

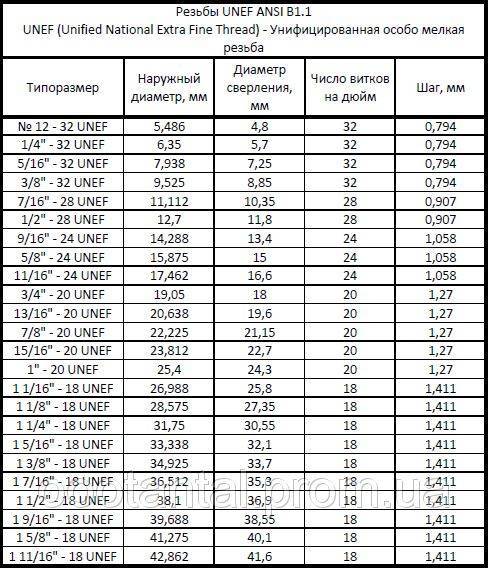
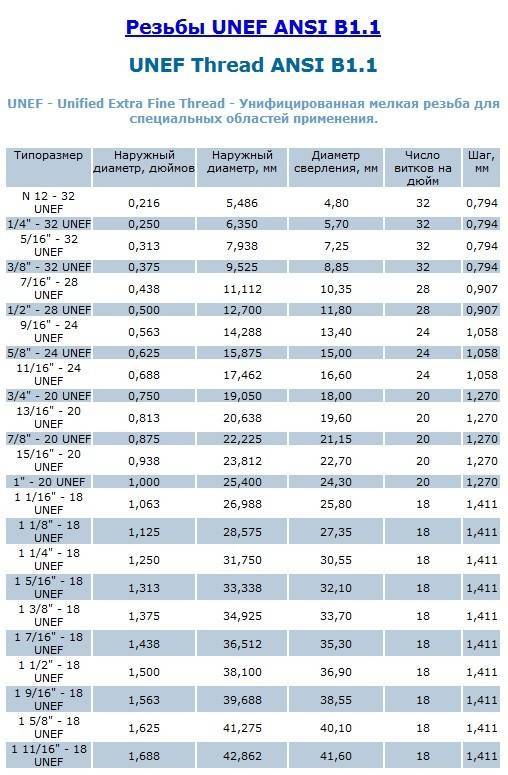
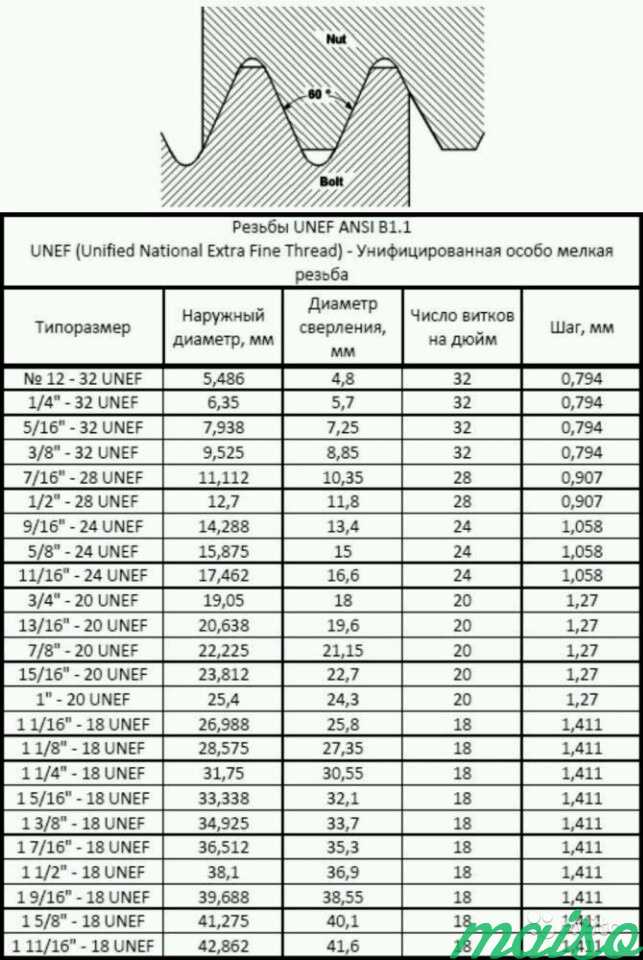
Американская резьба с особо мелким шагом – UNEF
| Размер резьбы | Число ниток на дюйм | D — наружный диаметр | Dp — средний диаметр | Di — внутренний диаметр | Шаг резьбы | |
| дюймы | мм | миллиметры | ||||
| #12 | 5,49 | 32 | 5,49 | 4,97 | 4,63 | 0,79 |
| 1/4 | 6,35 | 32 | 6,35 | 5,83 | 5,49 | 0,79 |
| 5/16 | 7,94 | 32 | 7,94 | 7,42 | 7,08 | 0,79 |
| 3/8 | 9,53 | 32 | 9,53 | 9,01 | 8,67 | 0,79 |
| 7/16 | 11,1 | 28 | 11,11 | 10,52 | 10,13 | 0,91 |
| 1/2 | 12,7 | 28 | 12,70 | 12,11 | 11,72 | 0,91 |
| 9/16 | 14,3 | 24 | 14,29 | 13,60 | 13,14 | 1,06 |
| 5/8 | 15,9 | 24 | 15,88 | 15,19 | 14,73 | 1,06 |
| 11/16 | 17,5 | 24 | 17,46 | 16,77 | 16,32 | 1,06 |
| 3/4 | 19,1 | 20 | 19,05 | 18,22 | 17,68 | 1,27 |
| 13/16 | 20,6 | 20 | 20,64 | 19,81 | 19,26 | 1,27 |
| 7/8 | 22,2 | 20 | 22,23 | 21,40 | 20,85 | 1,27 |
| 15/16 | 23,8 | 20 | 23,81 | 22,99 | 22,44 | 1,27 |
| 7/16 | 11,1 | 20 | 11,11 | 10,29 | 9,74 | 1,27 |
| 1 | 25,4 | 20 | 25,40 | 24,57 | 24,03 | 1,27 |
| 1 1/16 | 26,9 | 18 | 26,99 | 26,07 | 25,46 | 1,41 |
| 1 1/8 | 28,6 | 18 | 28,58 | 27,66 | 27,05 | 1,41 |
| 1 3/16 | 30,2 | 18 | 30,16 | 29,25 | 28,64 | 1,41 |
| 1 1/4 | 31,8 | 18 | 31,75 | 30,83 | 30,22 | 1,41 |
| 1 5/16 | 33,3 | 18 | 33,40 | 32,42 | 31,81 | 1,41 |
| 1 3/8 | 34,9 | 18 | 34,93 | 34,01 | 33,40 | 1,41 |
| 1 7/16 | 36,5 | 18 | 36,51 | 35,60 | 34,99 | 1,41 |
| 1 1/2 | 38,1 | 18 | 38,10 | 37,18 | 36,57 | 1,41 |
| 1 9/16 | 39,7 | 18 | 39,69 | 38,77 | 38,16 | 1,41 |
| 1 5/8 | 41,3 | 18 | 41,27 | 40,36 | 39,75 | 1,41 |
| 1 11/16 | 42,9 | 18 | 42,86 | 41,95 | 41,34 | 1,41 |
Механическая и ручная дюймовая нарезка
Выполнение ручной нарезки
Метрическая или трубная резьба нарезается на внутренней или наружной поверхности. Внутри используется метчик, а снаружи плашка. Для того чтобы нарезка осуществлялась правильно, следуют инструкции по технологии, опираясь на тип профиля, требуемого в конкретном случае.
Трубу зажимают в тисках и вставляют метчик в вороток. Плашка размещается в специальном плашкодержателе. Плашка одевается на трубу сверху, а метчик вставляется в нее. Нарезка производится навинчивающимися или ввинчивающимися движениями, в зависимости от типа расположения витков. Если необходимо, то работу повторяют один или несколько раз.
Способ механической нарезки
Труба так же, как и в первом случае должна быть зажата в тиски, а резьбовой рубец помещается в его суппорт. Фаска делается при включенном станке, при этом скорость суппорта должна быть отрегулирована. Резьбовая подача включается после подведения резца к поверхности детали. Выполнение дюймовых граней механическим методом при помощи резца приводит к качественным результатам, при условии мастерства токаря.
Дополнительная информация
Между американским и английским стандартом существуют различия по набору стандартных шагов при указании количества ниток резьбовой нарезки на один дюйм. Помимо этого, внутри каждого стандартного набора различаются виды резьбовых витков по типу:
- мелкий;
- особо мелкий;
- крепежный;
- между трубами;
- между мелкими трубами;
- для нарезки ремонтных вставок;
- между витками для вставок.
Это было бы сложно определить, но эти сведения для удобства сведены в одной таблице.
Дюймовая нарезка
Определенные нормы дюймовой нарезки, которые оговаривают требования к ней, дает нам ГОСТ. Нормы рассматриваются по двух основным параметрам – шагу и диаметру (внешнему и внутреннему).

Изделия с дюймовой резьбой имеют специальный штуцер, который имеет вид суженого конуса. Данный элемент дает возможность соединить детали в одну максимально прочную конструкцию. Часто применяются для водопроводных труб и нефтегазовых систем.
Круглая резьба
Практична в применении для санитарно-технической арматуры, в условиях, где нужно обустройство часто разъемных соединений.

Ее особенности позволяют продлить срок службы соединений за счет своей прочности, детали имеют высокую сопротивляемость к значительным нагрузкам, используют в условиях повышенной загрязненности среды.
Круглую резьбу используют в основном для смесителей, кранов, вентилей, шпинделей и других подобных элементов.
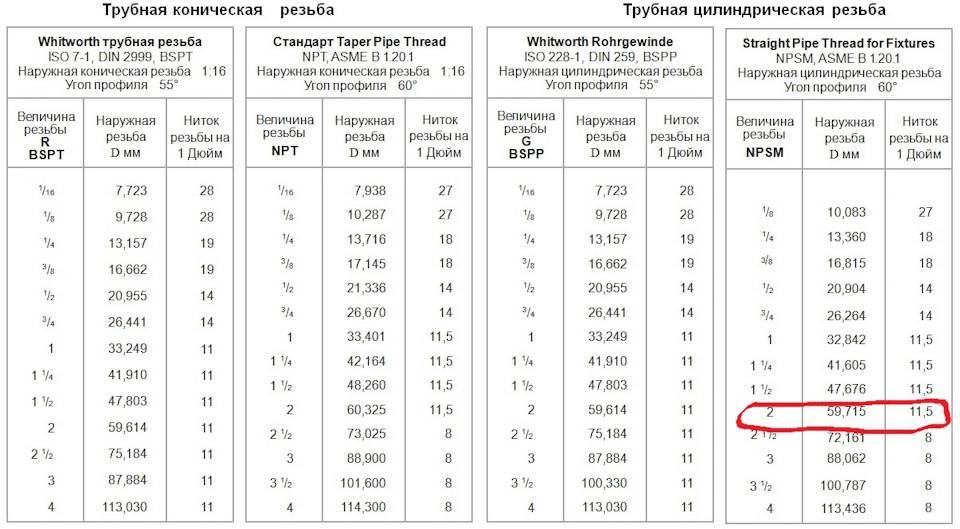
NPSM
National pipe thread, соответствует стандарту резьбы США. Его относят к цилиндрическому дюймовому типу. Параметры профиля соответствуют 60 градусам, форма профиля — треугольник.
