Сфера применения изделий [ править | править код ]
По зарубежным данным, самая широкая сфера применения давильно-обкатной обработки производство деталей реактивных двигателей и управляемых снарядов, а также днищ резервуаров радарных экранов, корпусов прожекторов, экранов ламп.
Например, этим способом изготовляются:
- Коническая часть выхлопных труб из листовой стали толщиной 3 мм; готовая деталь имеет угол конуса 34°, диаметр основания детали 500 мм, высота 640 мм, толщина стенки 1 мм;
- Насадки (сопла), выполняемые из заготовок нержавеющей стали, конической формы длиной 127 мм, обрабатываемых на станках типа токарных. После ротационной вытяжки насадка имеет размеры: высоту 305 мм, толщину стенки 1,14 мм, угол конуса детали 12°;
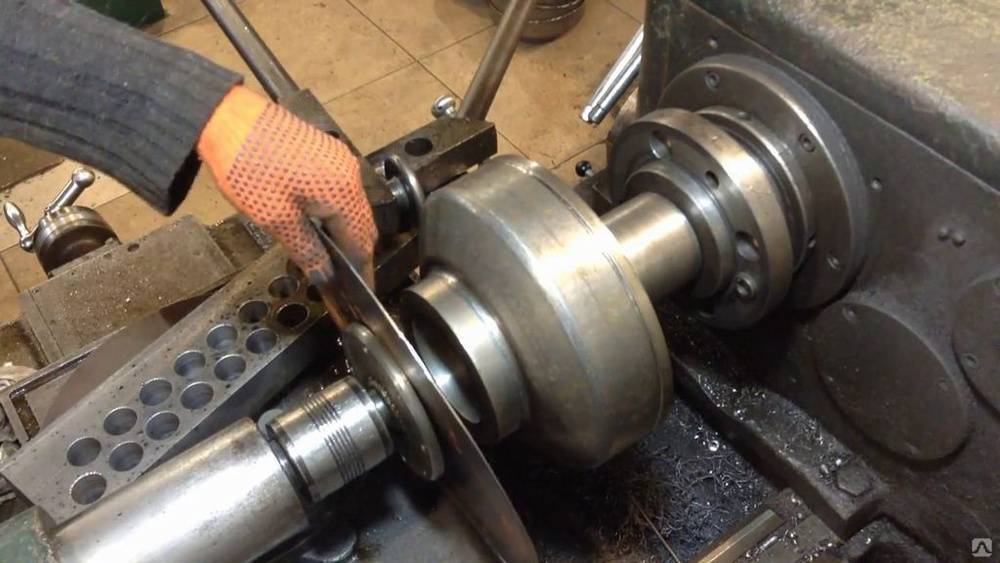
- Корпус (кольцо) подшипника. Заготовка обработанная резанием поковка легированной хромистой стали. Наибольший диаметр готовой детали 508 мм, угол конуса 84°, толщина стенки по конусу от 3,2 до 2,3 мм;
- Задний кожух компрессора. Заготовка сварная из листовой нержавеющей стали. После ротационной вытяжки получают полую деталь цилиндрической формы с внутренним диаметром 710 мм, длиной 197 мм. Затем деталь механически обрабатывается внутри и снаружи до получения толщины стенки 6,4 мм. Операциями окантовки, обточки и давильно-обкатной обработки получают пять внутренних рёбер и толщину стенки 1,5 мм при увеличении длины детали до 380 мм. В конце обработки выполняется операция нанесения рифлений с применением роликов специальной формы.
Ротационной вытяжкой могут быть легко изготовлены массивные трубчатые детали с переменной толщиной обработанных концов стенок и с наружными кольцевыми рёбрами. В комбинации с ротационной вытяжкой для получения сложной формы деталей можно применять дополнительные операции: прокатку, штамповку, сварку. Ротационной вытяжкой можно применять и как вспомогательные для придания окончательной формы полученным вытяжкой заготовкам. Часто на давильных станках обрабатывают отдельные секции (части) деталей, собираемые при помощи сварки или клёпки. Это позволяет изготовлять трубчатые детали с различной комбинацией сечений.
