

Метод травления
Травление является достаточно распространенным методом обработки изделий из нержавеющих сталей. Такую технологическую операцию, которая позволяет удалить с поверхности изделия из нержавеющей стали различные дефекты, используют для устранения следов сварки, после выполнения термической обработки, а также обработки деталей методами пластической деформации. Кроме того, травление позволяет удалить с нержавейки цвета побежалости, а также обновляет на ней пассивный слой, защищающий металл от последствий воздействия повышенной температуры.
Для выполнения травления в производственных условиях применяются водные растворы кислот или расплавленные щелочные среды. При использовании кислотных сред травление выполняется в два этапа, первый из которых предполагает обработку нержавеющей стали сернокислым раствором, а второй – раствором на основе азотной кислоты. Чтобы выполнить щелочное травление, изделие из нержавейки помещают в расплав каустической соды, которая, не изменяя структуру стали, эффективно разрушает оксидную пленку, сформировавшуюся на ее поверхности.

Вернуть нержавеющей поверхности металлический блеск и восстановить потерю хрома после сварки можно с помощью травильной пасты
В домашних условиях травление выполняют при помощи специальных паст, имеющих желеобразную консистенцию
Используя такие пасты, следует иметь в виду, что в их состав, кроме плавиковой и азотной, входит соляная кислота, а также хлориды, представляющие опасность для здоровья человека, поэтому обращаться с ними следует крайне осторожно
Пасту для травления нержавейки следует наносить только на тщательно очищенную и обезжиренную деталь, для чего ее промывают теплой водой и обрабатывают любым доступным моющим средством. После непродолжительной выдержки (от 10 до 60 минут) травильная паста смывается, для чего также используют обычную проточную воду. Наносят пасты для травления нержавейки кислотостойкими кистями и специальными пластиковыми лопатками.

Большие площади нержавеющих поверхностей обрабатывают травильными спреями с помощью струйного напыления
Такая паста обеспечивает надежную защиту нержавейки от негативного влияния температурных воздействий, а также нивелирует все поверхностные дефекты сварных соединений. Что удобно, эту пасту, которая эффективно обрабатывает стальное изделие всего за 10 минут, можно использовать для травления и вертикально расположенных поверхностей.
Область применения
Мокрая механическая полировка более эффективна, чем сухая, но требует больших временных и финансовых затрат. Сухие способы используются для обработки элементов интерьера и фасадов, мокрые – в кораблестроении, машиностроении, производстве узлов для химической, фармацевтической и пищевой промышленности.
Машинная механическая обработка используется для крупных деталей, имеющих сложный профиль. Круги применяются для полирования тел вращения. На предприятиях устанавливаются станки с регуляторами, позволяющими менять частоты вращения.
Химическая полировка позволяет получить детали, покрытые блестящей пленкой, которая сохраняется на протяжении всего срока эксплуатации. Электрохимической обработке подвергаются точные инструменты и детали для них, фары, рефлекторы и другие мелкие детали, которые невозможно обработать механически.
Полировка
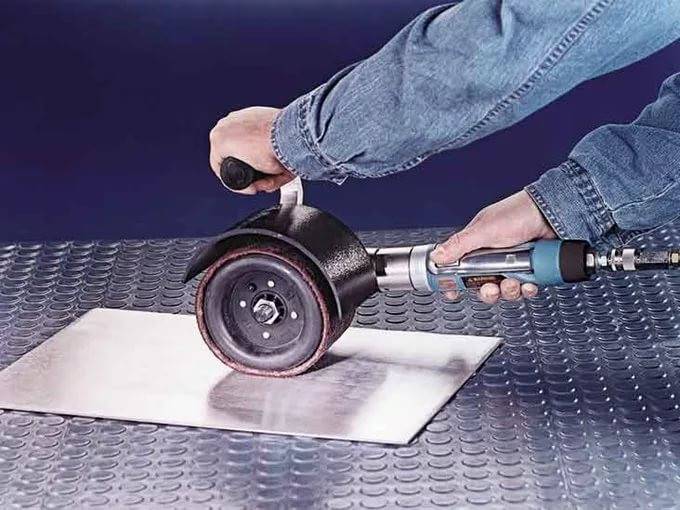
После шлифования, например, камня, металла (особенно нержавеющей стали) некоторые изделия необходимо привести к товарному виду, то есть довести до зеркального блеска. С помощью УШМ это можно сделать, применяя в качестве насадок круги из войлока, губок, поролона, меха, микрофибры и других подобных материалов (которых существует великое множество). Работают такие полировальные насадки совместно с наносимыми на поверхность обрабатываемой заготовки или непосредственно на круг полировальными пастами.
УШМ (болгарка) BOSCH GWS 13-125 CIE подходит для полировки. Фото 220Вольт
Полировальная паста (жидкая или твердая) – это многокомпонентная смесь, в основе которой находится абразивный материал и связующее вещество. Для такого тонкого процесса как полировка не следует применять (за редким исключением) высокую скорость вращения рабочей насадки, на малых оборотах оператор имеет значительно больше шансов не совершить ошибку. Поэтому для данного вида обработки применение болгарок с регулировкой оборотов имеет приоритетное значение.
УШМ с регулировкой оборотов казалось бы должно решить проблемы полировки лакокрасочного покрытия автомобилей. Однако здесь используются специальные полировальные машинки с оборотами значительно меньшими (около 600 об/мин), чем нижний предел регулирования частоты вращения у УШМ (около 2000 об/мин). Опытными пользователями болгарками на таких оборотах с большей степенью риска допустить прожог лакокрасочного покрытия можно заполировать лишь мелкие царапины. Убрать матовость или голограмму кузовного покрытия автомобиля с помощью УШМ даже не стоит браться, чтобы не нанести еще большего урона автомобилю.