NPT
Отличается от NPSM тем, что является стандартом в Соединенных Штатах Америки. Данный тип отличается практичностью использования в условиях с высоким давлением.



С последними двумя типами потребители обязательно столкнуться, приобретая сантехнические изделия и арматурные трубы американского производства.
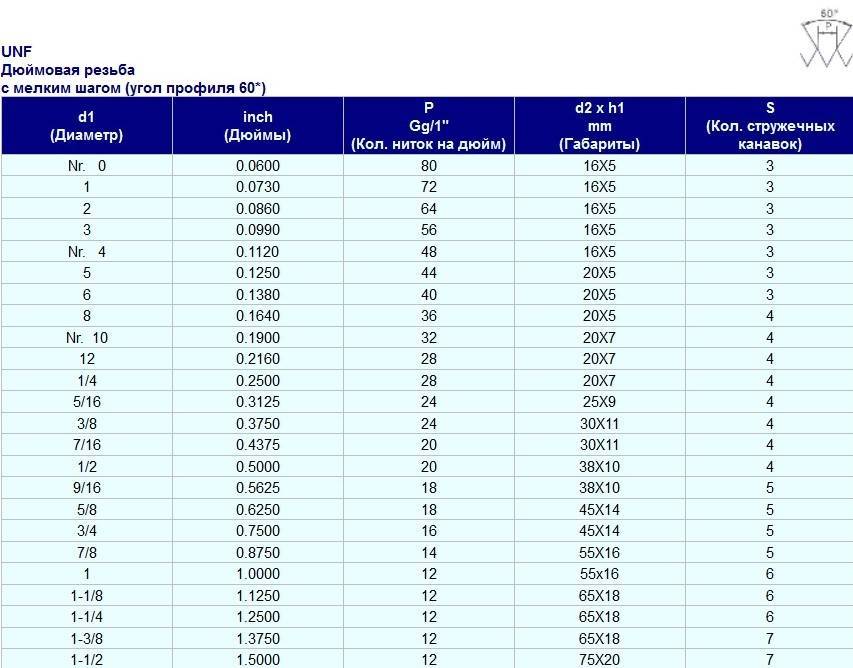
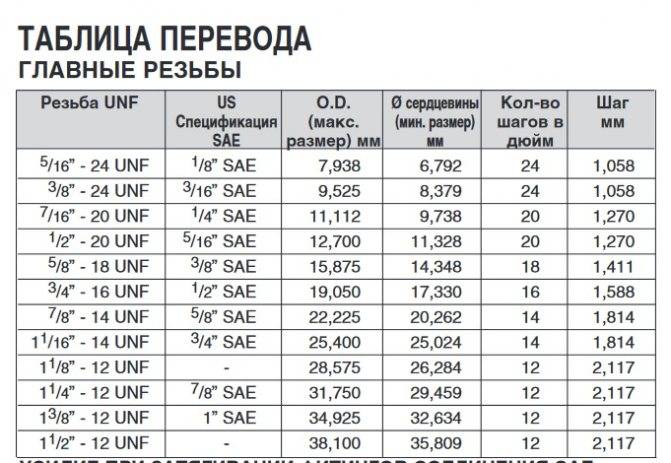
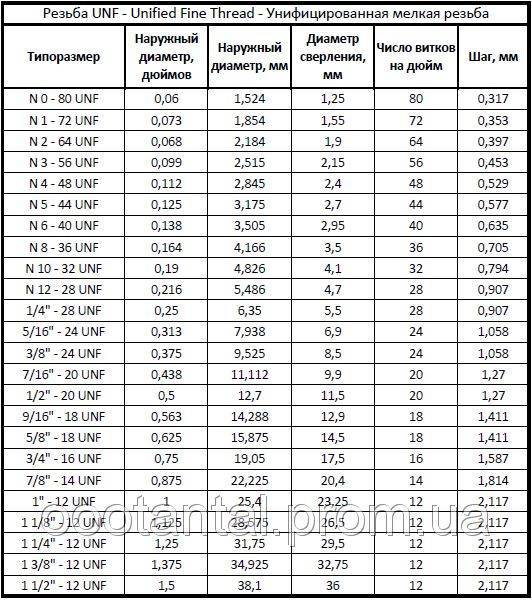
Применение резьбы UNF
Цилиндрическая дюймовая резьба, к которой относятся UNF и BSW обладают мелким шагом. Поэтому они применяются для различных крепёжных конструкций, к которым предъявляются повышенные требования соединений. Такая резьба с мелким шагом применяется в двух видах соединений:
- высокопрочных;
- регулировочных.
Обладая дюймовой резьбой размером в одну четверть и полтора дюйма (по американскому стандарту), она применяется в следующих агрегатах и конструкциях:
- различных видах трубных соединений (дюймовых, калиброванных, сантехнических, газовых);
- гидравлических конструкциях (фитинги, краны переходники);
- резьбовых адаптерах;
- накидные гайки;
- болты и гайки крепления конструкций различных агрегатов.
Универсальность и обеспечение хорошей надёжности позволяет применять американскую конструкцию в машиностроении и при производстве станков, оборудования и инструментов.
Что такое дюймовые метчики и дюймовая резьба
Метчик — это, пожалуй, самый распространенный инструмент для нарезания внутренней резьбы, который применяют повсеместно. Резьбу нарезают в новых изделиях как машинным, так и ручным способом, а также производят восстановление изношенной.
Очень часто именно с восстановлением резьбы при ремонте техники связано применение дюймовых метчиков, так как большое количество техники, применяемой сегодня у нас, произведено по европейским или американским стандартам.
Чтобы разобраться, какими бывают дюймовые метчики, необходимо разобраться в том, что такое дюймовая резьба, для которой они предназначены.
Понятие дюймовой, в отличие от метрической, включает в себя довольно большое количество разных резьб, которые имеют различный шаг и угол профиля.
Поэтому для выбора правильного метчика необходимо знать несколько определяющих параметров. Все дюймовые резьбы обозначаются диаметром в дюймах (дробь), а также шагом в нитках (витках) на 1 дюйм.
А на деталях или инструментах не всегда есть маркировка типа, к которому она относится. Именно это и вызывает путаницу.
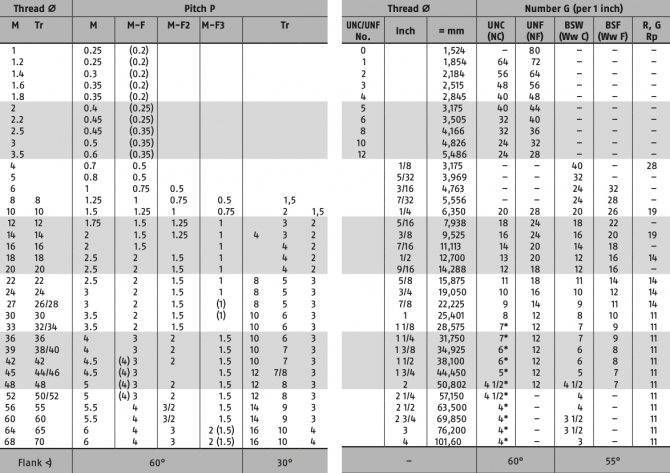
Прежде всего, существует 5 стандартов, в которых прописаны параметры всех наиболее часто применяемых:
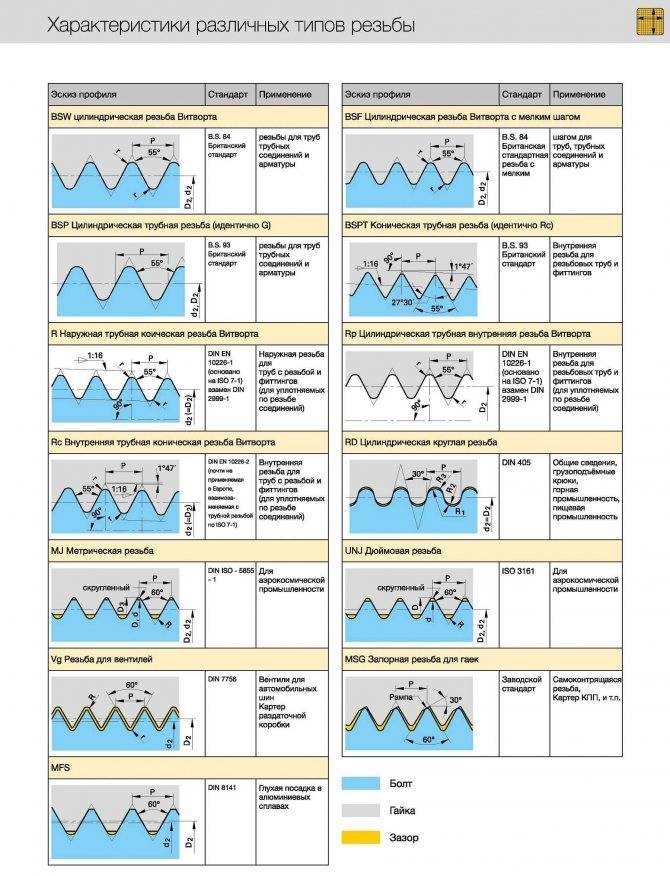
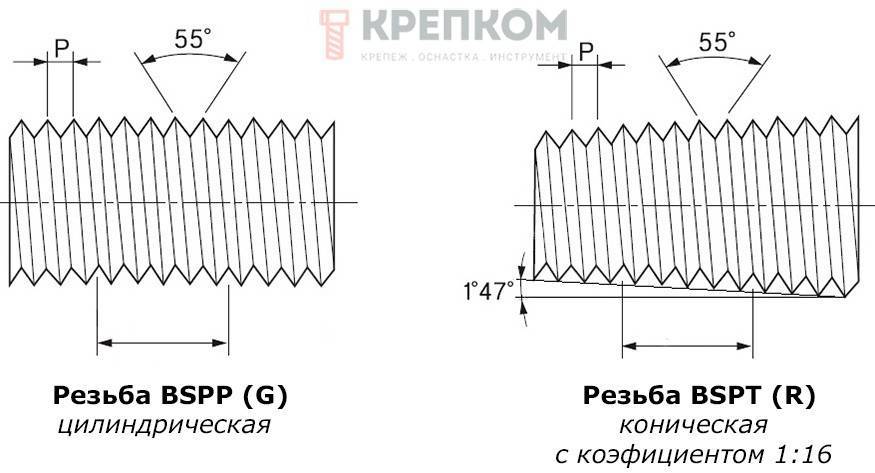
- DIN ISO 228 (также DIN 2999, DIN 259 ГОСТ 6357-81) — определяет параметры трубной цилиндрической дюймовой резьбы. Угол профиля составляет 55°. Имеет только четыре значения шагов — 11, 14, 19 и 28 ниток на дюйм. Обозначается G (реже Rp), а также соответствует резьбе BSP (британский стандарт трубной).
