Разновидности шлифовки
Шлифовка с помощью круглошлифовального станка может осуществляться тремя основными методами — врезание, обработка уступами, продольный рабочий ход. Каждая из методик имеет несколько дополнительных модификаций, поэтому фактических сценариев обработки намного больше.
Основные методики обработки
- Шлифование продольным ходом. Заготовка устанавливается в специальные пазы, которые во время работы совершают вращательные движения. Пазы передвигаются с небольшой скоростью вдоль (скорость регулируются вручную или с помощью ЧПУ). Это приводит к двум эффектам во время работы — деталь не только вращается, но и перемещается вдоль своей оси. Также включается полирующий круг, который выполняет шлифовку. За счет продольного хода деталь обрабатывается по всей своей площади, что упрощает ее обработку. Оптимальная глубина — 0,05-0,1 мм.
- Глубинное продольное шлифование. Этот способ повторяют предыдущую технологию с одним небольшим отличием — во время работы глубина составляет от 0,1 до 0,4 миллиметров. Это позволяет не только зачищать поверхность, но и срезать ненужный слой металла с заготовки. Глубинная обработка ускоряет зачистку, однако она не подходит для работы с мягкими металлическими сплавами (латунь, бронза, алюминий и другие).
- Двойная продольная шлифовка. На станочное оборудование устанавливается два обрабатывающих диска, а сама обработка выполняется методом продольного хода. Первый диск обладает более крупным зерном в сравнении со вторым. Между дисками может устанавливаться небольшая прокладка, которая позволяет упростить процедуру обработки. Смысл подобной системы такой: деталь проходит зачистку на первом диске, где происходит срезание ненужного слоя металла. Потом она поступает на второй диск, где выполняется ее полировка и финальная зачистка.
- Врезное шлифование. Металлическая заготовка монтируется в пазы, которые совершают вращательные движения во время работы. Пазы являются статическими (то есть деталь не совершает продольных движений). Для обработки применяется широкое колесо-диск, которое по длине гораздо больше самой заготовки. Зачистка выполняется так: деталь подносится к вращающемуся колесу, что приводит к шлифовке заготовки по всей ее длине. Технология подходит для обработки фасонных или одинаковых деталей и сплошных листов, у которых отсутствуют небольшие выемки или углубления.
- Шлифование уступами. Методика представляет собой комбинацию продольной и врезной технологии шлифовки. Шлифовка уступами применяется для зачистки длинных грубых деталей, которые проблематично обработать с помощью только одной из стандартных технологий шлифовки. Механика процесса выглядит так. Деталь монтируется в специальные углубления, которые вращают ее и перемещают ее в горизонтальном направлении. Для самой обработки используется один или несколько шлифовальных дисков. Во время проходки обрабатывается один из участков детали методом врезного шлифования. Потом выполняется продольный ход, что позволяет обработать уже другую часть заготовки. При необходимости выполняется остановка станка и замена абразивного диска (при работе с пазами, углублениями, отверстиями).

Обдирочное и чистовое шлифование
При обдирочном шлифовании с поверхности металла срезается слой определенной толщины. Главная цель обдирочной обработки — это уменьшение размеров детали (по отдельному фрагменту или по всей площади).
Во время чистовой обработки выполняется полировка, а также удаление дефектов (заусеницы, трещины, острые углы). Обдирочная и чистовая шлифовка может выполняться как на разных, так и на одном станке.
Универсальный круглошлифовальный станок выполняет двойную шлифовку — первый диск снимает лишний слой металла, а второй слой выполняет финальную полировку.
Назначение станка по металлу 3М151В
Наружнее шлифование гладких и прерывистых цилиндрических и пологих конических поверхностей методами продольного и врезного шлифования
Технические характеристики станка 3М151В
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок круглошлифовальный 3М151В по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 3М151В производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию — Станок круглошлифовальный 3М151В составляет:
- новые станки — 12 мес.,
- после капитального ремонта — 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок круглошлифовальный 3М151В звоните по телефонам:
в Москве +7 (499) 372-31-73 в Санкт-Петербурге +7 (812) 245-28-87 в Минске +375 (17) 246-40-09 в Екатеринбурге +7 (343) 289-16-76 в Новосибирске +7 (383) 284-08-84 в Челябинске +7 (351) 951-00-26 в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78 в Самаре +7 (846) 201-07-64 в Перми +7 (342) 207-43-05 в Ростове-на-Дону +7 (863) 310-03-86 в Воронеже +7 (473) 202-33-64 в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок круглошлифовальный 3М151В звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
3У131 станок круглошлифовальный универсальный полуавтомат. Назначение и область применения
Разработчик круглошлифовального станка 3У131 Опытно-конструктМоскваое бюро шлифовальных станков (ОКБ ШС), Харьковского станкостроительного завода им. С. В. Косиора, основанного в 1936 году.
Шлифовальный станок 3У131 предназначен для наружного и внутреннего шлифования цилиндрических и конических поверхностей, а также плоских фланцевых поверхностей изделий в условиях единичного и мелкосерийного производства.
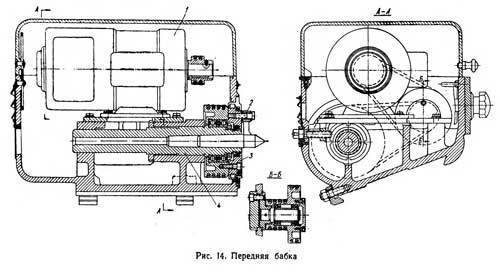
Шлифование на станках 3У131 может производиться в неподвижных центрах или патроне. Верхняя часть стола, шлифовальная и передняя бабки станков выполнены поворотными.
Принцип работы и особенности конструкции станка
Гидравлический привод продольного перемещения стола обеспечивает плавное регулирование скорости перемещения и изменение величины задержек в крайних положениях стола. Имеется механизм ручного перемещения стола.
Шпиндель шлифовальной бабки смонтирован в самоустанавливающихся гидродинамических подшипниках, которые обеспечивают устойчивое положение шпинделя при больших нагрузках.
Шлифовальная бабка перемещается на роликовых направляющих. В механизме подач шлифовального круга применена винтовая пара качения, что обеспечивает высокую точность подачи.
Станки 3У131 комплектуются механизмом балансировки шлифовального круга на ходу и прибором для замера величины вибрации.
Обработка изделия на станках может проводиться продольным шлифованием с ручной или автоматической подачей круга при реверсах стола или врезным шлифованием с ручной подачей круга. Обеспечивается высокая точность и чистота обработки.






Станки комплектуются скоростными точными внутришлифовальными шпинделями.
Резервуары для масла и охлаждающей жидкости вынесены за пределы станины для устранения тепловых деформаций. Обеспечивается очистка масла и охлаждающей жидкости.Надежная блокировка исключает включение приводов вращения шпинделя шлифовального круга и перемещения стола при отсутствии смазки, а также отвод пиноли задней бабки при подведенной шлифовальной бабке.
Станки удобны в управлении и обслуживании. Пуск перемещения стола, включение вращения охлаждения изделия и быстрый подвод шлифовального круга к изделию производится одной рукояткой. Отвод пиноли задней бабки осуществляется от гидравлики с помощью педали.
Станки комплектуются навесными индикаторными скобами для замера шлифуемого диаметра изделия.