Информация IMA
Italian Machinery Association предлагает станки, в которых объединены устройства, осуществляющие как зачистку, так и шлифовку, удаление грата, заусенцев, окалины и полирования поверхности. Такое устройство вы сможете выбрать, исходя из ваших производственных процессов и параметров используемого материала, а также требований к качеству поверхности, которые предъявляет клиент. Ознакомьтесь с предложением устройств Costa Levigatrici в нашем каталоге.
В каталоге представлено зачистное оборудование Costa Levigatrici серий MD (стандартные и универсальные устройства), MB (очистка за один проход) и WD (мокрая очистка). Оно может эффективно применяться на любых предприятиях, связанных с обработкой листового металла, значительно повышая производительность и устраняя трудоемкий ручной труд.
Такие устройства быстро и качественно выполняют полировку, шлифовку и удаление грата, а также скругление кромки до 2 мм и удаление черного слоя. Оборудование предназначено как для обработки вырезанных деталей и листа, так и для технологий «катушка в катушку», «лист в катушку» и «катушка в лист» (coil to coil, sheet to coil, coil to sheet).
Если вас интересуют другие инженерно-технические материалы о выборе оборудования и технологий, предлагаем вашему вниманию следующие статьи:
У вас есть другие вопросы или потребности? Незамедлительно свяжитесь с нами по телефону или электронной почте, или посетите любое из наших представительств.
Вам необходимы услуги по ремонту, установке, перезапуску станков или обучение операторов вашего оборудования? Сервисная служба IMA обладает обширным опытом и знаниями, чтобы решить любую проблему.
Внутреннее шлифование — Большая Энциклопедия Нефти и Газа, статья, страница 3
Внутреннее шлифование
Внутреннее шлифование применяют для получения высокой точности отверстий на заготовках, как правило, прошедших термическую обработку. Возможно шлифование сквозных, несквозных ( глухих), конических и фасонных отверстий. Кругу сообщают высокую частоту вращения: она тем выше, чем меньше диаметр круга.
Внутреннее шлифование ( рис. 7) применяют при обработке точных отверстий в закаленных стальных деталях. Шлифовальный круг и заготовка совершают вращательное движение и дополнительно круг — возвратно-поступательное движение вдоль оси заготовки. По характеру круговой подачи станки подразделяют на обычные и планетарные.
Внутреннее шлифование применяют для окончательной обработки отверстий закаленных деталей или в тех случаях, когда невозможно применить другие, более производительные методы обработки. Оно осуществляется на внутришлифовальных станках и бесцентро-во-внутришлифовальных автоматах.
Внутреннее шлифование имеет свои технологические особенности.
Внутреннее шлифование дает чистоту поверхности 6 — 10-го классов и точность 2-го и даже 1-го класса в обычных производственных условиях.
Внутреннее шлифование — основной метод обработки отверстий у закаленных деталей, кроме того, применяется для обработки отверстий большого диаметра у незакаленных стальных и чугунных деталей.
Внутреннее шлифование дает хорошую чистоту поверхности в пределах от 6 до 10 класса и точность 2 класса и даже выше в обычных производственных условиях. Внутреннее шлифование применяют для обработки особо твердых поверхностей, для обработки отверстий у тонкостенных деталей и деталей со шпоночными и шлицевыми канавками.
Внутреннее шлифование обычно ведется с продольной подачей шлифовального круга, но может быть применена и поперечная подача. Главная трудность внутреннего шлифования вызывается тем, что диаметр шлифовального круга должен быть меньше обрабатываемого отверстия детали. Это приводит к уменьшению диаметра оправки шлифовального круга и снижению жесткости системы, следовательно, увеличению погрешностей размера детали. Для обеспечения высоких скоростей вращения шлифовального круга на станке устанавливается двигатель с приводом на шлифовальную оправку. Наименьший диаметр обрабатываемого отверстия при внутреннем шлифовании зависит от наименьшего доступного размера шлифовального круга, скорости двигателя и жесткости системы. Максимальный диаметр зависит от высоты центров станка. Данный метод позволяет обрабатывать отверстия диаметром от 0 7 мм до нескольких метров.
Внутреннее шлифование может осуществляться методом продольной и поперечной подач. При шлифовании с продольной подачей величина подачи не должна превышать 3 / 4 высоты круга за один оборот детали. Подача в направлении, перпендикулярном обрабатываемой поверхности, при этом осуществляется непрерывно или прерывисто на каждый одинарный или двойной ход стола.
Внутреннее шлифование обеспечивает 6 — 7 — й квалитет точности и шероховатость Ra 0 16 4 — 0 32 мкм. Отверстия в деталях типа втулок обычно шлифуют при закрепленной в патроне ( см. рис. III. Наиболее распространен первый способ. Он обеспечивает более высокую соосность обрабатываемого отверстия и наружной цилиндрической поверхности. Иго осуществляют на внутришлифовальных и универсально-шлифовальных станках. Наиболее производительны внутришли-фовальные станки-полуавтоматы.
Тонкое внутреннее шлифование осуществляют высокоскоростными внутришлифовальными головками с частотой вращения 50 — 150 тыс. об / мин. При плоском и круглом тонком шлифовании после нескольких рабочих ходов с поперечной подачей на глубину резания выполняется процесс выхаживания — 4 — 10 рабочих ходов осуществляются без подачи.
Внутреннее шлифование цилиндрических деталей производят на внутришлифовальных, планетарно-шлифовальных и бесцентровых станках.
Внутреннее шлифование цилиндрических деталей выполняют на внутришлифовальных, планетарпо-шлифовальных и бесцентровых станках.
Страницы: 1 2 3 4
www.ngpedia.ru





