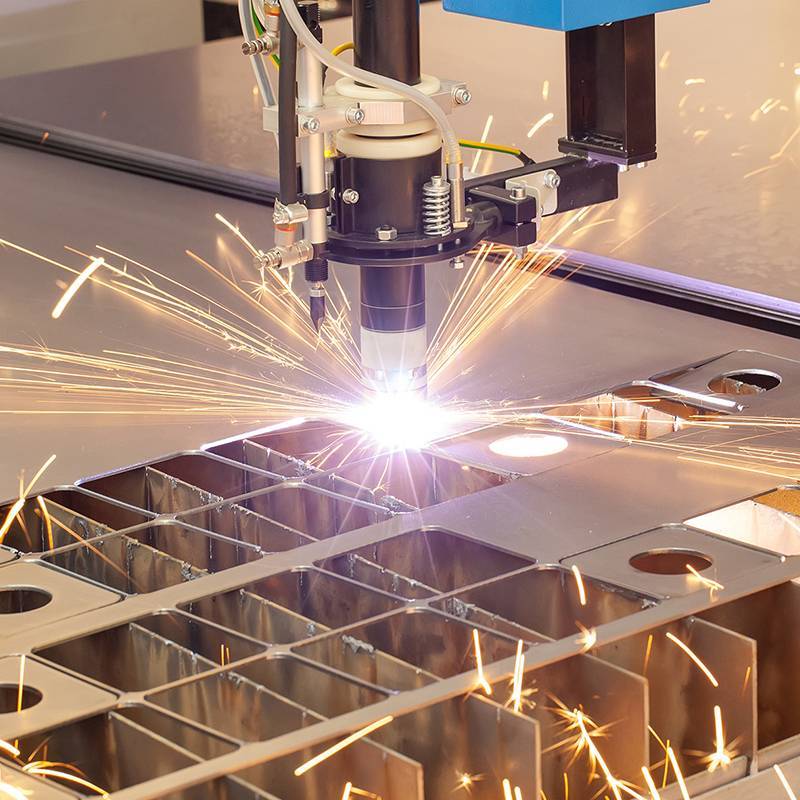
Лазерный и плазменный раскрой металла
Основным преимуществом этого способа раскроя является высокая производительность процесса и возможность выполнения фигурного реза при изготовлении заготовок из листов металла.
Для плазменной резки применяется технология нагрева металла в зоне линии раскроя с дальнейшим удалением расплава потоком плазмы. Для этого используется энергия электрической дуги. Высокая температура потока ионизированного газа (от +15 000 до +30 000 °C) обеспечивает необходимую скорость выполнения резки металла. Плазменная резка – самый эффективный способ раскроя листов металла.