Высокая жесткость станков, достаточные размеры шлифовального круга и мощный привод обеспечивают высокую производительность.
Шпиндель передней бабки неподвижный. Изделие приводится во вращение электродвигателем постоянного тока через клиноременные передачи, что дает возможность бесступенчато регулировать вращение изделия.
Шпиндель шлифовальной бабки установлен и двух подшипниках скольжения специальной конструкции с принудительной проточной смазкой. Корпус шлифовальной бабки смонтирован на роликовых направляющих.
Алмазная правка шлифовального круга производится прибором правки, установленным на задней бабке, или прибором для автоматической правки, поставляемым по особому заказу за отдельную плату.
Класс точности станков по ГОСТ 11654—65:
- модель ЗУ131 – П
- модель ЗУ131В – В
Шероховатость обработанной поверхности по ГОСТ 2789—59 на станке модели ЗУ131:
- наружная поверхность – V10
- внутренняя поверхность – V 9
- торцевая поверхность – V 8
Шероховатость обработанной поверхности по ГОСТ 2789—59 на станке модели ЗУ131В:
- наружная поверхность – V11
- внутренняя поверхность – V10
- торцевая поверхность – V9
Технические характеристики круглошлифовального универсального станка 3у131
Разработчик – Харьковское конструктМоскваое бюро шлифовальных станков ОКБ ШС.
Изготовитель – Лубенский станкостроительный завод.
Основные параметры станка – в соответствии с ГОСТ 11654-90 Станки круглошлифовальные. Основные параметры и размеры. Нормы точности.
- Наибольший диаметр обрабатываемой заготовки – Ø 280, мм
- Наибольшая длина обрабатываемой заготовки – 710 мм
- Высота центров – 185 мм
- Максимальная масса заготовки – 55 кг
- Размеры шлифовального круга – 450..600 х 305 х 50 мм
- Мощность электродвигателя – 5,5 кВт
- Вес станка полный – 6,2 т
Модификации круглошлифовального станка 3У131
- 3у131 – базовая модель, наибольший размер изделия Ø 280 × 710 мм, класс точности П по ГОСТ 11654—65;
- 3у132 – наибольший размер изделия Ø 280 × 1000 мм, класс точности П по ГОСТ 11654—65;
- 3у133 – наибольший размер изделия Ø 280 × 1400 мм, класс точности П по ГОСТ 11654—65;
- 3у131в, 3у132в, 3у133в – класс точности В по ГОСТ 11654—65;
- 3у131вм, 3у132вм, 3у133вм – класс точности В по ГОСТ 11654—65;
Станки могут быть применены в условиях мелкосерийного, серийного и крупносерийного производства.
Ключевые особенности
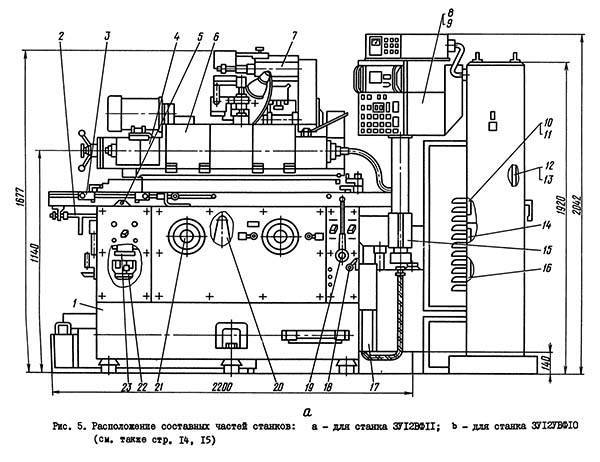
Существует довольно много различных вариантов исполнения круглошлифовальных станков, которые позволяют проводить обработку цилиндрических и конических поверхностей. Вариант исполнения с шлифовальной бабкой 3м151 используется довольно часто, в паспорте указаны все важные технические характеристики, а также в схеме указываются важные моменты расположения элементов конструкции.
Круглошлифовальный станок модели 3м151 используются для обработки наружной цилиндрической поверхности. Зачастую обработке на станке 3м151 подвергают изделия типа вал. При этом также могут подвергать обработке конические заготовки при смещении шлифовальной бабки. Паспорт станка содержит информацию о том, какой конусности может быть поверхность. Стоит отметить, что круглошлифовальный станок модели 3м151 имеет повышенную точность. При его использовании можно осуществлять следующие типы работ:
- схема конструкции обуславливает возможность проведения продольного и поперечного шлифования при использовании ручной подачи. в паспорте указывается максимальная продольная и поперечная ручная подача;
- модель 3м151 может использоваться для врезного и продольного шлифования при полуавтоматическом цикле работы;
- некоторые варианты исполнения имеют систему ввода программы обработки заготовки, работа проводится в автоматическом режиме.
Производство модели 3м151 началось в прошлом тысячелетии. Информация с паспорта и схемы определяет возможность использования модели 3м151 в мелкосерийном, серийном и крупносерийном производстве. За многие годы использования оборудования было отмечено то, что установленная шлифовальная бабка позволяет проводить снятие металла с конической поверхности с большой точностью.
1 Станок круглошлифовальный 3М151 – характеристики, общее описание
Агрегат предназначен для использования в условиях серийного, единичного и крупносерийного производства. Он позволяет осуществлять:
- врезное и продольное шлифование металла (изделий из него) в полуавтоматическом режиме до упора, а также с контролирующим устройством диаметрального параметра детали;
- врезное и продольное шлифование при ручном режиме;
- наружное шлифование конических и цилиндрических поверхностей заготовок.
На станке могут обрабатываться изделия с:
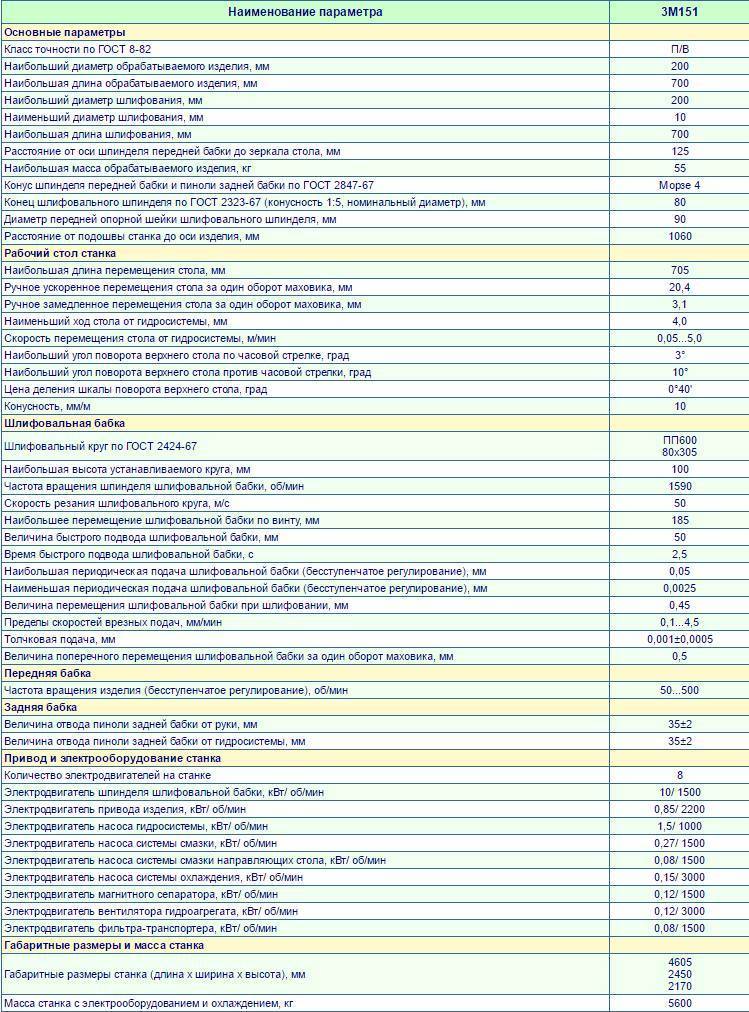
- максимальным сечением шлифования 200 мм;
- максимальной длиной 700 мм;
- массой до 55 кг.

