

Инструменты, материалы и чертежи
Изготовление настольного токарного станка и его сборку выгоднее всего проводить с использованием серьезного оборудования. Доступ к фрезерному и сверлильному оборудованию позволяет избежать некоторых проблем. Если такого доступа нет, то остается использовать то, что есть под рукой. Не только токарные станки, но и другие сложные самоделки, изготавливаются с помощью ограниченного набора слесарного инструмента и электродрели. Конечно, ко всему этому должны быть приложены «прямые» руки.
Материалы для будущей конструкции выбирают из того, что есть под рукой, стараясь ограничить финансовые затраты. Востребованными окажутся металлический профиль для станины, детали из листового металла, узлы крепления подшипников шпинделя и ходовых винтов, крепежные изделия. Приобрести потребуется рельсовые направляющие, приводные винты, преобразователь частоты. Благо, сегодня существует множество фирм, предлагающих их поставку.
Возможных вариантов, как сделать мини токарный станок, существует множество. Для выбора конкретного решения следует четко определить, для чего будет использоваться станок, какие заготовки на нем будут точиться. Обработка стали требует иного подхода к проектированию, чем для мягкого исходного сырья. В техническое задание включаются габариты конечного изделия, максимальные параметры обрабатываемых заготовок, доступные ресурсы, способы транспортировки станка и иные необходимые пожелания. Проанализировав все пожелания, выполняют чертежи самодельного токарного станка.
Чертеж для сборки станка
Необходимая детализация разрабатывается под имеющиеся комплектующие и возможности. Если этот этап кажется затруднительным, готовые чертежи на токарные станки находятся в свободном доступе.
Параметры токарного станка для гаража
При выборе токарного станка для гаража следует обратить внимание на его параметры. Чтобы оборудование полностью соответствовало требованиям, следует обратить внимание на основные критерии выбора:. Чтобы оборудование полностью соответствовало требованиям, следует обратить внимание на основные критерии выбора:
Чтобы оборудование полностью соответствовало требованиям, следует обратить внимание на основные критерии выбора:
Вес и размер станка.Здесь следует отталкиваться от возможностей гаражного помещения.
Удобство подключения.Оно может быть однофазным или трёхфазным. Поскольку чаще всего в гаражах первый тип питания 220 В, то этот пункт следует учитывать. Делать отдельную проводку на 380 В для трёхфазного подключения специально для станка вряд ли есть смысл. В некоторых случаях есть возможность адаптации станочного агрегата для подключения к трёхфазной сети.
Детали агрегата.Этот пункт особенно важен
Следует обратить внимание на составляющие станка, особенно станину и суппорт. Они должны быть выполнены из твёрдых сплавов металла
Мощность.У мини-агрегатов обычно показатель мощности не превышает 2,25 кВт
Существуют и так называемые маломощные оборудования, имеющие привод мощностью 0,15 к Вт. Стоит отметить, что последние не подойдут для обработки крупных деталей из прочных материалов. Для изготовления гаек и шайб вполне достаточно мощности до 1 кВт.
Оснащение.Выбирая гаражный станок стоит ориентироваться на его специализацию. Купив узкоспециализированный аппарат можно совершить ошибку. В зависимости от потребностей лучше купить сразу станок с необходимым оснащением в комплекте либо приобрести базовую комплектацию и, при необходимости, оснащать устройство дополнительными функциями. Второй вариант окажется более экономичным, поскольку докупать приспособления можно по мере возможности.
Частоту вращения.Данный фактор зависит от металлов, которые предстоит обрабатывать. Лучше выбирать оборудование с широким диапазоном регулировок скорости вращения, это даст владельцу больше возможностей.
https://youtube.com/watch?v=w0t0yhDGyOg
Мини станки
Токарные аппараты, которых можно отнести к настольным, имеют массу от 15 кг и до 200 кг. Для гаражного использования отлично подойдут мини станки весом не более 50 кг. Их удастся легко установить и, при необходимости, перемещать.
Не стоит выбирать самые лёгкие и маленькие агрегаты для гаража, поскольку они могут оказаться неустойчивыми и давать вибрацию при работе с деталями, что, в свою очередь, отразится на точности работы.
Напольные варианты
Напольные токарные станки позволяют обрабатывать большегабаритные заготовки и гарантируют высокую точность изготовления деталей. Однако такого рода оборудование имеет весомый недостаток – большой размер и вес. В связи с этим его использование в гараже не всегда будет удобным и вообще возможным.
Для домашнего использования производители предлагают настольные станки, с помощью которых удастся выполнить практически все виды токарных работ, предлагаемых напольным агрегатом. Основная разница лишь в размере.
Выбирая токарный станок по металлу для гаража стоит обратить внимание на несколько факторов. В первую очередь важны габариты и вес оборудования. Для гаражного помещения отлично подойдут настольные агрегаты
Для гаражного помещения отлично подойдут настольные агрегаты.
Несмотря на небольшой вес они выступают в роли мини копии полноценной заводской модели и позволяют качественно выполнять необходимые работы. Единственное отличие – скорость обработки детали.




Также не стоит покупать самую маленькую модель, поскольку это может повлиять на устойчивость гаражного станка и даст вибрацию во время работы
При выборе следует обязательно обращать внимание на мощность агрегата, его функциональные возможности, материалы, составляющие, частоту вращения и тип подключения
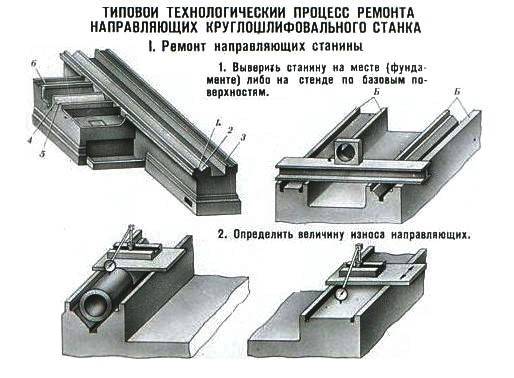
Ремонт станины
Несмотря на высокое качество материалов и точность изготовления, во время работы станина испытывает значительные нагрузки и неминуемо изнашивается. Наиболее заметны эти процессы на поверхности направляющих, теряющей свои геометрические и прочностные свойства.