Зачем нужна шлифовка древесины
Древесина со временем под воздействием влаги и солнечных лучей начинает темнеть, и внешний вид построенного сруба заметно ухудшается. Чтобы этого не произошло, бревна шлифуют и покрывают специальными составами, повышающими пожаробезопасность, влагоустойчивость и антисептические свойства древесины.
Шлифовка позволяет достичь сразу нескольких целей:
- Убрать с поверхности загрязнения, накопившиеся в процессе транспортировки и установки бревен.
- Снять верхний слой древесины, в котором уже могли появиться грибок и плесень.
- Вернуть поверхности натуральный цвет, а также сделать ее гладкой и ровной.
- Обеспечить равномерное экономичное распределение защитных средств по поверхности дерева без наслоений и пятен.
В результате повышается устойчивость сруба к влаге, ультрафиолетовому излучению и насекомым – внешний вид дома улучшается, срок службы увеличивается.
Основные виды шлифования металлических поверхностей
Для процесса шлифовки применяются самые разнообразные технологии, и в этой статье мы рассмотрим наиболее распространенные из них. Поговорим:
- о круглом шлифовании металла;
- об изменении шероховатости внутренних поверхностей;
- о зубошлифовании;
- о сути бесцентровой технологии;
- о шлифовании плоских поверхностей.
Также технологии классифицируют в зависимости от типа материала, который используется при шлифовании металлической поверхности. На сегодняшний день процесс значительно упростился за счет применения специальных станков, к примеру, с ЧПУ. Их использование значительно снижает трудовые затраты и максимально повышает качество конечного продукта.
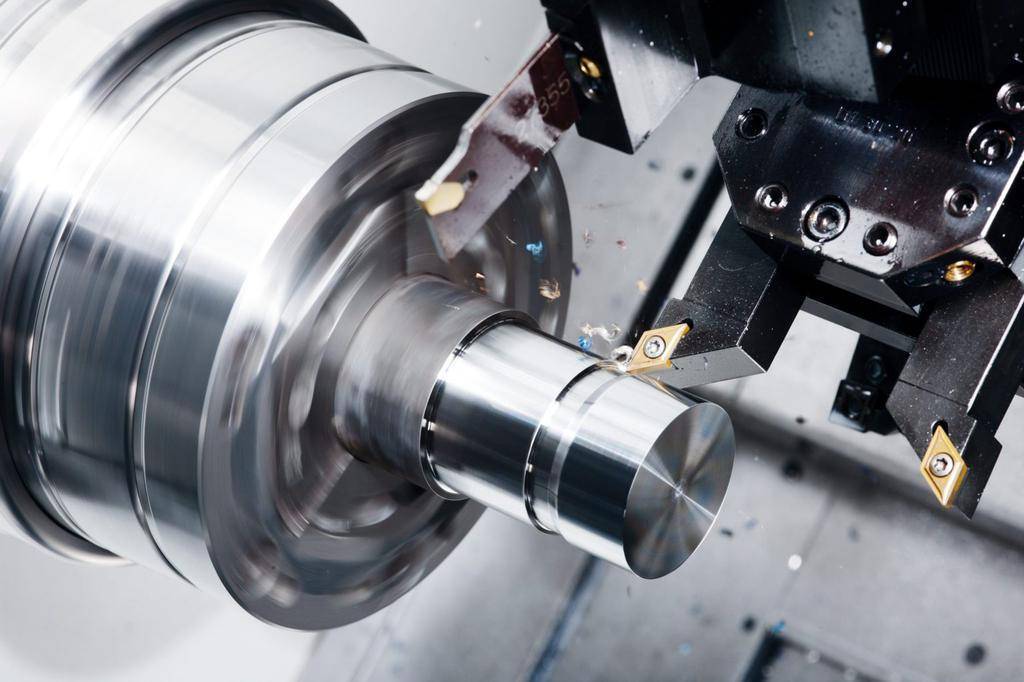
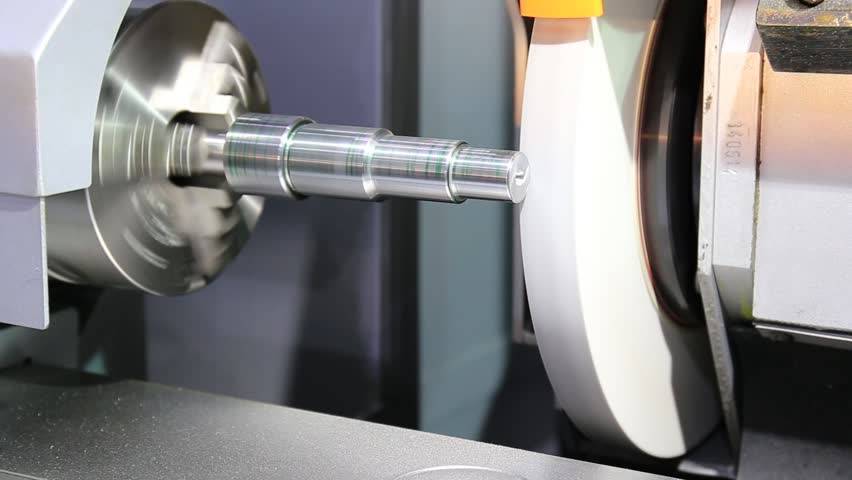
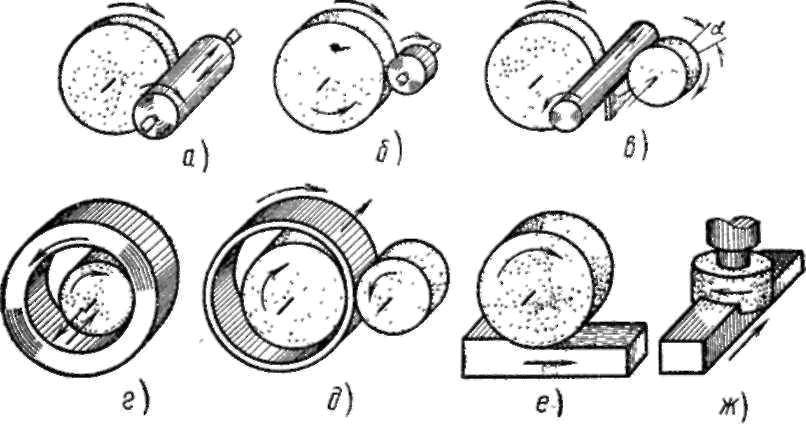
Круглое наружное шлифование.
Для использования данной технологии необходимо наличие специального оборудования. Выделяют следующие особенности этого вида шлифовки:
- Обработка детали производится вращающимся на большой скорости абразивным кругом.
- Для максимального повышения эффективности процесса шлифования одновременно с кругом вращается в обратном направлении сама заготовка.
- Чтобы изменить глубину врезания инструмента и обеспечить возможность обработки детали по всей длине, подача может осуществляться как продольная, так и поперечная.
В связи с тем, что на момент вращения обрабатывается вся поверхность металлической заготовки, что обеспечивает необходимую равномерность, этот метод нередко применяется для обработки деталей цилиндрической формы.