Другие важные технические параметры установки:
- дистанция от оси детали до подошвы агрегата – 1060 мм;
- дистанция от зеркала до оси шпинделя – 125 мм;
- сечение опорной (передней) шлейки шпинделя – 90 мм;
- конусность стола – 10 мм/м;
- угол поворота (максимально допустимый) стола – 10° (по часовой стрелке), 3° (против часовой стрелки);
- деление шкалы поворота рабочей поверхности – 0°40′;
- скорость движения стола от гидравлического механизма – 0,05–5 м/мин;
- ручное перемещение стола: 3,1 мм (замедленное), 20,4 мм (ускоренное);
- длина передвижения рабочей поверхности – 705 мм;
- шлифовальная бабка: скорость резки круга – 50 м/с, допустимая его высота – 100 мм; толчковая подача – 0,001±0,0005; вращение шпинделя (частота) – 1590 об/мин; подача (периодическая) бабки – 0,025 мм (минимум), 0,05 мм (максимум); передвижение по винту – 185 мм (наибольшее значение).

На станке смонтировано восемь двигателей, от коих работает:
- шпиндель – скорость электродвигателя – 1500 об/мин, мощность – 10 кВт;
- насос смазочной системы направляющих стола – 1500 об/мин, 0,08 кВт;
- привод изделия – 2200 об/мин, 0,85 кВт;
- фильтр-транспортер – 1500 об/мин, 0,08 кВт;
- насос гидравлической системы – 1000 об/мин, 1,5 кВт;
- магнитный сепаратор – 1500 об/мин, 0,12 кВт;
- система смазки – 1500 об/мин, 0,27 кВт;
- вентилятор гидроустановки – 3000 об/мин, 0,12 кВт.
Общий вес установки с охлаждающей системой и комплексом электрического оборудования составляет 5600 кг при размерах 2170х2450х4605 мм (высота, ширина, длина).
НЕТ КОММЕНТАРИЕВ
Оставьте комментарий, отзыв о работе, жалобу (только конкретная критика) или просто поблагодарите автора.
Не открывается архив или чертеж? Прочитайте, перед тем как писать комментарий.
Пожалуйста, войдите, чтобы добавить комментарии.
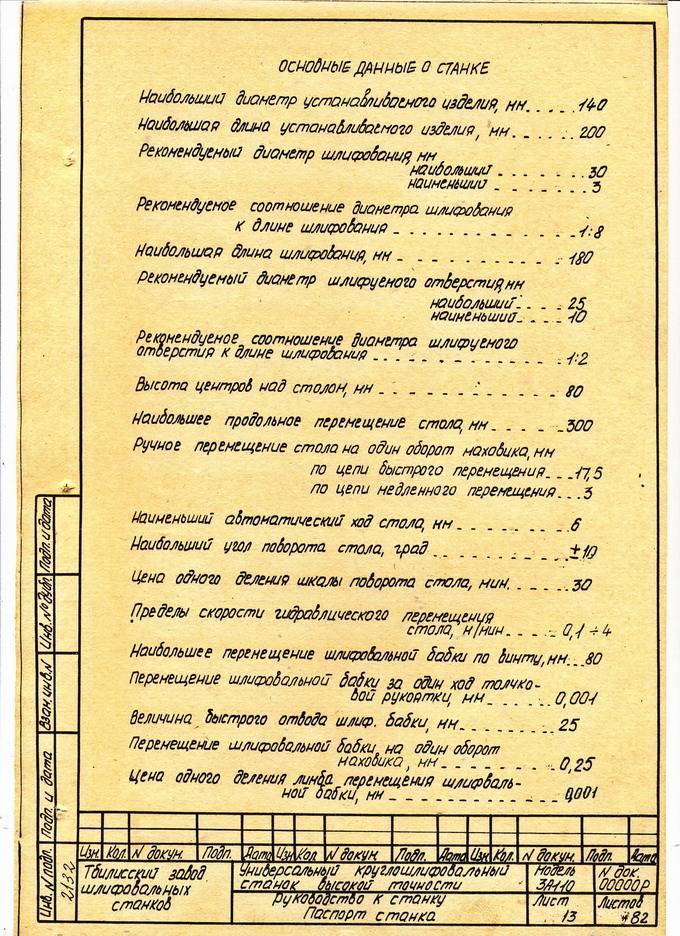
9.7 Круглошлифовальный станок модели 3Б151
Наибольшие размеры устанавливаемого изделия, мм:
Наибольшие размеры шлифования, мм
Конус Морзе центра бабки:
Размер шлифовального круга (наружный диаметр × высота × диаметр отверстия), мм:
Мощность электродвигателей, кВт:
привода шлифовального круга
Габариты станка, мм:
9.8 Универсально – заточной станок модели 3Д642Е
Наибольшие размеры обрабатываемой заготовки, устанавливаемой в центрах:
Угол поворота стола в горизонтальной плоскости стола, 0
Перемещение шлифовальной бабки:
Похожие работы
. требований техники безопасности; Выбор вспомогательных устройств осуществляется в зависимости от типа, формы, массы, материала и размеров деталей, технологических схем оборудования и серийности производства. Для обработки деталей типа тел вращения применяются токарно-винторезные станки. При автоматизации производства необходимо применение станков с ЧПУ, поэтому для обеспечения данного условия .





. В СФЕРЕ ПОДГОТОВКИ ПРОИЗВОДСТВА. Экономия от снижения себестоимости проектирования определяется по формуле: Э’ = (C1 — C2) * А2, где C1 — себестоимость проектирования элемента конструкции или разработки одного технологического процесса при существующем способе проектирования, руб.; С2 — себестоимость проектирования элемента конструкции или разработки одного технологического процесса при .
. расчеты показали, что существенные различия длительности сборочно-сварочных операций на отдельных РТК делают нецелесообразным создание автоматической линии сварки барабана с единой системой управления. Поэтому решено было организовать роботизированный технологический участок, объединив отдельные РТК общей механизированной транспортной системой с накопителями между ними. Для левого и правого .

. автооператора строго синхронизировано с работой обслуживаемого оборудования. Автооп-ры могут иметь механические, магнитные, электромагнитные, вакуумные захватные устройства. 11. Транспортно – складские системы автоматизированного производства. Требования, основные виды и примеры исполнений Транспортные устройства автоматизир-ных систем предназначены для перемещения деталей с позиции на позицию .