Рассматривая преимущества этого способа, кроме высокой точности реза, следует выделить:
- Возможность применения для производства заготовок сложной формы.
- Отсутствие термической деформации металла.
- Эффективность для изготовления повторяемых, однотипных изделий, с допуском по контуру до 0,5 мм.
- Способ раскроя полностью безопасный и экологичный.
- Возможность применения для раскроя черного металла, а также нержавеющей стали разной толщины.
Способ раскроя плазменной резкой может применяться для:
- Алюминиевых заготовок толщиной до 12 см.
- Медных и бронзовых сплавов толщиной до 8 см.
- Листов из легированных сталей толщиной до 5 см.
Разная допустимая толщина реза для различных металлов обусловлена их характеристиками теплопроводности. Чем больше толщина листа, тем менее выгодным в экономическом плане является этот способ раскроя, так как значительно увеличиваются энергозатраты.
Какие параметры нужно учитывать при лазерном раскрое металлов
На скорость раскроя влияет не только мощность самого лазера и толщина металла, но и теплопроводность материала. Чем она ниже, тем менее интенсивно из участка резки высвобождается тепло, следовательно, вся процедура становится менее энергозатратной.
Например, лазер со средней мощностью 600 Вт без труда осуществит раскрой черных металлов или титана. Однако раскрой медных или алюминиевых листов представляет сложности, так как теплопроводность данных металлов на порядок выше. В таблице приведены средние показатели, учитываемые при раскрое различных металлов:
| Малоуглеродистая сталь | Инструментальная сталь | Нержавеющая сталь | Титан | |||||||
| Толщина, мм | 1,0 | 1,2 | 2,2 | 3,0 | 1,0 | 1,3 | 2,5 | 3,2 | 0,6 | 1,0 |
| Мощность лазера, Вт | 100 | 400 | 850 | 400 | 100 | 400 | 400 | 400 | 250 | 600 |
| Скорость резания, м/мин | 1,6 | 4,6 | 1,8 | 1,7 | 0,94 | 4,6 | 1,27 | 1,15 | 0,2 | 1,5 |
Рекомендации к лазерному раскрою металла:
Не следует осуществлять раскрой металлов, имеющих следы коррозии или ржавчины
Иначе пострадает качество реза – он будет сильно отличаться от четких контуров, получаемых при раскрое качественного металла.
Поверхность металлических листов, подвергаемых раскрою, не должна иметь существенные неровности.
Важно правильно раскладывать заготовочные детали на листе. Они не должны располагаться ближе, чем на 5–10 мм друг от друга
Следует отступать также и от края листа не менее чем на 1 см.
Деталь получится внешне лучше, если использовать листы с закругленными уголками. В этом случае при раскрое станок не будет сбрасывать скорость режущей головки.
Цена лазерного раскроя металла зависит также и от количества контуров. Каждый контур требует временных затрат, так как, чтобы раскроить его, станок выполняет врезание в металлический лист рядом с линией. Следовательно, чем больше контуров у будущего изделия, тем оно дороже по стоимости.
Сферы использования
Высочайшая точность и качество получаемой кромки позволяет создавать изделия в областях приборостроения, авиационного машиностроения, автомобилестроения, медицинской отрасли. Широко используется в промышленности и строительстве.
Приводим некоторые примеры изделий, создаваемых посредством данной технологии:
запчасти для автомобилей, техники и т.д.;
-
элементы для стеллажей, подставок и т.д.;
вендинговое оборудование;
трансформаторные шкафы;
рекламная продукция: шаблоны для надписи, объемные буквы, вывески;
узор, герб, трудный контур технологических матриц;
заготовки для лифтового оборудования;
для кованых изделий;
элементы для интерьера и мн.др.

![Раскрой металла [лазерный, плазменный]](https://101benzopila.ru/wp-content/uploads/2/e/4/2e40bef7c20c76368b071191ad6bd75f.jpeg)





Оборудование для резки относится к одному из самых дорогих, поэтому оправдано при полной производственной загрузке. Также раскрой других материалов (включая сложные формы) целесообразно осуществлять при выпуске малых партий продукции, чем расходовать бюджет на изготовление пресс-форм или литьевых форм. Закупать оборудование не обязательно – есть масса компаний, оказывающих подобные услуги. В специализированных фирмах заказывают даже единичные экземпляры (без необходимости изготовления дорогостоящего клише).
Раскрой металлического листа плазменным аппаратом
Плазменный раскрой металла может проводиться с помощью плазменной струи. Такой способ называется плазменным. Режущий инструмент – плазма — представляет собой воздух.
Его нагревают до очень высокой температуры, после чего он находится в ионизированном состоянии. Электрическая дуга зажигается между электродом и листом металла.
Видео:
Плазма появляется из газа, который поступает в сопло аппарата. Плазма имеет высокую температуру.
Она может достигать 30 тысяч градусов, двигаясь со скоростью до 1500 метров в секунду. Такая струя может разрезать лист, у которого толщина составляет 100 мм.
Принцип действия аппарата
Станок действует по следующему принципу: между листом и соплом возникает короткое замыкание, в результате чего появляется дуга. Газ, который подает на место разреза инструмент, охлаждает поверхность.
Среду, в которой появляется плазма, делят на два типа: активная, неактивная. В состав активной входит воздух, кислород.
Его используют при работе с черными металлами. Неактивный содержит в составе азот, водород, аргон, водяной пар. Он применяется при разрезании сплавов, цветных металлов.
Напряжение дуги можно узнать по размеру аппарата, силе тока, компонентов, которые входят в состав газа, расстоянию от аппарата до листа основы.
Этими параметрами можно определить и температуру по сечению столба и вдоль оси дуги. Во время работы она будет меняться.
Высокая температура помогает плазме врезаться в разрезаемый металл.

