

Описание
Профилометры оптические Neox относятся к классу бесконтактных оптических приборов, принцип действия которых основан на интерференции и смещении конфокальной плоскости освещения.
Метод когерентной корреляционной интерферометрии основан на регистрации интерференционных картин в белом свете при перемещении объектива по вертикали. Метод позволяет измерять поверхности с неровностями высотой до 400 мкм. Положение реперного зеркала в оптической системе подобрано таким образом, чтобы оптическая разность хода была равна нулю. При этом условии в интерференционной картине возникают максимумы для всех длин волн и наблюдается абсолютный максимум интенсивности, регистрируемый видеокамерой. Таким образом, если в некоторой точке образца наблюдается абсолютный максимум, она находится в фокусе.
Метод конфокальной микроскопии основан на размещении в плоскости измерения апертуры, дающей возможность получения максимального контраста изображения при нахождении измеряемого участка поверхности в фокусе. Метод позволяет измерять поверхности с неровностями до 20 мм (в данном устройстве изображение программно сшивается после проведения замеров в заданном диапазоне высот).
Профилометр оптический состоит из блока осветителя с источником света, конструктивно выполненного в виде моноблока, входящего в состав измерительной головки, расположенной на колонне с возможностью перемещения по вертикали. Колонна установлена на гранитном или металлическом основании, оснащенном антивибрационными пневмоподушками, и расположенном на металлической раме. Также в измерительной головке располагается оптическая система (набор диафрагм, фильтров, делитель светового пучка, объективы, определяющие поле зрения (являются сменными), пьезопривод, цифровая камера и микродисплей, выполняющий функцию источника проецируемого изображения для осуществления измерений в конфокальном режиме. На основании установлен автоматический предметный столик с механической регулировкой угла наклона. В состав прибора входит компьютер и контроллер с интерфейсными платами для обработки видеосигнала, управления пьезоприводом, приемом-передачей управляющих сигналов, а также приемом сигналов о результатах измерений.
Измерения проводятся в трехмерной системе координат. При вертикальном сканировании все точки поверхности поочередно проходят через фокус. По последовательности полученных интерференционных картин видеокамера определяет изменения интенсивности света в каждой точке в зависимости от расстояния. Программа вычисляет положение максимума интенсивности для каждой точки матрицы, после чего восстанавливается форма поверхности, основанная на регистрации интерференционных картин в белом свете при перемещении объектива по вертикали.
Две специализированные программы служат для управления механическими частями прибора, непосредственного измерения, обработки полученных результатов, построения трехмерного изображения рельефа поверхности, выделения отдельных профилей поверхности в заданном направлении и гистограммы распределения пиков по высоте, а также позволяет рассчитывать параметры шероховатости.
Режимы работы профилометра устанавливаются пользователем с помощью органов управления или ПО управляющей ПЭВМ. Органы управления и подстыковочные разъемы расположены на передней и задней панели соответственно.
Внешний вид профилометра приведен на рисунках 1 — 2.
Особые условия
При массовом производстве определенных деталей иногда нарушается заданная форма или их сопряженность. Подобные нарушения увеличивают допустимый износ деталей, и ограничиваются специальными допусками, которые указаны в ГОСТ 2.308-2011. Каждый вид используемого допуска имеет 16 определяющих степеней точности, которые оговариваются для деталей разной конфигурации с учетом используемого материала. Необходимо также учитывать, что используемые допуски размера и конфигурации для деталей имеющих цилиндрическую форму берутся с учетом диаметра деталей, а плоские детали с учетом толщины, а максимальная погрешность не должна превышать показатель допуска.
ГОСТ 2.308-2011 Указания допусков формы и расположения поверхностей
1 файл 306.69 KB
Правильное использование методики определения показателей шероховатости поверхностей позволяет достичь более высокой точности обработки и размера деталей при соблюдении параметров указанных в нормативных документах, которые дают возможность значительно повысить качество готового продукта.
Эталоны шероховатости Elcometer 125
Эталоны шероховатости поверхности Elcometer 125 используются для оценки шероховатости поверхности после струйной очистки по ISO 8503-1 и ISO 8503-2. Эталоны (компараторы) Elcometer 125 поставляются в двух вариантах: – Grit (песок) – для поверхностей после пескоструйной обработки и Shot (дробь) – для поверхностей после дробеструйной обработки. Наборы поставляются в виде пластин по четыре секции в каждой. Пескоструйные образцы имеют среднее значение высоты профиля (hy) 25, 60, 100, 150 мкм. Дробеструйные имеют номиналы 25, 40, 70 и 100 мкм. Производство Elcometer – Великобритания.
Определение шероховатости по компараторам Elcometer 125 проводится визуально или на ощупь (пальцем, ногтем или специальной деревянной палочкой). Данный метод применим также к поверхностям, которые подверглись очистке с помощью других металлических или не металлических абразивных материалов. Инструкция по работе с образцами шероховатости Elcometer 125 описана в ISO 8503-2 и включает следующие шаги:









- Удалить с исследуемой поверхности всю осевшую на нее пыль и мусор;
- Подобрать компаратор, соответствующий профилю исследуемой поверхности и расположить его напротив исследуемого образца;
- Сравнить поочередно исследуемую поверхность образца с четырьмя сегментами компаратора, используя в случае необходимости лупу. Если применяется лупа, ее следует расположить так, чтобы в ней было одновременно видна исследуемая поверхность и сегмент компаратора;
- Определить профиль компаратора, затем соответствующий (близкий) профиль исследуемой поверхности и исходя их этого определить группу: FINE – чистая, MEDIUM – средней чистоты, COARSE – грубая;
- Повторить испытания с компаратором для каждого соседнего участка исследуемой поверхности и зафиксировать данные.