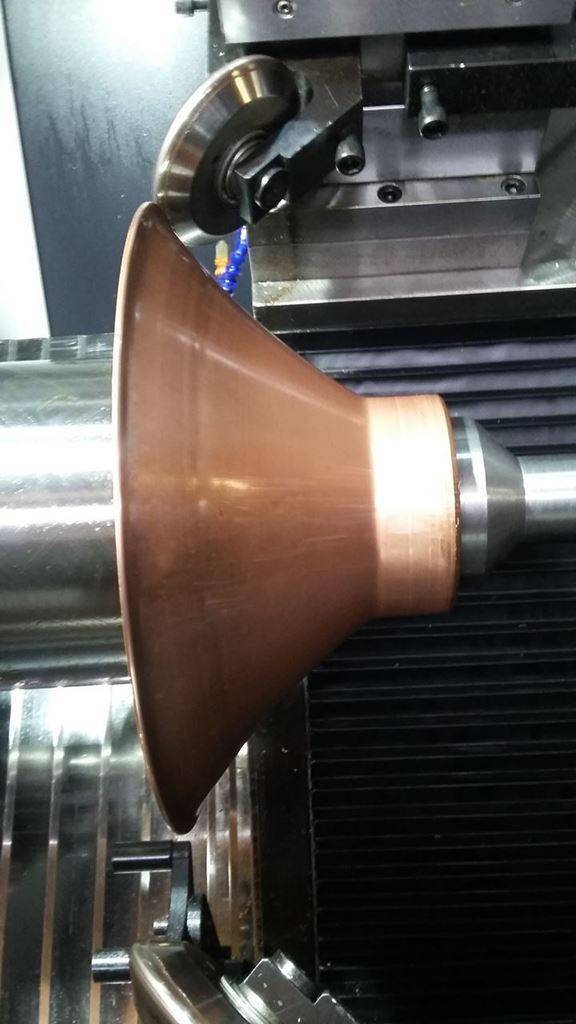
Эффективно обрабатывать ротационной вытяжкой длинные медные конические детали, применяемые в некоторых отраслях промышленности. На прессах такие детали получать трудно, если к тому же предъявляются жёсткие требования к качеству их поверхности.
Ротационной вытяжкой полезно изготовлять также хозяйственные принадлежности и аналогичные тонкостенные изделия сложной формы: ковши, кубки, бидоны, чайники, кофейники, баллоны, котелки, бочонки, круглые детали вентиляторов и вытяжных зонтов, фасонные медные детали пивоваренных установок, барабанов бетономешалок, крупные сосуды и посуду изделия для химической и пищевой промышленности.
Процессы производства деталей исследуемого типа
При производстве сложнопрофильных осесимметричных изделий из листового материала возможно применение следующих формообразующих операций: штамповка жестким инструментом на гидропрессе, гибка, в сочетании со сваркой и калибровкой, штамповка на прессе эластичным инструментом, гидроформовка и ротационная вытяжка (рисунок 2). Рассмотрим целесообразность применения вышеуказанных операций при производстве сложнопрофильных осесимметричных деталей из жаропрочных и коррозионно-стойких сплавов.
Несмотря на сравнительно маленькую трудоемкость штамповки на гидропрессе, в связи с необходимостью проведения данной операции в инструментом на прессе профилирование инструментом на прессе несколько переходов, стоимость оснастки вносит значительный вклад в Гибка в сочетании со сваркой и калибровкой обеспечивает достаточную многономенклатурность производимых деталей, однако наличие сварных швов значительно снижает механические характеристики получаемых изделий. Штамповка эластичным инструментом может исключить все недостатки вышеуказанных технологий, однако ограничения по прочностным характеристикам деформируемого металла сводят на нет все преимущества процесса при штамповке жаропрочных и коррозионно-стойких сплавов. Штамповка жидкостью (гидроформовка), не смотря на возможность получать сложнопрофильные изделия за один переход, имеет два главных недостатка -значительное утонение материала в куполообразной части детали или у дна и возможность нарушения осевой симметрии изделия в связи с неравномерностью трения по прижиму и отсутствием трения между заготовкой и жидким пуансоном .
