

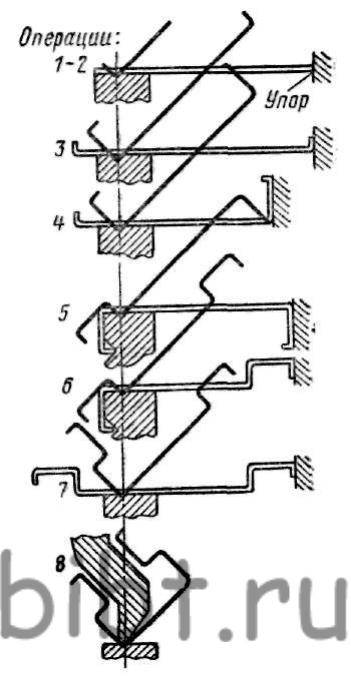
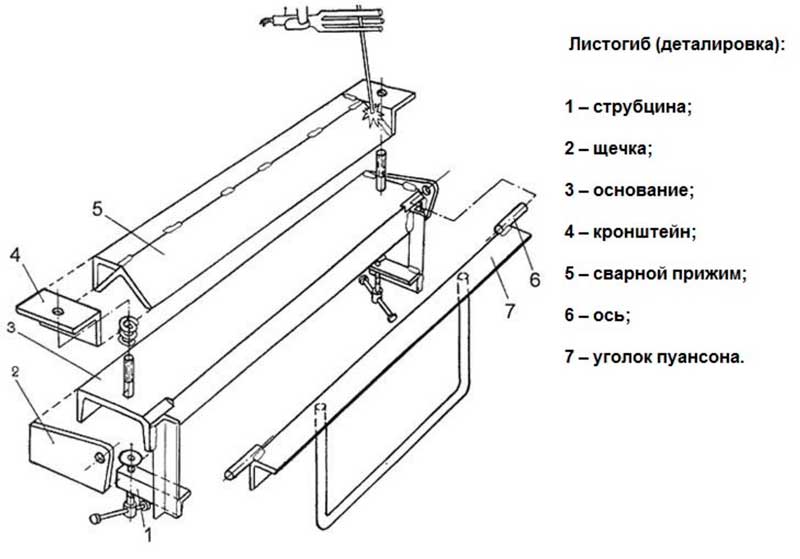
2 Конструктивные особенности станка
В металлогибочный станок для резки, изготовленный своими руками листы можно вставлять как передней, так и с тыльной стороны.
Это избавляет от необходимости проведения предварительной порезки заготовок. Металлогибочный агрегат оснащен резцом, который позволяет производить разрезание листа непосредственно на месте проведения работ. Основные конструктивные элементы устройства представлены в виде:
- роликового ножа;
- заднего стола;
- подставки;
- передних упоров;
- измерительной пластины;
- упора сгиба угла.
Роликовый нож изготавливается с применением прочного стального сплава, который можно затачивать после проведения работ.
Конструкция резака отличается устойчивостью к механическим нагрузкам и дополнительно покрыта порошковой посыпкой.
Его вес может достигать 5 кг. Задний стол устройства для гибки позволяет размещать на нем лист для обработки. При этом передвигать его можно в нужном направлении. Сгибатель и резак фиксируются на опорах рабочего стола.

Подставка металлогибочного станка
Подставка устройства для гибки, изготовленного своими руками, размещена на подставке из дерева, что препятствует скольжению конструкции.
Подставка может регулироваться по высоте. С помощью передних опор можно устанавливать такой параметр, как ширина разреза.
В этом случае устройство можно разворачивать на 180° и возвращаться к начальной позиции. Упор помогает быстро задавать нужный угол изгиба заготовки и при этом фиксировать деталь под произвольным углом.
2.2 Принцип работы и виды листогибочных станков
Принцип работы листогибочного устройства базируется на фиксировании заготовки на рабочем столе. Это производится благодаря наличию прижимной рамы. Последующий сгиб производится с участием поворотной балки.