Дополнительная информация:
- Переводы международных стандартов ISO 8503-1, ISO 8503-2, ISO 8503-3
- ГОСТ 9378-93 Образцы шероховатости поверхности (сравнения)
Купить эталоны шероховатости (компараторы) Elcometer 125 можно по официальной цене производителя указанной в прайс-листе. Цена эталонов Elcometer 125 указана с учетом НДС. Смотрите так же разделы: Образцы шероховатости, Профилометры, Услуги по измерению шероховатости, Аттестация специалистов по измерению шероховатости.
Эталонные образцы шероховатости Elcometer 125 можно купить с доставкой до двери или до терминалов транспортной компании в следующих городах: Москва, Санкт-Петербург, Екатеринбург, Саратов. Амурск, Ангарск, Архангельск, Астрахань, Барнаул, Белгород, Бийск, Брянск, Воронеж, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Вологда, Иваново, Ижевск, Йошкар-Ола, Казань, Калининград, Калуга, Кемерово, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Магнитогорск, Мурманск, Муром, Набережные Челны, Нальчик, Новокузнецк, Нарьян-Мар, Новороссийск, Новосибирск, Нефтекамск, Нефтеюганск, Новочеркасск, Нижнекамск, Норильск, Нижний Новгород, Обнинск, Омск, Орёл, Оренбург, Оха, Пенза, Пермь, Петрозаводск, Петропавловск-Камчатский, Псков, Ржев, Ростов, Рязань, Самара, Саранск, Смоленск, Сочи, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томск, Тула, Тюмень, Ульяновск, Уфа, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Элиста, Ярославль и другие города, кроме того, в Республике Крым. А также Республики Казахстан, Белоруссия и другие страны СНГ.
Среднее арифметическое отклонение профиля
Для обозначения на чертеже, среднего арифметического отклонения профиля шероховатости, используется параметр «Ra» измеряемый в микрометрах.
При указании шероховатости, на графическом документе, около специального знака указывается её величина.
| Среднее арифметическое отклонение профиля Ra, мкм | |||
| 100 | 8,0 | 0,63 | 0,050 |
| 80 | 6,3 | 0,50 | 0,040 |
| 63 | 5,0 | 0,40 | 0,032 |
| 50 | 4,0 | 0,32 | 0,025 |
| 40 | 3,2 | 0,25 | 0,020 |
| 32 | 2,5 | 0,20 | 0,016 |
| 25 | 2,0 | 0,160 | 0,012 |
| 20 | 1,60 | 0,125 | 0,010 |
| 16,0 | 1,25 | 0,100 | 0,008 |
| 12,5 | 1,00 | 0,080 | |
| 10,0 | 0,80 | 0,063 |
Обозначение среднего арифметического отклонения профиля считается наиболее предпочтительным.
Шероховатость поверхности представляет собой одну из основных геометрических характеристик определяющих качество поверхности изделий и оказывающую влияние на эксплуатационные показатели. В процессе работы машин или приборов, внешним воздействиям окружающей среды, в пер¬вую очередь, подвергаются детали, из которых они состоят. Износ поверхностей подвергающихся трению, появление трещин из-за усталости материала, смятие рабочих поверхностей деталей, коррозионное и эрозионное воздействие, разрушение вследствие кавитации и пр.– все эти процессы, протекают на поверхностях деталей. Известно, что придание поверхностям деталей надлежащих свойств, способствует значительному повышению показателей качества эксплуатируемых машин в целом и в первую очередь показателей их надежности.
Шероховатость участка поверхности оценивается по неровностям профиля, получаемого методом сечения реальной поверхности геометрической плоскостью. Для отделения шероховатости неровностей поверхности от других рельефных участков с относительно крупным шагом, ее рассматривают в пределах отдельного сегмента, длину которого называют базовой длиной.
Для оценки шероховатости поверхностей используется параметры измерения, которые указывают на стандартные величины находящиеся в пределах допустимых значений. Параметры «Ra», представляют собой среднюю высоту неровностей профиля, которая измеряется в микрометрах.
При контроле и измерении величин шероховатости поверхностей используют метод визуальной оценки, контактным и бесконтактным способом. Измерения производятся методом светового сечения, теневой проекцией, интерференционным и растровым способом. В отдельных случаях, когда не представляется возможным напрямую измерить шероховатость поверхности, с выбранной поверхности снимают слепок и измеряют величину шероховатости по слепку.
При визуальной оценке проверяемую поверхность сравнивают с образцами шероховатости поверхности, которые выпускают в виде специальных эталонов. Образцы шероховатости могут быть плоской или цилиндрической формы. На каждом образце изображают номинальное значение параметра «Ra» в микрометрах. По требованию заказчика рядом с параметром «Ra» может быть дополнительно нанесено значение параметра «Rz» как справочное. Образцы шероховатости укомплектовываются в наборы, а так же изготовляются отдельными образцами по способам обработки и материалам, из которых они изготовлены.
