

Показания к проведению исследования
Ввиду простоты исследования и отсутствия необходимости использования дорогостоящих реагентов, микрореакция преципитации используется для больших групп населения, чаще всего при плановом обследовании.
Сдача анализа назначается:
- военнослужащим;
- беременным;
- больным перед операцией;
- при обследовании в тюрьме или следственном изоляторе;
- при осмотре медицинских работников, сотрудников общественного питания;
- перед сдачей крови на донорство;
- перед трансплантацией органов.
Тест на количественную реакцию показан лицам, у которых обнаружились признаки патологии, детям больных родителей, при язвах на половых органах. Также обследование нужно для подтверждения диагноза после первичных тестов или если пациент имеет другие венерические заболевания.
Основные требования
Качественно выполнить соединение удастся только при соблюдении определенных требований:
- Сочленения заготовок выполняют исключительно в местах, к которым обеспечен свободный доступ. Требование актуально, даже если соединения выполняются при использовании дополнительных приспособлений.
- Заготовки закрепляются только жестко, точно и в положении, предусмотренном проектом. Это предотвратит появление деформаций.
- Исключаются изменения положений изделий для предотвращения образования перекосов.
- Любой процесс заранее планируется, чтобы каждая последующая операция осуществлялась без затруднений.
Обязательно также соблюдается техника безопасности при подготовке металла к сварке, так как во время такой работы нередко применяется опасный инструмент, включая болгарку (углошлифовальная электрическая машинка).
В процессе подготовки к сварке необходимо выполнить следующие мероприятия:
- проверить, что электрическая сеть позволяет подключить сварочный аппарат и способна выдержать его нагрузку;
- убедиться, что силовой кабель имеет исправную изоляцию;
- проверить полную исправность всего вспомогательного оборудования, часть из которого является особо опасным (болгарка).
Необходимо также позаботиться о защите глаз от излучения электрической дуги. Для этого используются специальные маски, очки и щитки сварщика. Органы дыхания тоже подлежат защите. Это особенно актуально, если работы осуществляются в закрытых помещениях. Для защиты органов дыхания от вредных газов применяются маски со специальными фильтрами. Необходимо также не забыть про спецодежду, включая, краги, ботинки, огнезащитные куртки, комбинезоны, брюки и другие подобные вещи.

Абсолютно все подготовительные операции, предшествующие свариванию деталей, проводятся в соответствии с техническими условиями, определенными технологией.
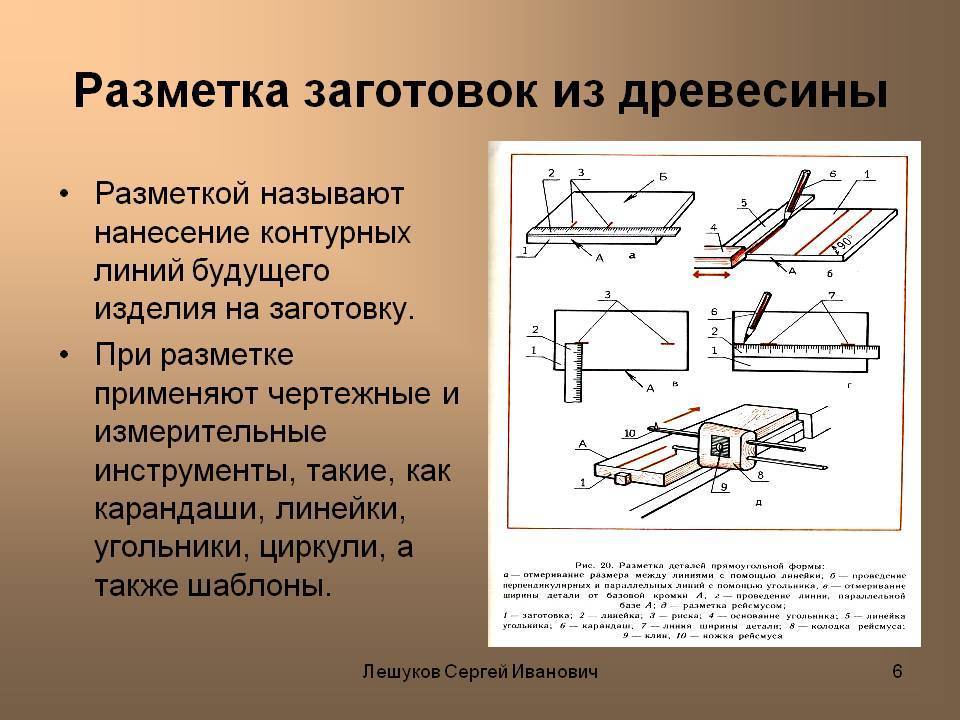
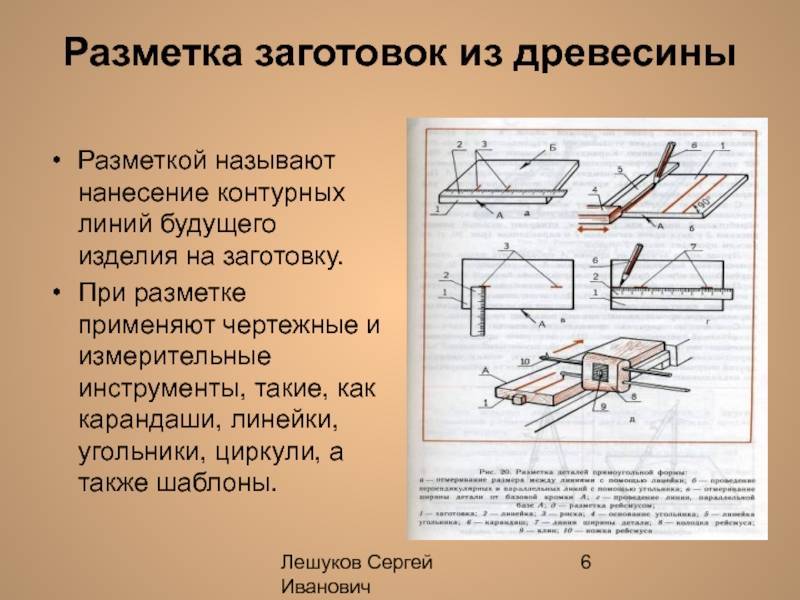
Что такое разметка
Операция нанесения размеров и формы изделия на заготовки называют разметкой. Цель операции — обозначить места, в которых следует обрабатывать деталь, и границы этих действий: точки сверления, линии загиба, линии сварных швов, обозначение маркировки и т.п.
Риски процарапываются в поверхности металла острым инструментом или наносятся маркером. Керны набиваются специальным инструментом — кернером.
По способу выполнения различают такие виды разметки, как:
- Ручная. Ее делают слесари.
- Механизированная. Выполняется с использованием средств механизации и автоматизации.
По поверхности нанесения различают
- Поверхностная. Наносится на поверхность заготовки в одной плоскости и не связана с линиями и точками разметок, наносимых на другие плоскости.
- Пространственная. Проводится в единой трехмерной системе координат.