Если мощность, температура дуги правильно соотносится с толщиной листа, то плазма проникнет сквозь всю толщину металла и сделает разрез. При этом разрез получается вертикальным, благодаря чему станок универсален.
Во время работы стоит обращать внимание на скорость. Она не должна быть выше допустимой нормы
В противном случае материал будет разрезан не до конца.
ВАЖНО ЗНАТЬ: Техника лазерной резки латуни
Плазменный раскрой металла имеет достоинства:
- Резка струей плазмы универсальна. Этим методом можно разрезать любой вид металла;
- Резка производится очень точно;
- Срезы после раскроя высокого качества, они не нуждаются в дополнительной обработке;
- Станок, чтобы раскраивать металл с помощью плазмы, способен вырезать заготовку любой геометрической формы;
- Раскрой металлического листа этим способом — процесс экономичный, так как не нужно применять дорогостоящие виды газов — ацетилен, бутан, пропан;
- При резке листа с помощью струи плазмы не нужно использовать баллоны, поэтому все процессы будут протекать безопасно;
- Плазменный станок не выделяет во время работы вредные вещества в атмосферу;
- Плазмой можно разрезать материал, который покрыт краской. Поверхность не нужно предварительно очищать, так как действие плазмы на поверхность — минимальное;
- Металл не будет деформироваться при проведении резки, если использовать именно этот станок.
Лазерная и плазменная резка
Одним из главных достоинств, кроме высокой производительности плазменной и лазерной резки металлов является возможность выполнения сложного фигурного реза в листовом материале.
Раскрой проката плазморезом
Плазменный раскрой металла выполняется посредством интенсивного нагревания металла вдоль реза энергией электродуги с последующим удалением расплава плазменным потоком. За счет высокой температуры режущего потока ионизированного газа (15-30 тыс. градусов Цельсия), метод обладает высокой скоростью резки. Это наиболее эффективный термический способ резки листового металла.


![Раскрой металла [лазерный, плазменный]](https://101benzopila.ru/wp-content/uploads/d/f/9/df972f688f1c13889b401f33d6140c96.jpeg)