Оценка шероховатости поверхностей детали, методом сравнения с образцом, дает удовлетворительные результаты, начиная примерно от Ra = 0,6 — 0,8 мкм и далее. Точность визуального измерения шероховатости может быть повышена в случае применения оптических средств увеличения.
Измерение шероховатости не визуальным способом производится специальными приборами одним, из которых является профилометр. Эти приборы предназначены для фиксации параметров шероховатости участка детали. Профилометры измеряют состояние поверхности контактным методом с помощью специального алмазного щупа.
В технике профилометры главным образом предназначены для измерений в условиях лабораторий, машиностроительных, приборостроительных и других.
Обозначение шероховатости поверхности
Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
Структура обозначения шероховатости поверхности включает знак шероховатости, полку знака и другие дополнительные указания. При применении знака без указания параметра и способа обработки его изображают без полки.








Высота h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота H равна (1.5…5) h. Толщина линий знаков должна быть приблизительно равна половине толщины сплошной основной линии, применяемой на чертеже.
Средства измерения шероховатости поверхности
Шероховатость поверхности можно измерить двумя способами:
- Визуальный метод сравнения поверхности с эталоном (сравнение на ощупь)
- Прибором для измерения шероховатости
Для экспресс оценки в машиностроительной, ремонтной и приборостроительной отраслях промышленности, где допускаются отклонения от проектной величины, как правило, используют визуальный метод сравнения. В качестве эталонов используют образцы шероховатости, полученные различными способами обработки и имеющие заранее известное значение шероховатости.
Для более точного измерения шероховатости поверхности, в местах где требуется строгое соответствие проектным величинам, применяют специальные приборы: профилометры или профилографы. С помощью профилографа получают так называемую профилограмму, которая требует дополнительной расшифровки, в то время как профилометр сразу показывает точное значение неровности по заданным параметрам. Существуют как портативные профилометры применяемые в «полевых» условиях, так и стационарные приборы, которые используются в метрологических лабораториях для непосредственной калибровки эталонов шероховатости, а так же в учебных целях.
Исходя из выше сказанного можно сделать вывод, что контроль поверхности важно проводить в тех случаях, когда необходимо износостойкость, антикоррозийную стойкость и исключить возможность появления поверхностных трещин от усталости металла. Иногда низкий уровень шероховатости нужно получить не только для технических характеристик детали, но и для ее эстетического вида
Принцип действия профилометров
Рассматриваемые приборы могут замерить показатели шероховатости контактным и бесконтактным способом. В первом случае по измеряемой поверхности перемещается измерительный щуп, который заканчивается твёрдым наконечником. Амплитуда вибраций щупа усиливается, и, преобразуясь в электрический сигнал, замеряет показатель шероховатости. К этому варианту может относиться технология оптического или лазерного сканирования поверхности.

Профилометр ПМ-80 МИКРОТЕХ.
Большинство методов исследований ориентируется именно на контактные профилометры. Это объясняется высокой точностью результата, который можно получить уменьшением контактной площади алмазной иглы (иногда применяют и иглы из твёрдого сплава). В то же время, при использовании оптических профилометров бесконтактного типа требуется работать только с образцами, поверхность которых очищена от всех поверхностных загрязнений, искажающих результат замеров.
В зависимости от поставленных контактные профилометры могут замерять трассу с постоянной или переменной длиной. Способ преобразования сигнала — пьезоэлектрический, индуктивный или механотронный.
Последовательность измерений шероховатости определяют ГОСТ 2789 и ГОСТ 19300. Точность действия профилометров находится в диапазоне ±10…±20 %.
Шероховатость поверхности (чистота обработки). Основные понятия, обозначения на чертежах.
- Базовая длина — длина базовой линии l, длина линиии, используемой для выделения неровностей.
- Средняя линия — средняя линия профиля (m-на рисунке), линия, имеющая форму номинального профиля, с минимальным среднеквадратическим отклонением профиля, от этой линии и отсчитывают все числовые значения для шероховатости:
Рисунок. Профиль шероховатости поверхности и обозначения его характеристик. Средняя линия профиля — не обязательно прямая, см. определение выше.






Параметры шероховатости поверхности Ra, Rz, R max, Sm, S, tp описаны в табличке ниже:
| Условное обозначение параметра шероховатости | Наименование параметра шероховатости | Определение параметра шероховатости +См. рисунок выше |
| Ra | Среднее арифметическое отклонение профиля | Среднее арифметическое абсолютных значений (значений по модулю) отклонений профиля в пределах базовой длины. Интегральная величина. |
| Rz | Высота неровностей профиля по 10 точкам | Сумма средних арифметических абсолютных отклонений точек пяти наибольших минимумов и пяти наибольших максимумов профиля в пределах базовой длины. |
| Rmax | Наибольшая высота поверхностей профиля | Расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины. |
| Sm | Средний шаг неровностей профиля | Среднее арифметическое значение шага неровностей профиля в пределах базовой длины. |
| S | Средний шаг неровностей профиля по вершинам | Среднее арифметическое значение шага неровностей профиля по вершинам в пределах базовой длины. |
| tp | Относительная опорная длина профиля | Отношение опорной длины профиля к базовой длине, где «p» — значение уровня сечения профиля. |
Если Вам встретился класс шероховатости, то используйте таблицу ниже:
Таблица. Значения параметров Ra и Rz для указанных классов шероховатости (в теории — использование Ra предпочтительнее использования параметраRz).