4.2. КОНСТРУКЦИЯ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА ЗМ151
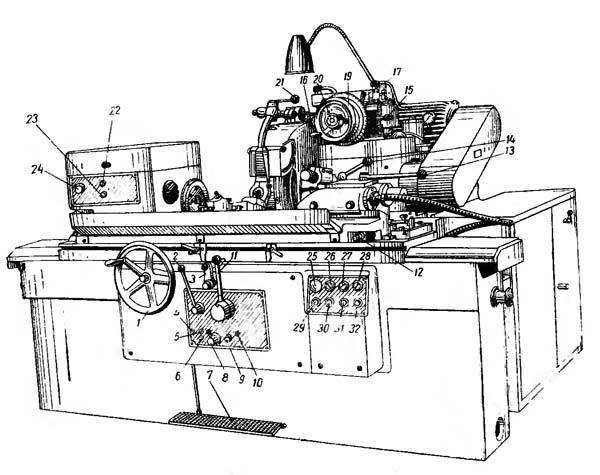
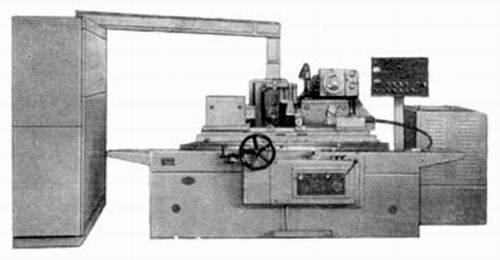
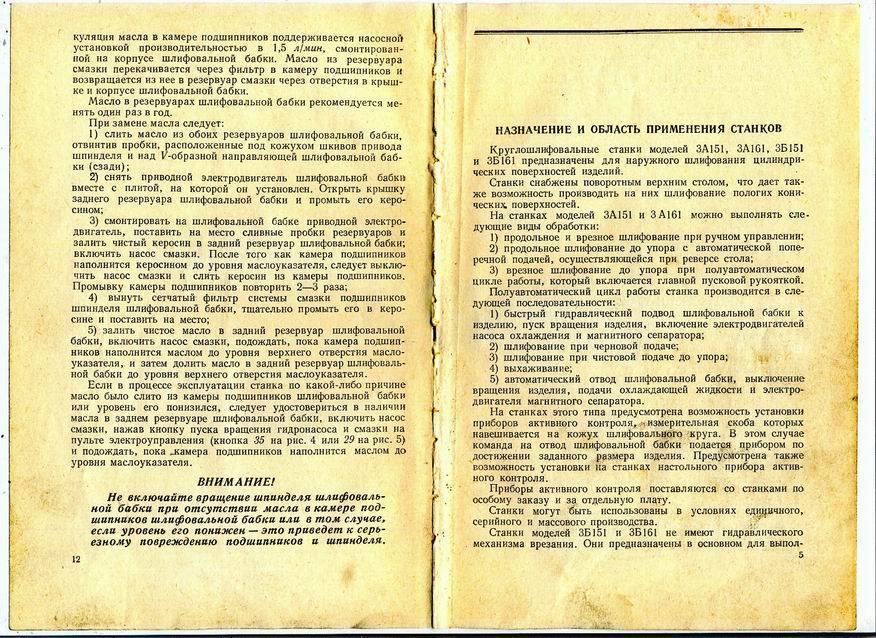
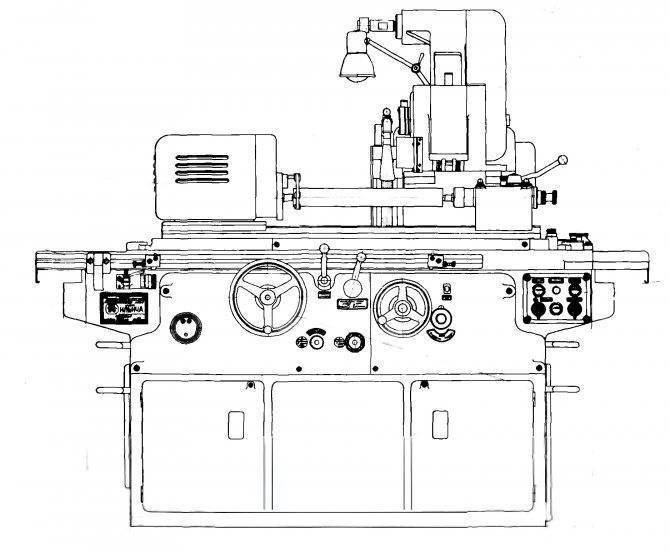
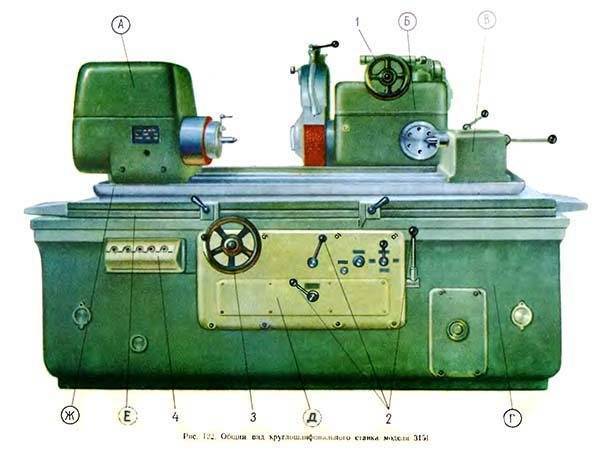
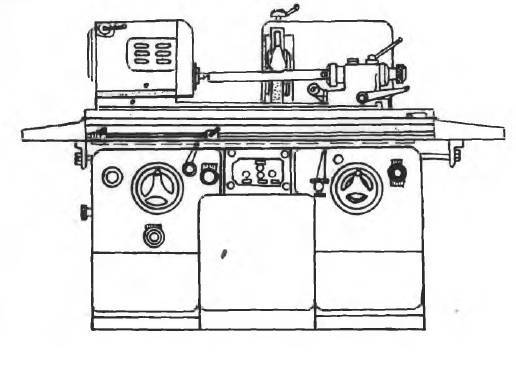
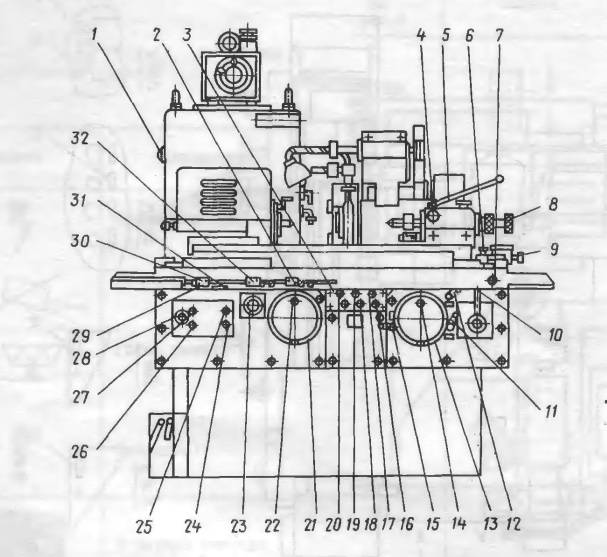
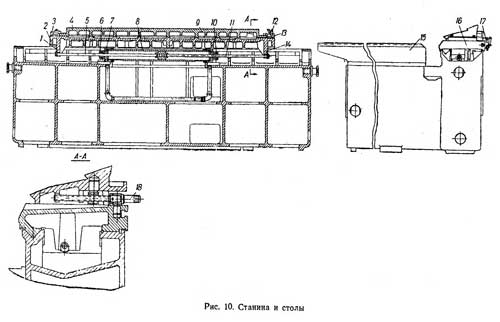
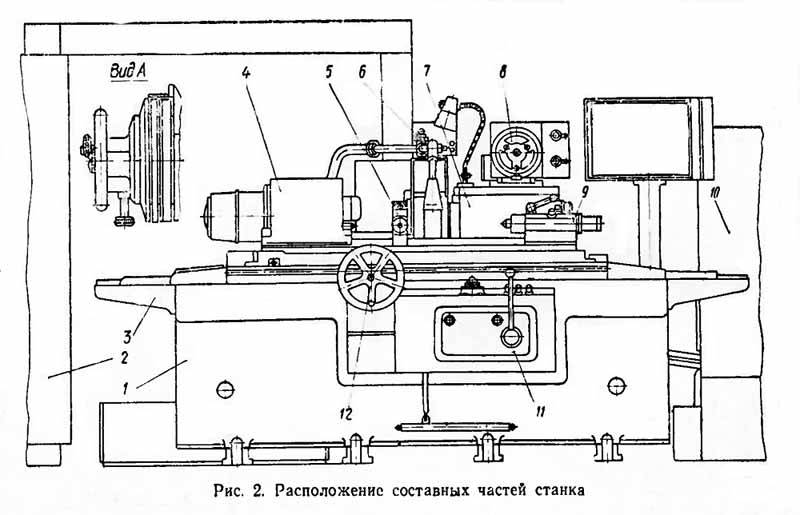
Общий вид круглошлифовального станка модели ЗМ151 с обозначением его основных узлов показан на рисунке 4.1.