Перечисляя достоинства плазменного раскроя металла, кроме высокой точности реза, стоит отметить:
- Возможность раскроя заготовок сложной формы, в том числе по шаблону;
- Отсутствие термальной деформации листа;
- Высокую повторяемость для однотипных деталей, с допуском по контуру до 0,5мм;
- Экологичность и безопасность процесса;
- Возможность обработки черного и цветного проката, нержавейки с большим диапазоном толщин.
Плазменный раскрой листового металла возможен для:
- Алюминиевого проката толщиной до 120 мм;
- Меди и сплавов (бронзы) до 80 мм;
- Легированных сталей — до 50 мм.
Различия по максимально возможной толщине обработки связаны с различной теплопроводностью цветных и черных металлов. С увеличением толщины листа, экономическая целесообразность снижается в связи с большим расходом ресурсов (электротока).
К недостаткам плазменного раскроя можно отнести:
- Увеличение твердости кромок в результате термического нагрева;
- Зону побежалости, радужного изменения цвета, по краям реза.
На рынке представлено оборудование разного класса, в том числе и для ручной плазменной резки. Раскрой черного и цветного металла выполняется контактными аппаратами, электродуга возникает между электродом и обрабатываемым листом.
Устройство для плазменной резки состоит из:
- Плазмотрона, преобразовывающего энергию электродуги в тепловую энергию плазмы;
- Источника питания;
- Компрессора или газового баллона для обеспечения струи газа или воздушной смеси
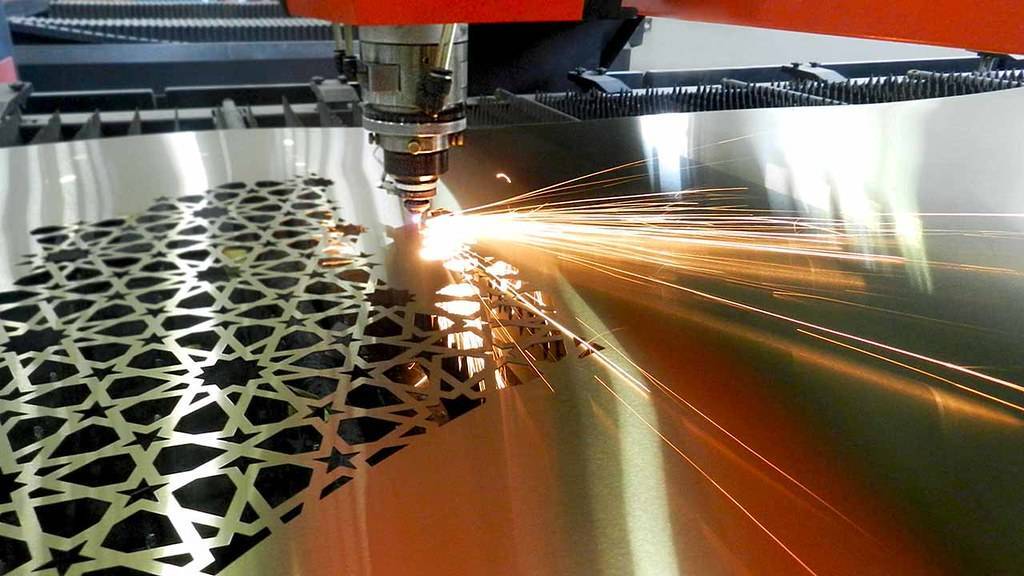
Лазерный раскрой листового проката
Лазерный раскрой металла обеспечивается за счет сфокусированного излучения с концентрацией тепловой энергии в области резки. В результате — высокоточные тонкие резы, позволяющие раскроить лазером множество деталей с минимальными зазорами между разметкой. Процесс резки роботизирован. Лазер выполняет сложные перемещения согласно электронному чертежу, заложенному в программное управление без малейших отклонений по контуру.
К преимуществам лазерного раскроя можно отнести:
- Воспроизведение замкнутых криволинейных контуров любой сложности;
- Экономия материала за счет плотного расположения деталей на листе и программного раскроя с минимальной вероятностью ошибки;
- Отсутствие механического и продолжительного термического воздействия, края деталей не деформируются, отсутствуют цвета побежалости;
- Перпендикулярность кромки, низкий коэффициент шероховатости поверхности.
https://youtube.com/watch?v=H5GAk_L_sR8
Негативными параметрами являются:
- Максимально возможная толщина резки — 20мм;
- Снижение производительности при резке металла с высокими отражающими свойствами, например, полированной нержавеющей стали, уменьшающие мощность воздействия лазера.
Лазерный раскрой листовой стали широко используется при изготовлении деталей с максимальными требованиями к точности геометрической формы и повторяемости, в автомобилестроении, точном приборостроении, а также для создания эксклюзивных элементов декора, резных решеток и держателей.
Поиск записей с помощью фильтра:
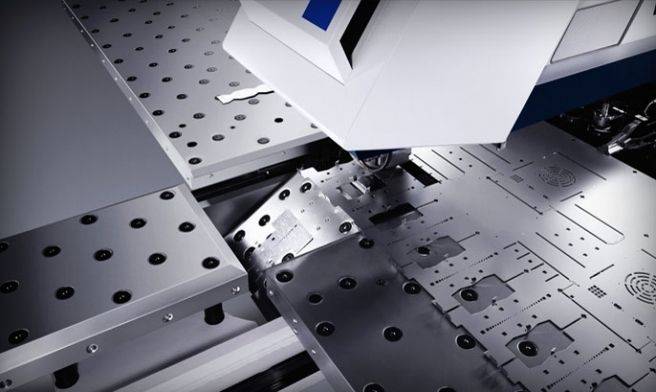
Технологические особенности лазерного раскроя металла
Функциональность и быстрота работы станочного парка обеспечивается благодаря четкой работе квалифицированных технических специалистов, производящих своевременный ремонт и замену комплектующих в случае возникновения необходимости.
Современные технологические возможности раскроя листового проката при помощи лазера позволяют обеспечить:
- высокую скорость и точность обработки поверхности;
- возможность раскроя по фигурному контуру детали любой формы;
- ввиду отсутствия физического контакта, качественный раскрой любых тонких и хрупких материалов;
- идеально ровную торцевую часть детали;
- получение минимального количества отходов в ходе лазерной резки листа.
Помимо раскроя листового металла, наше производственное предприятие осуществляет гибку изделий, их дальнейшую сварку и покраску.
Все работы выполняются на высоком профессиональном уровне в сжатые сроки.
Информация IMA:
Italian Machinery Association предлагает своим клиентам как координатно-пробивные станки, так и установки для различных видов резки. Больше информации о них вы сможете получить в каталоге оборудования, или связавшись с нами.
Если вас интересуют другие инженерно-технические материалы, предлагаем вашему вниманию следующие статьи:
Инженер или оператор: почему не и то, и другое?
Автоматизация для улучшения работы гибочных процессов
Выбираем новый станок с ЧПУ: что нужно учитывать?
- В некоторых случаях производительность установленных на производстве станков может значительно возрасти, если они оснащены новым качественным инструментом одного из популярных стилей. Ознакомьтесь с предложением гибочного инструмента от Italian Machinery Association.
- У вас есть другие вопросы или потребности? Незамедлительно свяжитесь с нами по телефону или электронной почте, или посетите любое из наших представительств.
- Вам необходимы услуги по ремонту, установке, перезапуску станков или обучение операторов вашего оборудования? Сервисная служба IMA обладает обширным опытом и знаниями, чтобы решить любую проблему.
Как подбирается наиболее экономичный способ раскроя металла