Для восстановления рабочих свойств проводится периодический или внеплановый ремонт направляющих. Для выполнения операции шабрения со станка снимаются движущиеся части, а сама станина закрепляется на жестком массивном фундаменте. Далее операция проводится в следующей последовательности:
- проверяется линейность продольного и поперечного профиля с использованием рамного уровня;
- если отклонение превышает 0,02 мм на погонный метр, проводят шабрение одной из направляющих с применением линейки и краски для поверки;
- параллельно контролируется степень извернутости;
- после доведения отклонения до заданных значений переходят ко второй направляющей.
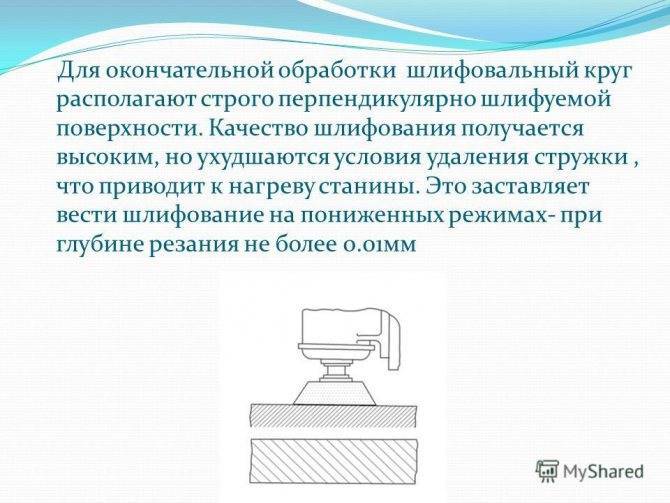
После шабрения проводят шлифовку поверхности.
Применяемый режущий инструмент
Сегодня на большинстве производственных и ремонтных предприятий применяются так называемые токарно-винторезные станки с числовым программным управлением (ЧПУ). Они обладают достаточной степенью универсальности, позволяют успешно решать большинство задач. При этом их размеры и стоимость относительно невелики. В последнее время все чаще можно встретить оборудование, оснащенное современными мощными компьютерными системами управления.
Что же касается режущего инструмента, то он отличается весьма широким разнообразием. Резцы, хотя и с большой долей условности, принято подразделять на несколько больших основных групп.
По форме:
- прямые;
- отогнутые;
- лезвия с оттянутой рабочей поверхностью.
Такие резцы могут иметь различную форму и калибр, а также могут быть правыми (двигающимися от задней бабки к передней) и левыми (перемещающимися в обратном направлении).
По назначению:
- проходные, предназначенные для обработки плоских торцевых участков;
- подрезные, обеспечивающие точение поверхностей, расположенных перпендикулярно оси вращения заготовки;
- фасонные, для получения заданного профиля детали;
- расточные для отверстий;
- резьбовые;
- отрезные;
- канавочные.
Резец тщательно подбирается в соответствии со сложностью работ, размером детали, поставленными задачами и сложностью обработки конкретной детали. Именно от выбора режущего инструмента зависит точность исполнения, скорость проведения обработки, скорость вращения шпинделя станка и многие другие аспекты. Какими бы ни были современные технологии, какие бы ни появлялись инновационные материалы, применяемые в различных отраслях и сферах, токарная обработка изделий из металла, дерева, пластика, композитов продолжает сохранять свое важнейшее значение при осуществлении самых разнообразных строительных, производственных или ремонтных процессов.
Требования к различным деталям и раньше достаточно строго регламентировались разнообразными ГОСТами, ТУ, другими нормативами и лекалами. В наши дни эти требования продолжают ужесточаться, как в плане сложности конфигурации и параметров, так и в части требований идеальной точности.
Нет никаких сомнений в том, что еще очень долгое время профессия токаря будет одной из самых востребованных в производственной сфере. А с учетом все более усложняющегося уровня оснащения специализированной техники, станков и оборудования, эта профессия будет требовать все более высокого уровня квалификации работников, глубоких теоретических знаний и богатого практического опыта.