Станок позволяет достигнуть максимального угла изгиба в 135-180°, при этом максимальная толщина листа напрямую зависит от мощностных характеристик прессового механизма.
Прижимание производится механическим способом при котором используется эксцентриковая стяжка. Конструктивные особенности устройства позволяют производить неограниченную по длине подачу заготовок.
Некоторые модификации позволяют производить прижим с помощью электромагнита, расположенного в корпусе устройства. Электромагнит с легкостью обеспечивает нужную степень прижима и исключает вероятность выскальзывания заготовки из-под прижимного механизма.

Металлогибочный станок электромагнитный
Как правило данная конструкция отличается повышенной жесткостью и позволяет производить прямолинейный и высококачественный изгиб.
Длина заготовок может быть изначально фиксированной или заданной с помощью ограничителей. Это удобно при создании однотипных деталей.
В ассортименте имеются специальные гибочные прессы, которые способны деформировать заготовку за счет вдавливания матрицы в выемку выступом пуансона. Усилие в таком устройстве возникает благодаря работе гидро- или пневмопривода.
Представленное оборудование позволяет работать со сталью, толщина листов которой может колебаться от 0,3 до 2,5 см. Оборудование такого типа может быть как передвижным, так и стационарным.
В зависимости от особенностей обработки заготовок, листогибы могу быть поворотными, с гибочной балкой, прессовыми – с матрицей и пуансоном, ротационными – с обязательным наличием валков. Станки могут быть:
- пневматическими;
- электромеханическими;
- механическими;
- гидравлическими;
- ручными.
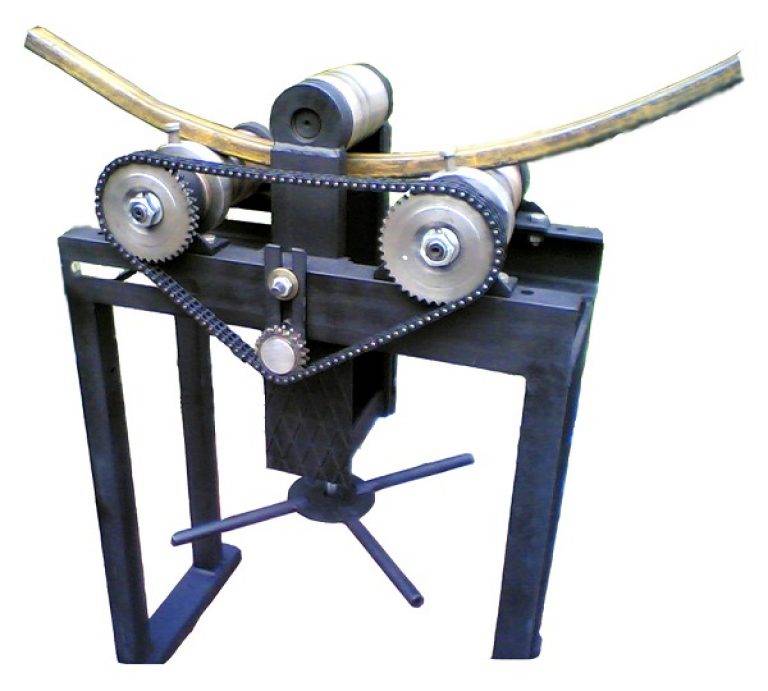
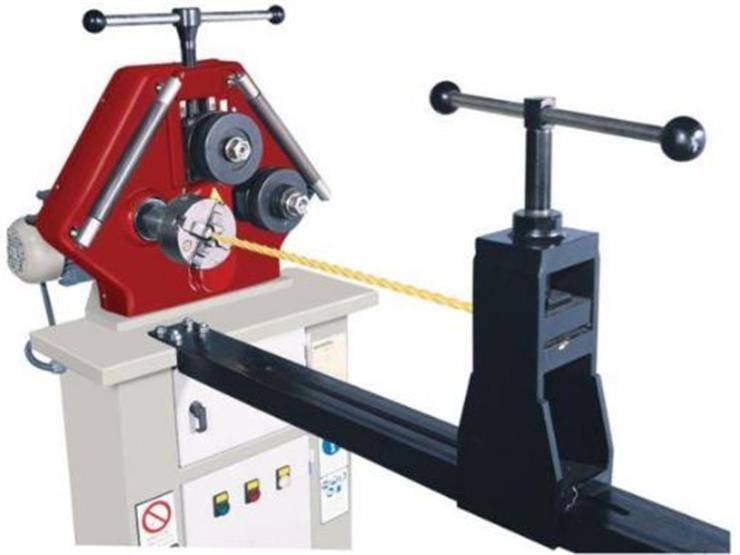
Ручной профилегиб своими руками
Ручной вариант профилегиба вполне под силу создать самостоятельно при наличии необходимых комплектующих. Такое приспособление поможет гнуть заготовки небольшого сечения для изготовления или ремонта изогнутых конструкций из труб или металлопрофилей.