При раскрое особое внимание уделяется расположению заготовки на полосе или листе металла. Чаще всего заготовки изделий имеют форму близкую к прямоугольной, но нередко встречаются и детали, которые имеют более сложный контур
В процессе изготовления заготовок из металла образуются отходы, объем которых определяется правильным выбором способа раскроя.
Существует два вида отходов, получаемых в ходе производства продукции из металла:
- Технологическими отходами называют материал, который теряется за счет оплавления при резке (оплавление при высокотемпературном раскрое и стружка или неровности при механической резке).
- Отходы раскроя составляет материал листа, ленты, прутка и т. д., который остается нетронутым при определенном способе изготовления заготовок.
Получение отходов раскроя обусловлено двумя факторами, по которым их можно разделить на две группы:
- отходы формы;
- отходы некратности.

Отходы формы представляют собой материал, который расположен между контурами нескольких заготовок внутри прямоугольника, который охватывает их формы и остается неиспользованным (к примеру, между прямоугольником abed и периметром заготовки).
Отходами некратности называют неиспользованный металл листового или другого проката, габариты которого больше суммы размеров заготовок.
Чтобы из проката металла получить как можно большее количество заготовок необходимо подобрать наиболее оптимальный способ раскроя, который сопровождается наименьшим объемом отходов
Для этого нужно принять во внимание особенности технологии получения заготовок









Инструменты для резки листов металла
Изначально при выборе инструментов нужно определиться с задачами. Имеет значение не только количество работы, но и временные рамки, аккуратность среза и возможность повреждения защитного покрытия. На стройке часто пользуются электроножницами. При этом не стоит ожидать очень ровного края. Преимущество такого аппарата – скорость проведения работ.
Как ровно отрезать лист металла? В домашних условиях проблема решается достаточно просто – применением ножниц по металлу. Но этот метод требует много времени и физических сил. Не подойдут ножницы, если нужно вырезать длинные полосы. Наиболее ровный срез можно получить, используя шлицевые ножницы. Такой инструмент достаточно дорогой и его обычно используют профессионалы.
Оборудование для резки профилированного и оцинкованного листа:
Суть раскроя металла
Раскрой металла, вне зависимости от его формы – это заготовительная операция. Именно на стадии ее выполнения обретают черты будущие детали металлоконструкции. На машиностроительных предприятиях, да и в производственных комплексах других отраслей, существуют целые заготовительные подразделения, оснащенные самым разным оборудованием, предназначенным для формирования заготовок, а то и готовых деталей. Все зависит от применяемого оборудования и инструмента.
Термин раскрой металла можно истолковать следующим образом – это метод размещения заготовок на листе. Форма, может, быть в виде прямоугольника или любой другой. При проведении раскроя металла появляется определенный объем возвратных и невозвратных отходов. Их объем напрямую зависим от технологии, которую использовали при раскрое.