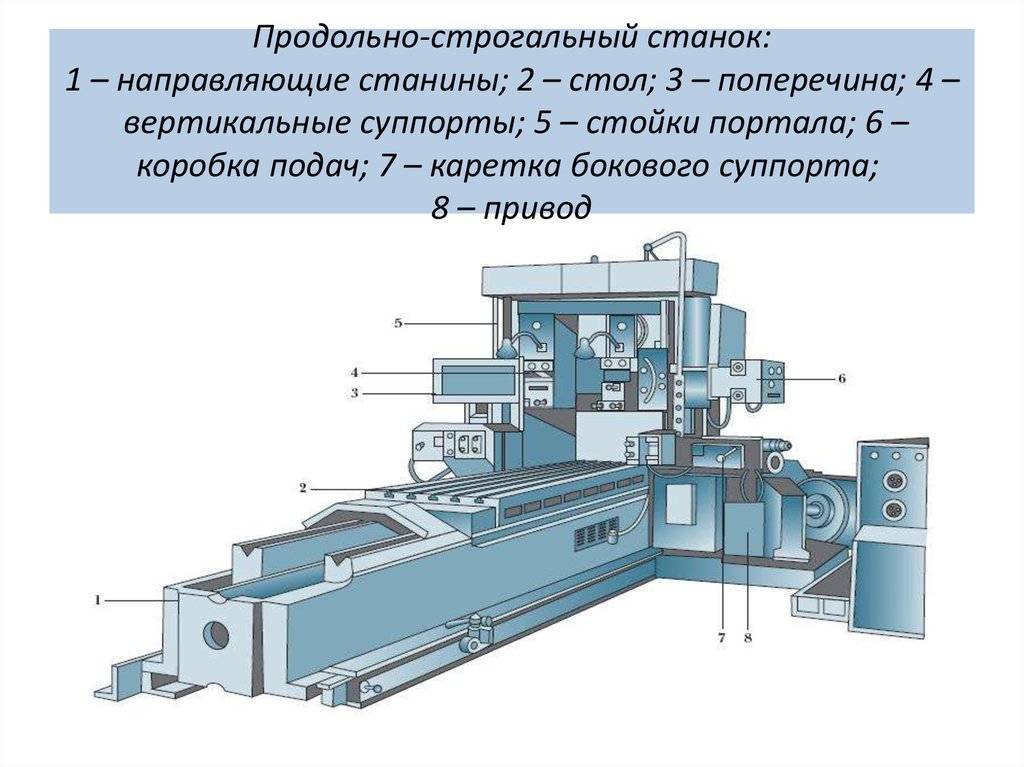
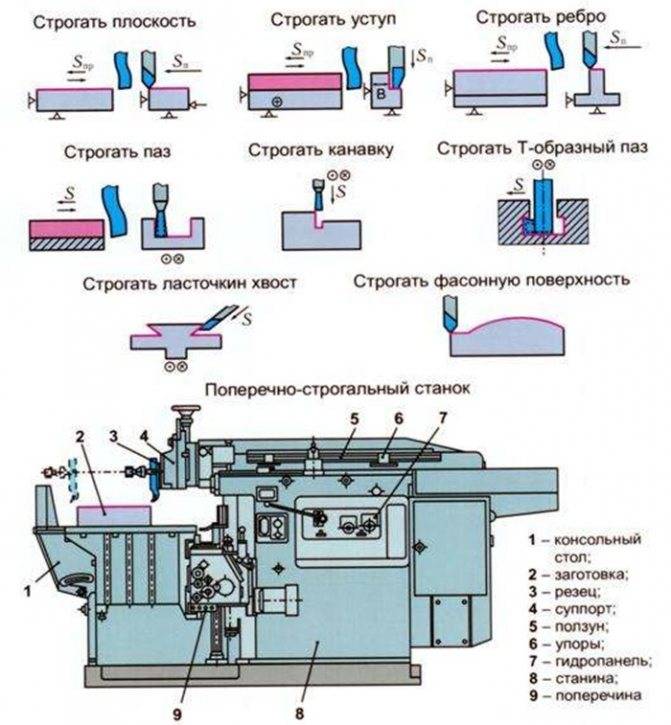
Как выбрать строгальный станок
Критерии выбора:
- площадь рабочего стола;
- мощность установленного двигателя;
- скорость перемещения резца относительно заготовки;
- доступные способы резания;
- конфигурация стола;
- возможность позиционирования резца: угла наклона, траектории перемещения;
- степени защищённости корпуса от пыли и влаги;
- предельно допустимая масса обрабатываемых деталей;
- производитель, срок гарантии, наличие дополнительных возможностей по расширению функциональности.
Конфигурация оборудования (Фото: Instagram / kubanzheldormash)
Преимущества и недостатки
Преимущества строгальных станков:
- универсальность применения — обработка различных типов металлов;
- подбор оптимальной скорости резки;
- широкий выбор режущих инструментов;
- возможность черновой или чистовой обработки для получения нужного уровня шероховатости поверхности;
- высокая прочность корпуса, способная переносить повышенные нагрузки от режущего инструмента, вес детали;
- удобное управление;
- формирование поверхностей сложной формы;
- высокая надёжность установленных узлов, агрегатов.
Недостатки:
- потеря времени на перемещение резца относительно обрабатываемой детали;
- инерционность перемещающихся механизмов;
- высокий уровень вибраций;
- шумность двигателя;
- сложность получения высокой частоты оборотов двигателя под нагрузкой или на холостом ходу за короткий период времени.
Стоимость и производители
В России станки производятся на следующих предприятиях:
- ООО «Свердловский машиностроительный завод» (СМЗ);
- ООО «Рязанский станкостроительный завод» (РСЗ);
- ОАО «Оренбургский станкостроительный завод» (ОСЗ);
- ОАО «Астраханский станкостроительный завод» (АСЗ);
- ООО «Липецкая станкостроительная компания»;
- Верхневоложский станкостроительный завод.
Стоимость станков, в зависимости от их типов:
- долбёжные — от 100 тыс. руб.;
- компактные — от 35 тыс. руб.;
- комбинированные — от 600 тыс. руб.;
- поперечные — от 65 тыс. руб.;
- промышленные продольно-строгальные — от 7 млн. руб.
Долбежно-строгальный станок (Фото: Instagram / krasnyi_mehanik_)
Шлифовка направляющих
В ходе шлифовки выполняют операции в этой очередности:
- запиливают и зачищают поверхностные забоины и задиры;
- станину прикрепляют на плите продольно — строгальной установки;
- уложенным на уровне задней бабки уровнем измеряют степень извернутости направляющих;
- если понадобится поправляют провисание конструкции при помощи компенсирующих подкладок и клиньев;
- еще раз меряется извернутость, измерительные результаты должны совпасть с первыми;
- поверхность направляющих зашлифовывается мелокоабразивной шлифовальной чашей.