Станок состоит из следующих основных узлов: станины 6, шлифовальной бабки 3, стола 2, передней бабки 1, задней бабки 5. Станина 6 служит для установки и крепления всех узлов и механизмов станка, а также его органов управления. Внутренние полости станины используются для размещения гидропривода и в качестве резервуара для масла. В верхней части станины 6 находятся шлифованные с высокой точностью направляющие, по которым перемещается стол 2 станка. Движение стола — возвратно-поступательное, осуществляется гидроприводом станка. Стол 2 станка состоит из двух частей. Верхняя часть стола является поворотной (вокруг вертикальной оси), что позволяет настраивать станок на угол шлифуемого конуса.
При обработке цилиндрических заготовок ось центров передней 1 и задней 5 бабок параллельна направляющим
Общий вид круглошлифовального станка модели ЗМ151:
1 — передняя бабка; 2 — стол; 3 — шлифовальная бабка; 4 — механизм поперечного перемещения шлифовальной бабки; 5 — задняя бабка; 6 — станина.
стола, а при шлифовании конических заготовок она расположена под углом, равным половине угла конусности детали.
На столе 2 станка установлены передняя 1 и задняя 5 бабки. Передняя бабка 1 сообщает заготовке вращение (круговую подачу) с требуемой скоростью. Изменение частоты вращения заготовки осуществляется бесступенча- то за счет регулируемого электродвигателя постоянного тока. При этом шпиндель передней бабки 1 неподвижен, а обрабатываемая заготовка получает вращение от поводка, закрепленного на планшайбе. Задняя бабка 5 служит для поддержания обрабатываемой заготовки.
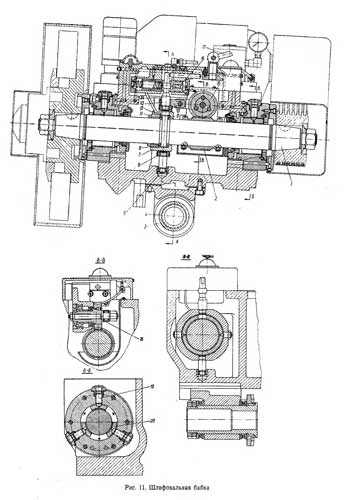
Шлифовальная бабка 3 осуществляет главное рабочее движение — вращение шпинделя с установленным и закрепленным шлифовальным кругом. Шпиндель шлифовальной бабки установлен в двух подшипниках скольжения специальной конструкции с принудительной проточной смазкой. Шпиндель приводится в движение от отдельного электродвигателя через клиноременную передачу. Шлифовальная бабка 3 перемещается по поперечным направляющим, смонтированным на станине. Механизм 4 поперечного перемещения и устройство для правки шлифовального круга расположены на корпусе шлифовальной бабки 3.
Станок оснащен гидроприводом, включающим в себя гидронасос, гидродвигатели, гидроцилиндры, бак для рабочей жидкости, гидроаппаратуру и соединительные трубопроводы. Гидропривод выполняет следующие основные функции:
- • продольное реверсивное перемещение стола с рабочей скоростью и регулируемое по скорости перемещение стола при отведенной шлифовальной бабке;
- • быстрый подвод и отвод шлифовальной бабки;
- • заданное перемещение шлифовальной бабки;
- • отвод пиноли задней бабки при отведенной шлифовальной бабке;
- • блокировку механизма ручного перемещения стола;
- • непрерывную подачу шлифовальной бабки до касания круга с заготовкой;
- • поперечные подачи шлифовальной бабки, непрерывные при шлифовании врезанием и периодические при продольном шлифовании;
- • автоматический отвод шлифовальной бабки после достижения заданного размера;
- • подачу алмазного карандаша устройства для правки круга;
- • подачу смазочного материала в подшипники шпинделя шлифовальной бабки, направляющих стола и опоры винта поперечных подач.
Большая жесткость конструкции несущей системы станка и мощный привод обеспечивают его высокую производительность.
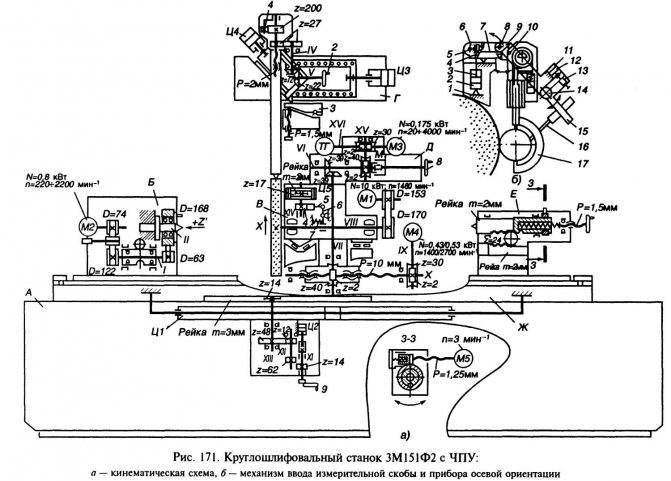
Применение системы числового программного управления — ЧПУ
На базе рассматриваемой модели проводится создание станка 3м151Ф2, который имеет программное управление. Бабки в этом случае перемещается под управлением заданной программы. Наличие программного управления не принесло больших изменений в конструкцию. Она состоит из следующих элементов:
- переднюю, заднюю, шлифовальную бабку;
- устройство, которое связано с перемещением стола;
- прибор правки;
- устройство, которое используется для управления элементами конструкции при работе в ручном режиме или при наладке системы.