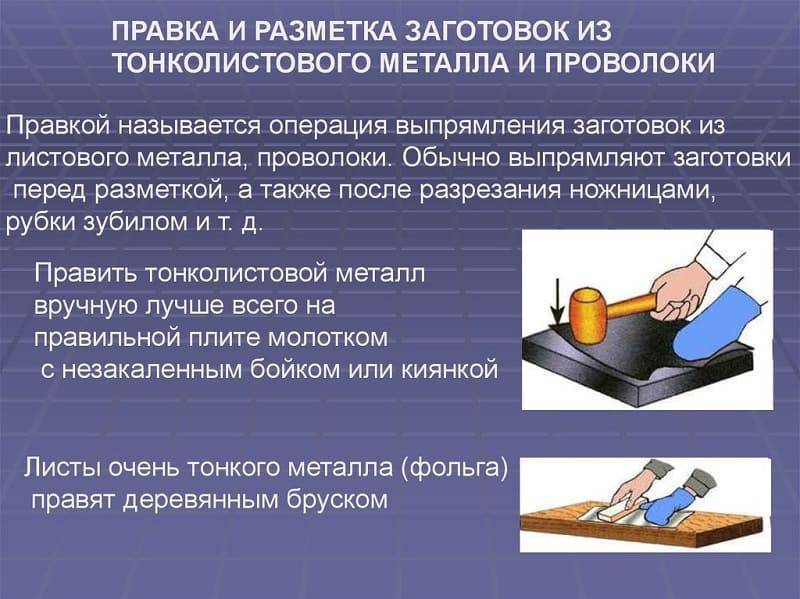
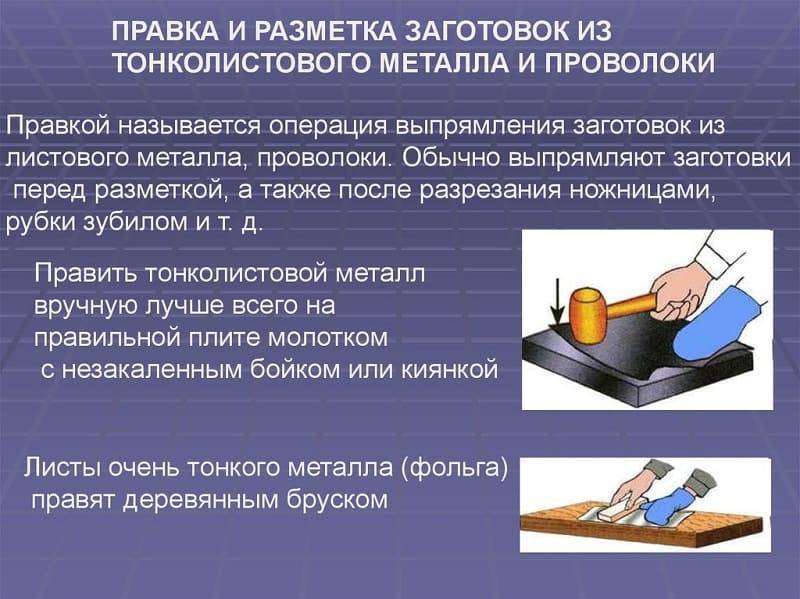
Замечания по правке и разметке для тонколистового металла
Выбор между поверхностной и пространственной разметкой определяется, прежде всего, сложностью пространственной конфигурации детали.
Что такое разметка
Операция нанесения размеров и формы изделия на заготовки называют разметкой. Цель операции — обозначить места, в которых следует обрабатывать деталь, и границы этих действий: точки сверления, линии загиба, линии сварных швов, обозначение маркировки и т.п.
Риски процарапываются в поверхности металла острым инструментом или наносятся маркером. Керны набиваются специальным инструментом — кернером.
По способу выполнения различают такие виды разметки, как:
- Ручная. Ее делают слесари.
- Механизированная. Выполняется с использованием средств механизации и автоматизации.
По поверхности нанесения различают
- Поверхностная. Наносится на поверхность заготовки в одной плоскости и не связана с линиями и точками разметок, наносимых на другие плоскости.
- Пространственная. Проводится в единой трехмерной системе координат.
Замечания по правке и разметке для тонколистового металла
Выбор между поверхностной и пространственной разметкойопределяется, прежде всего, сложностью пространственной конфигурации детали.
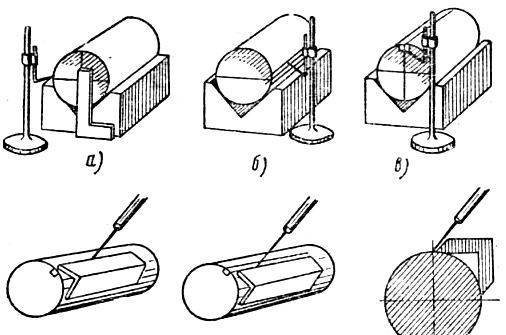
Разметка цилиндрических деталей
Последовательность выполнения разметки цилиндрических деталей следующая:
- Деталь устанавливается на разметочной плите так, чтобы соблюдалось горизонтальное положение.
- Небольшие заготовки устанавливаются на разметочные призмы.
- Нанесение разметки, которая выполняется строго по заданной инструкции:
- изучение чертежа;
- проверка детали на дефекты;
- очистка поверхности от загрязнений, остатков краски и пыли;
- покраска краской поверхности, на которой планируется проводиться разметка;
- с помощью центроискателя отмечается центр изделия;
- горизонтальная установка детали на призму;
- нанесение на торце двух горизонтальных линий;
- на боковой поверхности наносятся линии, продолжающие те, что были нанесены на торце заранее, чтобы выделить место создания канавки.
Используя разметочный инструмент можно с высокой точностью проводить пространственную разметку. Главное соблюдать инструкции и не спешить, спешка в этом деле может привести к ошибкам.





ТЕХНОЛОГИЯ
§ 34. Разметка деталей из металлического листа и проволоки
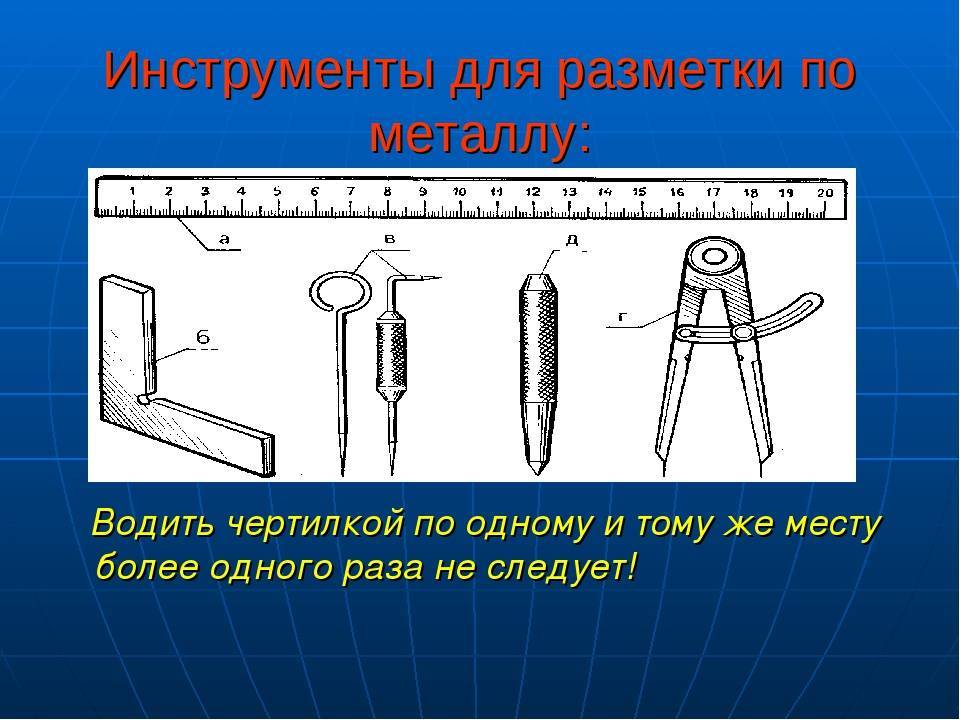
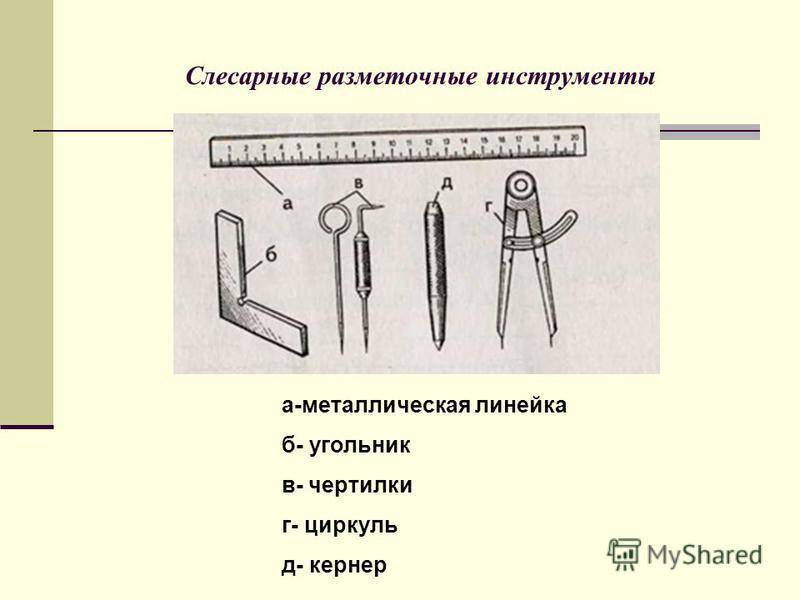
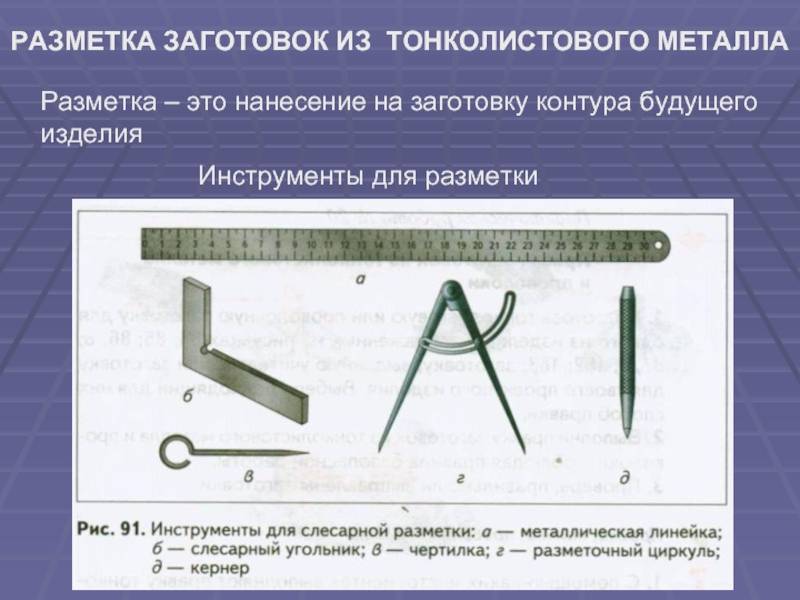
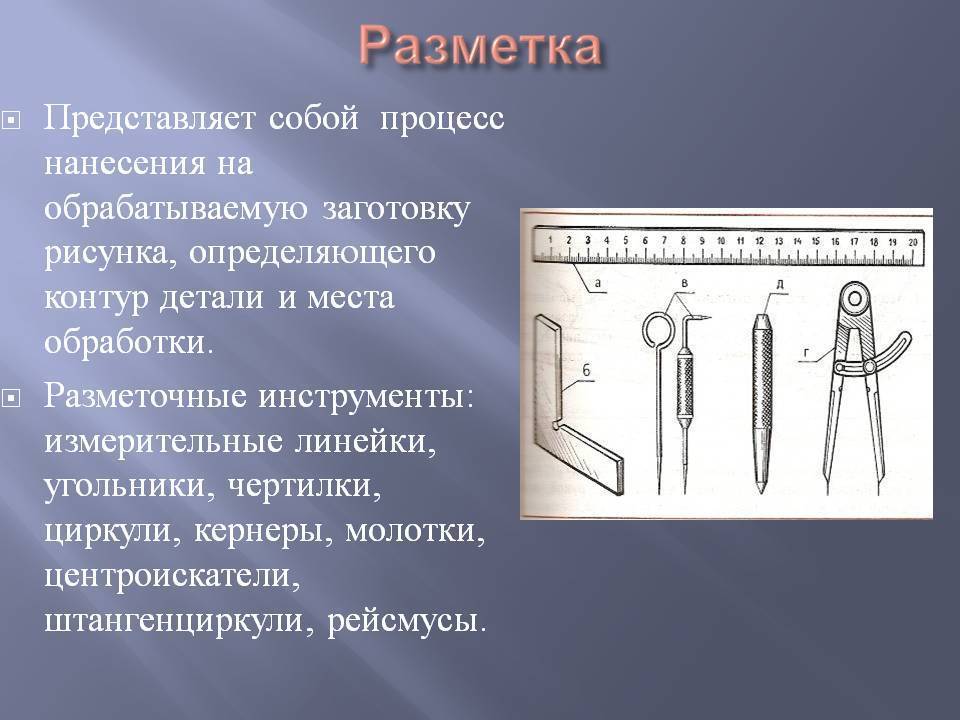
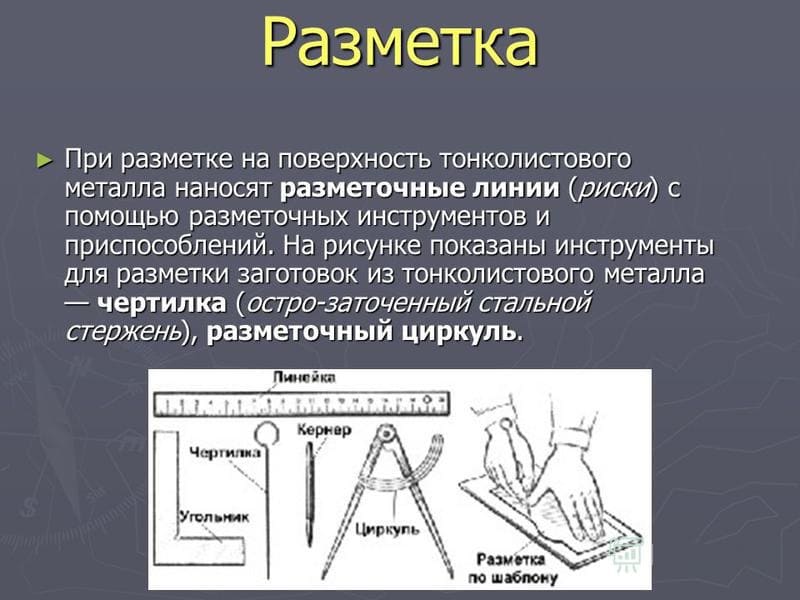
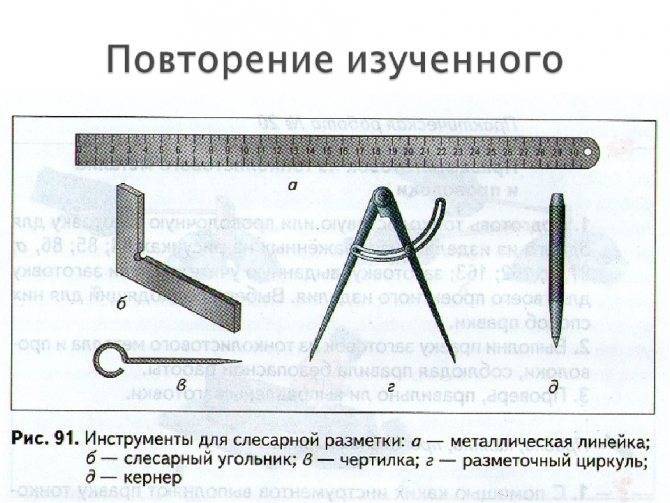
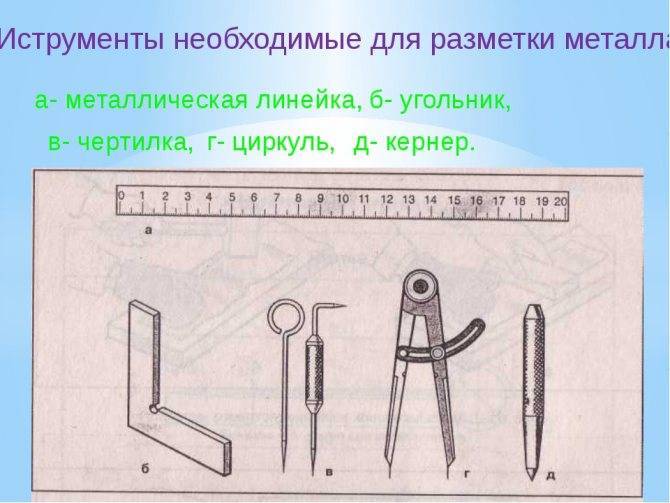
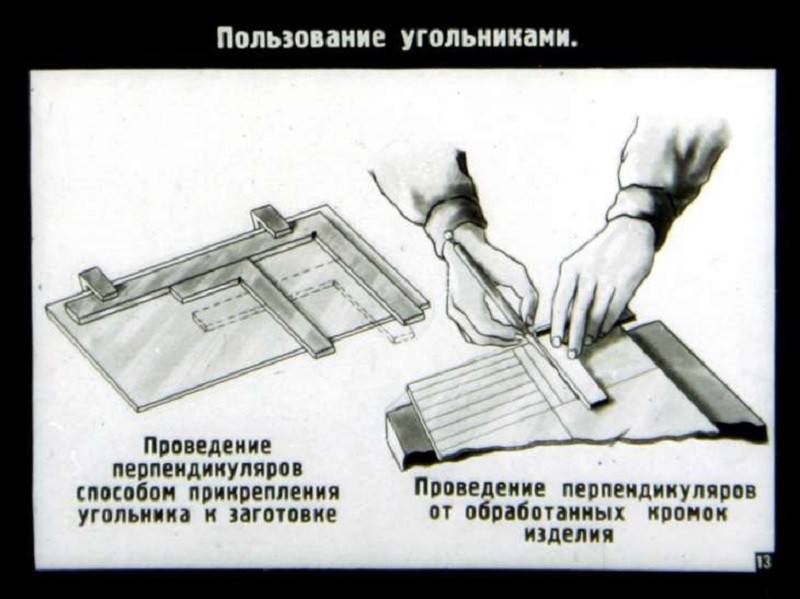
После правки на заготовке размечают контуры будущего изделия. Разметку выполняют разметочными инструментами: чертилкой, разметочным циркулем и кернером при помощи металлической линейки или угольника (рис. 125).