После восстановления поверхности направляющих станок устанавливается на свой фундамент и на него фиксируются раньше снятые двигающиеся части.

За служебный срок станка подобную операцию выполняют пару раз, возвращая его к энергичному производственному использованию
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
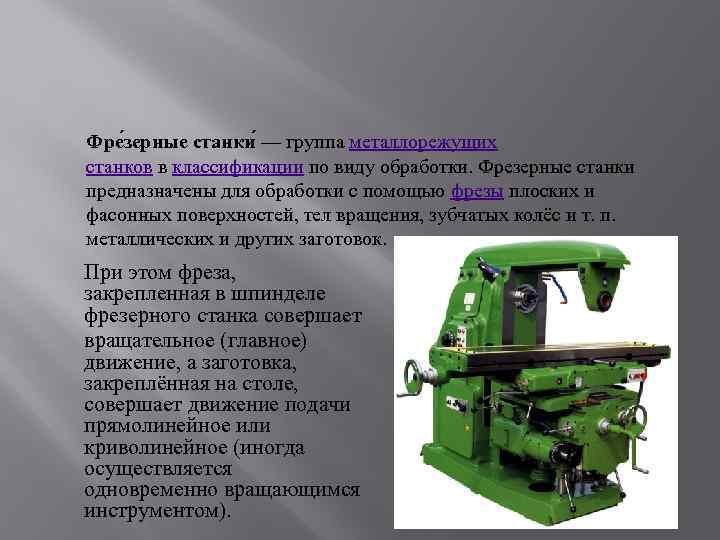
Фрезерные станки
Фрезерование позволяет создавать у деревянных заготовок элементы сложной формы, предназначенные для формовки деталей, выполнения их соединений, а также несущие декоративную функцию. Работы выполняются при помощи вращающихся фрез. Движение заготовки обеспечивается, как правило, перемещением рабочего стола в трех плоскостях. Фрезерные станки делятся на три больших класса в зависимости от конфигурации:
- Вертикально-фрезерные — имеют вертикально расположенный шпиндель, который, в некоторых моделях, также выполнен подвижным относительно горизонтально оси. В зависимости от особенностей конструкции выделяют консольные и бесконсольные вертикально-фрезерные станки.
- Горизонтально-фрезерные — шпиндель расположен над столом горизонтально и допускает, в отличие от вертикальной конструкции, двухточечное крепление фрезы.
- Универсально-фрезерные — повторяю, по сути, горизонтальную конфигурацию, однако имеют поворотное устройство стола, позволяющее изменять расположение заготовки относительно шпинделя без ее снятия.
В последнее время в производство массово внедряются фрезерные станки с копировальными устройствами и ЧПУ. В этой нише такая автоматизация особенно необходима из-за специфики и сложности технологического процесса фрезерования сложных поверхностей.








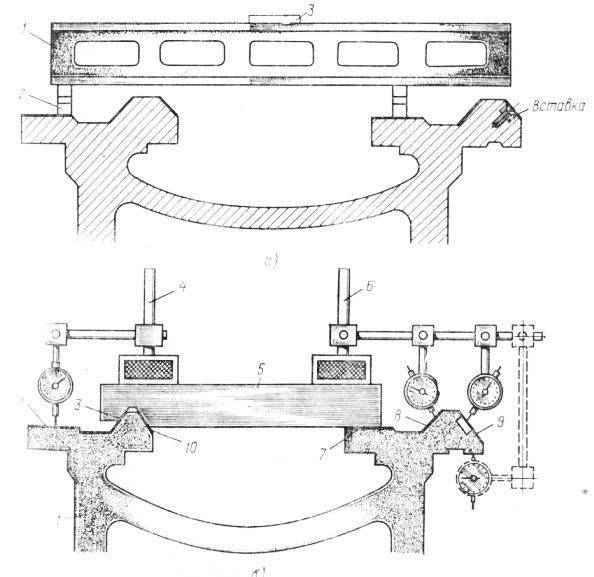
Обработка станин на универсальном оборудовании.