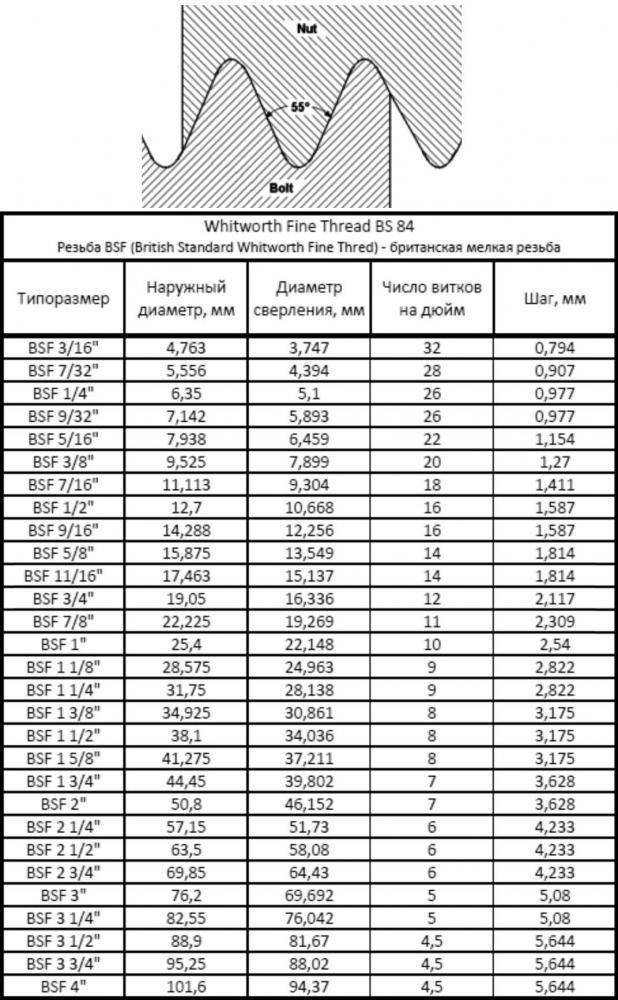
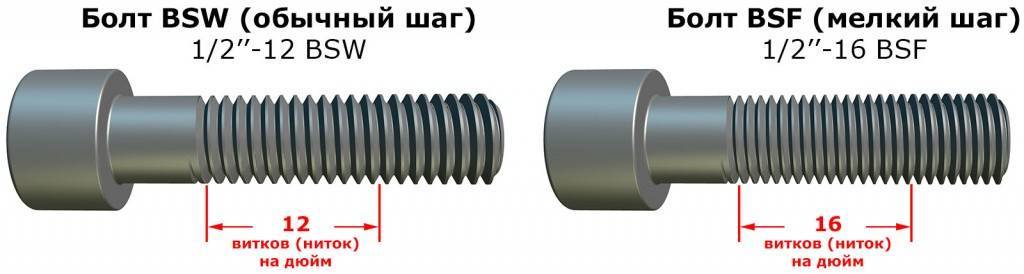
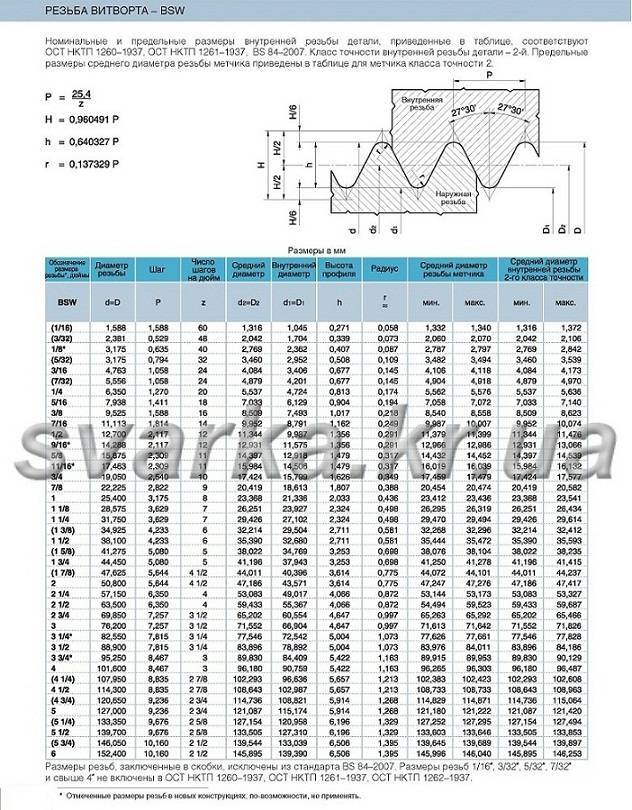
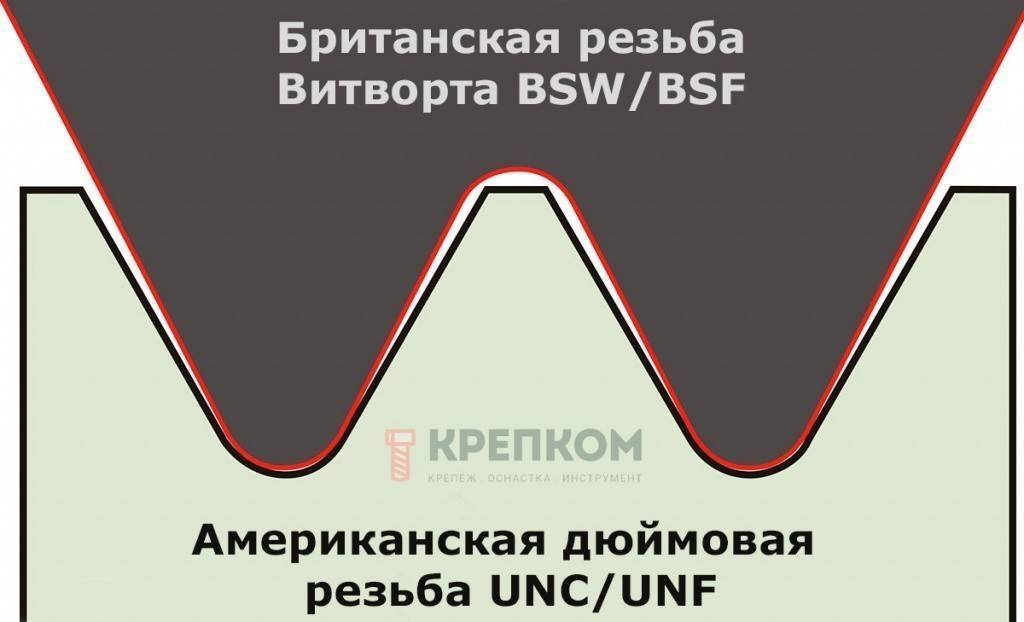
- BS 84 (ранее DIN 11) — определяет параметры резьб британского стандарта BSW (Ww) и BSF, резьбы Уитворта и резьбы с мелким шагом соответственно. Угол профиля составляет 55°.
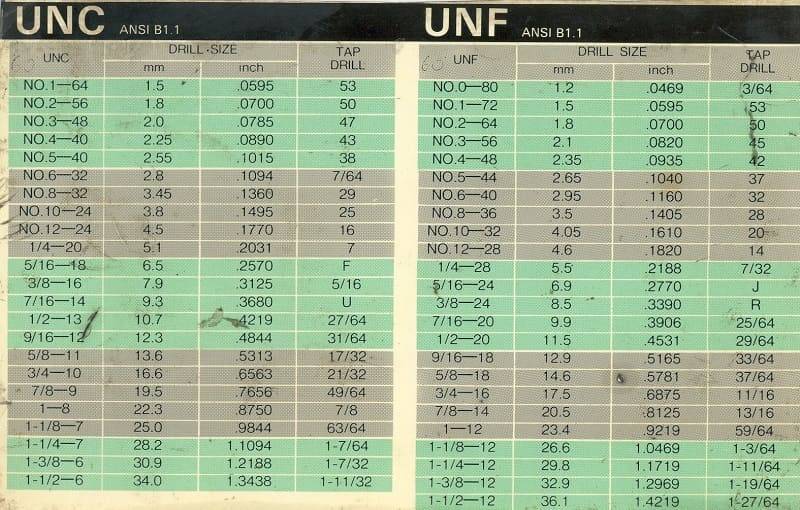
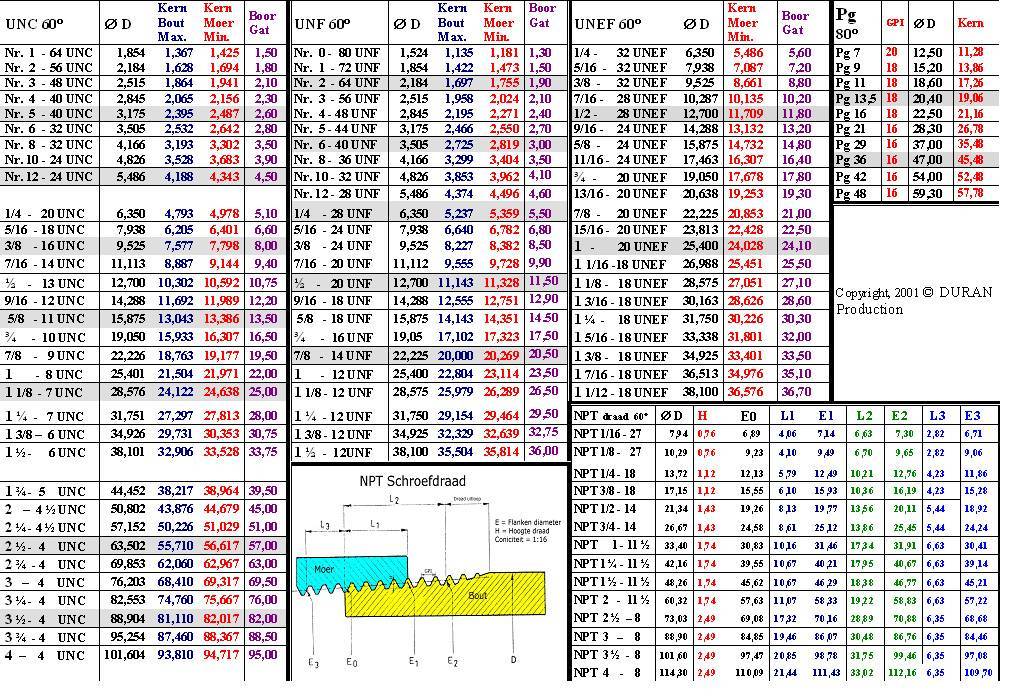
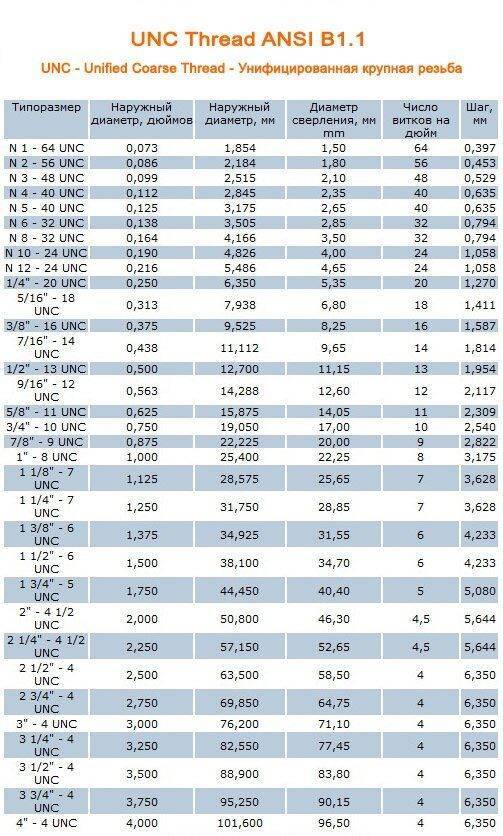
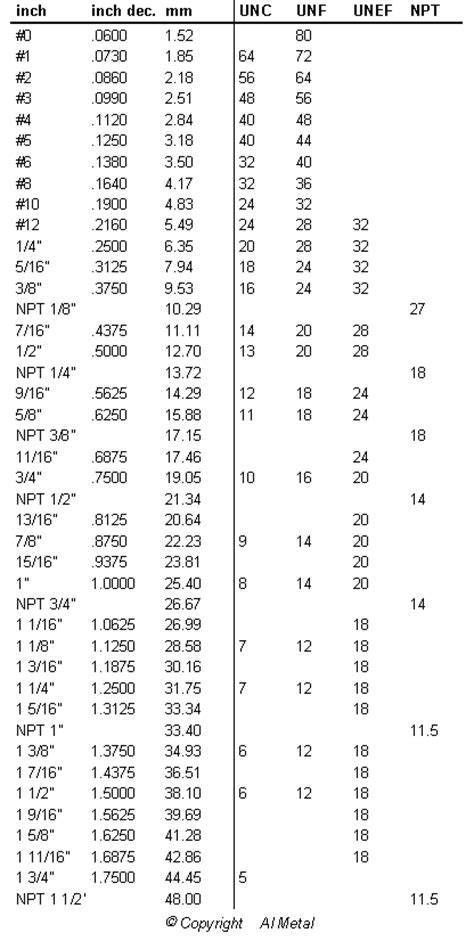
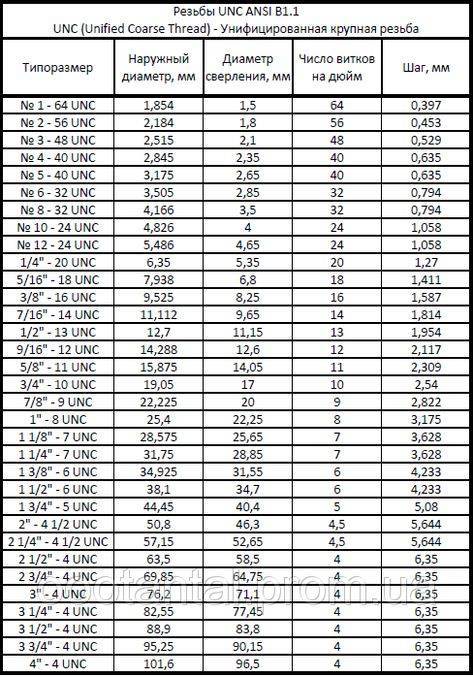
- ANSI/ASME B 1.1 — это американский стандарт, который определяет резьбы семейства унифицированных: UNC, UNF, UN, UNEF, UNS. Угол профиля составляет 60°, как и у метрической. Наиболее часто встречаются UNC и UNF, с крупным и мелким шагом соответственно. К примеру резьба 1/4 » с 20 нитками на дюйм — это UNC, а 1/4″ с 28 нитками на дюйм — это UNF. UNEF — это резьба с особо мелким шагом.