| Класс шероховатости | Базовая длина l, мм | Ra предпочт., мкм | Ra допустимые, мкм | Rz, мкм |
| 1 | 8,0 | 50 | 80; 63; 40 | 320; 250; 200; 160 |
| 2 | 8,0 | 25 | 40; 32; 20 | 160; 125; 100; 80 |
| 3 | 8,0 | 12,5 | 20;16,0;10,0 | 80; 63; 50; 40 |
| 4 | 2,5 | 6,3 | 10,0;8,0;5,0 | 40; 32; 25; 20 |
| 5 | 2,5 | 3,2 | 5,0; 4,0; 2,5 | 20; 16; 12,5; 10,0 |
| 6 | 0,8 | 1,6 | 2,5; 2,0; 1,25 | 10,0; 8,0; 6,3 |
| 7 | 0,8 | 0,80 | 1,25; 1,00; 0,63 | 6,3; 5,0, 4,0; 3,2 |
| 8 | 0,8 | 0,40 | 0,63; 0,50; 0,32 | 3,2; 2,5; 2,0; 1,60 |
| 9 | 0,25 | 0,20 | 0,32; 0,25; 0,160 | 1,60; 1,25; 1,00; 0,80 |
| 10 | 0,25 | 0,10 | 0,160; 0,125; 0,080 | 0,80; 0,63; 0,50; 0,40 |
| 11 | 0,25 | 0,050 | 0,080; 0,063; 0,040 | 0,40; 0,32; 0,25; 0,20 |
| 12 | 0,25 | 0,025 | 0,040; 0,032; 0,020 | 0,20; 0,16; 0,125; 0,100 |
| 13 | 0,08 | 0,012 | 0,020; 0,016; 0,010 | 0,100; 0,080; 0,063; 0,050 |
| 14 | 0,08 | 0,012 | 0,010; 0,008 | 0,050; 0,040; 0,032 |
Обозначение шероховатости на чертежах. Структура обозначения
Значения параметров шероховатости указывают на чертежах нижеследующим образом:
- — Ra указывается без символа, а другие параметры с символом.
- — При указании диапазона параметров записывают пределы в 2 сроки:
| 1,25 1,00 | Rz 0,080 0,063 | t60 50 80 |
- — Номинальное значение параметра записывается с предельным отклонением
- — При указании нескольких параметров шероховатости их значения записывают в столбик, сверху вниз в следующием порядке: параметр высоты неровностей (Ra, Rz, Rmax), параметр шага неровностей (Sm,S), относительная опорная длина профиля (tp).
- — Если шероховатость нормируется параметром Ra или Rz из числа приведенных в таблице «Значения параметров Ra и Rz для указанных классов шероховатости» выше, то базовую длину в обозначении шероховатости не указывают.
В зависимости от требуемого вида обработки материалов используют нижеследующие значки шероховатости:
| Рис.1 — вид обработки поверхности не устанавливается | Рис.2 — обработка поверхности со снятием слоя материала (токарная, фрезерование….) | Рис.3 — обработка поверхности без снятия слоя материала (ковка, литье….) |
| Вид обработки поверхности указывется только в том случае, если другим видом обработки указанное качество поверхности не получить. | ||
| H=(1,5-3)h, h — примерно равна высоте размерных цифр |
Ниже приведена картинка с указанием обозначений направлений неровностей на значке шероховатости. (Администрации проекта ДПВА такие значки не встречались никогда, но они существуют).
Рисунок. Условные обозначения направлений неровностей на значке шероховатости.
Методы и приборы для измерения волнистости
За рубежом волнистость определяется в соответствии со стандартами ISO (ISO 4287 и ISO 16610-21), а также согласно американскому стандарту ASME B46.1.
Измерения волнистости поверхности проводятся с помощью специальных профилометров и приборов для измерения шероховатости. То есть, с помощью стилуса (контактный щуповой метод) и с помощью бесконтактных оптических и лазерных приборов. Самым простым прибором, используемым для оценки волнистости поверхности,можно назвать волнометр (микротопограф). Волнометр использует пластиковый наконечник, собирающий информацию о состоянии поверхности детали. Собранные данные регистрируются в виде электронных сигналов высокого и низкого диапазонов. Таким образом, исследуя шарикоподшипник, сигнал низкого диапазона — 4-17 колебаний при каждом измерении, а сигнал высокого диапазона – 17- 3390 раз при каждом измерении (низкий сигнал означает наличие волнистости). Затем полученные сигналы передаются в осциллограф для анализа.