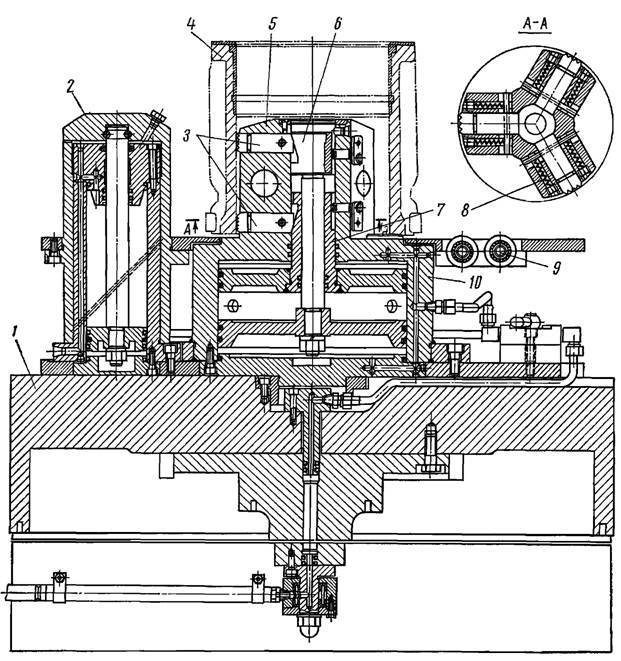
В условиях индивидуального и серийного производства станины обрабатываются на универсальном металлорежущем оборудовании. Обработка замковых поверхностей отверстия под пакет статора производится у станины на токарно-револьверных станках. За базу при обработке лучше принимать наружную поверхность станины, так как в этом случае после расточки центрального отверстия толщина стенок станины будет одинаковой. Но это не всегда возможно. Наличие ребер на наружной поверхности станины и ее несимметричная форма затрудняют крепление станины при обработке. Поэтому за базу при обработке на первой операции часто принимается отверстие станины. На рис. 3-13 показано пневматическое зажимное приспособление для обработки станин на карусельном станке. Закрепляется оно на столе 1 станка. Включением пневмоцилиндров 2 (всего их два, второй на рисунке не показан) поднимается загрузочный стол-рольганг 9 на высоту, несколько большую корпуса оправки 5. Станина 4 с помощью рольганга устанавливается над оправкой. При опускании рольганга с помощью пневмоцилиндров станина находит на оправку. Закрепляется она в разжим шестью кулачками 3, расположенными под углом 120° один к другому. Кулачки перемещаются конусными срезами внутренних оправок 6 и 7 при их передвижении от двойного пневмоцилиндра 10. Пружинами 8 кулачки всегда прижаты к срезам оправок. Обработанные поверхности станины на рисунке заштрихованы. По окончании обработки подачей сжатого воздуха в среднюю часть пневмоцилиндра внутренние оправки перемещаются навстречу друг другу, кулачки пружинами отводятся в исходное положение и станина освобождается. Для съема со станка станина рольгангом поднимается вверх и по роликам рольганга передвигается к краю, а затем подъемником или вручную (в зависимости от веса) снимается. Для обработки второй замковой поверхности и растачивания отверстия под пакет железа статора станина базируется по замку, обработанному в первой операции. Приспособлением для этой операции служит оправка, представляющая собой диск с приваренными к нему шестью незакаленными стальными кулачками. Во избежание биения посадочной поверхности оправки кулачки ее обтачиваются непосредственно на станке после того, как оправка установлена и закреплена на столе станка. Диаметр заточки обрабатывают до такого размера, чтобы обеспечить небольшой натяг при установке станины на оправку. Отрицательным в такой технологии является совмещение в одной операции черновой и чистовой обработок. Рис. 3-13. Пневматическая оправка для обработки станин на карусельном станке Из-за неравномерных припусков заготовок подвижные механизмы станка разрабатываются, между их деталями увеличиваются зазоры, кроме того, за счет попадания окалины и песка при обработке литья трущиеся части быстро изнашиваются. Поэтому получить высокий класс точности и чистоты, которые должны иметь обработанные поверхности станины, трудно. Кроме того, при снятии большого припуска металла возникают значительные усилия резания, требующие прочного крепления станины при обработке. Жесткость же станин часто оказывается недостаточной для восприятия усилий закрепления и резания без деформации. Поэтому посадочные поверхности, будучи круглыми при закреплении станины на станке, оказываются овальными после снятия станины со станка. Рис. 3-14. Схема фрезерования лап и клеммовой коробки на продольно-фрезерном станке Для обеспечения точности изготовления станин, предусмотренной чертежом, необходимо обработку станин разделять па черновую и чистовую и выполнять ее на различных станках. После обработки посадочных поверхностей фрезеруют опорные поверхности лап и клеммовую коробку, сверлят отверстия, нарезают резьбы. Лапы и клеммовую коробку фрезеруют одновременно на двухшпиндельном продольнофрезерном станке (рис. 3-14). Отверстия сверлят на радиально-сверлильных станках через кондукторы.
Обзор модельного ряда станков
Основным разработчиком и производителем строгального оборудования данной группы является Оренбургский СЗ, приобрести готовые, отремонтированные или модернизированные устройства предлагают многие отечественные компании («Станкокомпания СД», «Прессмаш», «Станочный мир»), среди б/у станков хорошие отзывы продукция Гомельского СЗ. Модели имеют в целом сходную конструкцию, различия проявляется в габаритах, мощности и параметрах обрабатываемой заготовки. Основные показатели наиболее распространенных из них представлены ниже:
7305Т
Характеристика | 7305Т | 7307ГТ |
Ход ползуна, мм: | ||
наибольший для строгания | 500 | 710 |
наибольший для долбления | 200 | 250 |
Размеры верхней рабочей поверхности стола, мм | 500х400 | 710х450 |
Частота ходов ползуна, дв.ход/мин | 13,2-150 | 10,6-118 |
Подача стола, мм/дв.ход: | ||
Горизонтальная | 0,2-5,0 | |
Вертикальная | 0,04-1,0 | |
Мощность главного привода, кВт | 5,5 | |
Масса 7305Т станка (без принадлежностей) кг, мах | 1980 | 2770 |
Габаритные размеры станка, мм | 2380х1085х1560 | 2790х1375х1665 |
Габаритные размеры упаковки, мм | 2400х1306х1620 | 2800х1400х1740 |
Данное оборудование выделяется повышенной жесткостью станины и направляющей и обладает хорошим ресурсом по мощности (до 5500 Вт), способствующими точному выполнению чистового, чернового и тонкого строгания.
Станок оснащен поворотным столом 500×400 с 25 подачами и тремя Т-образными пазами для захвата заготовок при ходе ползуна до 510 мм и вылете до 560 максимальное расстояние между горизонтальной плоскостью и направляющими у него составляет 40 см.
7307ТД
Расширенная модификация 7305Т с долбежной головкой и увеличенным до 710 ходом ползуна. Этот поперечно-строгальный станок по аналогии с предыдущим рекомендуют купить при обработке плоских и фасонных заготовок из твердых материалов (допускаемое усилие резания достигает 19,6 кН), при равной мощности и скорости перемещения стола он выигрывает в функциональности и увеличении рабочего пространства.