Ротационная вытяжка на специализированном оборудовании исключает либо значительно уменьшает все недостатки вышеуказанных способов, позволяя производить высокоточные детали из жаропрочных и коррозионно-стойких сплавов различных типоразмеров и форм, обладающих высокими механическими характеристиками .
Ротационная вытяжка является одним из древнейших способов обработки тонколистового материала. Первые станки для ротационной вытяжки широко применялись ещё в древнем Египте. Они использовались для производства деталей из мягких металлов и сплавов, таких как кувшины, стаканы и др. .
Со временем процесс стал вытесняться более высокопроизводительными технологиями – холодная штамповка вытяжка, сварка из листа и т.д.
Вновь вспомнили про ротационную вытяжку лишь в 30-х годах прошлого века, когда стали появляться первые станки с электрическим приводом вращения детали и ручным перемещением ролика. Позже они сменились станками с гидрокопирами, а затем, в 70-х годах станками с ЧПУ (CNC) и системой «Playback» (PNC) .
В настоящее время основными производителями станков для ротационной вытяжки в мире являются фирмы Leifeld и Denn. Их оборудование, имеющее жесткую систему крепления и перемещения роликов позволяет получать детали с точностью до Ла=0.63-0.32 не требующие дополнительной чистовой обработки.
Рассмотрим различные схемы процесса ротационной вытяжки, выделив три основные схемы процессов формообразования,
К первой схеме отнесехМ процесс «укладки» заготовки на оправку за один проход, так называемую вытяжку проецированием – формовку сдвигом (shear forming). В ходе процесса изменение толщины стенки заготовки происходит по закону синуса, т.е. толщина стенки заготовки пропорциональна синусу угла наклона образующей оболочки к оси детали. S=S0xsma (1.1)
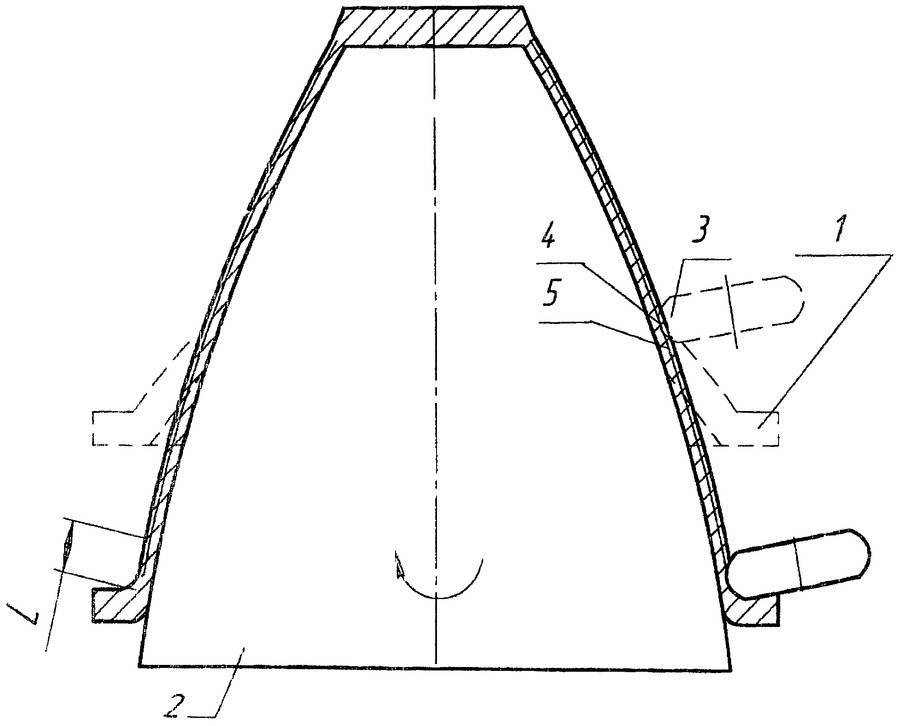
Принципиальная схема процесса формовки «проецированием» для случая изготовления конических деталей приведена на рисунке Рисунок 3 – Схема формовки «проецированием» из плоской заготовки.