- ANSI B.1.20.1 (также ГОСТ 6111-52) — это стандарт для конической трубной резьбы, которая в американском стандарте обозначается NPT (конусность 1:16). Угол профиля составляет 60°. В ГОСТ 6111-52 она обозначается буквой К — коническая дюймовая. В американском стандарте также описывается цилиндрическая трубная NPS.
- DIN 40 430 — это также стандарт трубной резьбы, обозначаемой PG. У нас практически не встречается.
Как видно, запутаться в таком количестве обозначений довольно легко, поэтому при заказе инструмента нужно быть внимательным. Если есть возможность, необходимо проверить резьбу калибром или проконсультироваться со специалистами.
Как правило, для одного и того же диаметра в дюймах у каждой резьбы свой шаг, поэтому по каталогу можно определить, к какому типу она относится. Наиболее часто встречаются такие: G, UNC и UNF.
Остальные довольно редкие, но их тоже нужно иметь в виду.
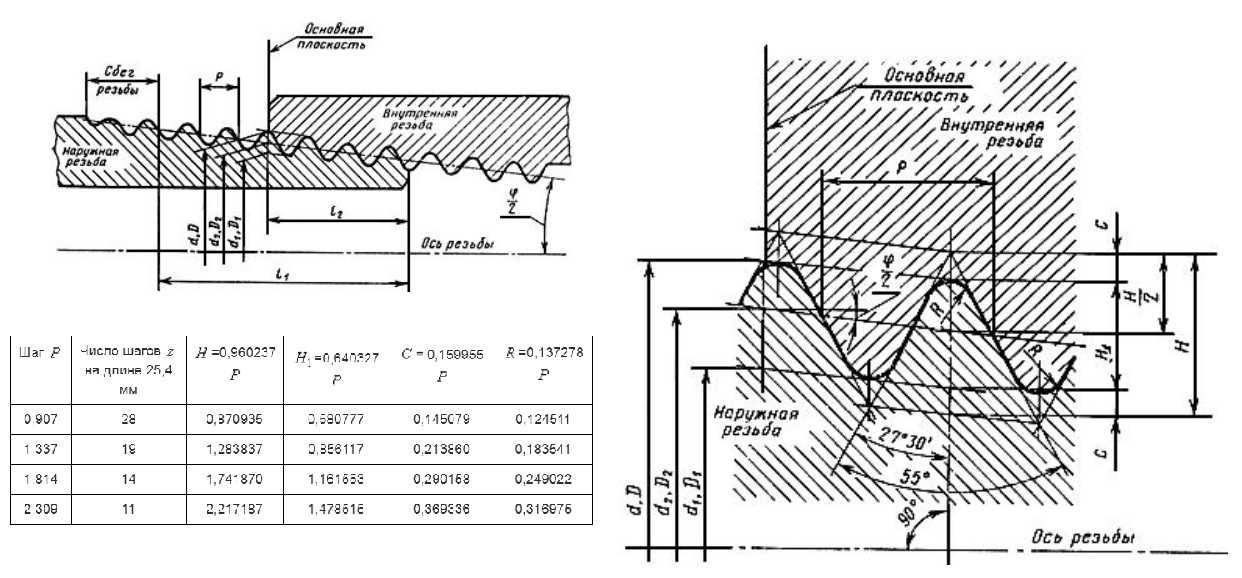
Что такое резьба и ее виды
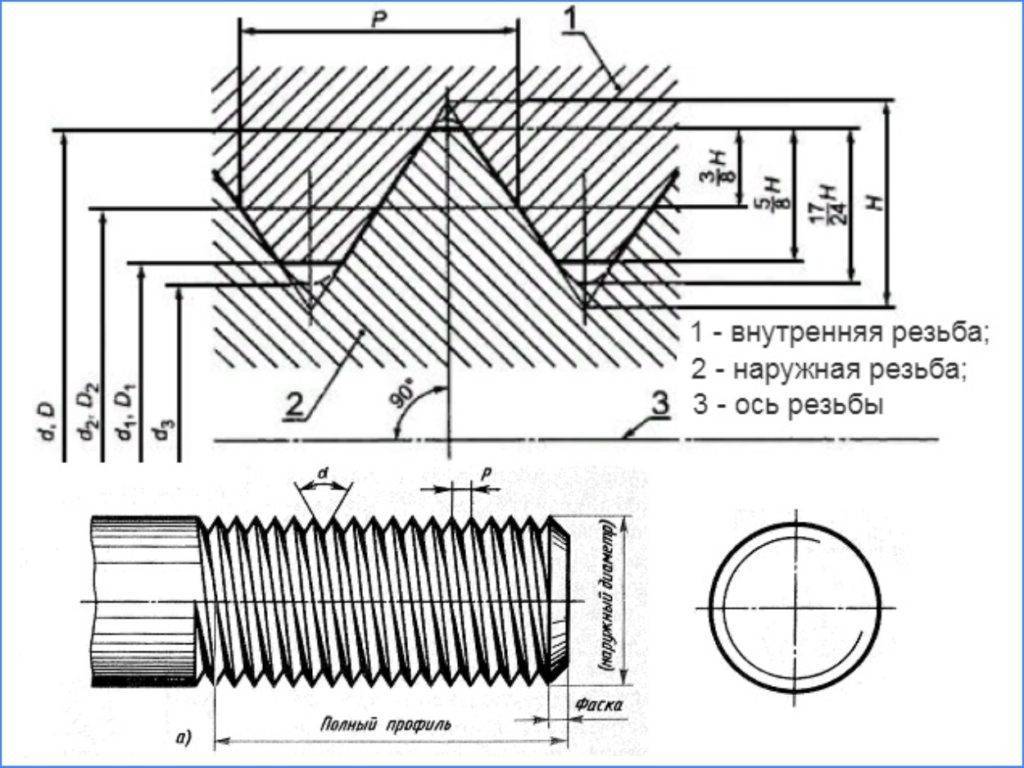
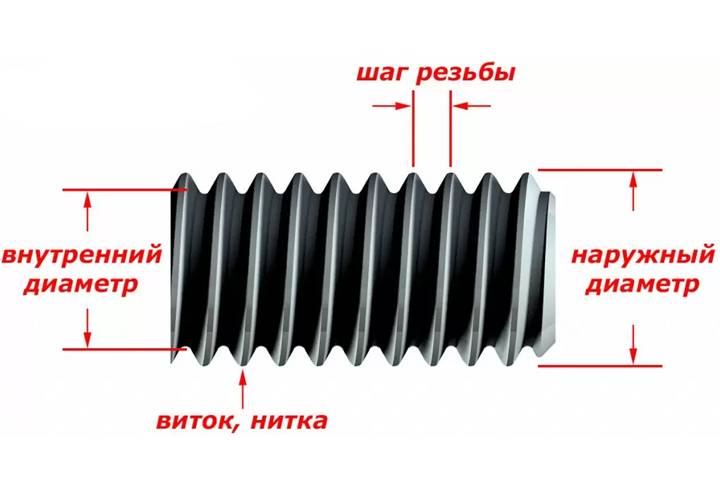
Резьбой называют винтовую нить на элементах с поверхностью в форме цилиндров или конусов. Главными размерными параметрами резьб являются:
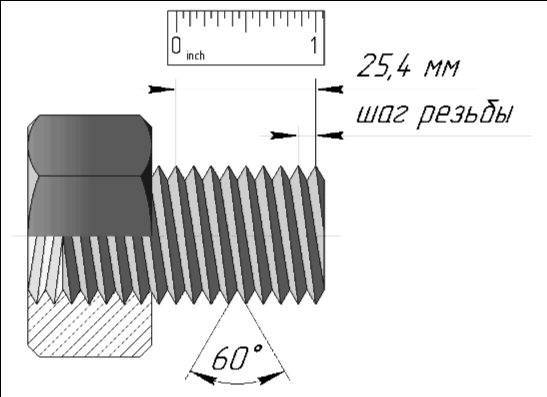
Шаг. Расстояние между соседними идентичными участками профиля. Шаг задается в миллиметрах до тысячных долей и числом витков на дюйм (25,4 мм) в виде натурального числа.
Наружный диаметр. Соответствует окружности, описанной вокруг внешних гребней и канавок между витками изнутри. Равен размеру внешнего цилиндра (конуса) до нанесения резьбы.
Внутренний диаметр. Равен цилиндру, описанному по углублениям во внешней резьбе и выступам во внутренней (размер отверстия в гайке перед резьбовой накаткой).
Ход. Расстояние от любой точки (на боку стенки гребня, вершине, впадине) до ее положения при повороте детали на 360°. В однозаходных ход равен двойному шагу, в многозаходных типах — произведению шага на количество параллельных нитей.