Это сказывается на цене, в новом состоянии эту модель можно приобрести от 800000 рублей и выше. При этом его оптимальной сферой применения являются предприятия с единичными и мелкосерийными условиями производства.
7Б35
Строгальное оборудование для обработки резцом заготовок с длиной до 500 мм включительно и формирования в них пазов и канавой с разной формой и глубиной в пределах сечения рабочего инструмента 20×32 мм. Модель была разработана с целью установки в ремонтных, механических и инструментальных цехах предприятий машино- и приборостроения при сравнительно малых объемах производства (единичный и мелкосерийный выпуск деталей из металлов).
В базовом исполнении 7Б35 имеет неповоротный стол с 20 подачами и ручным, механическим и укоренным перемещением, модели с универсальными поворотными конструкциями изготавливаются под заказ. Станок оснащен узлом централизованной смазки и стружносборником, ориентировочные затраты при его покупке в базовой комплектации и хорошем состоянии составляют 600000 рублей.
7М36 и 7М37
Станок имеет 2 электродвигателя (главный обеспечивает запуск всех узлов, вспомогательный – быстрое перемещения рабочего стола с размерами 450×700 и 560×1000 мм соответственно), смазка его станины и направляющих ползуна осуществляется автоматически, это же относится к подаче суппорта и резца.
ОД61-5
Комбинированное строгальное оборудование с долбежной головкой, используемое при обработке плоских, фасонных и наклонных поверхностей и прорезания канавок и пазов в заготовках с длиной не более 500 мм. ОД61-5 соответствует всем требованиям, выдвигаемым к станкам 7305ТД и 7307 ТД, уступая в размерах выпускаемой детали он выигрывает в функциональности за счет оснащения трехпозиционным поворотным и круглым столами.
Характеристика | ОД61-5 | ОД61-7 |
Ход ползуна, мм: | ||
наибольший для строгания | 500 | 710 |
наибольший для долбления | 200 | 200 |
Размеры рабочей поверхности стола, мм | ||
поворотного стола в горизонтальном положении | 500х400 | 710х450 |
наклоняемого стола | 360х360 | 360х360 |
Диаметр рабочей поверхности круглого стола, мм | 360 | |
Частота ходов ползуна, дв.ход/мин | 13,2-150 | 10,6-118 |
Подача стола, мм/дв.ход: | ||
Горизонтальная | 0,2-5,0 | |
Вертикальная | 0,04-1,0 | |
Мощность главного привода, кВт | 5,5 | |
Масса 7305Т станка (без принадлежностей) кг, мах | 2200 | 3000 |
Габаритные размеры станка, мм | 2410х1300х1560 | 2820х1575х1665 |
Габаритные размеры упаковки, мм | 2306х1238х1710 | 2426х1268х1825 |
Помимо обычных операций по строганию с его помощью выполняется обработка поверхностей с заданным уклоном, формирование шлицевых отверстий, шпоночных пазок и другие долбежные работы.
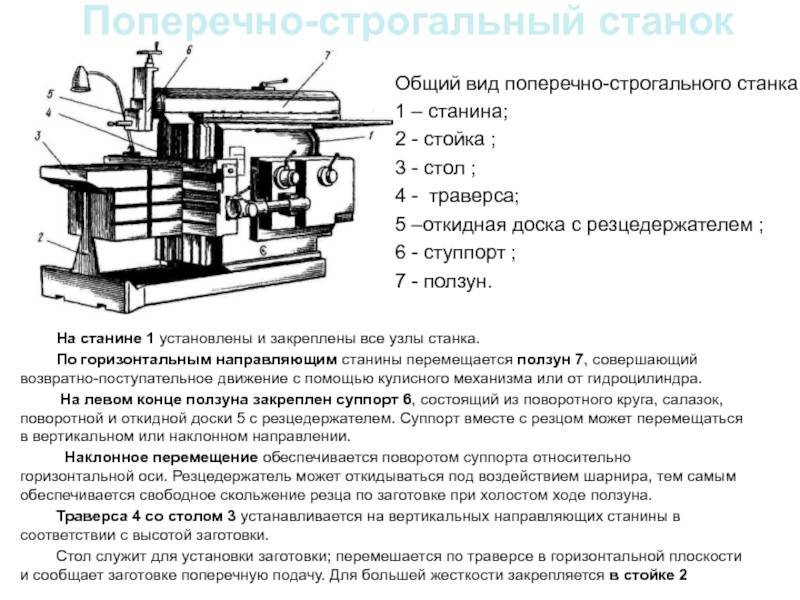
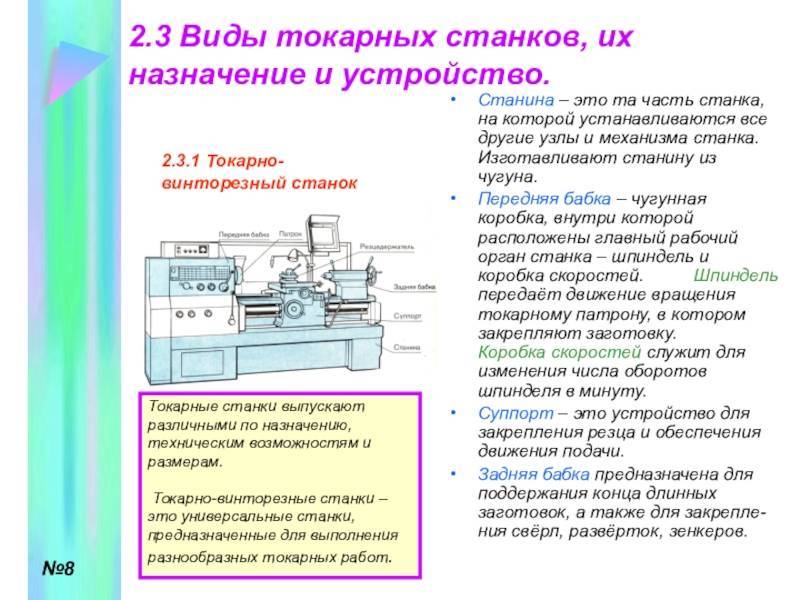
Что такое станина
Станина — это база конструкции станка. На нее фиксируются все другие двигающиеся и недвижымые детали и узлы. Через нее механизм опирается на сам фундамент. Станина воспринимает на себя все усилия, появляющиеся при влиянии инструмента на заготовку. От кое каких точек на станине, подобранных самим началом координат, отсчитываются перемещения двигающихся частей станка. В нее входят такие элементы, как:






- корпусные детали;
- поперечные, продолговатые и вертикальные крепления и жесткие ребра;
- направляющие.