Таким образом, при выборе размеров исходной заготовки необходимо учитывать утонение её стенок при формовке.
При формовке «проецированием» деталей с криволинейной образующей необходимо проектировать технологию с учетом изменения угла наклона касательной к элементу заготовки, что обуславливает необходимость применения заготовок различных форм .
На рисунке 4 представлены варианты выбора заготовок, обеспечивающие получение оболочек с равномерной толщиной стенок. Это предварительная формовка заготовки (а) и применение заготовок с переменной толщиной (б).








Технология ротационной вытяжки позволяет
- Изготавливать осесимметричные детали как с постоянным, так и с переменным сечением стенок. Деталь в процессе производства подвергается специальной обработке, направленной на улучшение механических свойств материала, из которого она изготавливается.
- Изготавливать сложные детали, которые другим способом изготовить не представляется возможным.
- Изготавливать не осесимметричные детали.
- Получать детали с минимальной шероховатостью поверхности и высокой точностью.
- Осуществлять в одном процессе доделочные операции, такие как рифление, обрезка, накатка и другие.
- При помощи ротационной вытяжки есть возможность обрабатывать кованые, литые или сварные заготовки.
- Детали любой степени сложности можно обрабатывать в автоматическом режиме.
- Исключить ручной труд в процессе доработки полученной детали.
Станки для ротационной вытяжки металла
Для реализации технологии применяют следующие виды станков:
- Давильно-раскатные станки для ротационной вытяжки металла.
- Станки ротационной ковки.
- Кругорезы.
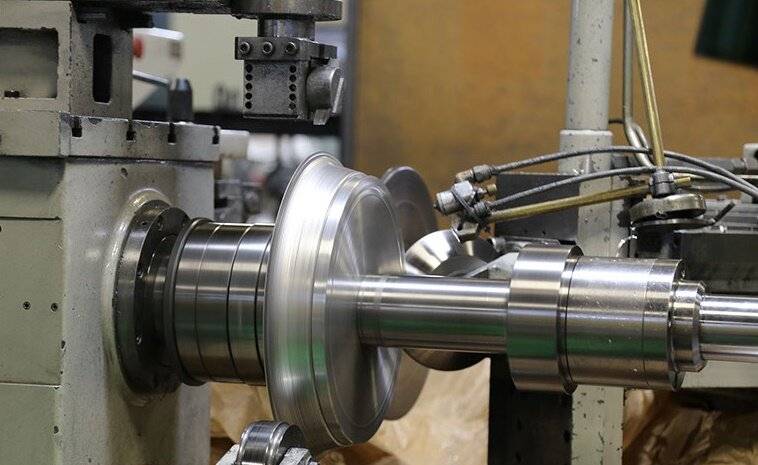
На ручных токарно-давильных станках формовка производится мышечной силой рабочего. Используются для выпуска уникальных изделий или особо малых серий. Для средних и больших серий применяют давильно-обкатные (раскатные) станки с числовым программным управлением. Гидравлика или электроприводы, управляемые контроллером согласно программе, загруженной в центральный блок ЧПУ, позволяют с большой точностью контролировать силу и направление прижима, равно как и направление движения ролика, включая самые сложные криволинейные траектории
Такие станки обеспечивают абсолютную идентичность изделий в серии, что особо важно для деталей реактивных двигателей и другой высокотехнологичной продукции
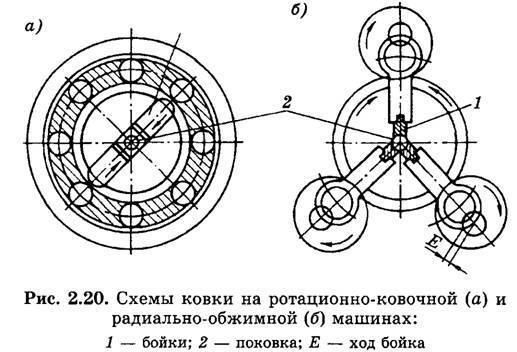
Схема ковки на станках ротационного типа
Станки ротационной ковки позволяют формовать изделия конической формы из труб путем обжимки трубы специальным инструментом — ковочным штампом. Особенность и главное преимущество заключается в уникальной возможности производства изделий, у которых:
- длина во много раз превышает диаметр.