Рис. 125. Разметочные инструменты: а — линейка; б — угольник; в — чертилки; г — кернер; д — разметочный циркуль
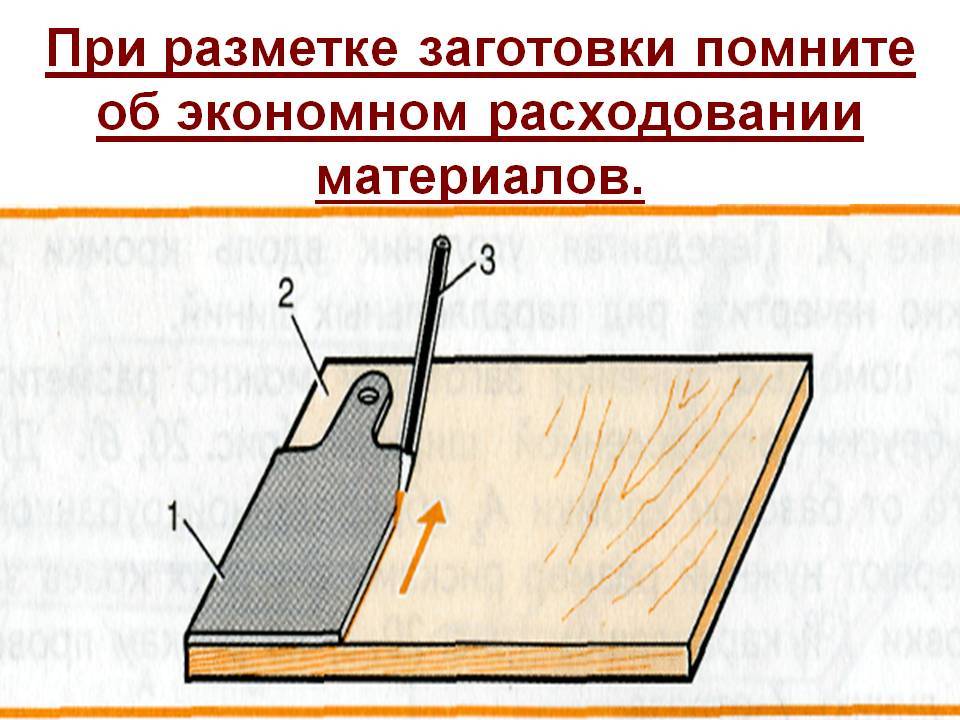
Чертилка представляет собой остро заточенный металлический стержень и служит для нанесения разметочных линий (рисок) на заготовку.
Разметочным циркулем проводят окружности и дуги. Радиус окружности или дуги предварительно откладывают по линейке.
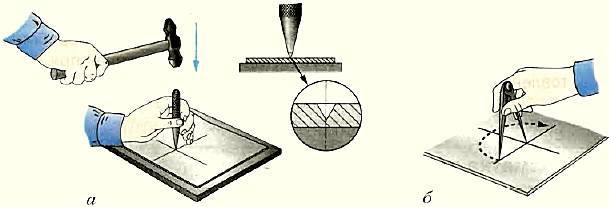
Ударяя молотком по кернеру, на размечаемую поверхность наносят лунки, намечая центры будущих отверстий.
Размечая детали по шаблону, старайтесь кроить материал рационально, т. е. так, чтобы количество отходов было наименьшим.
Эта задача быстро и точно решается на компьютере. Для этого в масштабе изображаются шаблон детали и металлический лист. Перемещая и поворачивая шаблон, многократно копируя его, вы можете добиться оптимального (наилучшего) расположения деталей на листе.
На рисунке 126 представлен чертеж детали «ушко», выполняемой из тонкого стального листа и служащей для подвески настенных панно. Величина S 0,8 на чертеже означает, что толщина листа равна 0,8 мм.
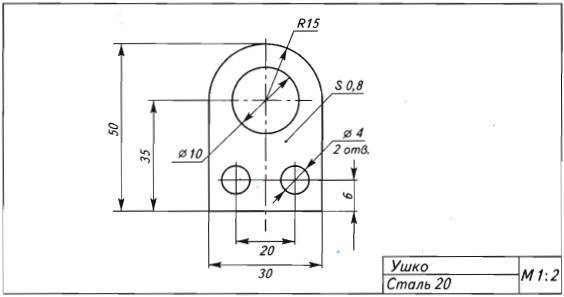
Рис. 126. Чертеж детали «ушко»
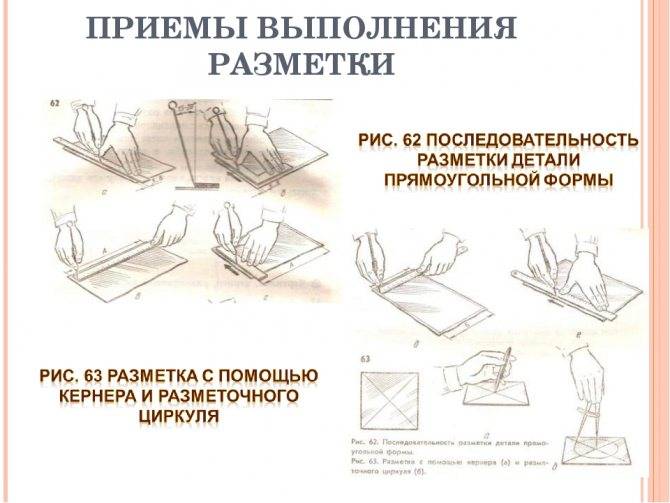
Разметку начинают с нанесения чертилкой линий контура детали и линий симметрии, затем проводят осевые линии отверстий и дуг, вычерчивают циркулем окружности и дуги. Заканчивают разметку, намечая центры отверстий.