Станина – наиболее долгоживущая часть станка, которая рассчитана на все время его эксплуатации. Двигатели, привода и органы работы могут много кратно заменяться по мере износа, направляющие лишь подвергается периодическому ремонту. Направляющие служат для продольного, поперечного или вертикального перемещения подвижных механических узлов.
Направляющие бывают двух вариантов:
- незамкнуты, используемые во время обработки деталей большой и средней массы и маленьких опрокидывающих моментах;
- замкнутые, применяются при средних массах деталей и основательных опрокидывающих моментах.
Двигающиеся узлы могут передвигаться, скользя по направляющим, либо применять роликовые или шариковые опоры.
Помимо передачи, распределения и компенсации усилий, станина также должна быть способной гасить колебания разной частоты, возбуждающиеся в механизме во время его работы.
Станина в артиллерии
Вид сзади на
ЗИС-3
, станины по бокам изображения
У зенитной пушки
КС-30
четыре станины, из которых видны три
Стани́на — часть лафета, предназначенная для связи узлов станка и передачи усилий, возникающих при выстреле, на поверхность на которой установлено орудие.
В зависимости от типа артиллерийского орудия лафет может иметь до четырёх станин. В походном положении станины жёстко связаны, а в боевом — раздвигаются, обеспечивая орудию устойчивость при ориентации на необходимые горизонтальные углы обстрела. В двухстанинном лафете связь станин с грунтом обычно осуществляется через сошники.
Лафеты с четырьмя станинами используются чаще всего в орудиях с круговым обстрелом, в основном, в зенитной артиллерии.
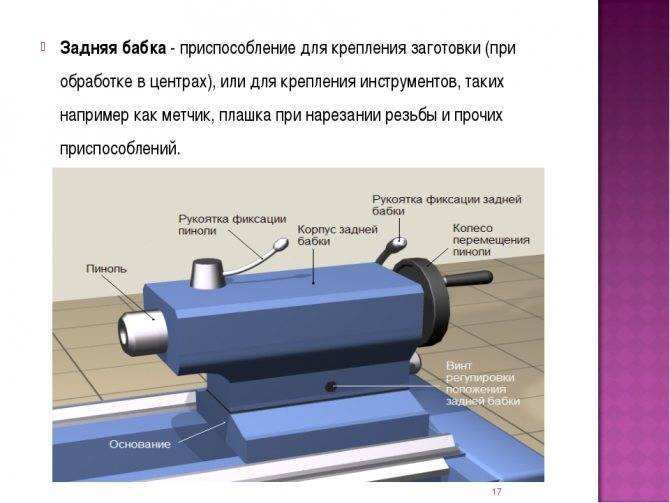
Задняя бабка
Задняя бабка подвижная, она используется для закрепления детали на шпинделе. Состоит из 2 частей: нижней – основной плиты и верхней, удерживающей шпиндель.
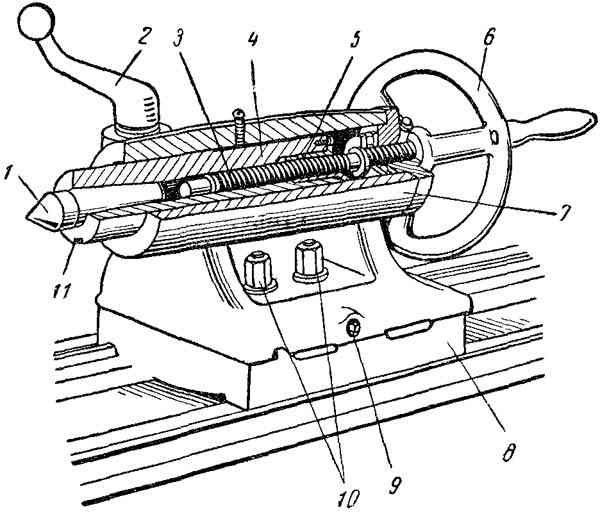
Задняя бабка в разрезе
Подвижная верхняя часть движется по нижней перпендикулярно горизонтальной оси станка. Это необходимо при точении конусообразных деталей. Через стенку бабки проходит вал, он может поворачиваться рычагом на задней панели станка. Крепление бабки к станине производится обычными болтами.

Задняя бабка
Индивидуален по своей компоновке каждый токарный станок, устройство и схема могут несколько отличаться в деталях, но в малых и средних станках такой вариант встречается наиболее часто. Компоновки и схемы тяжёлых больших токарных станков отличается в зависимости от их назначения, они узкоспециализированные.