Единственным отличием можно назвать наличие устройства, которое отвечает за ввод программы и ее корректировки. Также отличие заключается в типе механизмов поперечной и продольной подачи.
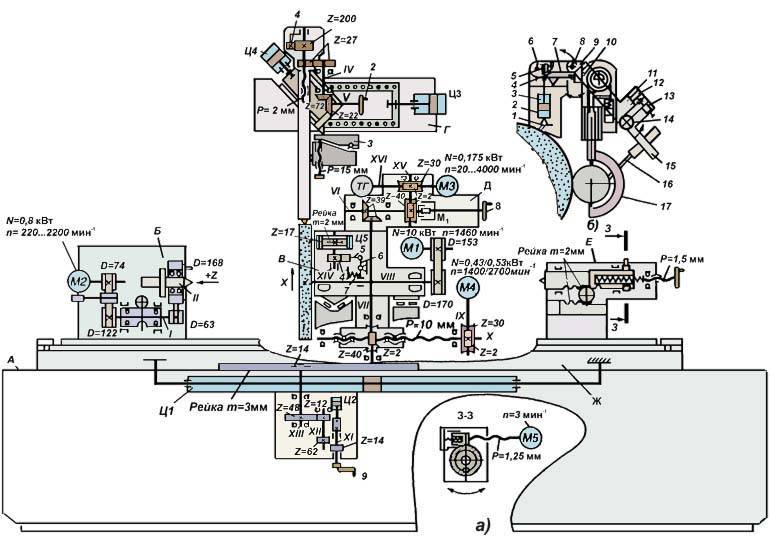
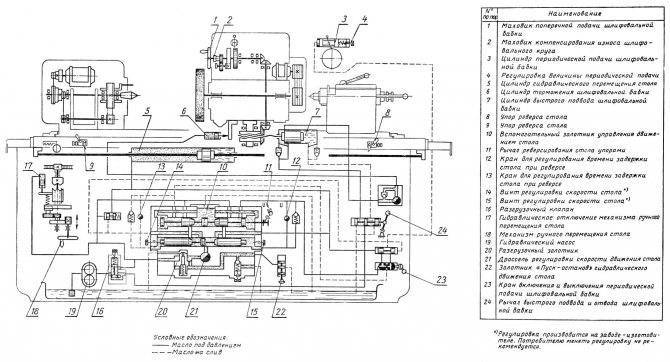
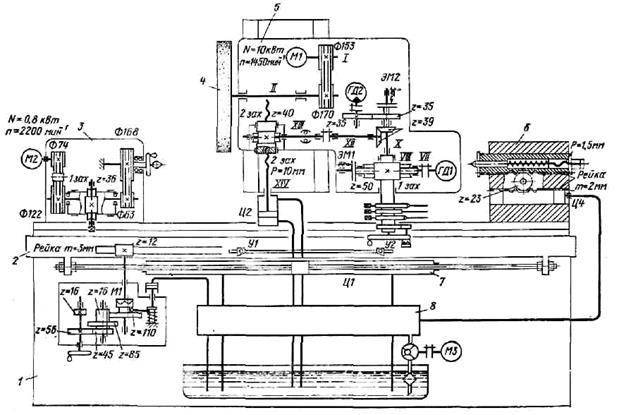
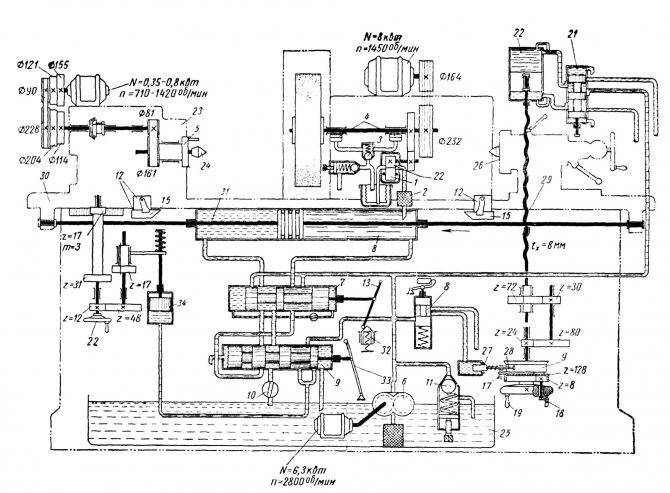
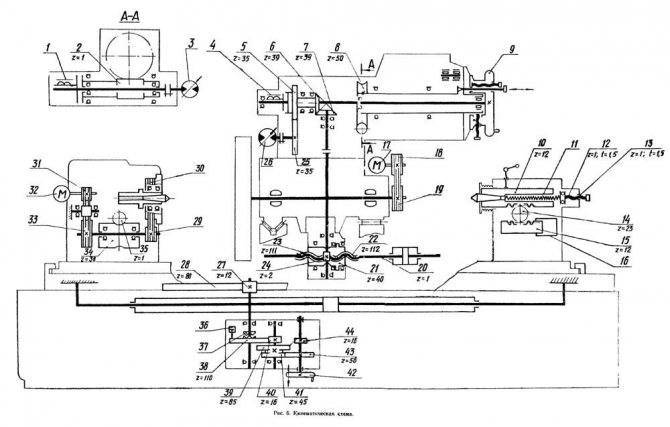
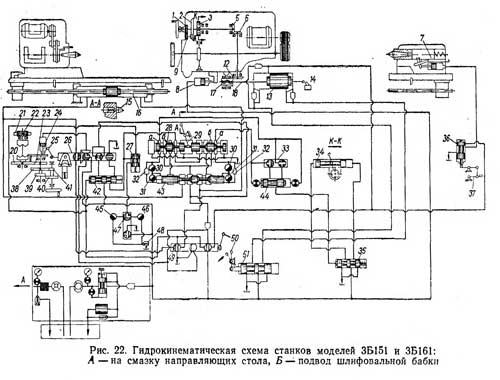
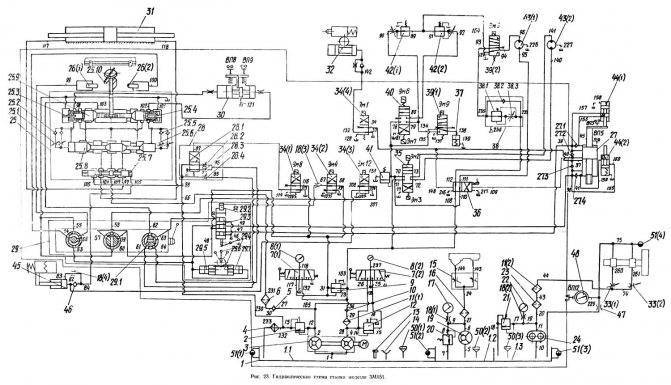
Гидравлическая схема Кинематическая схема Габариты рабочего пространства. Присоединительные и посадочные базы.
В заключение отметим, что 3м151 встречается довольно редко в продаже из-за появления современных вариантов исполнения. Старые технологии производства, которые использовались для создания оборудования, определяют малую надежность. При этом ремонтопригодность конструкции велика, но найти необходимые детали довольно сложно.