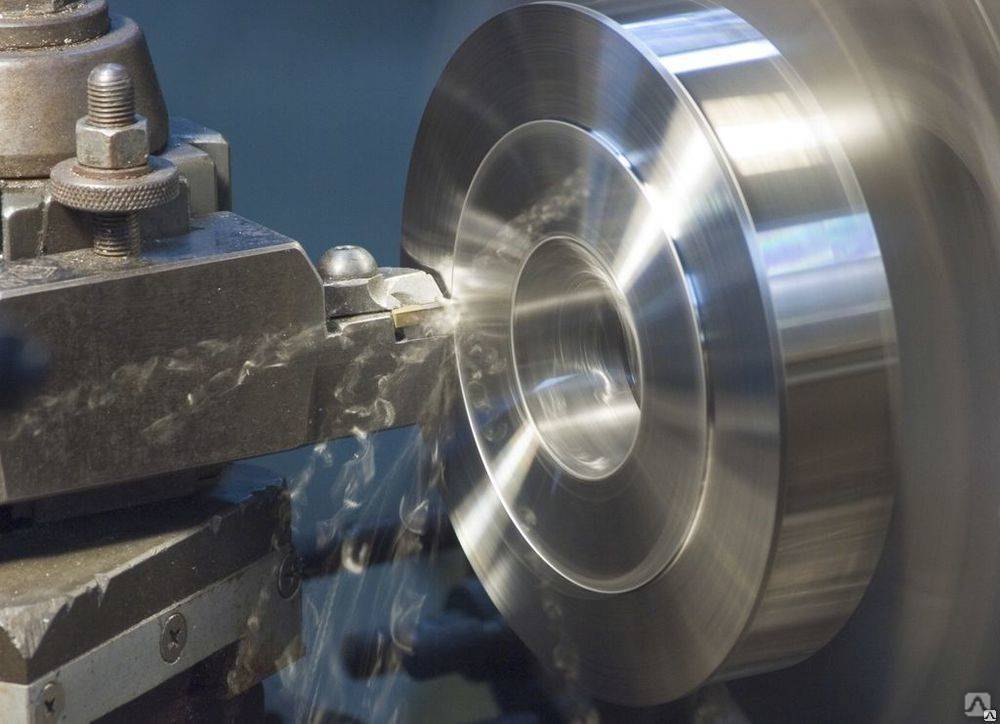
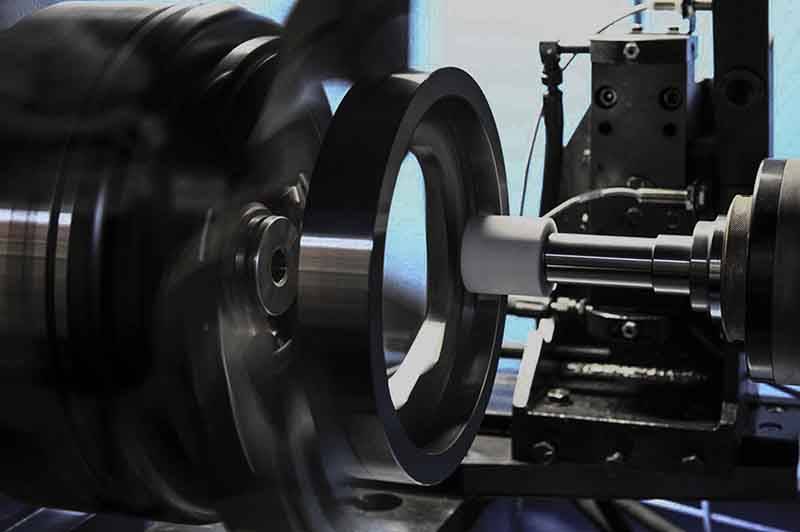
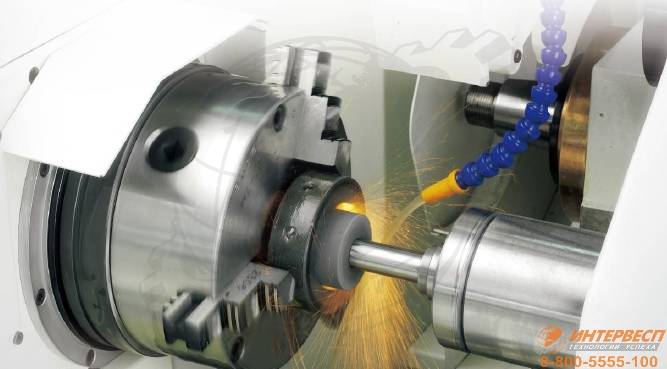
Внутреннее шлифование.
Если необходимо обработать цилиндрическую заготовку изнутри, то применяется именно эта технология. От предыдущего метода она отличается тем, что абразивный круг шлифует деталь с внутренней стороны цилиндра.
Особенностями этой технологии является:
- получение инструментом и заготовкой поперечной и продольной подачи;
- то, что в основном вращается абразивный круг.
Для максимальной эффективности обработки в зону шлифования подается охлаждающая жидкость.
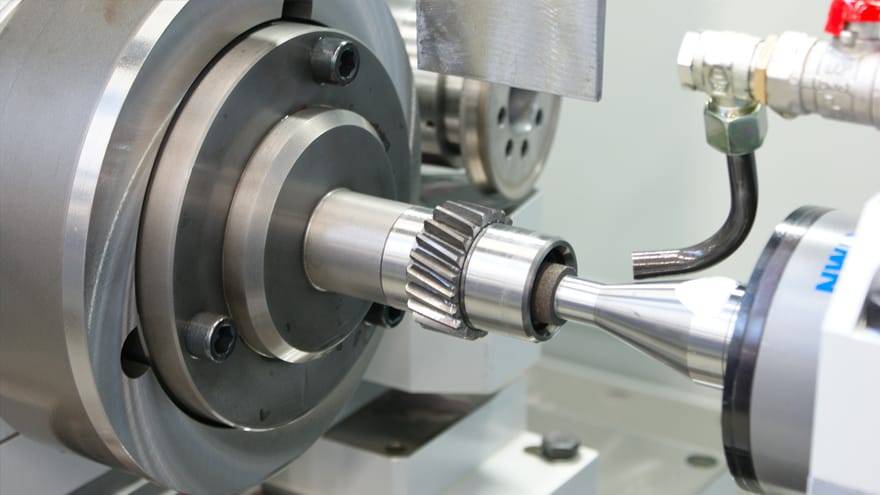
Зубошлифование.
Этот метод используется для шлифования зубчатых колес, которые являются составными частями самых разных механизмов. В связи со сложной формой обрабатываемой поверхности в этом случае необходимо специальное шлифовальное оборудование.