Какие операции по металлу можно выполнять
Благодаря тому, что человеческий фактор был сведён к минимуму, операции по металлу стали значительно легче и приносят меньше брака. Получается так из-за программы, которая заложена в компьютер.
Она является таким своеобразным шаблоном, по которому компьютер понимает — готова деталь или нет. В этом разделе будет рассказано об операциях, которые может выполнять по металлу станок с ЧПУ.
Внешнее и внутреннее вытачивание деталей
Здесь всё просто, по крайней мере, для машины. Установленная заготовка, которая в будущем станет деталью, закрепляется на станке. Она может быть закреплена вручную или, если установлено соответствующее оборудование автоматически (чаще всего применяют именно автоматический вариант).
После начинается внешнее обтачивание детали при помощи либо лазера, либо лезвия, которое установлено на станок. Постепенно срезая лишнее, заготовка приобретает форму нужной детали. Так делается внешнее обтачивание деталей на станке с ЧПУ.
С внутренним всё примерно также, только с изменениями. После установки заготовки станок начинает сверлить, или как это называют по-другому, рассверливать отверстие у основания заготовки.
После того, как отверстие будет готов, компьютер сравнит его с шаблоном, который прописан в заданной программе. Если найдутся огрехи, он проанализирует — можно ли это исправить (как правило, да, ведь машины редко ошибаются). После заготовка шлифуется и деталь готова.
Продольная обработка заготовки
Продольная обработка — это метод, который применяют для изготовления полос, штрипсе, лент. В зависимости от программы, которая установлена в компьютер.





Такие работы на станке с ЧПУ выполняются преимущественно при помощи лазера, так как это позволяет избавиться от брака и ускоряет процесс работы. После установки заготовки, числовое программное управление на станке будет его обрабатывать в соответствии с заданным алгоритмом действий. Лазерный портал приводится в действие шаговыми двигателями, на котором он закреплён.
Черновая и чистовая обработка
Для начала что это вообще, такое. Черновая обработка металла состоит из подгона детали под нужный размер при помощи снятия слоёв металла.
Обычно в станке с ЧПУ эту роль выполняет компьютер после того, как деталь уже вырезана. Чистовая обработка идёт потом и представляет собой полировку поверхности изделия. Всё это станок выполняет по заданным алгоритмам.
Регулировка длины деталей
В программе, которую дают компьютеру, чётко прописаны размеры детали. Заготовки также дают подходящего размера. Перед тем, как вставить деталь, станок регулирует и настраивает сам себя для изготовления.
После этого он начинает выполнять работу, после чего сравнивает размер с теми, что были даны человеком. Если отклонений нет — деталь готова. Если есть — станок с ЧПУ начинает обтачивать деталь, снимая слои металла и регулируя длину.
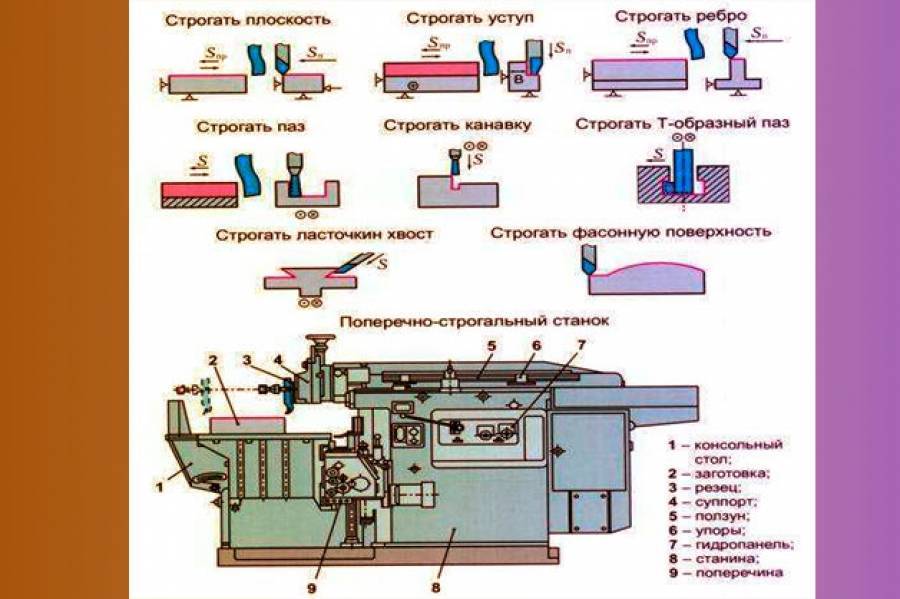
Вытачивание пазов, выемок и отверстий
Пазы и выемки — это отверстия, которые делают на детали. Такие отверстия могут служить либо для того, чтобы в них могла войти другая деталь, либо для установки к какому-либо устройству. Станок с ЧПУ вытачивает такие отверстия при помощи лазера, делая при этом высокоточные разрезы.
Они могут быть прямоугольными, Т-образными, типа «ласточкин хвост», фасонными, сквозными, открытыми, закрытыми и другими. То, какой формы будет отверстие, зависит от детали и программы, которую человек установил в числовое программное управление.
Нарезание резьбы дюймового и метрического типа
Этот тип резьбы видели практически все. Она используется в основном для того, чтобы одна деталь могла прикручиваться к другой. Главными параметрами при изготовлении такой резьбы являются шаг и величина. Под шагом в данном случае имеется в виду:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Все параметры нужно вбить в компьютер станка, после чего он сам вырежет отличную и ровную резьбу при помощи лазера.
Справка! В любом случае параметры для изготовления резьбы на изделии вносятся человеком в компьютер станка, а тот, действуя согласно алгоритму, при помощи лазера делает превосходную резьбу.