Глубина. Расстояние от самой верхней точки гребня до углубления в основании.
Угол профиля. Принимается равным профильному углу гребня, приводится в градусах.
Угол подъема. Для конических резьб показывают угол их подъема по поверхности основы.
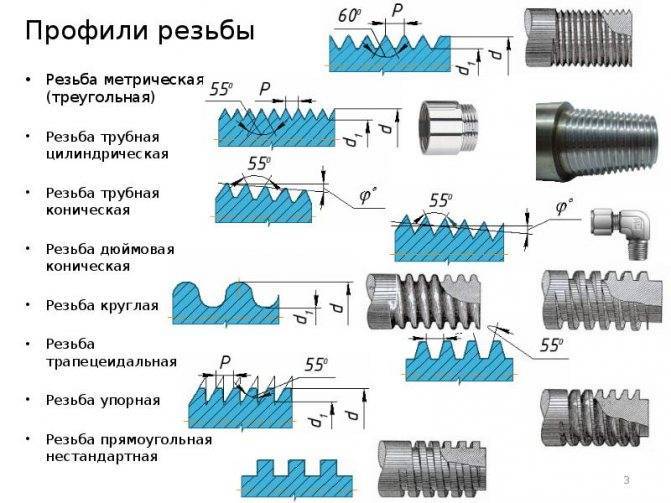
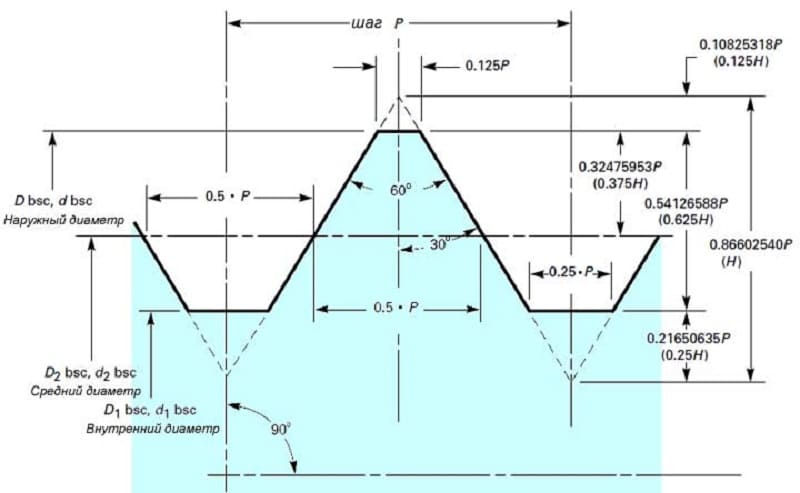
Резьба метрическая – схема и форма сечения
Виды резьб
В зависимости от технологии нанесения, назначения, параметров исходных деталей, применяется классификация резьбы по:
- размещению на поверхности: внутренняя и наружная резьба;
- направлению винтовой нити: правая и левая;
- количеству заходов: однозаходная и многозаходная (двух-, трех-), определяется по числу входов на торцевой стороне элемента;
- профилю зубцов: треугольная, трапецеидальная, прямоугольная, круглая и прочие;
- форме поверхности основы: цилиндрическая и коническая;
- предназначению: крепежная, ходовая (передает движение), крепежно-уплотнительная и прочие;
- единицам размеров: метрическая, дюймовая, трубная.
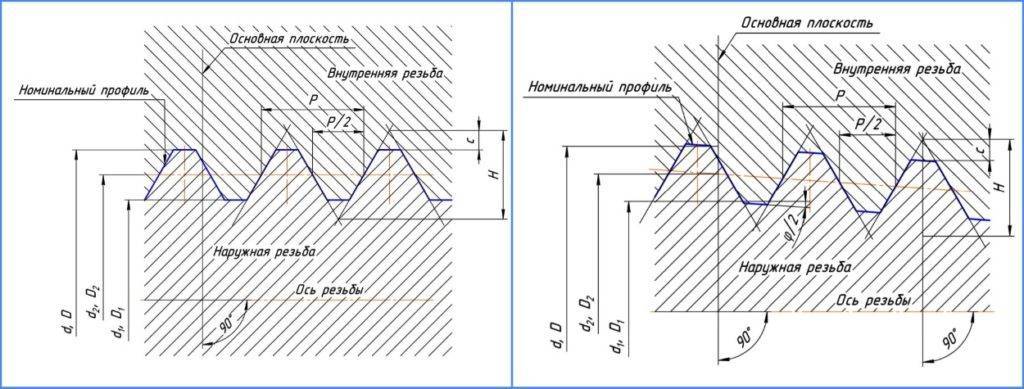
Схемы трубных цилиндрической и конической резьб
Где какая используется
Стоит отметить, что все резьбовые соединения выполняют ряд различных функций и к ним предъявляются разные требования, чем и обусловлены их следующие области применения:
Метрическая. Из-за треугольной с острой кромкой формы гребня не является герметичной. Ее разновидности с крупным шагом используют в машиностроении благодаря высокой износостойкости и низким требованиям к погрешности изготовления. Насечка с мелким шагом применяются для стыковки (скрепления) элементов с тонкими стенками, подверженных воздействию переменных нагрузок. Она прочнее крупношаговой из-за мелких углублений и надежнее в затяжке — в стыке присутствует большее число витков.

Дюймовая резьба. Крепежный тип с треугольным гребнем и обрезанной верхней кромкой нитей, применяется в импортных автомобилях, оборудовании, различных технических устройствах. В быту дюймовая нарезка встречается на болтах из иностранной бытовой, компьютерной техники.
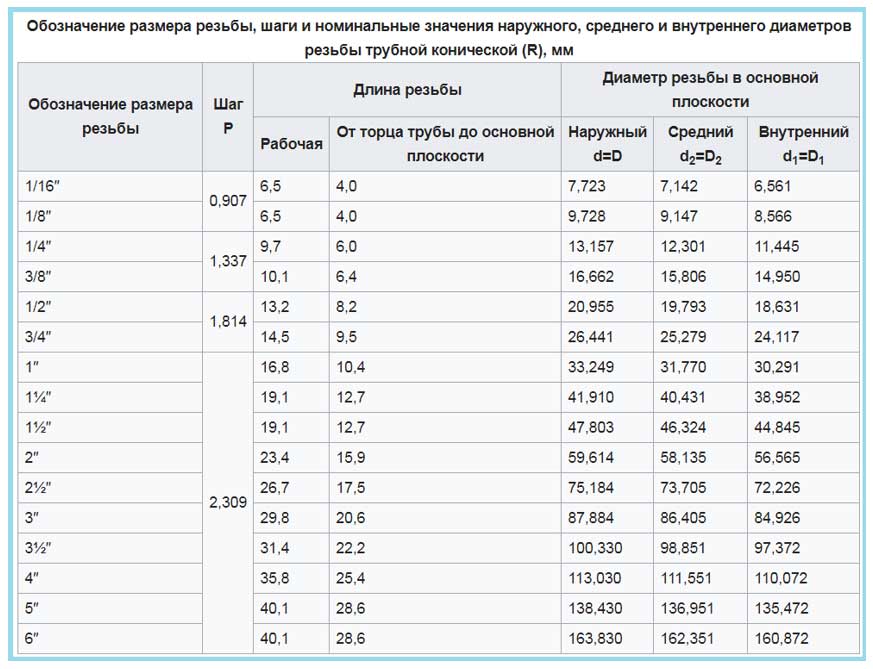
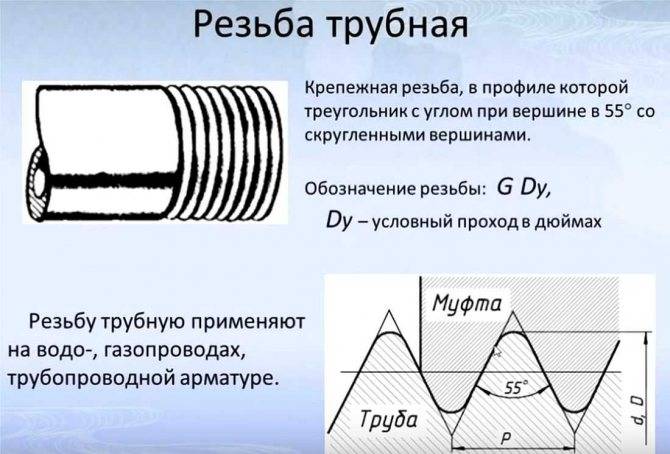
Трубная. Резьба крепежного назначения с профилем в форме треугольника и скругленной вершиной зубцов. Широко используется под резьбовые соединения трубных участков и подсоединения к ним оборудования, запорной, регулирующей и прочей арматуры. Обеспечивает отличную герметичность стыка, благодаря чему данный тип насечки широко используют в трубопроводах для транспортирования жидкостей и газов.
Трапецеидальная. В отличие от выше рассмотренных типов, является ходовой, зубцы имеют форму конуса с углом стенок в 30°. Используется на поверхности винтов, передающих возвратное и поступательное движение узлам и деталям механизмов (ручные гидравлические прессы прокатные станы, артсистемы), в запорной и регулирующей арматуре.
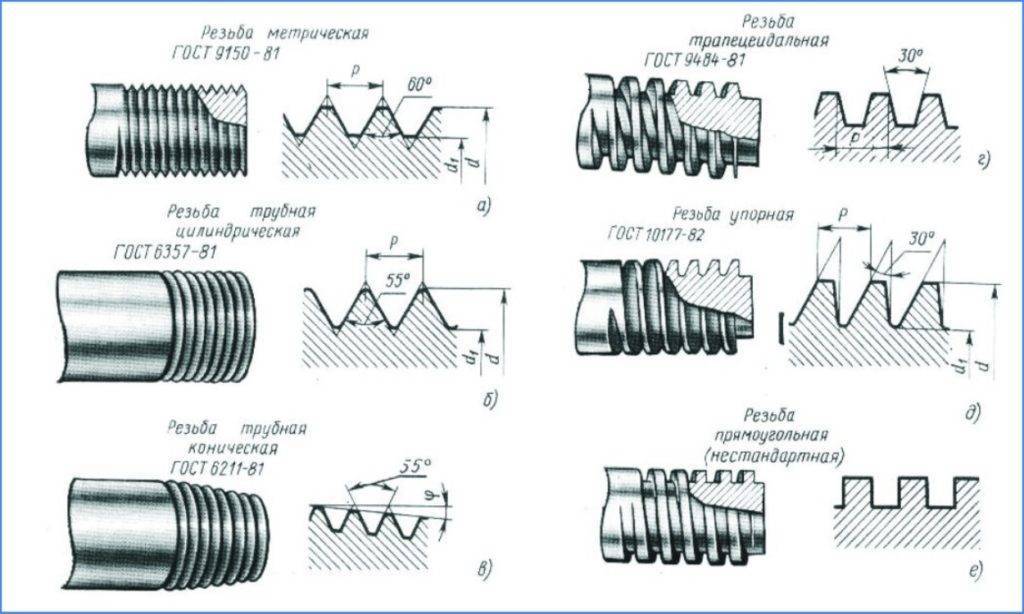
Основные формы профильной нарезки на металл
Упорная. Еще одна разновидность передающей движение ходовой резьбы, рассчитанной на эксплуатацию с высокими механическими нагрузками. Ее зубцы по ГОСТ 10177-82 имеют сечение в форме неравнобокой трапеции и с углами уклона в 30° и 3°, при этом сторона с малым углом является рабочей. Применяется в вертикальных домкратах, ручных прессах.