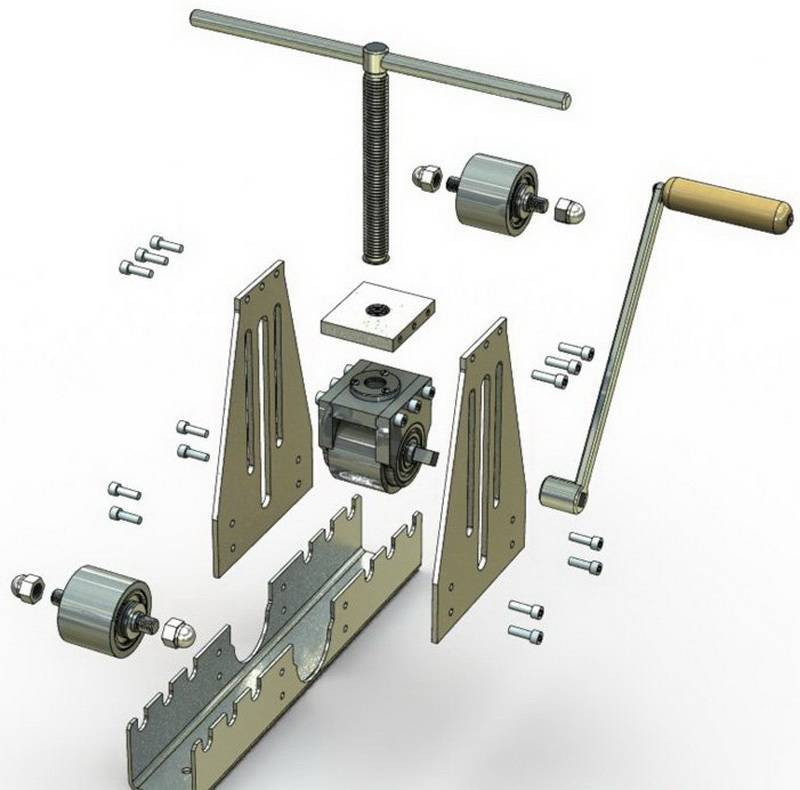
Необходимые инструменты и материалы
Для самодельного ручного профилегиба понадобится:
- отрезки труб сечением или швеллера 14П;
- 2 опорных валика и 1 ролик;
- подшипники;
- 4 ограничительных кольца для валиков — расстояние между ними будут регулировать под габариты заготовки с помощью болтов;
- ручка для кручения ролика;
- 2 звёздочки и цепь привода;
- ограничитель натяжения цепи;
- регулировочный винт;
- гайки М8;
- пружины;
- болты для фиксации отдельных элементов.
Все детали можно приобрести в специализированных магазинах или пунктах сбора металлолома, заказать токарю или самостоятельно выточить в домашней мастерской на токарном станке.