Развертка — это плоское изображение заготовки детали (например, коробки), которая при сгибании становится объемной. По рисунку развертки размечают, а затем вырезают плоскую заготовку детали.
Разметку развертки делают с помощью линейки и металлического угольника, начиная с базовых (наибольших) сторон, затем отмеряют и очерчивают другие стороны, проводят осевые линии и линии сгиба.
Практическая работа № 36
Разметка деталей из металлического листа и проволоки
Порядок выполнения работы
- Подготовьте рабочее место, инструменты и заготовки для разметки.
- Выполните разметку заготовок для изготовления деталей и изделий из тонкого металлического листа и проволоки (желательно для вашего творческого проекта).
- Проверьте правильность разметки.
Контрольные вопросы
- Что называют разметкой и для чего ее выполняют?
- Какие инструменты применяют для разметки?
- Как размечают изделия из металлического листа и проволоки?
- Что называют разверткой?
- В какой последовательности размечают развертку?
Для каких целей применяют правку металла
Конфигурация детали может быть нарушена в ходе ее первичной обработки, транспортировки или хранения. Такие заготовки непригодны для дальнейшего использования, но не являются невозвратным, окончательным браком. Правку металла используют с целью возвращения заготовке формы, определенной конструкторско-технологической документацией.
Читать также: Как уменьшить обороты двигателя без потери мощности
Правка металла с целью возвращения заготовке формы
Иногда с целью снижения себестоимости продукции предприятие намеренно приобретает заготовки ненадлежащей формы, в этом случае операция включается в технологический процесс. Плановая правка металла может также быть включена в техпроцесс после операций по термической обработке, вызывающих изменение формы детали. В противном случае работа будет внеплановой, и стоимость ее входит в незапланированные убытки.
Пространственная разметка
Пространственная разметка – это разметка поверхностей заготовки ( детали), расположенных в различных плоскостях и под разными углами, выполняемая от какой-либо исходной поверхности или разметочной риски, выбранной за базу.
Пространственная разметка, наиболее распространенная в машиностроении, по своим приемам существенно отличается от плоскостной. Трудность пространственной разметки заключается в том, что приходится не просто размечать отдельные поверхности детали. Пространственную разметку, как правило, производят на разметочной плите, являющейся искусственной плоскостью, при помощи которой достигается указанная увязка.






Пространственная разметка, наиболее распространенная в машиностроении, по своим приемам существенно отличается от плоскостной. Трудность пространственной разметки заключается в Том, что приходится не просто размечать отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу, а увязывать разметку этих отдельных поверхностей между собой. Пространственную разметку, как правило, производят на разметочной плите, являющейся искусственной плоскостью, при помощи которой достигается указанная увязка.
| Пространственная разметка ( размечена заготовка углового рычага. |
Пространственная разметка ( рис. 22) – это разметка поверхностей заготовки, расположенных в разных плоскостях под разными углами друг к другу ( см. гл.
Пространственная разметка – это разметка поверхностей заготовки ( рис. 174, б), расположенных в различных плоскостях и под различными углами друг к другу.
Пространственная разметка применяется для графических построений, осуществляемых на поверхности объемных заготовок, расположенных в разных плоскостях под различными углами друг к другу. При пространственной разметке приходится не только размечать отдельные элементы на одной поверхности ( стороне) детали, а увязывать разметку этих поверхностей ( плоскостей, осей отверстий их соосности, углов наклона между собой.
Пространственная разметка применяется для графических построений, осуществляемых при помощи пространственных кинематических цепей.
Пространственную разметку иногда называют объемной.
| Схема разметки на полу поковки колонны пресса. |
Ошибки пространственной разметки вызываются одновременным действием следующих причин: погрешностью угловой установки размечаемой установки; погрешностью установки рейсмаса по высоте и его отклонениями при перемещении по разметочной плите; применением несовершенных методов разметки; неточностью геометрических построений; неточностью разметочных инструментов и приспособлений.
Приемы пространственной разметки существенно отличаются от приемов плоскостной разметки. Особенность пространственной разметки заключается в том, что приходится не просто размечать отдельные поверхности заготовки, расположенные в различных плоскостях и под разными углами одна к другой, а увязывать разметку этих поверхностей между собой. Пространственную разметку, как правило, производят на разметочной плите. Установив соответствующим образом деталь на плиту и связывая разметку каждой плоскости детали с общей плоскостью разметочной плиты, тем самым увязывают разметку отдельных плоскостей между собой.
| Приспособления, применяемые для установки и закрепления заготовок на разметочной плите. а – призмы. б – угольник ] в – разметочный ящивд г – кли. вовидные подкладки. д – домкратикв. |
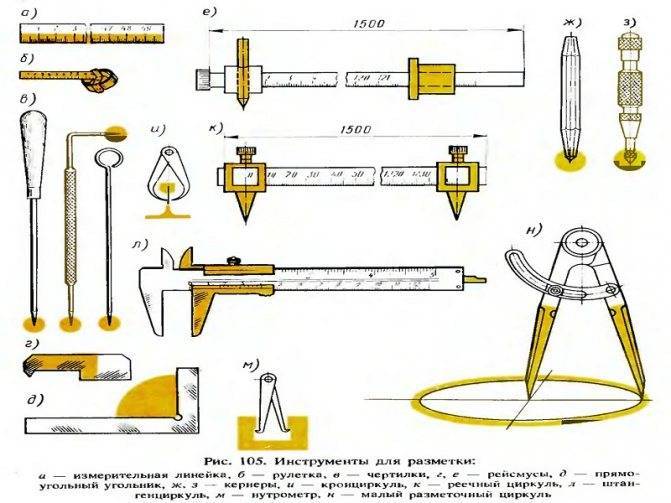
Для пространственной разметки применяют следующие инструменты: измерительную металлическую линейку, вертикальную измерительную линейку с подставкой, проверочные и разметочные угольники, чертилку, рейсмас, штангенрейсмас, циркуль, кернеры и молоток. Эти инструменты описаны в гл.
Отличие пространственной разметки от плоскостной состоит в том, что разметка отдельных поверхностей заготовок увязывается с ранее размеченными поверхностями посредством ориентировки разметочного инструмента и заготовки друг относительно друга при помощи разметочной плиты.
Резание древесины
Процесс изготовления изделий из древесины включает различные виды обработки: сушку древесины, механическую обработку, склеивание, сборку, отделку.
Механическая обработка древесины – это способ обработки, при котором получают изделия или их элементы заданных форм и размеров без изменения химического состава материала.
Механическая обработка древесины может производиться с нарушением волокон (пиление, строгание, фрезерование, долбление) и без нарушения волокон (гнутье, прессование). Большей частью обработка древесины производится с нарушением волокон, причем основной способ этого вида обработки – резание.
Различают резание с образованием стружки или опилок (пиление, строгание, фрезерование, долбление, сверление) и без отделения стружки (срезание шпона, раскрой шпона на ножницах, раскалывание древесины). Наиболее часто при механической обработке древесины применяют резание со стружкообразованием.