При использовании данного способа шлифования:
- обрабатывается профиль зубчатого венца;
- круг меняют под размер эвольвенты зуба;
- необходимы специальные станки.
Так как в подавляющем большинстве случаев зубцы подвергаются закалке, процесс шлифовки значительно усложняется.
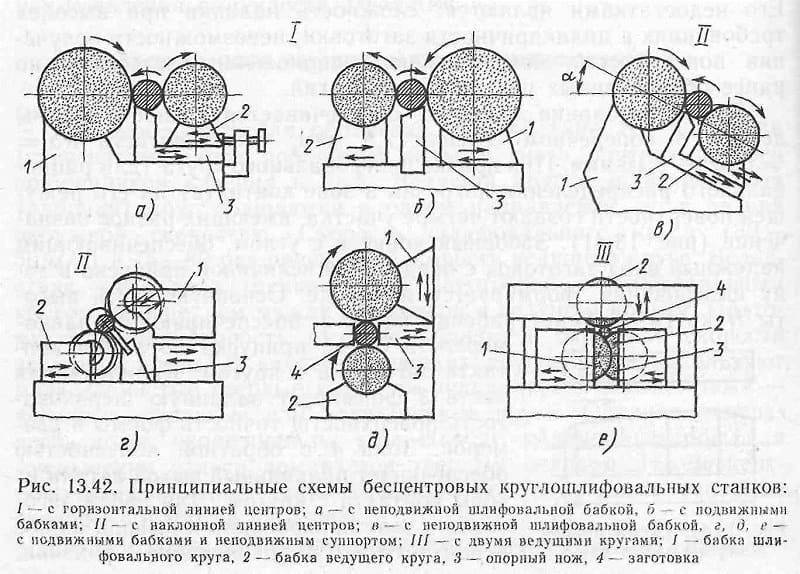
Бесцентровое шлифование.
При таком шлифовании заготовка не закрепляется в центрах. Особенность этой технологии заключается в том, что деталь обрабатывается посредством двух вращающихся шлифовальных кругов, между которыми она и помещается. Для того чтобы заготовка из-за смещения не провалилась или ее не заклинило, в центре находится нож из нержавеющей стали.