- по длине возможно неоднократное изменение диаметра и угла раскрыва конуса.
- требуется накатка ребер жесткости.

Кругорезы предназначены для раскроя листового проката на плоские заготовки в форме круга или эллипса. Также применяются как с ручным приводом, так и электрогидравлические.
Что такое ротационная вытяжка
Способ переработки металлических изделий листового типа, при котором объемная деталь превращается в полую с осесимметричным внешним видом, имеет название ротационная вытяжка. Она предполагает существенную деформацию и утонение стенок запчастей. Этот способ обработки металла листового типа вытяжкой имеет древние корни. В современной манипуляции стальных заготовок он осуществляется давильно-раскатном станком.
Используя метод ротационной вытяжки, эти устройства способны производить принадлежности хозяйственного использования со стенками небольшой толщины и сложными формами. Комплекс таких приборов представлен:
- чайниками;
- черпаками;
- губками;
- сосудами;
- кофейниками.
Ротационная вытяжка металла
Ротационная вытяжка — широко распространенный способ обработки металлов, он применяется для изготовления тонкостенных полых деталей в форме тел вращения. Ротационная вытяжка металла
Осуществляется путем приложения давления к вращающейся листовой или полой заготовке, приобретающей в результате форму оправки.
Поступенчатое формование
Листовая заготовка в форме круга закрепляется между оправкой и суппортом. Оправка должна совпадать с внутренней конфигурацией изделия. Привод начинает вращать болванку, а управляемое формовочное давление осуществляется специальным пассивным роликом, приводимым в движение вращением заготовки. Давление осуществляется как в продольной, так и радиальной плоскостях. Ролик прижимает металл к оправке и двигается по сложной кривой то к краю болванки, то назад.
Прижим осуществляется за несколько проходов, ступенчато. В конце обработки проводится серия сглаживающих движений ролика с пониженным прижимом для получения высококачественной поверхности.










Проецирование — формование за один проход
Вытяжка осуществляется за один проход. Ролик перемещается параллельно оправке, в зависимости от угла его установки осуществляется большее или меньшее утонение стенки болванки, материал ее смещается под воздействием ролика в осевом направлении.
Проецирование — формование за один проход
Способ отличается экономичностью и точностью соблюдения размеров, а также высоким классом получаемой поверхности..
Закатка с оправкой или без нее
В этом случае осуществляется уменьшение внешнего диаметра заготовки с одновременным утолщением ее стенки за счет перераспределения материала. Закатка осуществляется по направлению к центру, в несколько проходов.
Закатка с оправкой или без нее
Как вариант применяется формование детали отдельными сегментами оправки посредством ролика со смещенным центром. Резка, дополнительное профилирование или отбортовку проводят в качестве завершающих операций.
Комбинированный
Для деталей сложной конфигурации поступенчатое формование, закатки, профилирования и резки применяются совместно в различных сочетаниях.
В качестве заготовки, как правило, используются листовая пластина в форме круга. Кроме того, для некоторых деталей используют и другие плоские фигуры — овал или эллипс, а также сложные криволинейные замкнутые контуры. Применяют и заготовки — отрезки труб, чаще всего круглых.
Подготовительные операции для уникальных деталей и небольших серий выполняются на кругорезах. В случае больших серий раскрой эффективнее выполнять на станках гидравлической резки, ввиду того, что лазерный или плазменный раскрой связан с воздействием высокой температуры в зоне разреза. Это может ухудшить пластичность материала.