В ГОСТ 13535-87 приведены характеристики другой упорной нарезки с углами уклона сторон трапеции в 45° и 3°.
Прямоугольная. Нестандартная резьба (нерегламентированный ГОСТ специальный тип) профильное сечение которой имеет форму прямоугольника. Применяется в механизмах для передачи перемещения, где необходимо исключить возможность самоотвинчивания.
Круглая. Круглая или резьба Эдисона используется в электротехнической промышленности для изготовления цоколей ламп освещения и других приборов. Ее форма и прочие параметры регламентированы ГОСТ 6042-83.
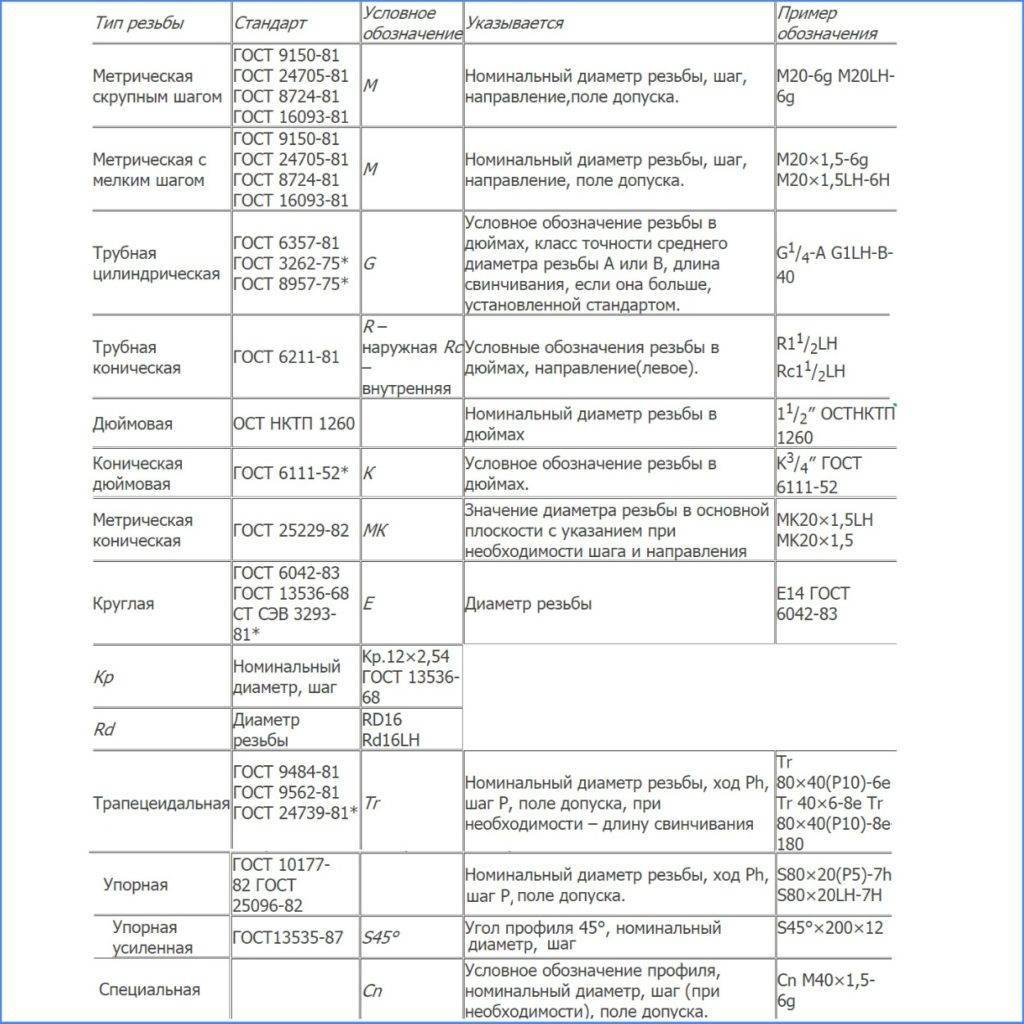
Типы резьб — сводная таблица нормативных актов и маркировка
https://youtube.com/watch?v=qQQXoUXn7NM
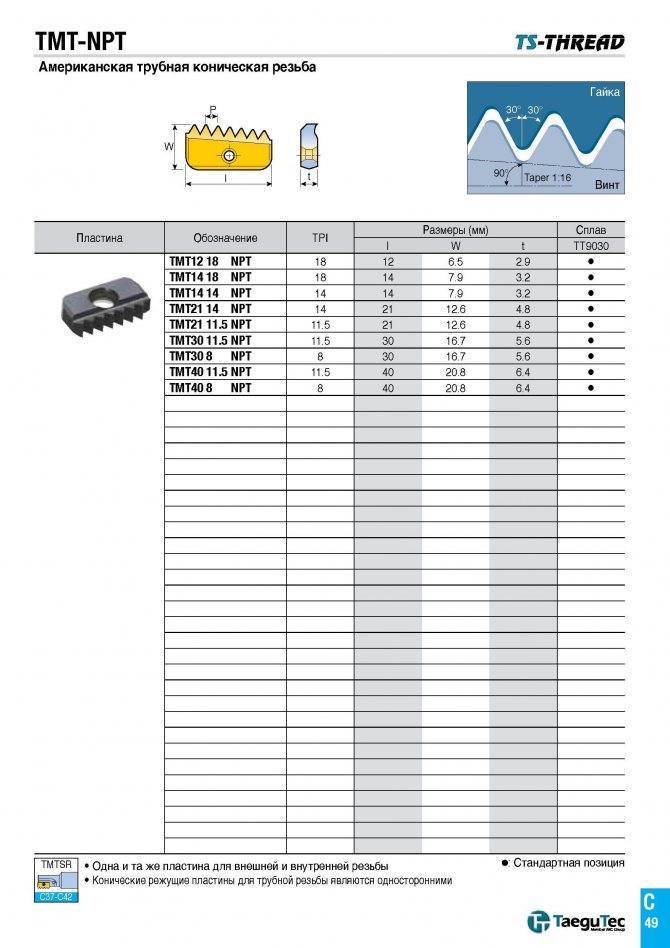
Коническая резьба NPT/NPTF: основные характеристики и стандарты
Внешний вид конической NPT резьбы Резьба NPT/NPTF (с англ. national pipe taper/national pipe tapered fuel) представляет собой американский стандарт на конусную трубную резьбу. Этот стандарт применятся к трубам и арматурным изделиям, которые изготовлены в США.


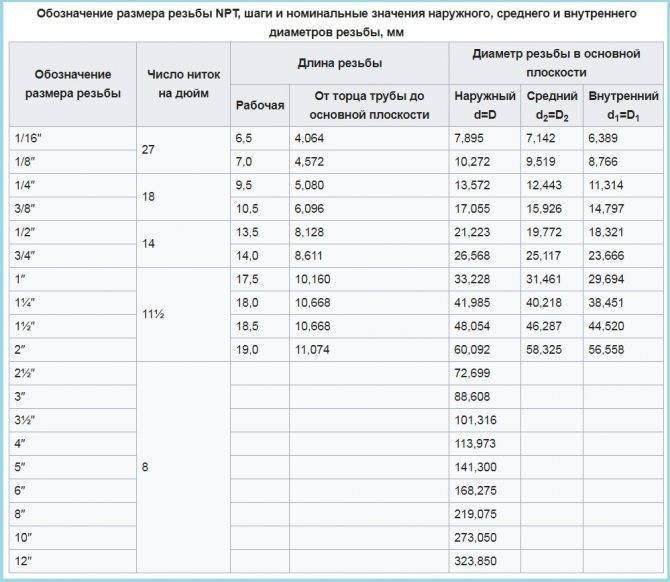
Конусная трубная резьба NPT соответствует ГОСТу 6111-52 «Резьба коническая дюймовая с углом профиля 60 градусов», который действует на территории большинства стран СНГ.
Национальная ассоциация по гидравлическим приводам Соединенных Штатов не советует использовать стандарты NPT и NPTF в гидравлике. Но несмотря на это применение этих стандартов очень распространено.
Схема NPT резьбы
Виды дюймовой резьбы:
- NPT – резьба с конусностью 1:16 и углом профиля 60°. Такая резьба соответствует стандартам ANSI B1.21.1, FED-STD-H28/7 .
- NPS – цилиндрическая резьба.
- NPTF – герметичная дюймовая резьба с углом профиля 60°, уплотнение происходит за счет смятия резьбы. Этот вид дюймовой резьбы соответствует стандартам SAE J476, ANSI B1.20.3, FED-STD-H28/8.
Основные параметры самых распространенных резьбовых соединений NPTF:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPTF 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPTF 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPTF 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPTF 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPTF 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPTF 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPTF 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPTF 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPTF 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPTF 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPTF 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPTF 4″ | 113.913 | 107.00 | 8 | 3.175 |
Основные параметры самых распространенных резьбовых соединений NPT:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPT 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPT 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPT 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPT 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPT 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPT 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPT 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPT 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPT 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPT 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPT 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPT 4″ | 113.913 | 107.00 | 8 | 3.175 |
| NPT 5″ | 141,300 | 134,384 | 8 | 3.175 |
| NPT 6″ | 168,275 | 161,191 | 8 | 3.175 |
| NPT 8″ | 219,075 | 211,673 | 8 | 3.175 |
| NPT 10″ | 273,050 | 265,311 | 8 | 3.175 |
| NPT 12″ | 323,850 | 315,793 | 8 | 3.175 |
Для создания NPT (NPTF) соединения применяются специальные резьбонарезные установки с метчиком (плашкой или резьбонарезной головой).
ПрофИнст Строй предлагает вашему вниманию оборудование, с помощью которого вы сможете качественно нарезать NPT (NPTF) резьбу на трубах и заготовках:
- Резьбонарезные головы от 1/2 до 2 дюймов. Предназначены для качественной высокопроизводительной нарезки резьбы. Безопасная и быстрая замена.
- Ручные резьбонарезные клуппы от 1/2 до 1.1/4 дюймов. Предназначены для нарезания трубной конической резьбы на водопроводных, электрических или газовых трубах. Обладает высокой производительностью и удобный в транспортировке.
- Ручные резьбонарезные клуппы от 1/2 до 2 дюймов. Могут широко использоваться при монтаже оборудования и в строительной промышленности, идеально подходят для повышения производительности труда, сокращения времени строительства, обеспечения его качества, а также снижения интенсивности труда.
- Электрические резьбонарезные станки от 1/2 до 2 дюймов. Высокопроизводительный резьбонарезной станок для мобильного и стационарного использования. Подходит для долговременной эксплуатации в интенсивном режиме в цехе и на стройплощадке, применяется при монтаже систем отопления и водоснабжения и в серийном производстве. Станок нарезает точную резьбу очень высокого качества.
- Электрические резьбонарезные станки от 1/2 до 3 дюймов. Станок предназначен для нарезки винтовой и цилиндрической резьбы на трубах. Используется для изготовления точных, надежных резьбовых соединений на трубах и болтах в соответствии с нормами. Он рассчитан на длительное промышленное использование.
- Электрические резьбонарезные станки от 1/2 до 4 дюймов. Станок предназначен для нарезки трубной и метрической резьбы. Используется для изготовления точных, надёжных резьбовых соединений на трубах и шпильках в соответствие с нормами.