В рабочей части каждого инструмента столяра обязательно имеется резец (рубанок, прямая стамеска, долото) или несколько резцов (пила). Процесс резания состоит в следующем: под воздействием внешней силы резец, имеющий форму клина, при внедрении в древесину режущей кромкой перерезает волокна и отделяет их в виде стружки. Применение силы при резании необходимо для преодоления сопротивления древесины внедрению резца для отделения стружки. Эта сила называется силой резания и измеряется в килограммах.
У резца различают переднюю, заднюю и боковую грани, а также переднюю, боковые и задние кромки (рис. 25). Линия пересечения передней и задней граней образует режущую кромку или лезвие резца.
Рис. 2. Элементы и углы резца: а – элементы резца; б – рабочая часть рубаночного ножа; в – углы резца; г – углы рубаночного ножа
У резца угол между его гранями, образующими режущую кромку, называется углом заострения или углом заточки. У работающего резца различают также угол резания, угол наклона, передний угол. Углом резания называется угол между передней гранью резца и плоскостью резания (рис. 2, в, г). Угол между задней гранью резца и плоскостью резания называется углом наклона, иногда задним углом.
Величина углов резца оказывает большое влияние на силу резания и качество (чистоту) обработки. Для быстрого и качественного резания важны не только острота резца, но и правильные передний и задний углы резания. Величины углов резания зависят от направления (вида) резания по отношению к волокнам древесины.
Три основных вида резания:
- резание в торец (торцевое) с перерезанием волокон поперек перпендикулярно их направлению (рис. 3, а);
- резание вдоль волокон (продольное), при котором резец движется по направлению волокон параллельно их длине, накалывает и разрывает их вдоль (рис. 3, б);
- резание поперек волокон (поперечное), которое производится в плоскости волокон, но в поперечном направлении, при этом резец не перерезает волокна, а отделяет их друг от друга (рис. 3, в).
Рис. 3. Виды резания






При торцевом резании древесина разрушается по годичным кольцам, стружка получается мелкая и рассыпчатая. Для уменьшения сопротивления резанию и получения гладкой поверхности уменьшают угол заточки резца.
При продольном резании резец раскалывает и разрывает волокна и отделяет стружку, которая получается длинной, тонкой, закручивающейся в спираль. Слои древесины легко разделяются, и поверхность получается гладкой.
При резании поперек волокон древесина режется частично вдоль волокон, частично отрывается, стружка получается ломкой, а поверхность – шероховатой.
От вида резания зависит сила резания. Наибольшее усилие предлагается при торцевом резании, в два-три раза меньше усилий требуется при продольном резании и меньше всего усилий (в пять-шесть раз) – при поперечном резании.
На силу резания влияет следующее.
- Порода древесины. Чем тверже древесина, тем больше усилий требуется для ее резания.
- Угол резания. Чем больше угол резания, тем больше давление стружки на переднюю грань резца и вызываемое ею трение, поэтому требуется больше усилий для резания. Однако сильно уменьшать угол резания нельзя: от этого будет понижена чистота обработки.
- Острота резца. При работе режущая кромка резца затупляется и становится заоваленной. Такая режущая кромка не перерезает волокна древесины, а вдавливает их, сминает и разрывает. При этом требуется больше усилий, чем при резании острым резцом.
- Толщина снимаемой стружки. Чем толще стружка, тем большее давление она оказывает на резец и тем большее усилие приходится прилагать при резании.
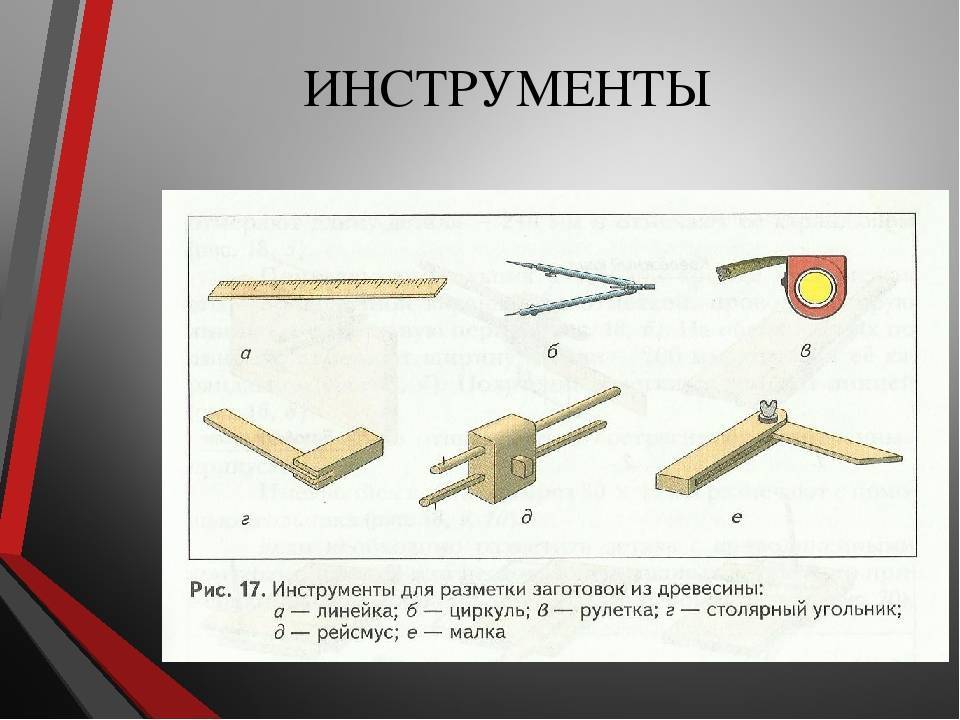
Контрольно-измерительные и разметочные инструменты
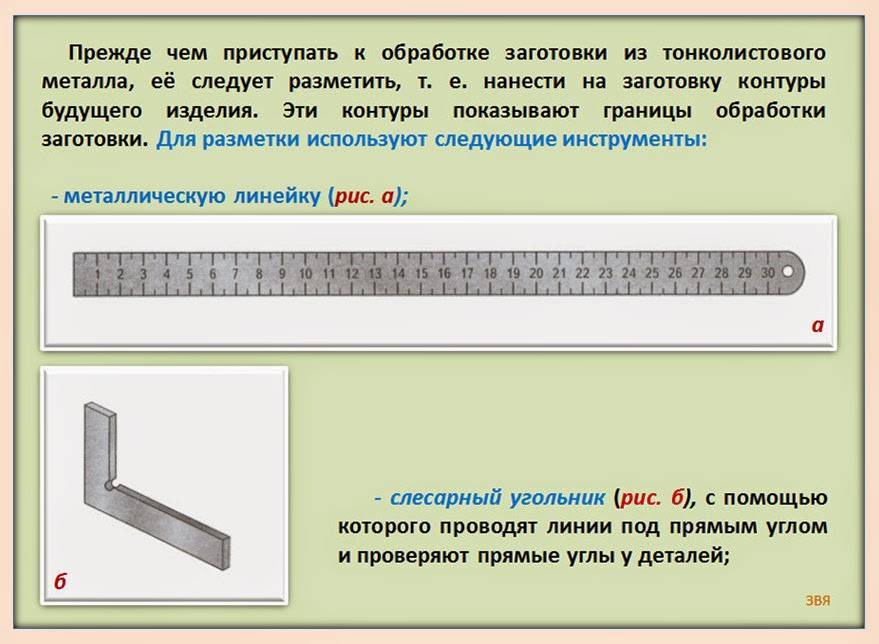
Для выполнения разметки и контроля точности обработки заготовок и деталей применяют различные инструменты, приборы и приспособления. Под точностью обработки понимают соответствие формы и размеров изготовления детали требованиям чертежа и технических условий.