Технологии ротационной вытяжки
Технологии обработки металлов давлением, которыми занимается НПП «Технологический центр» , приобретают все большее значение в изготовлении деталей из-за экономного использования металла и возможности получения оптимальных механических свойств деталей. Перспективны экономичные и гибкие методы ротационного выдавливания.
ОСОБЕННОСТИ РОТАЦИОННОЙ ВЫТЯЖКИ
Ротационная вытяжка — процесс локального циклического деформирования вращающейся плоской или полой заготовки деформирующим инструментом в виде одного или нескольких роликов и является реальной альтернативой обычной листовой штамповке при изготовлении осесимметричных деталей. Инструменты при давильном методе чаще всего не привязаны к геометрии деталей. В связи с этим данный метод обладает в достаточной степени экономичностью и чрезвычайной гибкостью, что позволяет давильному методу быть перспективным не только в сфере серийного производства, но и при выпуске ограниченного количества деталей и изготовления единичных прототипов.
Процесс ротационной вытяжки в большей степени поддается автоматизации, чем большинство других формообразующих операций листовой штамповки, потому что используется оборудование, по своей кинематической схеме и системе управления сходное с универсальными металлорежущими станками токарно-фрезерной группы, и возможно совмещение нескольких операций на одном оборудовании вплоть до изготовления готовой детали. Кроме того, это оборудование достаточно универсально и позволяет изготавливать детали различной сложной формы и размеров.
ДОСТОИНСТВА РОТАЦИОННОЙ ВЫТЯЖКИ
- Сравнительно простая и недорогая технологическая оснастка и инструмент.
- Достижение значительно больших пластических деформаций (более 90% ) без термической обработки по сравнению с другими операциями холодной листовой штамповки.
- Достаточно малая энергоемкость и мощность применяемого оборудования.
- Возможность формообразования деталей из труднодеформируемых сплавов.
- Осуществление локального нагрева очага пластической деформации.
- Реализация совмещения на одном станке с одной установки основных и доделочных операций (выглаживание поверхности, подрезка фланца, отрез припуска или донышка, загиб или завивка кромок, зиговка и др.).
- Совмещение в одном автоматизированном цикле нескольких основных операций (вытяжка, раскатка, обжим, раздача, отбортовка).
- Получение детали с заданным переменным сечением стенок; обработка деталей из листовой, штампованной, кованной, литой или сварной заготовки, с получением при этом улучшенной структуры металла — твердость и предел прочности материала детали увеличивается до 2 раз по сравнению с материалом заготовки.
- Возможность регулировки точности получаемой заготовки (детали) соответствующим выбором режимов обработки.
- Обеспечение высокой чистоты поверхности детали, соответствующей финишным операциям — шероховатость поверхности до Ra 0.32.
ЭКОНОМИЧЕСКИЕ ПРЕИМУЩЕСТВА РОТАЦИОННОЙ ВЫТЯЖКИ
- Небольшие временные и материальные затраты на подготовку производства.
- Высокая экономическая эффективность при изготовлении деталей малыми сериями.
- Сокращение цикла обработки деталей и снижение себестоимости за счет уменьшения числа переходов и концентрации операций на одном рабочем месте.
- Повышение коэффициента использования металла.
- Быстрая перенастройка на выпуск новых деталей.
- Высокая автоматизация ротационной вытяжки на автоматизированном оборудовании, позволяющая эффективно использовать процесс в массовом производстве.
Традиционные операции ротационной вытяжки, использовавщиеся ранее преимущественно для изготовления ответственных особоточных деталей космической и военной техники, благодаря созданию их достаточно надежных математических моделей с соответствующим методическим и программным обеспечением получили возможность эффективно использоваться в гибком современном производстве. Использование технологий ротационной вытяжки в промышленности позволяет изготавливать многие осесимметричные детали различных машин и механизмов с высокими эксплуатационными свойствами, с минимальными производственными затратами, способствуя развитию автоматизированного производства.