Резьба NPT используется в соединениях с повышенными требованиями к герметичности. Соединения с такой резьбой способны выдерживать сильное давление циркулирующей среды по трубопроводу.
Чтобы купить оборудование для нарезания конической резьбы NPT (NPTF) на трубах, свяжитесь с менеджерами ПрофИнст Строй по контактным телефонам: +375 (17) 256-22-55, +375 (29) 602-00-80, +375 (29) 766-07-00, мы подробно расскажем об особенностях работы, устройстве и специфике данного типа оборудования.
ГОСТ 16093-2004
В работе часто возникает необходимость нарезания наружной метрической резьбы и некоторые из рабочих не знают как правильно протачивать диаметр под резьбу, то есть номинальный диаметр и предельное отклонение. Данная таблица поможет молодым специалистам разобраться в нарезании метрической резьбы и возможно сократить брак. Табличные значения могут пригодиться на рабочих местах. Диаметры стержней под нарезание метрической резьбы регламентированы ГОСТ 16093-2004
Читать также: Шлифовка досок болгаркой видеоНоминальный диаметр резьбы d
| Диаметр стержня под нарезку с полем допуска | ||||||||||||||||||||||||||||
| 6g | 6e | 6e; 6g | Номинальный диаметр | Предельное отклонение | Предельное отклонение | Номинальный диаметр | Предельное отклонение | |||||||||||||||||||||
| 1,0 | 0,25 | 0,97 | 0,95 | — | — | — | ||||||||||||||||||||||
| 1,2 | 0,25 | 1,17 | — | — | — | |||||||||||||||||||||||
| 1,4 | 0,3 | 1,36 | — | — | — | |||||||||||||||||||||||
| 1,6 | 0,35 | 1,55 | — | — | — | |||||||||||||||||||||||
| 0,4* | -0,04 | — | — | 0,25 | -0,03 | — | — | 2,5 | 2,45 | 2,43 | -0,06 | — | ||||||||||||||||
| 0,5* | 2,92 | — | 0,35 | -0,03 | — | — | 4 | 3,94 | 3,92 | -0,08 | — | |||||||||||||||||
| 3,94 | 3,92 | -0,06 | — | |||||||||||||||||||||||||
| 0,8* | -0,07 | 4,88 | 4,92 | 0,5 | -0,04 | 4,89 | — | 6 | 5,92 | 5,89 | -0,10 | -0,20 | ||||||||||||||||
| 5,94 | 5,92 | -0,09 | — | |||||||||||||||||||||||||
| 5,94 | 5,92 | -0,06 | — | |||||||||||||||||||||||||
| 1,25* | -0,08 | 7,84 | 7,87 | 1 | -0,07 | 7,86 | 7,89 | 0,75 | -0,06 | 7,88 | — | 0,5 | -0,04 | 7,89 | — | 10 | 9,88 | 9,85 | -0,12 | -0,26 | ||||||||
| 9,92 | 9,89 | -0,10 | -0,20 | |||||||||||||||||||||||||
| 9,94 | 9,92 | -0,06 | — | |||||||||||||||||||||||||
| 9,94 | 9,92 | -0,09 | — | |||||||||||||||||||||||||
| 1,75* | -0,10 | 11,80 | 11,83 | 1,5 | -0,09 | 11,81 | 11,85 | 1,25 | -0,08 | 11,84 | 11,87 | 1 | -0,07 | 11,86 | 11,89 | 0,75 | -0,06 | 11,88 | — | 0,5 | -0,04 | 11,89 | — | 14 | 13,84 | 13,80 | -0,13 | -0,29 |
| 13,88 | 13,85 | -0,12 | -0,26 | |||||||||||||||||||||||||
| 13,92 | 13,89 | -0,10 | -0,20 | |||||||||||||||||||||||||
| 13,94 | 13,92 | -0,09 | — | |||||||||||||||||||||||||
| 13,94 | 13,92 | -0,06 | — | |||||||||||||||||||||||||
| 2* | -0,10 | 15,77 | 15,80 | 1,5 | -0,09 | 15,81 | 15,85 | 1 | -0,07 | 15,86 | 15,89 | 0,75 | -0,06 | 15,88 | — | 0,5 | -0,04 | 15,89 | — | 18 | 17,84 | 17,80 | -0,13 | -0,29 | ||||
| 17,88 | 17,85 | -0,12 | -0,26 | |||||||||||||||||||||||||
| 17,92 | 17,89 | -0,10 | -0,20 | |||||||||||||||||||||||||
| 17,94 | 17,94 | -0,06 | — | |||||||||||||||||||||||||
| 2,5* | -0,13 | 19,76 | 19,80 | 1,5 | -0,09 | 19,81 | 19,85 | 1 | -0,07 | 19,86 | 19,89 | 0,75 | -0,06 | 19,88 | — | 0,5 | 19,94 | -0,04 | 19,89 | -0,06 | — | — |
Стандартный шаг метрической резьбы обозначен (*)
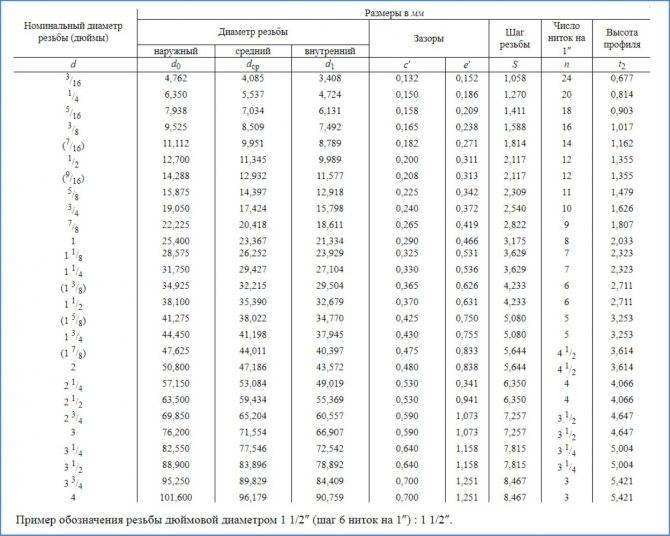
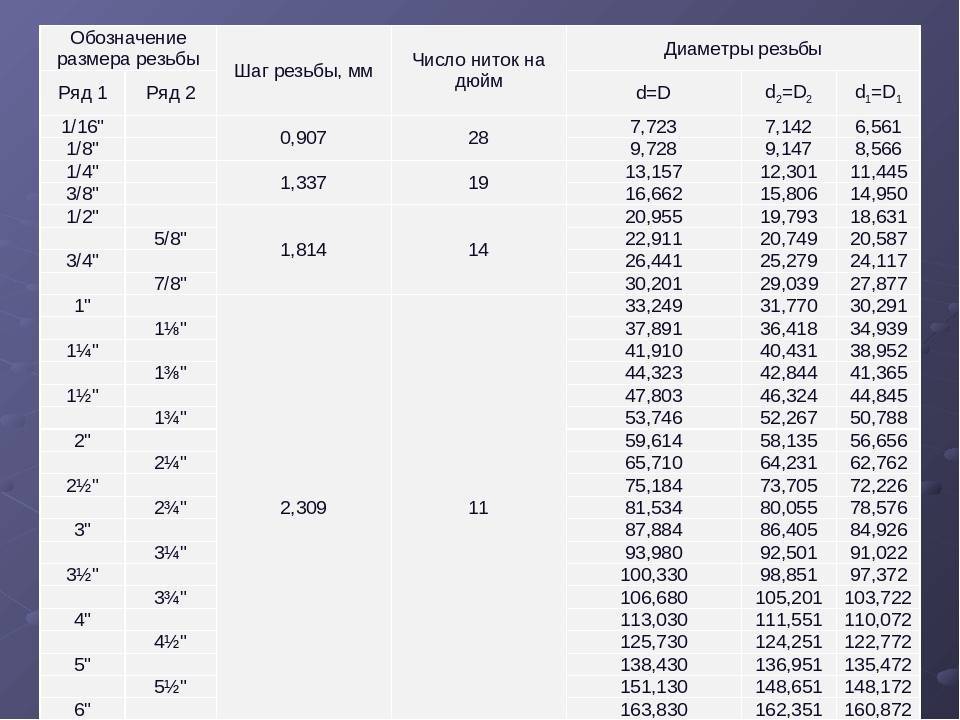
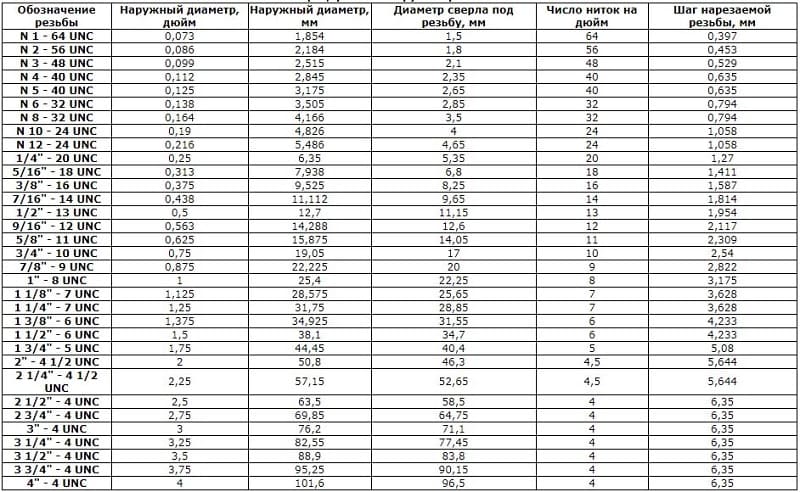
Дюймовая резьба — таблица, размеры, виды
Крепеж с помощью резьбы известен еще со времен античности. Ученые до сих пор находят остатки деталей, внешне напоминающих современные винты и гайки. Но наибольшее распространение резьба получила во времена промышленной революции 18-го века.
Первоначально распространению разъемного резьбового соединения мешало отсутствие стандартизации, что лишало возможности обеспечения взаимозаменяемости изделий. Решил данную проблему талантливый английский инженер Чарльз Витворт. Он разработал единую систему размеров и обозначения, использовав для этого английский дюйм.
Так появилась на свет дюймовая резьба. А все размеры занесены в таблицу по ГОСТ.
Параметры
Дюймовая резьба представляет собой разъемное соединение треугольного профиля, угол вершин которых равен 55 градусам. Ее единица измерения — дюймы. Стоит отметить сразу, что в России использование дюймовой резьбы при проектировании новых изделий запрещено.



Ее применение разрешается только в случае изготовления запасных частей оборудования, на которые уже ранее была изготовлена дюймовая резьба.
Помимо этого, разрешается воспользоваться данной резьбой в качестве трубного соединения и при изготовлении уплотняющих гидравлических элементов.
Дюймовая, как и любая другая, характеризуется следующими основными параметрами:
- Наружный диаметр – расстояние между вершинами витков, расположенных на противоположных сторонах резьбы. Чем больше величина этого параметра, тем большую осевую нагрузку может выдержать резьба. Обратной стороной медали является ухудшение герметичности, связанное с накоплением погрешностей при нарезке резьбы.
- Номинальный (средний) диаметр — окружность, вписанная в профиль резьбы, диаметр которой зависит от шага, и занимает промежуточное положение между внутренним и наружным диаметром. Данный параметр в обычных условиях тяжело измерить, и для его определения существует справочная таблица по резьбам.
- Внутренний диаметр – диаметр окружности, вписанной по впадинам профиля резьбы.