Правильная разметка обеспечивает необходимую точность обработки заготовок и деталей и экономное использование материалов. Линейные размеры измеряют рулеткой, метр-рулеткой, складным метром и разными линейками с миллиметровыми, сантиметровыми, дециметровыми и метровыми делениями.
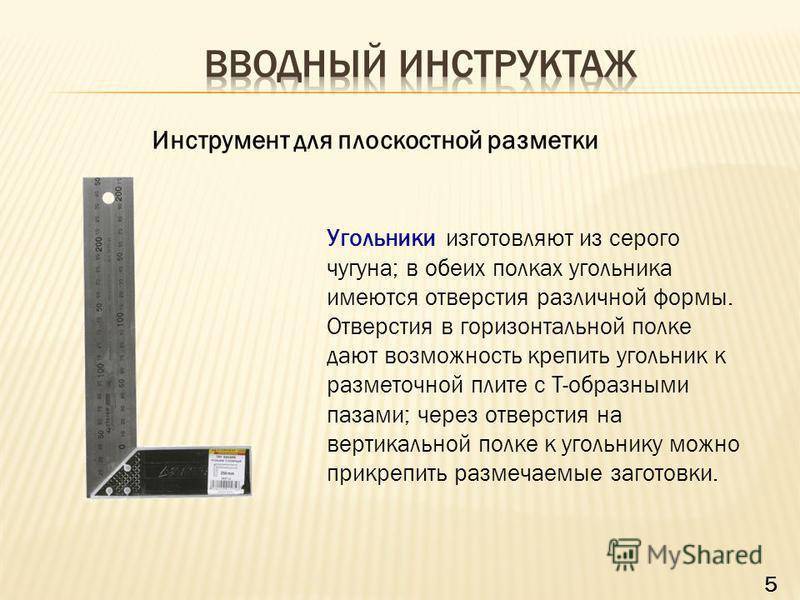
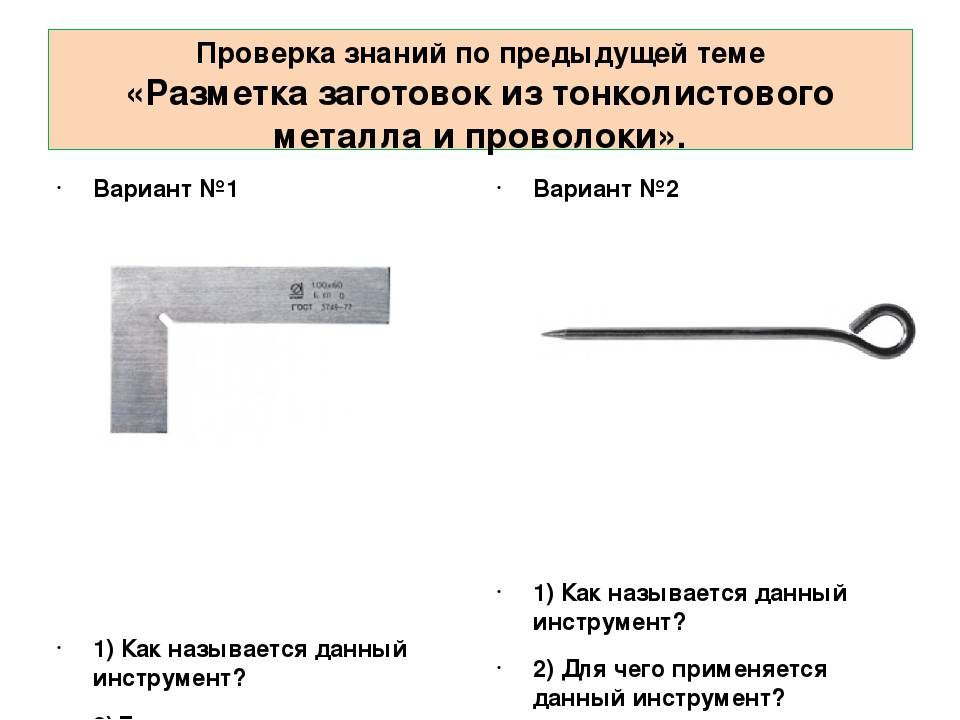
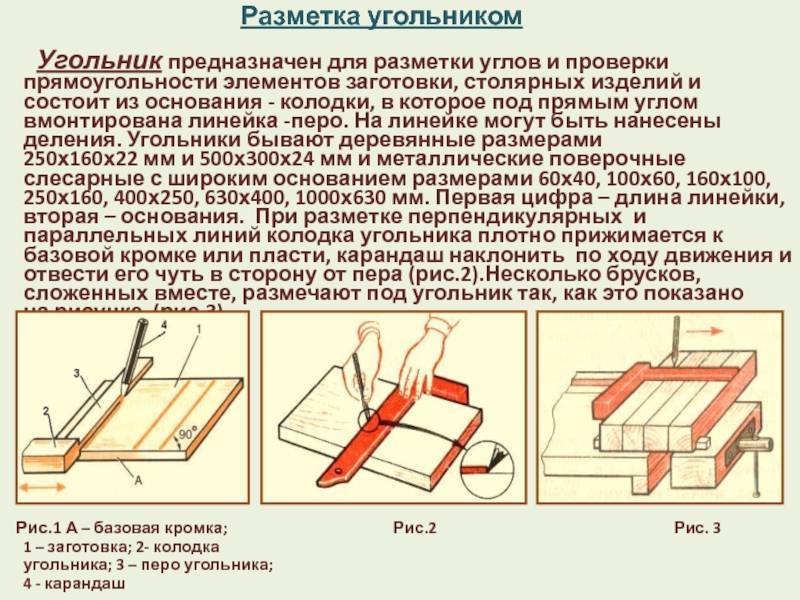
Угольник служит для проверки и откладывания прямого угла (90°) при разметке и обработке материалов и заготовок. Ерунок предназначен для разметки и контроля углов 45° и 135°. Он состоит из основания, к которому жестко прикреплена деревянная или металлическая линейна под углом 45°.
Малка служит для измерений по образцу и перенесения их на заготовки при разметке. Она имеет шарнирно-соединенное между собой основание и линейку. Малка бывает деревянной и металлической.
Циркулем переносят заданные размеры и описывают окружности при их разметке. Нутромером измеряют внутренний диаметр круглого отверстия. Наружный диаметр круглой детали определяют с помощью кронциркуля и штангенциркуля, которые служат для измерения малых линейных размеров деталей и элементов их соединений. Используют штангенциркуль с двусторонним расположением губок для наружных и внутренних измерений (ширины и толщины деталей, толщины щитов и гребней, ширины проушин) и линейкой для определения глубины гнезд, пазов и отверстий. Штангенциркуль — раздвижной металлический инструмент, который имеет штангу с основной шкалой, рамку с зажимным винтом и дополнительной шкалой (кониусом) и линейку глубины. Рамка может передвигаться вдоль штанги в зависимости от величины определяемого размера. При измерении сначала отсчитывают целые миллиметры, которые прошли по штанге крайняя левая черта кониуса, а затем — десятые доли миллиметра по полному совпадению деления кониуса с любым делением штанги. Штангенциркуль может быть с точностью измерения от 0,1 до 0,05 мм.
Уровень служит для проверки горизонтальности и вертикальности поверхностей столярно-плотничных изделий и конструкций (оконных и дверных блоков, балок и лаг, полов, стоек). Он имеет деревянный или металлический брусок, в котором помещена дугообразная стеклянная трубка со спиртом и воздушным пузырьком. При совпадении кромки бруска уровня с горизонтальным или вертикальным положением проверяемых элементов воздушный пузырек расположится между двумя отметками на трубке. Скобой размечают шипы и проушины. Она имеет деревянный брусок с поперечной четвертью на одном конце.