Такое оборудование, за счет применения сразу двух абразивных кругов, намного ускоряет процесс шлифовки. В продаже вы найдете огромное количество станков, в основе работы которых лежит принцип бесцентрового шлифования.

Шлифование плоских поверхностей.
Такой обработке чаще всего подвергаются плоские корпусные детали, сделанные из различных металлов. Особенности такой шлифовки:
- Деталь кладут на специальный стол, за счет него и обеспечивается надежное магнитное или механическое крепление.
- Абразивный круг осуществляет основное вращение, а деталь или инструмент – возвратно-поступательное.
Подобрав круг с подходящим профилем, можно обработать детали наиболее сложных форм. Чтобы избежать перегрева и коробления при шлифовании металлических поверхностей в место контакта заготовки и инструмента следует подавать охлаждающую жидкость.

Плоско- и круглошлифовальные работы
АО «Кимовская машиностроительная компания» с высокой точностью выполняет большой спектр работ по обработке металла.
Имеющееся в компании высокотехнологичное оборудование позволяет в полной мере выполнять довольно большие объемы заказов наших клиентов.
Как правило, металлообработка на последних стадиях подвергается шлифовке и полировке. И одними из них являются плоскошлифовальные работы и круглошлифовальные работы.
Шлифование – это операция, которая позволяет проводить как чистовую, так и черновую обработку поверхностей разнообразной сложности. Операция шлифования, при которой снимается припуск с плоских поверхностей – одна из тех операций, которая может выполняться посредством плоскошлифовальных станков. Такая процедура дает возможность получения деталей с высокой степенью точности и малой шероховатостью обрабатываемой поверхности. Плоскошлифовальные станки могут также производить операцию резания.
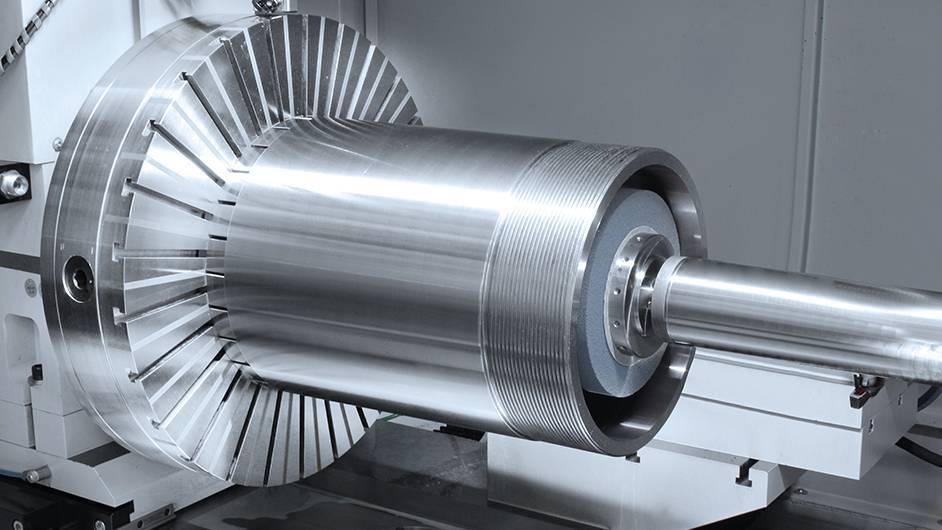
Станки плоскошлифовальные с прямоугольным столом и горизонтальным шпинделем позволяют производить обработку фасонных поверхностей профилированным кругом, а также обработку торцем шлифовального круга. При этом заготовка, закрепленная на столе, совершает вместе с ним вращательные или прямолинейно-возвратные движения. Скорость операции шлифования находится в прямой зависимости от скорости, с которой вращается шлифовальный круг.
При шлифовании торцом круга за счет его контакта с изделием происходит эффективное снятие припуска с большой поверхности. Такой способ является весьма продуктивным при обработке труднодоступных и удлиненных плоских поверхностей, при обработке различных направляющих, пазов и пр.
Шлифование периферической частью круга применяют для того, чтобы обрабатывать профильные канавки, плоские и фасонные поверхности. По большей части данный способ является универсальным. Он позволяет также шлифовать труднообрабатываемые металлы и тонкостенные заготовки.
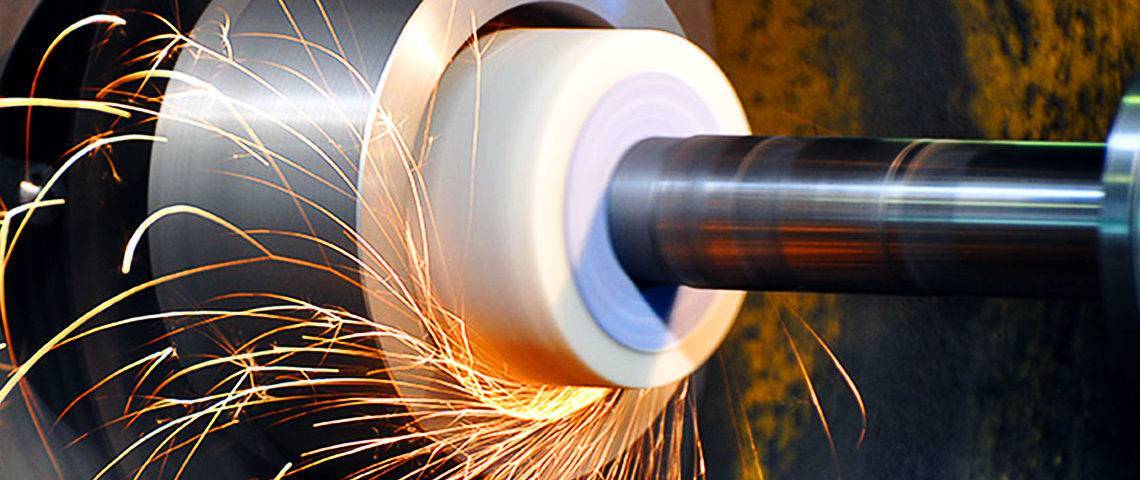
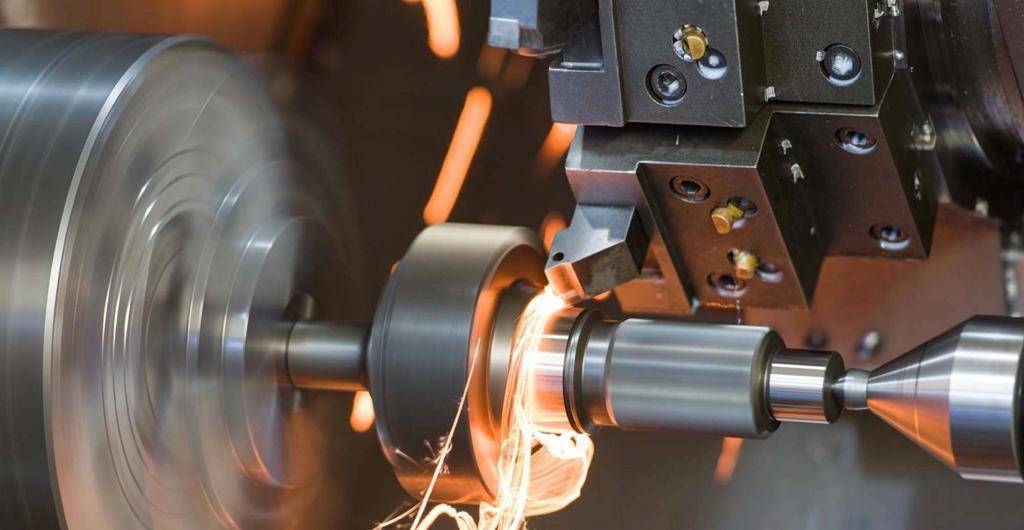
Круглошлифовальная обработка металла – весьма востребованная услуга. Круглошлифовальные работы осуществляются для обработки деталей с цилиндрическим или коническим типом поверхности. При помощи шлифования получают ровные поверхности с минимальной степенью шероховатости и с точностью обработки до микрона.
Круглошлифовальный станок используется в процессе шлифования различных металлов. Любая металлическая деталь закрепляется в специализированных патронах или же центрах, которые приводятся во вращательное движение. Данное движение направлено к шлифовальному кругу. Наличие прочного и устойчивого стола у изделия, позволяет совершать возвратно-поступательные движения (направление). То есть, после каждого хода стола, осуществляется дополнительное движение в поперечном направлении (на определенную глубину разреза). Процесс движения в продольном направлении основывается на работе гидравлической системы или же маховика. Если оборудование основано на гидравлической системе, то перемещение осуществляется бесступенчато.
Плоскошлифовальный участок