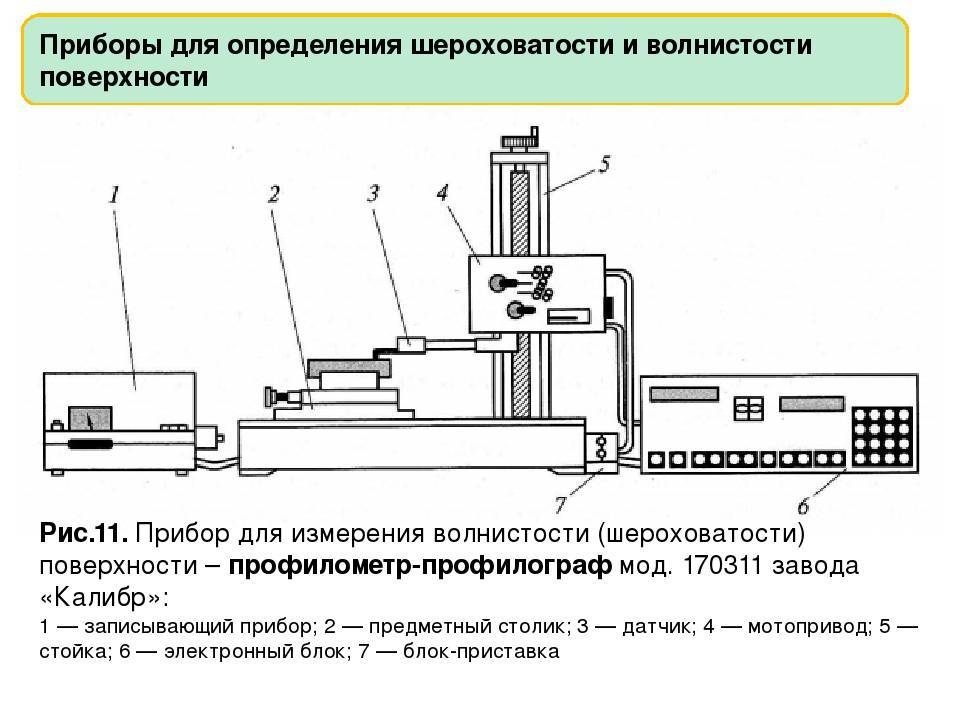
В России для определения волнистости используются приборы профилографы-профилометры. Эти устройства могут механически изучать поверхность и записывать полученные результаты в графическом варианте (круглограмма).
Также зачастую используется метод обнаружения микроволн на поверхности с помощью анализа записи магнитного диска (используется в качестве экспресс-теста для получения моментальных данных). Прибор для измерения волнистости с помощью этого метода состоит из: диска, двигающейся головки, детектора и программного или аппаратного обеспечения, которое фиксирует изменения на поверхности детектора при вращении диска по поверхности детали. В этом случае детектор является пьезоэлектрическим преобразователем. На поверхности изделия возникает электрическое напряжение. Сигнал на поверхности увеличивается с увеличением линейной скорости вращения диска. Сигнал на поверхности изделия коррелирует с микроволнистостью, таким образом, производится оптическое исследование поверхности изделия. Диск осуществляет магнитную запись. Детектор улавливает резонанс, который создают микроволнистость и потоки воздуха при вращении диска. Так определяется наличие микроволнистости и шероховатости на поверхности изделия.








Лазерный метод – один из простых и популярных методов исследования качества поверхности материала (детали). Например, компания Chapman Instrument Incorporated, предлагает прибор для определения шероховатости и волнистости. Его принцип действия основан на бесконтактном (оптическом) изучении поверхности линз, зеркал или призм. Мощный сканер считывает информацию с исследуемого материала на все 360 градусов. Благодаря этому прибору довольно легко определить размер и длину микроволн, которые не видны невооруженным глазом.
Профилометры бесконтактного действия
Измерители, описываемые далее, характеризуются дополнительными возможностями: дистанционным сканированием – оптическим или лазерным — поверхности, а также оперативной передачей данных на компьютер и принтер.
Средство для бесконтактного измерения и записи результата включает в себя:
- Плиту с Т-образными пазами, в которых закрепляется металл изделия.
- Лазерную сканирующую головку.
- Оптический датчик.
- Волновод.
- Устройство управления с интерфейсом для подключения регистрирующих устройств.
Оптический измерительный датчик обладает характеристиками, которые позволяют измерять и выводить на монитор достаточно большой объём информации: продольный и поперечный профили трассы сканирования, точность, дискретность шага измерений, текущую и суммарную погрешность отсчёта и пр. Принцип записи профилограммы на термопечатающую рулонную бумагу превращает данное устройство в полнофункциональный профилограф. Процесс и производство измерений управляются в диалоговом режиме. Таким образом, можно позволять повторное отслеживание шероховатости на некоторых участках измеряемого образца.