Техническая документация на оборудование
| Стоит всего лишь набрать номер модели станка (оборудования) и тут же найдется необходимый паспорт на техническое устройство: |
Друзья на все архивы (техническая документация) установлен пароль. Получить его бесплатно можно тут.

Назначение технического устройства.
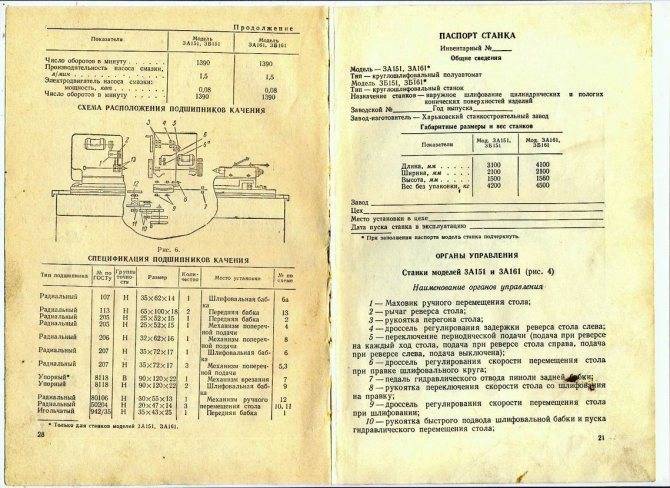
Круглошлифовальные полуавтоматы моделей 3М151, 3М151В, 3М152, 3М152В, 3М162, 3М163, 3М163В, 3М164 предназначены для наружного шлифования цилиндрических поверхностей изделий типа валов, а также конических поверхностей изделий с небольшой конусностью.
Технические характеристики.
Наибольший диаметр устанавливаемого изделия, мм – 200 (280 – для моделей 3М162, 3М163, 3М163В, 3М164)
Наибольшая длина устанавливаемого изделия, мм – 700 (для моделей 3М151, 3М151В); 1000 (для моделей 3М152, 3М152В, 3М162); 1400 (для моделей 3М163, 3М163В); 2000 (для моделей 3М164)
Наибольший диаметр шлифования, мм – 200 (280 – для моделей 3М162, 3М163, 3М163В, 3М164)
Рекомендуемые наименьший диаметр шлифования, мм – 10
Наибольшая длина шлифования, мм — 700 (для моделей 3М151, 3М151В); 1000 (для моделей 3М152, 3М152В, 3М162); 1400 (для моделей 3М163, 3М163В); 2000 (для моделей 3М164)
Высота центров над столом, мм — 125 (160 — для моделей ЭМ162, 3М163, 3М163В, 3М164)
Наибольшая масса устанавливаемого изделия при незажатой пиноли, кг – 55 (200 – для моделей 3М162, 3М163, 3М163В, 3М164)
Габаритные размеры, мм:
длина – 4605 (для моделей 3М151, 3М151В, 3М152, 3М152В); 5130 (для моделей 3М162); 5370 (для моделей 3М163, 3М163В); 6100 (для моделей 3М164)
ширина — 2450 (для моделей 3М151, 3М151В); 2970 (для моделей 3М152, 3М152В); 2930 (для моделей 3М162, 3М163, 3М163, 3М164)
высота — 2170 (для моделей 3М151, 3М151В, 3М152, 3М152В); 2070 (для моделей 3М162); 2170 (для моделей 3М163, 3М163,); 2200 (для моделей 3М164)
Масса станка с электрооборудованием, гидроагрегатом и установкой охлаждения, кг — 5600 (для моделей 3М151, 3М151В); 6100 (для моделей 3М152, 3М152В); 8100 (для моделей 3М162); 9220 (для моделей 3М163, 3М163,); 10778 (для моделей 3М164)

Круглошлифовальные виды станков
Эти станки предназначены для шлифовальной обработки деталей цилиндрической формы методом продольного и врезного шлифования. Круглошлифовальные станки имеют очень высокая точность обработки. Конструкция его представляет собой что-то среднее между токарным и шлифовальным станком. По сути он похож на точный токарный станок, где вместо резца шлифовальный круг.
У такого станка рабочий стол расположен в горизонтальном положении. Он предназначен для фиксации обрабатываемой металлической детали в центрах. Рядом расположен, так же горизонтально, шлифовальный круг. Такие станки бывают как с ЧПУ так и без.
Процесс обработки деталей на круглошлифовальном станке
Зафиксировать заготовку в центрах. Эту операцию как правило производят вручную;
Произвести настройку нужного положения шлифовальной бабки относительно детали;
Произвести старт вращательно-поступательного движения заготовки нажав на кнопку или рычаг станка;
Снятие станком верхнего припуска с заготовки с последующим смещением шлифовального круга на глубину следующего припуска.
Круглошлифовальный станок может выполнять операции как черновое и чистовое шлифование. Вид операции зависит от скорость вращения шлифовального круга и соответственно припуск на операцию.
Современные станки обладают рядом дополнений:
На одном шпинделе находится 2 или 3 шлифовальных круга. Это позволяет вести разную обработку без останова и замены инструмента. Смена шлифовального круга который будет сейчас обрабатывать происходит путем вращения “головы”.
Станок может иметь щуп для определения начального положения шлифования и проверки полученного размера детали после обработки.
Автоматическая балансировка шлифовального круга, что значительно упрощает наладку и делает процесс шлифования более точным.
Автоматическая правка при достижении определенной нагрузки на шпиндель. Крайне полезное приспособление как при чистовой так и при черновой обработке.
Основные технические характеристки круглошлифовального станка
Возможные максимально допустимые габариты, а также масса обрабатываемой детали;
Возможные диаметры обработки шлифованием, а именно максимальный и минимальный.
Параметры рабочего стола шлифовального станка:
Возможное смещение стола или максимальная длина обработки;
Возможная скорость быстрого хода;
Возможные углы поворота против и по часовой стрелке шпинделя шлифовального круга.
Методы круглошлифовальной обработки
-Продольная обработка
Сама заготовка базируется в центрах и при помощи привода передней бабки она начинает вращаться. В это время механизм подачи рабочего стола подает продольное перемещение заготовки относительно шлифовального круга.
-Глубинная шлифовальная обработка
Используется для шлифования коротких заготовок. За один проход может удалять весь припуск. При этом способе заготовка с помощью рабочего стола перемещается только в направлении шлифовального круга. Шлифование производится только торцом круга. Чем шире круг тем большую длину можно обработать этим методом. Уступами
Это разновидность глубинного шлифования разных поверхностей на разную глубину.
-Профильное
При этом процессе шлифования рабочий стол перемещается по двум координатам. Таким образом можно получить не очень плавные углы при переходе одной обработанной поверхности к другой. При использовании чпу возможно получение радиусов с незначительными ступеньками.
Электрооборудование круглошлифовального станка 3М194
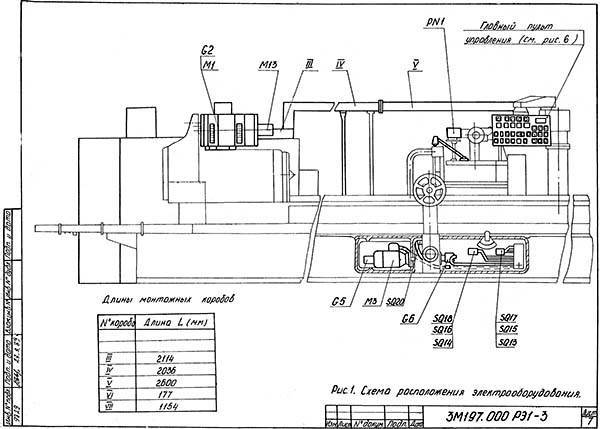
Размещение электрооборудования на станке 3М194
Общие сведения
Круглошлифовальные станки моделей 3М193, 3М194, 3М195, 3М196 и 3М197 предназначены для наружного шлифования цилиндрических поверхностей изделий типа валов, а также конических поверхностей с небольшой конусностью.