Рейсмус служит для нанесения разметочных рисок, параллельных одной из поверхностей размечаемой заготовки и друг другу.
Отвес — применяют для проверки вертикальности установки столярно-плотничных изделий и конструкций. Он состоит из шнура с привязанным к нему цилиндрическим металлическим остроконечным внизу грузом.
Микрометр с ценой деления шкалы 0,01 мм снабжен скобой с измерительной пяткой, с микрометрическим винтом и барабаном. Торцевая поверхность винта, обращенная к пятке, является измерительной. Трещетка предназначена для достижения постоянного измерительного усилия. Сотые доли миллиметра отсчитывают по круговой шкале барабана. Указателем является продольный, проведенный на стебле.
Угломер используют для измерения величины углов наклона двух смежных поверхностей. Угломеры бывают с кониусом и оптические. Угломер с кониусом позволяет определить углы наружные от 0 до 180° и внутренние от 40 до 180° с погрешностью не более ±5°. Для измерения угловых параметров режущей части инструментов применяют оптические угломеры. Они снабжены лупой, это обеспечивает отсчет величин углов с погрешностью не более 10″ (угловых секунд).
Основные приемы правки металла вручную
Поступающие на слесарную обработку заготовки могут быть деформированы и нуждаются в правке, иногда говорят, в рихтовке. Заготовка из листового проката может быть деформирована во время погрузочных работ и транспортировки или деформация может возникнуть в результате остаточных напряжений после механической или термической обработки и др. Волнистая поверхность заготовки из листа может образоваться в результате наличия сжатых волокон, остаточных напряжений на одной из поверхностей листа, что определяет направление вогнутости; изгиб по длине в плоскости; изгиб на ребро свидетельствует о том, что край заготовки, куда направлена изогнутость, сжат или деформирован больше противоположного; если у заготовки деформация в виде спирали, то это свидетельствует о том, что у заготовки края более вытянуты, чем осевая линия, и т.д.
Выяснить причину деформации заготовки необходимо для принятия решения о методе ее правки, рихтовки.
Правка полосового материала по плоскости производится в следующей последовательности. Искривленною полосу кладут на плиту и, придерживая ее левой рукой, по выпуклым местам полосы наносят удары молотком, при этом удары наносят сначала по краям выпуклости широкой стороны и постепенно приближаются к середине выпуклости, поворачивая по мере необходимости полосу с одной стороны на другую. Сила удара регулируется в зависимости от размеров полосы и степени искривления.
Молоток при правке держат за конец рукоятки, несильно зажимая ее в руке. При ударе молоток нужно опускать на лист вертикально всей площадью бойка. В момент удара молоток будет обязательно отскакивать. Этим движением следует научиться управлять так, чтобы отскакивание молотка от листа вверх было направлено по вертикали к плите.
Результаты правки (прямолинейность заготовки) оценивают на глаз или же на правильной плите с помощью линейки.
Выправив широкую сторону заготовки, приступают к правке ребер. После одного-двух ударов полосу поворачивают с одного ребра на другое.




При правке полосы, изогнутой на ребро, удары наносят по широкой плоскости. Прижав левой рукой полосу к плите, наносят удары молотком по всей длине полосы, постепенно переходя от нижней кромки к верхней. На рис. 3 указана стрелками схема направлений и последовательности ударов при правке изогнутости заготовки на ребро.
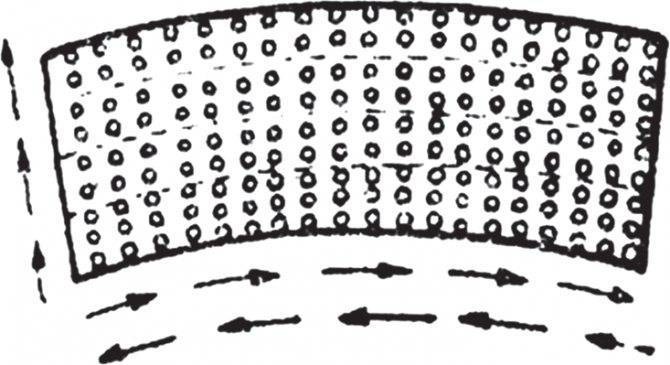
Рис. 3. Схема правки изогнутости заготовки на ребро
У нижней кромки наносят сильные удары, а по мере приближения к верхней силу ударов уменьшают, но увеличивают их частоту. При таком способе правки нижняя кромка постепенно вытягивается больше, чем верхняя, и полоса выравнивается. Правку прекращают, когда верхняя и нижняя кромки становятся прямолинейными.
Правку изогнутого листа, имеющего поперечные волны — волнистость, выполняют на правильной плите, придерживая его одной рукой, а другой — наносят легкие удары молотком по выступающим частям листа вдоль поперечных волн. Сначала правят лист с одной стороны, а затем его переворачивают и правят с другой стороны.
При наличии выпуклости в середине заготовки ее кладут на плиту и выпуклости обводят мелом. Затем наносят частые удары молотком от края листа по направлению к выпуклости. По мере приближения к выпуклости удары молотком следует делать чаще и слабее. Если на заготовке имеется волнистость по краям, то удары молотком наносят по направлению от середины заготовки к ее краям.
После устранения выпуклостей и волнистости лист переворачивают и легкими ударами молотка окончательно восстанавливают его прямолинейность.
В процессе правки нужно следить за тем, чтобы на поверхности листа не оставались следы от ударов молотком. Эту работу удобно выполнять, перемещая заготовку вдоль рихтовальной бабки или по поверхности рельса, на котором производится правка.
При правке тонкого листового материала пользуются легкими деревянными, медными, латунными или свинцовыми молотками. Приемы правки такие же, как и стальными молотками.
Правку весьма тонкого листового материала осуществляют на чистой, ровной (без забоин и других неровностей) поверхности скольжением без особой нагрузки металлических или деревянных брусков-гладилок, имеющих ровную и гладкую поверхность. При правке лист периодически переворачивают.
Брак при разметке
Дефекты при нанесении плоскостной разметки оказывают негативное влияние на дальнейшие операции обработки заготовки и качество получаемых деталей. Если ошибки выявлены на ранних стадиях, то их можно устранить. В противном случае вся заготовка отбраковывается и является отходом производства.
Часто встречающиеся виды брака и причины их возникновения приведены в таблице.
| Брак | Причина возникновения |
| Ошибки в перенесении размеров | · неправильное чтение чертежа или искажение на нем размеров; · несоблюдение последовательности операций; · неправильное использование инструментов; · невнимательность разметчика |
| Погрешность установки размеров при использовании масштабной линейки | небрежность или отсутствие навыков у разметчика |
| Неправильное откладывание размеров на заготовке | · неверное определение баз; · неточность измерительного инструмента |
| Перекосы | · небрежное фиксирование заготовок, приводящее к их смещению; · износ разметочной плиты |
| Неточная установка приспособлений на поверхности заготовки | · невнимательность разметчика; · низкое качество подготовки поверхности |
Таким образом, плоскостная разметка – важная стадия производства металлических изделий. От ее точности зависит качество получаемой продукции.







Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Применение
С помощью керна можно делать наметку на любых поверхностях. Целесообразно использовать его при работе с гладкими материалами. Это кафель, полированные поверхности. Чаще всего его применяют при сверлении металла. Поэтому керно чаще относят к слесарным инструментам.
Активно используют его и каменщики. Для этого созданы специальные кернеры каменщиков. Они мало чем отличаются от слесарных. Часто их окрашивают порошковой краской в яркий цвет, чтобы легче было найти в случае утери.
Применяют керно и для того, чтобы линии обработки стали заметными. Для этого нанесённую разметку проходят частыми кернами, делая её пунктирной.