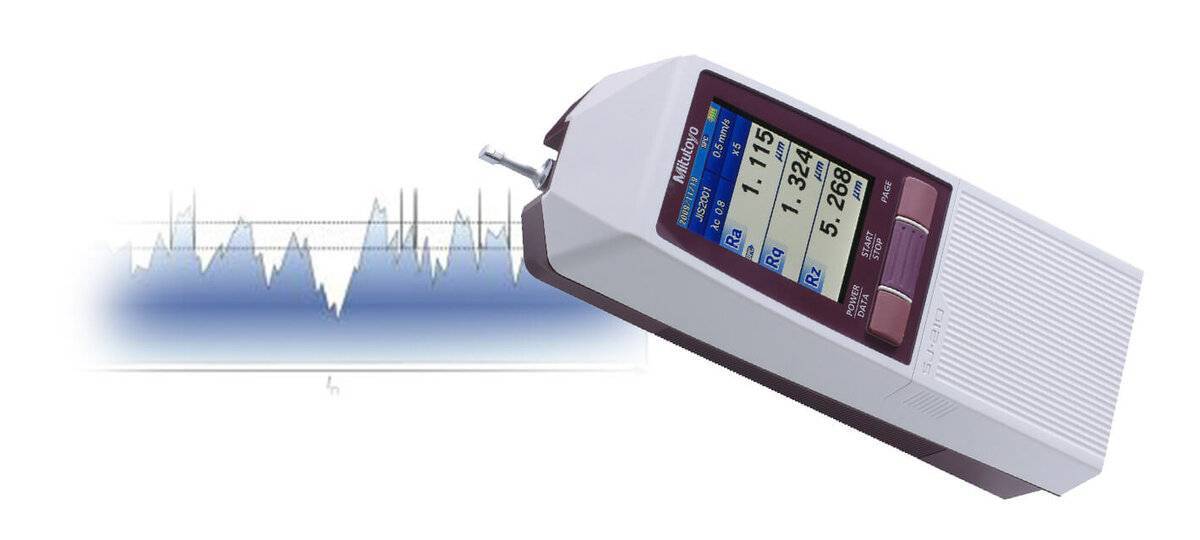
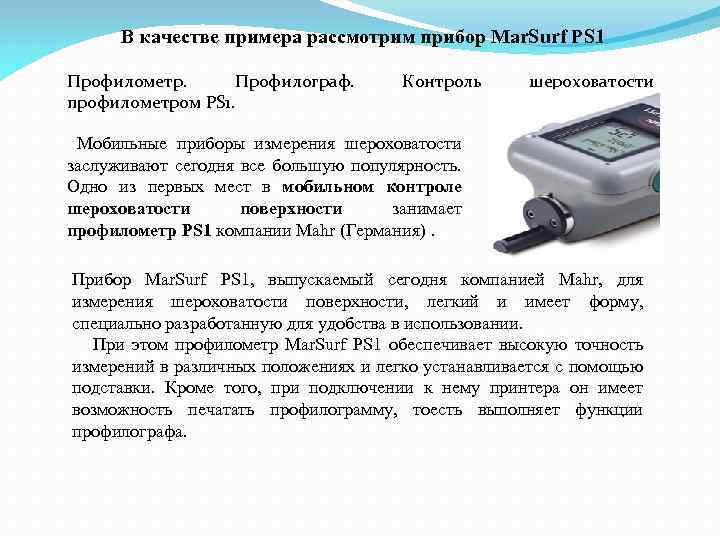
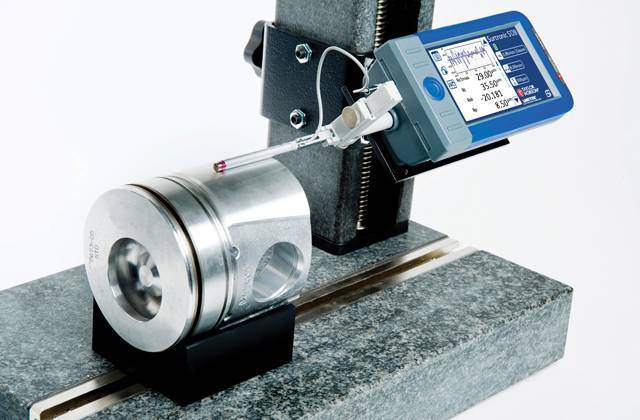
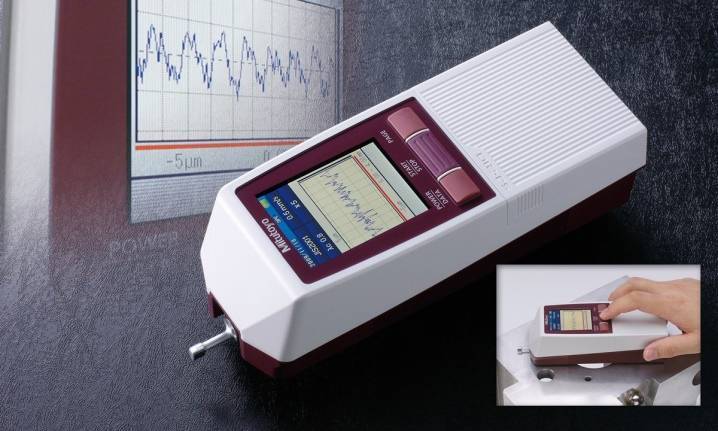
Примером бесконтактного профилометра компактного типа является профилометр Mahr MarSurf PS1. Для такого метода передачи управляющего сигнала в схеме предусмотрен оптический датчик. Возможные колебания расстояния между приёмником и измеряемой поверхностью автоматически компенсируются системой отсечки шага. Устройство использует как сетевое питание, так и от встроенного аккумуляторного привода. Паспорт профилометра Mahr снабжён подробным описанием методики применения данного прибора. Бесконтактный профилометр Mahr имеет диапазон измерения шероховатости в пределах 5…15 мкм.

Профилометр Mahr Marsurf PS1
Принцип действия профилометров
Рассматриваемые приборы могут замерить показатели шероховатости контактным и бесконтактным способом. В первом случае по измеряемой поверхности перемещается измерительный щуп, который заканчивается твёрдым наконечником. Амплитуда вибраций щупа усиливается, и, преобразуясь в электрический сигнал, замеряет показатель шероховатости. К этому варианту может относиться технология оптического или лазерного сканирования поверхности.