Базовыми являются станки 3М197 и 3M194.
Станки моделей 3М195, 3М196 — модификация модели 3M197.
Станок модели 3М193 — модификация модели 3М194. Они отличаются от базовых моделей длиной устанавливаемого изделия.




Станок с электрооборудованием изготавливается в климатическом исполнении УХЛ4 по ГОСТ 15150-69. Станок может быть изготовлен и в климатическом исполнении Т4 со ГОСТ 15150-69.
Станок изготавливается с электрооборудованием для работы от сети трехфазного переменного тока частотой 50 Гц и напряжением 380 В.
По особому заказу станок может быть изготовлен с электрооборудованием на иную частоту и напряжение питающей сети.
Подключение станка к сети питания и защитного заземления рекомендуется производить проводами следующих (по меди) сечений:
- питающие напряжение 380-440 В — 50 мм2;
- питающие напряжение 220В — 90 мм2;
- заземление при 380-440 В — 25 мм2;
- заземление при 220 В — 50 мм2.
Питание силовых цепей электродвигателей постоянного тока Мl, М2, М3 осуществляется от преобразователей U1, U2, U3.
Питание цепей управления осуществляется:
- Напряжением переменного тока 110В от однофазного понижающего трансформатора (ТС2);
- напряжением постоянного тока 24В от источника выпрямленного напряжения.
Питание цепей сигнальных ламп местного освещения станка осуществляется переменным напряжением 24В от отдельной обмотки трансформатора ТС2.
Суммарная установленная мощность электрооборудования станка 60 кВт (для 3M193, 3M194 — 55,6 кВт).
Функциональное назначение, наименование и техническая характеристика элементов электрооборудования указаны на схеме электрической принципиальной (приложение I) и перечне элементов (приложение 2).
Электрооборудование установлено на станке и отдельно стоящих устройствах, входящих в состав станка.
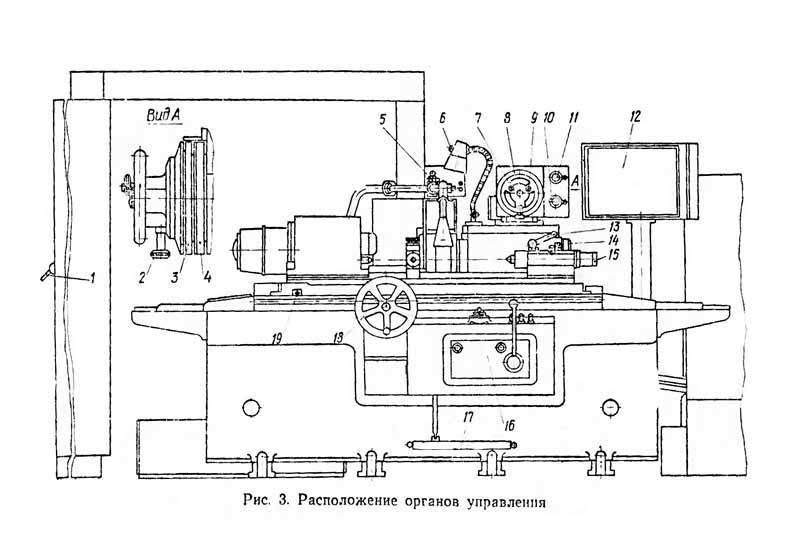
Расположение электрооборудования показано на рис. 1,2,3.
Шкаф управления расположен отдельно от станка. Расположение электрооборудования в шкафу показано в прилагаемой к нему технической документации.
На боковую стенку шкафа управления выведена рукоятка привода вводного выключателя QFI для подключения станка к сети переменного тока.
Для ввода проводов от сети, в боковой стенке монтажного короба предусмотрено отверстие.
Расположение шкафа и вводного отверстия доказано на рис. 2.
Привод механизмов станка осуществляется двигателями:
- М5, М6*, М7, М8, М9, М10*, М11, М12, M13, M14, М15** — трехфазные асинхронные двигатели с короткозамкнутым ротором;
- M1, M2, М3 — двигатели постоянного тока получающие питание от тиристорных преобразователей U1, U2, U3 соответственно.
Диапазон регулирования частоты вращения для электродвигателей:
- Ml — 170…1700 об/мин
- М2 — 530…1250 об/мин
- М3 — 20… 1500 об/мин
На сборочных единицах и устройствах станка установлены путевые выключатели SQI, SQ2, SQ3*, SQ4…SQ8, SQ11….SQ18, SQ20..SQ22, SP1, SP2, SP6.
Функциональное назначение и состояние выключателей в положениях механизмов станка приведено в таблице 3 на схеме электрической принципиальной (приложение I).
Органы электрического управления, информации и электроизмерительные приборы расположены на 4-х пультах.
Расположение их показано на рис. 6…9, а функциональное назначение приведено в разделе 8.
Для контроля уровня вибрации на станке установлен виброизмерительный прибор PN1.
На шлифовальной бабке станка установлен светильник местного освещения ЕL1.
Для централизованной смазки механизмов станка и управления некоторыми движениями станка применена комплектная станция гидропривода Г48-3М197.
Схема и описание работы прилагается в инструкции по эксплуатации устройства.
Особенности круглошлифовальных станков
Управление осуществляется вручную с помощью механических, гидравлических приводов. Также многие современные установки оснащены панелью числового программного управления (ЧПУ), которая позволяет автоматизировать большинство производственных процессов. Это не только упрощает задачу рабочего, но и благоприятно сказывается на качестве обработки.
Для допуска к установке (как с панелью ЧПУ, так и без нее) рабочий должен пройти соответствующее обучение. Также он должен пройти инструктирование относительно правил техники безопасности на рабочем месте
Во время работы человек должен соблюдать осторожность, чтобы не повредить деталь и не нанести вред своему здоровью. В зависимости от конструкции различают такие разновидности установок:
- Простой станок. На таких установках можно менять только угол наклона стола, на котором закреплена основная деталь, а шлифовальный диск имеет фиксированное положение. Это позволяет обрабатывать детали конусной формы с малым углом при вершине. Фиксированное расположение диска ухудшает универсальность системы, однако заметно снижает его стоимость. Поэтому в случае небольших производств (автомастерские, домашнее строительство) покупка простого станка может быть оправданным решением.
- Универсальный круглошлифовальный станок. На таких системах можно вращать как стол, так и обрабатывающий диск. Это позволяет шлифовать все виды деталей (плоские, конусные, торцевые, переменного диаметра), а также отдельные отверстия внутри заготовок. Универсальный круглошлифовальный станок обычно оснащается ЧПУ, что позволяет заметно увеличить качество обработки. Такие установки дороже простых систем, а обычно их применяют в промышленности (машиностроение, ремонт кораблей или самолетов, производство оружия).