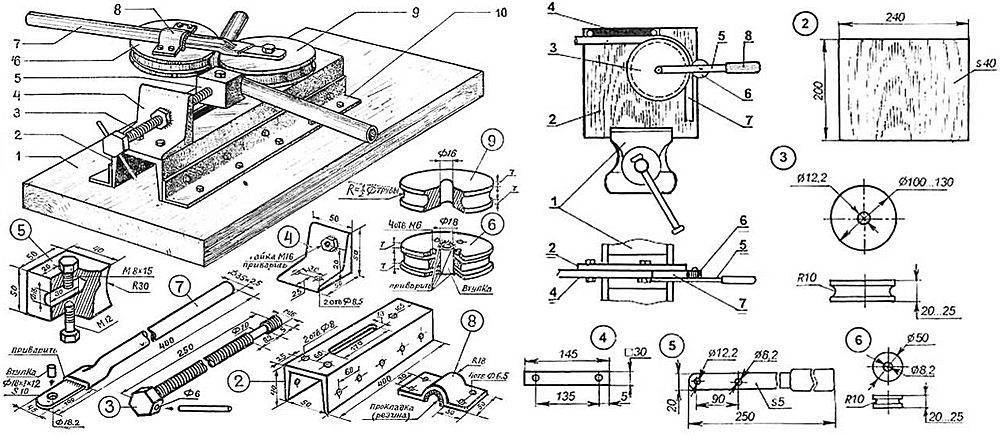
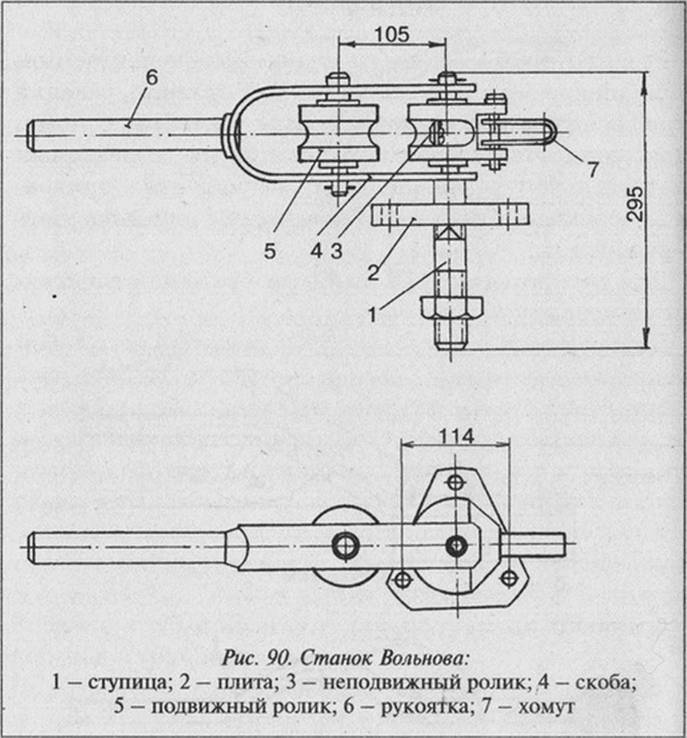
Размеры и чертежи
До начала сборки самодельного устройства необходимо определиться с его габаритами и чертежом. Помочь в этом могут представленные ниже варианты схем.





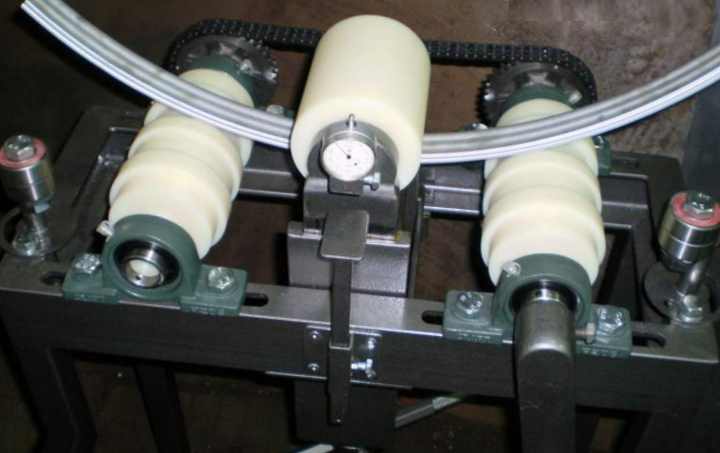

Ролики для профилегиба можно изготовить самостоятельно или приобрести
Если планируется сделать конструкцию, в основе которой лежит бетонная плита, то перед началом работ необходимо подобрать участок.