Вытяжка деталей из листового металла
Ротационная вытяжка — широко распространенный способ обработки металлов, он применяется для изготовления тонкостенных полых деталей в форме тел вращения.
Ротационная вытяжка металла
Осуществляется путем приложения давления к вращающейся листовой или полой заготовке, приобретающей в результате форму оправки.
Процесс ротационной вытяжки металла
В качестве заготовки, как правило, используются листовая пластина в форме круга. Кроме того, для некоторых деталей используют и другие плоские фигуры — овал или эллипс, а также сложные криволинейные замкнутые контуры. Применяют и заготовки — отрезки труб, чаще всего круглых.
Подготовительные операции для уникальных деталей и небольших серий выполняются на кругорезах. В случае больших серий раскрой эффективнее выполнять на станках гидравлической резки, ввиду того, что лазерный или плазменный раскрой связан с воздействием высокой температуры в зоне разреза. Это может ухудшить пластичность материала.
Технология ротационной вытяжки используется в производстве трубообразных изделий с изменяющимся диметром и толщиной стенок, Кроме того, снаружи возможно сформировать ребра жесткости. Ротационную вытяжку металла используют и в сложных технологических процессах совместно с штамповкой, сваркой, клепкой и слесарными операциями.
Штамп для гибки листового металла
Изготовление деталей с помощью штамповки занимает ведущее место в технологии обработки металлов давлением и используется в разных отраслях промышленности.
Особое значение имеет штамповка металлических изделий из листового проката. В ее основе лежит пластическое деформирование металла без его нагрева с помощью специальных штампов. Такой способ пластической деформации деталей широко применяется для изготовления деталей разных размеров и сложных форм с большой точностью, что невозможно осуществить с помощью других способов обработки.
Они используются для сборки крупногабаритных изделий машиностроительной отрасли, в автомобилестроении и судостроении, а также в приборостроительной сфере и быту, где часто требуются различные миниатюрные детали.
Технология штамповки деталей из металлических листов и ее виды
Штамповкой называют процесс придания деталям нужной формы и получение определенного документами размера путем механического воздействия на них с помощью давления. Основное направление штамповки – это производство деталей из заготовок, в качестве которых используется листовой прокат. Под действием сдавливающего усилия заготовка подвергается деформации и приобретает нужную конфигурацию.
Различают штамповку, выполненную горячим способом с нагревом заготовки и холодным способом без ее предварительного нагрева. Штамповка деталей из листового металла осуществляется без их предварительного нагрева.
Деформацию давлением с нагревом заготовки используют при изготовлении деталей из металла, не обладающего достаточной пластичностью, и в основном применяют при производстве небольших партий объемных изделий из металлического листа, имеющего толщину в пределах 5 миллиметров.
При этом учитывается степень коробления детали при остывании, а также ее утяжка при деформационной обработке, влияющая на ее размер. Чтобы исключить отклонения от требуемых размеров для деталей, полученных горячей штамповкой, делают большие допуски.








Преимущества станков данного типа
Все виды давильно-ротационных станков имеют одинаковый принцип использования. Роликовый инструмент используется наиболее часто. При работе с данным оборудованием имеется возможность производить уникальные запчасти сложной формы, одновременно осуществляя оснащение. Оснащение станка осуществляются по низкой цене. При других видах манипуляции металла цена на оснастку будет значительно выше.