Плоскошлифовальные работы видео:
Какие есть шлифовальные инструменты и материалы?
Для осуществления процедуры шлифования вам понадобится использовать большое разнообразие инструментов и материалов. При этом к выбору инвентаря следует подходить максимально внимательно и ответственно, ведь от используемой аппаратуры и материалов в значительной степени будет зависеть результат вашей работы.







Так, в первую очередь обязательным является использование специализированных станков и машин. Если говорить о шлифовальных устройствах, то существует несколько разновидностей оборудования:
- круглошлифовальные;
- внутришлифовальные;
- обдирочно-шлифовальные;
- специальные шлицешлифовальные;
- плоскошлифовальные станки с круглым или плоским столом;
- притирочные;
- полировальные.
Помимо автоматического процесса шлифования, возможно осуществление данной работы и ручным методом. Для этого вам нужно использовать электрические шлифовальные машины, дрели или приспособления для ручной обработки (в некоторых случаях актуальным является использование таких устройств, как шуруповерт или болгарка). А также для осуществления шлифовки вам может понадобиться такой инструментарий, как абразивные круги, ленты, полотна, различные напильники и надфили.
Помимо этого, основу любого шлифовального устройства составляет абразивный материал. По сути, абразив – это материал, который состоит из зерен, скрепленных специально предназначенным клеем. Описанные выше зерна могут иметь самый разный размер, от которого будет зависеть точность выполняемых вами работ. Зачастую устройства с абразивной частью имеют форму круга или вала, ленты или листов. Чаще всего в качестве абразивного материала используют каменную крошку из природного или искусственного камня.


2 Режимы шлифования – как не прогадать со скоростью?
На выбор режима влияют несколько факторов: шероховатость поверхности после обработки, заданная точность, характеристики шлифовального круга (количество зерен, связка, глубина врезания) и мощность главного привода шлифмашины.
При обработке периферией шлифкруга учитывают следующие показатели режима резания: скорость круга, глубина резания, скорость перемещения самой детали, возможности поперечной подачи. Скорость круга – параметр, который зависит только от возможностей станка и диаметра самого круга, измеряется в метрах в секунду. При обработке скорость круга остается стабильной. Как правило, на станок устанавливают круг максимально возможного диаметра, допустимого для агрегата, а также задают наибольшее число оборотов шпинделя.

Черновую обработку выгодно выполнять на максимальной глубине резания, допускаемых параметрами зерна круга, детали и агрегата
При этом важно сохранить глубину резания не больше пяти сотых поперечного размера зерна. То есть с кругом зернистостью 100 она должна быть менее 0, 05 мм. Если превысить рекомендуемую глубину резания для такого круга, то его поры быстро заполнятся отходами и круг придет в негодность
Если превысить рекомендуемую глубину резания для такого круга, то его поры быстро заполнятся отходами и круг придет в негодность.