Конструкция профилегибов разработана таким образом, что их рабочие органы — ролики — могут как воздействовать на отдельный участок заготовки, так и оказывать давление по всей её длине
Пошаговая инструкция по изготовлению
Процесс изготовления ручного профилегиба своими руками состоит из следующих этапов:
- Подготовка площадки. Выбранный для размещения станка участок трамбуем и при необходимости выравниваем щебнем или заливаем бетонным раствором из песка и цемента в соотношении 4:1.
Изготавливаем П-образный регулятор.
Свариваем станину профилегиба
В отрезке швеллера вырезаем отверстие, ввариваем гайку, вкручиваем винт.
После этого этапа привариваем все подложки, обоймы и валы
На концах валиков намечаем канавки для крепления звёздочек и нарезаем пазы дрелью, а в отверстиях ограничителей нарезаем резьбу. Привариваем звёздочки с велосипеда. На второй стороне делаем то же самое.
Звёздочки и цепь нужны для того, чтобы вращая рукоятку, можно было двинуть трубу
Привариваем педаль с велосипеда.
Усилия будет достаточно, чтобы провернуть профильную трубу
Запускаем пробную гибку для регулировки работы отдельных элементов, после коррекции ручной профилегиб готов к эксплуатации. Эта конструкция не предполагает большой скорости работы.
Валы над платформой немного припоняты, чтобы дуга вошла большим диаметром
Эта модель профилегиба подойдёт для сгиба трубы толщиной 2- 2,2 мм и шириной 30 мм.
При наличии токарного станка можно вытачить валы более точных размеров
Для облагораживания внешнего вида устройство очищают от ржавчины, следов старой краски, обрабатывают антикоррозийным составом и тщательно прокрашивают.
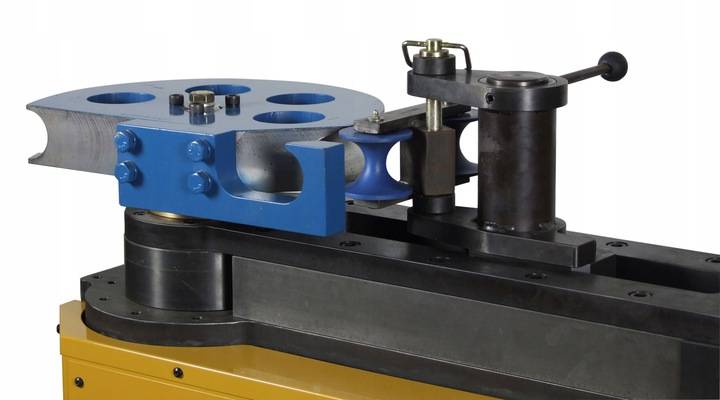
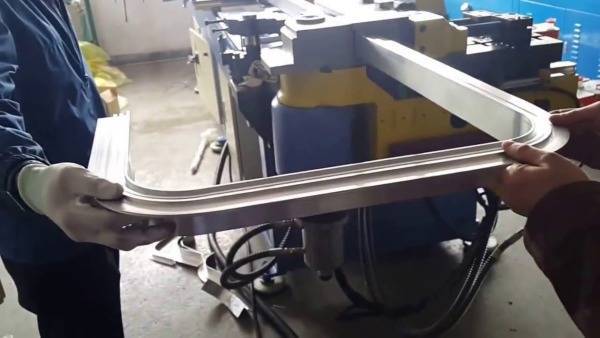
Гибка растяжением
Технология гибки растяжением, дает очень высокую точность
Что очень важно, при изготовлении трехмерной формы гнутого профиля . По схеме деформирования это скорее формовка, чем гибка
Поэтому этот метод часто называют формовкой растяжением.