- Шаг – расстояние между соседними гребешками резьбового соединения. Данный параметр измеряется в количестве витков на дюйм. Величина шага характеризует значение и распределение напряжения между витками дюймовых резьб. Конструкторы в своей практике увеличивают шаг при воздействии на резьбу больших механических нагрузок. Если же к резьбе предъявляются требования по сохранению герметичности, то шаг уменьшается.
- Угол подъема витков – угол между боковыми сторонами профиля витков. Первоначально его значение для всех видов дюймовых резьб составлял 55 градусов. Но сейчас все больше и больше встречаются дюймовые резьбы с углом профиля 60 градусов.
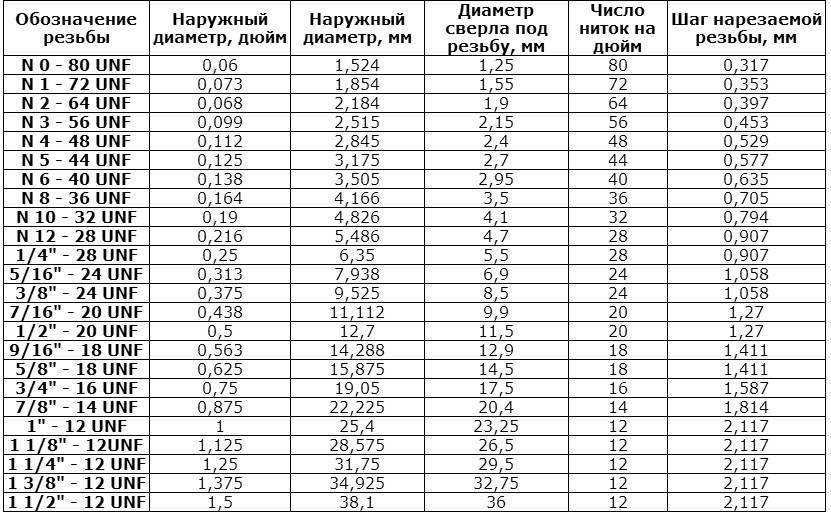
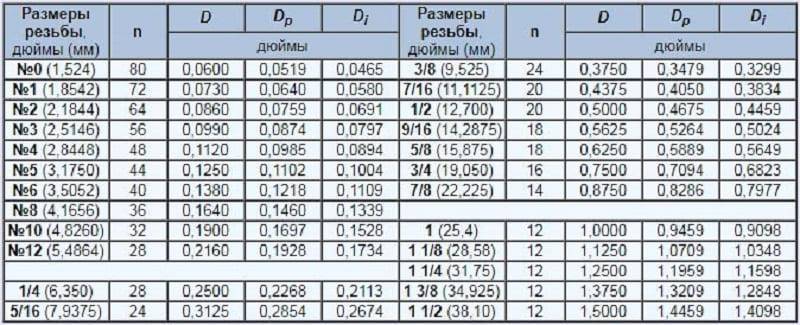
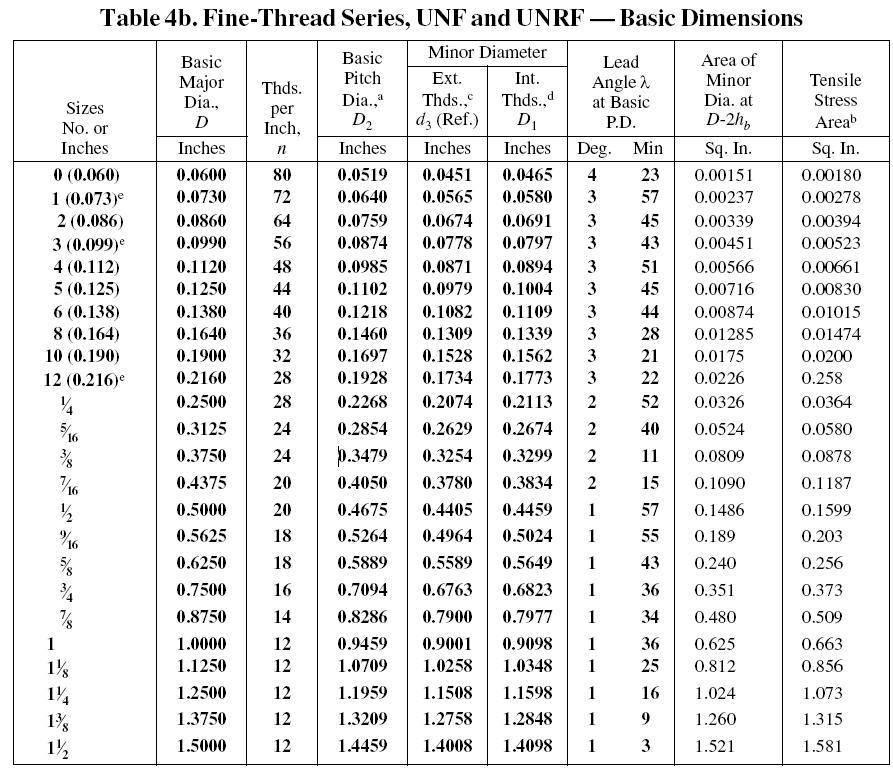
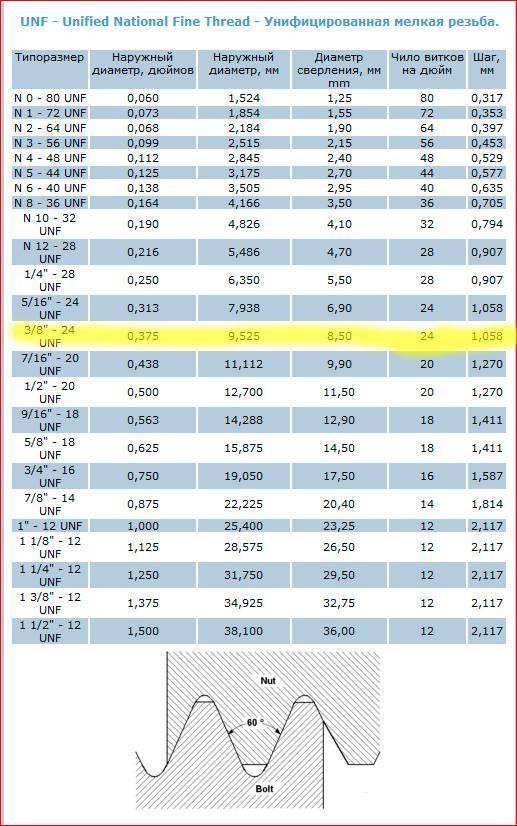
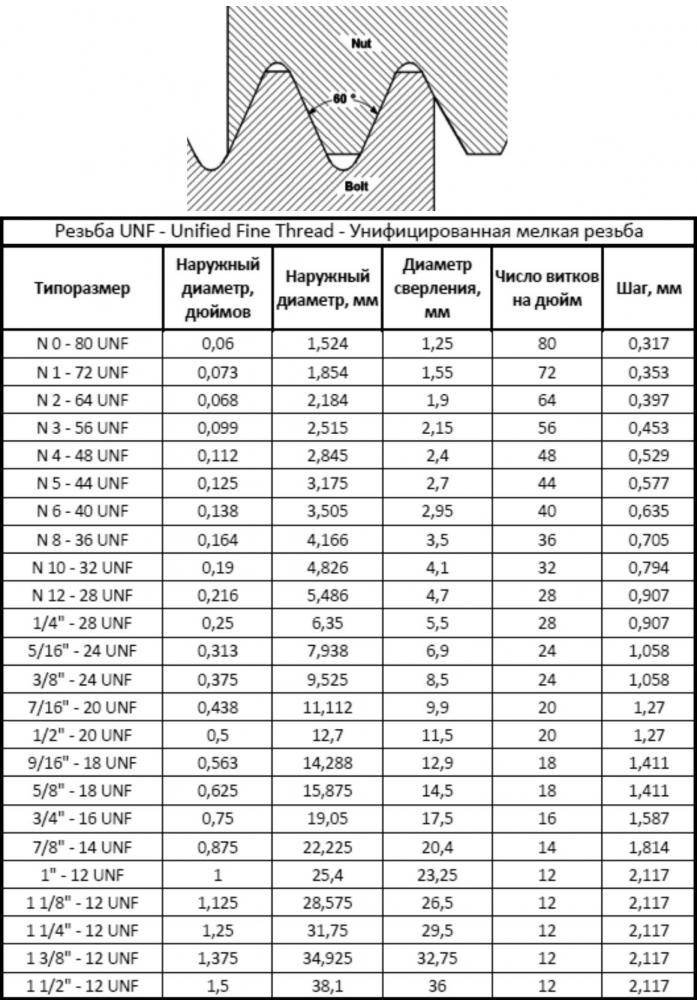
Американская резьба с мелким шагом – UNF
| Размер резьбы | Число ниток на дюйм | D — наружный диаметр | Dp — средний диаметр | Di — внутренний диаметр | Шаг резьбы | |
| дюймы | мм | миллиметры | ||||
| #0 | 1,52 | 80 | 1,52 | 1,32 | 1,18 | 0,32 |
| #1 | 1,85 | 72 | 1,85 | 1,63 | 1,47 | 0,35 |
| #2 | 2,18 | 64 | 2,18 | 1,93 | 1,76 | 0,40 |
| #3 | 2,51 | 56 | 2,51 | 2,22 | 2,02 | 0,45 |
| #4 | 2,84 | 48 | 2,84 | 2,50 | 2,27 | 0,53 |
| #5 | 3,17 | 44 | 3,18 | 2,80 | 2,55 | 0,58 |
| #6 | 3,51 | 40 | 3,51 | 3,09 | 2,82 | 0,63 |
| #8 | 4,17 | 36 | 4,17 | 3,71 | 3,4 | 0,71 |
| #10 | 4,83 | 32 | 4,83 | 4,31 | 3,88 | 0,79 |
| #12 | 5,49 | 28 | 5,49 | 4,90 | 4,40 | 0,91 |
| 1/4 | 6,35 | 28 | 6,35 | 5,76 | 5,37 | 0,91 |
| 5/16 | 7,94 | 24 | 7,94 | 7,25 | 6,79 | 1,06 |
| 3/8 | 9,53 | 24 | 9,53 | 8,84 | 8,38 | 1,06 |
| 7/16 | 11,1 | 20 | 11,11 | 10,29 | 9,74 | 1,27 |
| 1/2 | 12,7 | 20 | 12,70 | 11,87 | 11,33 | 1,27 |
| 9/16 | 14,3 | 18 | 14,29 | 13,37 | 12,76 | 1,41 |
| 5/8 | 15,9 | 18 | 15,88 | 14,96 | 14,35 | 1,41 |
| 3/4 | 19,1 | 16 | 19,05 | 18,02 | 17,33 | 1,59 |
| 7/8 | 22,2 | 14 | 22,23 | 21,05 | 20,26 | 1,81 |
| 1 | 25,4 | 12 | 25,40 | 24,03 | 23,11 | 2,12 |
| 1 1/8 | 28,6 | 12 | 28,58 | 27,20 | 26,28 | 2,12 |
| 1 1/4 | 31,8 | 12 | 31,75 | 30,38 | 29,46 | 2,12 |
| 1 3/8 | 34,9 | 12 | 34,93 | 33,55 | 32,63 | 2,12 |
| 1 1/2 | 38,1 | 12 | 38,10 | 36,73 | 35,81 | 2,12 |