Профилометр ПМ-80 МИКРОТЕХ.
Большинство методов исследований ориентируется именно на контактные профилометры. Это объясняется высокой точностью результата, который можно получить уменьшением контактной площади алмазной иглы (иногда применяют и иглы из твёрдого сплава). В то же время, при использовании оптических профилометров бесконтактного типа требуется работать только с образцами, поверхность которых очищена от всех поверхностных загрязнений, искажающих результат замеров.
В зависимости от поставленных контактные профилометры могут замерять трассу с постоянной или переменной длиной. Способ преобразования сигнала — пьезоэлектрический, индуктивный или механотронный.
Последовательность измерений шероховатости определяют ГОСТ 2789 и ГОСТ 19300. Точность действия профилометров находится в диапазоне ±10…±20 %.
Лучшие производители
Filmetrics Inc.
Американская компания. Год основания 1995. Основная задача — разработка аппаратов, способных максимально упростить, и ускорить процесс определения толщины покрытий и тонких пленок, а также максимально снизить стоимость оборудования.
В результате разработки поистине революционных методов решения задач, сегодня оборудование компании Filmetrics выполняет работу в течение нескольких секунд. Обучение оператора занимает несколько минут.







Elcometer
Британская компания. На рынке с 1947 года. Основное направление деятельности — разработка и производство устройств для исследования качества покрытий из различных материалов без их повреждения. Сегодня компания занимает лидирующие позиции в производстве современного оборудования для оценки чистоты обработки изделий. Многие образцы бренда позиционируются специалистами как эталон качества.
Time Group Inc.