При работе с нежесткими деталями и материалами, а также при появлении прижогов следует уменьшать глубину шлифования. Если же речь идет об отделочной обработке (так называемое “тонкое шлифование”), выбираются небольшие значения глубины – в этом случае существенно повышается точность и класс обработки. Чем тверже и прочнее материалы, тем меньше задают глубину при их обработке, поскольку с увеличением этого параметра увеличивается и затрачиваемая мощность.
Требуемое оборудование и химикаты
Механическое полирование может быть сухое и мокрое. Для сухого процесса используется ручной труд или шлифовальные машины (бормашины, точила). Абразивными материалами служат тряпки для полировки металла:
- тканые – для твердых сплавов;
- нетканые – для очень твердых сплавов;
- с ворсом – для конечной супер-полировки в течение минимального периода времени.

Эластичный круг для полировки
В промышленности используются так же абразивные ленты, щетки и эластичные круги, оснащенные тканью или кожей. Работая вручную, пользуются деревянными брусками и палочками, на которых нанесена полировочная паста, содержащая оксид железа или хрома.
Мокрая механическая полировка проводится при помощи струи воды с абразивом или помещением в барабан или виброконтейнер.
В качестве абразивного вещества может быть использован:
- оксид хрома (чаще всего в составе пасты);
- карбид титана (для разных марок стали);
- карбид циркония (для нержавеющей стали);
- алмаз (для очень твердых сплавов);
- корунд;
- сурик.
Выбор насадки
Бетон, обладающий высокой прочностью и отличной абразивной стойкостью, невозможно разрезать насадками оснащенными корундом и соединениями карбида. Таким инструментом можно обрабатывать металлы и другие, более мягкие, чем бетон материалы. Для резки бетона применяют алмазную крошку, полученную искусственным путем, которая имеет очень высокую твердость.





Нанесенные по кромке закаленного диска слои из мелкого технического алмаза срабатываются последовательно одним за другим, что увеличивает срок службы алмазного диска. Существует несколько видов алмазных дисков для резки бетона:
- сплошной, где слой алмазной крошки непрерывно распределен по всей кромке;
- сегментированный, имеющий сплошное основание, но состоящую из отдельных сегментов кромку;
- турбо – алмазный диск (комбинированный) — по принципу работы схож с сегментным, но имеет более прочную усиленную алмазную кромку способную разрезать железобетон.
Диск алмазный турбо по армированному бетону Extra Max (230х22.2 мм.). Фото ВсеИнструменты.ру
Алмазная крошка крепится к сегментам, кромке диска, следующими основными способами.
- Пайка серебряным припоем. Такой способ крепления позволяет алмазному диску и болгарке эффективно работать при резке бетона технологией с применением мокрого способа (охлаждение водой).
- Лазерная сварка. Этот способ сварки позволяет качественно крепить самые мелкие частицы алмазного крошева. Алмазный диск после такой технологии образования режущей кромки применяется для сухого способа (без охлаждения водой) резки бетона.
Алмазный диск со сплошной кромкой лучше всего использовать на стационарном оборудовании, имеющем собственную систему водяного охлаждения.
Имеющиеся радиальные зазоры в сегментных дисках позволяют лучше отводить тепло из зоны резки, что делает возможным производить ими сухую резку. Образование алмазной кромки на сегментных кругах обычно производится лазерной сваркой, без связующего сплава типа серебряного припоя. Это ограничивает их применение для резки армированного бетона из-за возникновения жестких (без демпфирования) ударных нагрузок ведущих к поломке кромки.
Турбо – алмазные диски отличаются универсальностью в применении. Они используются в разных технологиях резки бетона, как в мокром способе, так и в сухом
Волнистая режущая кромка обеспечивает дополнительный отвод тепла из рабочей зоны, что важно для сухой резки. В отличие от сегментных турбо – алмазные диски обладают более мягкой резкой, что позволяет не так критично реагировать на арматуру в бетоне, получать режущую кромку без сколов
Характеристика и маркировка абразивного инструмента
В большинстве случаев при шлифовании металла применяется абразивный инструмент. Он представлен сочетанием большого количества зерен, которые связаны между собой специальной смазкой. Круг характеризуется следующими свойствами:
- Формой. Рабочая часть может изменяться в зависимости от того, какого рода поверхность будет обрабатываться.
- Размеры. Абразивный круг выбирается также по размерам в зависимости от габаритов обрабатываемой поверхности.
- Тип применяемого материала при изготовлении. Крошка может быть изготавливаться из крошки различной твердости. Большей устойчивостью к истиранию характеризуется алмазная крошка.
- Размер зерна. Для чистового шлифования металла выбирается круг с наименьшим размером зерна. Однако, с уменьшением зернистости увеличивается требуемое время для завершения обработки.
- Твердость поверхности. Этот параметр один из основных, указывается при маркировке.
- Размер посадочного отверстия. Он учитывается при подборе круга под характеристики станка.
Маркировка круга применяется для того, чтобы указать тип используемого материала при изготовлении. Электрокорунд – корунд искусственного происхождения на основе оксида алюминия. В продажу поступает несколько разновидностей круга:
- Нормальные 14А и 15А, 16А.
- Белый 22А, 23А и 24А.
- Хромистые 32А и 33А.
- Сферокорунд ЭС.
Могут применяться и карбид кремния. В продажу поступают два типа марок: черный и зеленый. Карбид бора маркируется буквами КБ. В последнее время наиболее востребованы варианты исполнения из синтетического алмаза, маркируются они АСР и АСО, АРВ и АРК.