Среди основных преимуществ агрегатов с наличием ротационной вытяжки выделяются:
- возможность осуществления массового, мелкосерийного и единичного производства;
- возможность эксплуатации в больших и малых цехах;
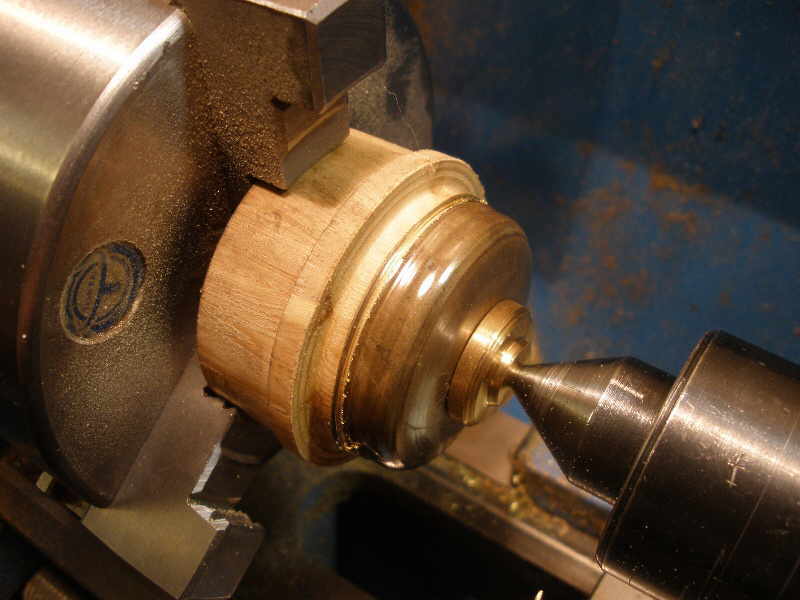
- возможность изготовления деревянной оснастки;
- производство деталей для хозяйственной, химической и пищевой отраслей производства;
- экономичность использования.

Особенности процесса вытяжки
Операция вытяжки металла
выполняется на вытяжных штампах и образует полые детали с замкнутым контуром. Пластической деформацией при вытяжке изготавливаются детали чашеобразной (круглой) формы, а также в виде коробки или сложных форм из листового металла. Таким способом можно также увеличивать глубину готовых полых изделий.
Повторной вытяжкой можно за несколько раз увеличить длину детали до заданной точки. И если для простых деталей подходит вытяжка с давлением на внутреннюю сторону дна, то сложные детали вытягивают реверсивным способом – давление на внешнюю сторону дна.
При вытяжке металла
происходит уменьшение поперечного сечения заготовки и увеличение ее длины. Пуансон втягивает в матрицу, изготовленную по размерам и форме будущей детали, часть металла. Металл, который находится в полости матрицы растягивается. Толщина стенки образованной детали будет приблизительно равна зазору между пуансоном и матрицей.
При необходимости может выполняться вытяжка с утонением стенок или без. При вытяжке с утонением зазор между матрицей и пуансоном меньше стенки детали. За счет утонения стенки увеличивается длина заготовки. В изделиях, изготовленных данным способом, дно толще стенок.
Чаще применяется вытяжка без утонения стенок. В этом случае толщина стенок не меняется, а уменьшается диаметр (в круглых деталях) или периметр (в прямоугольных и квадратных деталях).
Достоинства методики вытяжки металлов
Различают два основных способа ротационной вытяжки: прямой и обратный. Оба варианта обладают следующими преимуществами:
- автоматизация рабочего процесса;
- точность изготовления деталей, повторяющих профиль (заготовку);
- допустимость производства небольших и крупных партий товаров;
- сокращение производственных циклов и увеличение продуктивности предприятия;
- уменьшение расхода материала, что снижает конечную стоимость изделий;
- готовые детали обладают высокой прочностью и однородной структурой;
- невысокая стоимость закупки расходных материалов.
Благодаря технологии ротационной вытяжки получаются идеальные формы, которые выступают в роли заготовок для дальнейшего ювелирного творчества. Помимо ювелирной промышленности, станки применяются для производства металлических деталей и заготовок для разных сфер промышленности.
Сферы применения технологии ротационной вытяжки
Чаще всего станки для проведения ротационной вытяжки металла устанавливают в космической и авиационной области. А также в сфере судостроения и машиностроения, автомобильной и химической промышленности, энергетике и для создания деталей для радиооборудования и электроники. Нередко оборудование применяют в ювелирном деле в промышленных масштабах, чтобы изготовить уникальные партии товаров в срок.
В качестве заготовок выступает практически любой металл, чаще всего используют алюминий, латунь, бронзу и медь благодаря их гибкости и пластичности. Драгоценные металлы также поддаются обработки путем вытяжки.