Китайский производитель контрольно-измерительных приборов и оборудования для сварки металлов. Его средства контроля шероховатости поверхностей пользуются на мировом рынке повышенным спросом специалистов. Качество продукции контролируется в соответствии с международным стандартом ISO 9001. Сегодня компания имеет более двадцати филиалов в Китае и около 70 дистрибьюторов в Америке и странах Европы.
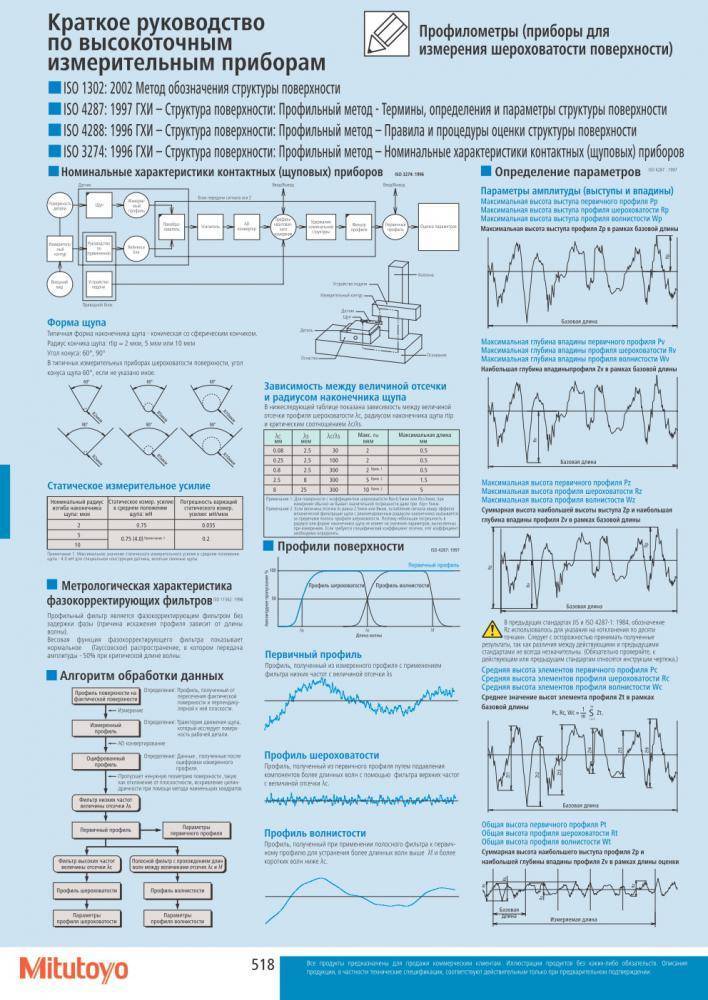
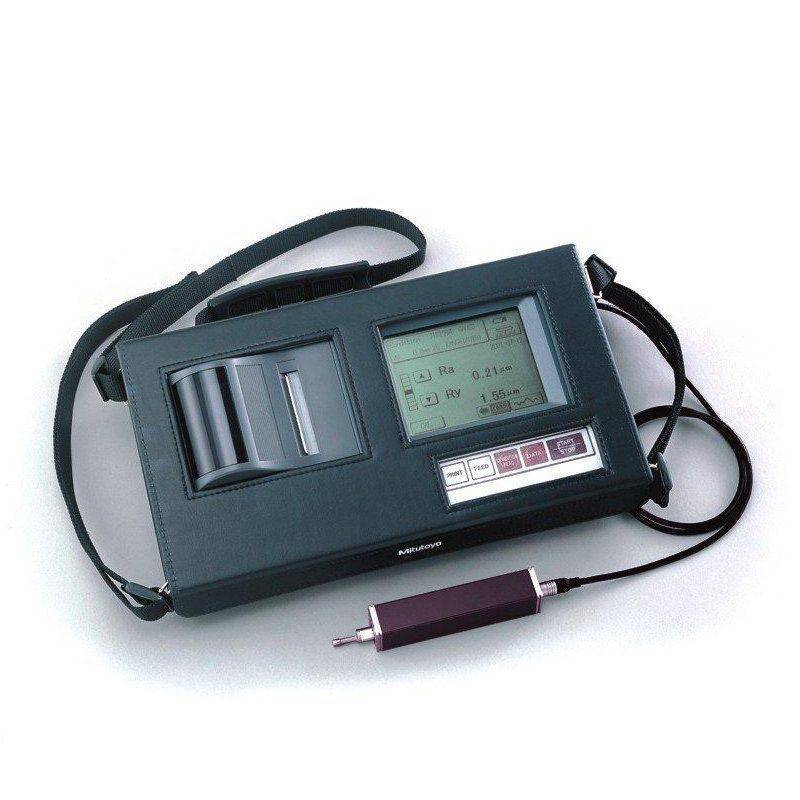
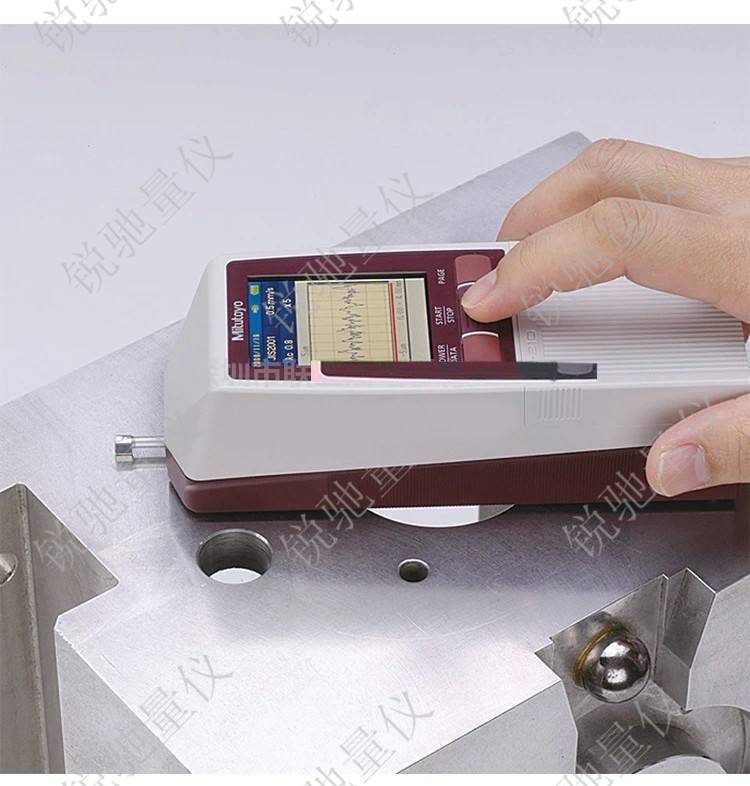
Mitutoyo
Японский бренд. Год основания 1934. С тех пор и до настоящего времени производит бюджетные и простые в употреблении измерительные приборы. Все началось с производства микрометров. Сегодня Mitutoyo производит широкий ассортимент мерительного инструмента, от рулеток и штангенциркулей, до современных профилометров, стереомикроскопов и т.п. Популярные модели бренда пользуются повышенным спросом покупателей.
PCE Group Co KG
Германская компания — производитель промышленных измерительных приборов и оборудования, которое признается совершенным во всех странах мира. Популярность моделей объясняется жесточайшим контролем качества на всех этапах производства. Фирма располагает производственными мощностями в Германии, Польше и Нидерландах.
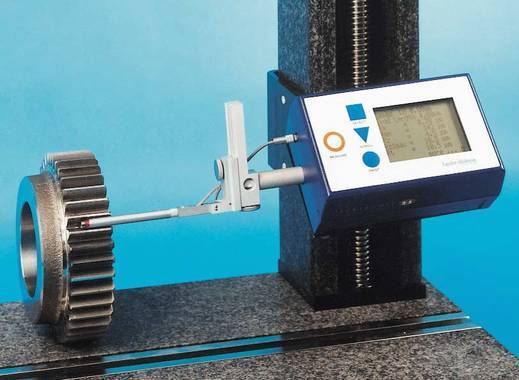
Taylor Hobson
Старейшая британская компания, образованная в 1886 году в городке Лестер, графство Лестершир. Занималась производством фотокамер и линз. В настоящее время производит метрологические устройства. Модели Taylor Hobson с высокой тонкостью определяют уровень шероховатости изделий, фиксируют отклонения малейшие отклонения, в том числе и на сверхгладких элементах.
Список производителей можно продолжать еще долго. Какой фирмы лучше купить профилометр, решать покупателю. Неискушенному покупателю желательно выслушать советы и рекомендации опытных операторов, изучить описание и характеристики аппаратов. Это поможет сделать правильный выбор.