Профиль устанавливается между двумя зажимами и затем постепенно натягивается на неподвижную матрицу заданной формы (рисунок 3). Форма этой матрицы соответствует форме поперечного сечения профиля. Металл растягивается до верхнего предела пластичности и поэтому влияние упругой отдачи является незначительным.
Стоимость такого оборудования довольно высокая. Такой метод гибки-формовки алюминиевых профилей применятся в автомобильной промышленности, например, при изготовлении бамперов и элементов рамы.

Рисунок 3 – Гибка растяжением
Варианты приспособлений для сгибания проволочных материалов своими руками
Для сгибания порой достаточно воспользоваться подручными инструментами. Многое зависит от толщины используемого материала.
Для гибки изделий своими руками, имеющих диаметр до 3 мм, подходят:
- слесарные тиски;
- плоскогубцы;
- круглогубцы.

Разрезается материал бокорезами или обычными кусачками.
Изделия с большим диаметром потребуют применения устройства, изготовленного своими руками. Сборка станка проводится поэтапно:
- к столу болтами привинчивается уголок из стали длиной 19 см;
- изготавливается станина из металлической пластины, в ней просверливаются отверстия;
- к уголку прикручивается станина с направляющими роликами и ручками;
- к станинному пазу подбирается брусок из металла;
- в бруске проделываются несколько сквозных и глухих отверстий;
- к бруску прикручиваются болтами ручка и рифленый ролик;
- внизу станины привариваются пластины;
- брусок вставляется в станинный паз так, чтобы он скользил в нем, а не выпадал;
- вкручиваются направляющие ролики;
- конструкция из бруска прикручивается к уголку.
Механизм, сделанный своими руками, позволит делать изделия более сложной конфигурации.
Особенности разных способов гибки профиля
Существует два основных метода гибки профильной трубы: холодный и горячий. Первый предполагает, что процесс изгибания выполняется без предварительного температурного воздействия на деталь.









Нормативов, строго регламентирующих использование холодного и горячего метода гибки для профильных изделий, не существует. Они есть только для труб с круглым сечением. Согласно этим нормам горячая гибка используется для деталей, диаметр которых составляет 100 мм и больше. Для прямоугольных и квадратных труб действуют несколько иные правила.
Если предстоит разовая работа по гибке трубы, можно купить, но лучше взять в аренду гидравлический трубогиб с ручным приводом:
Как изгибать детали, с высотой профиля от 10 до 40 мм, решать исполнителю. Чтобы не ошибиться, можно произвести пробную гибку. Вообще, если в наличии имеется трубогиб, с его помощью можно изогнуть трубу безо всякого нагрева.
Если специального инструмента нет, стоит выполнить пробную гибку профильной трубы. Для этого один край детали прочно зажимается в тисках. На другой конец надевается труба большего, чем у сгибаемого изделия диаметра.
Получившееся «плечо» следует сильно потянуть, изгибая изделие. Если деталь изгибается, можно использовать холодный метод гибки. Если же нет, применяется изгибание с предварительным нагревом.
Гибка профиля в домашних условиях
Наверняка те, кто регулярно занимается ремонтами, задавались вопросом, как согнуть алюминиевый профиль без дорогого оборудования. Ниже рассмотрено несколько способов выполнить работу своими руками.
Способ 1. Тиски и бруски
У незамкнутых профилей (например, П-образных) потребуется предотвратить потерю устойчивости стенок. Для этого необходимо использовать брусок-вкладыш, желательно, металлический, точно входящий в желоб паза. Последовательность действий мастера такова:
- положить вкладыш внутрь профиля;
- зажать заготовку в тисках так, чтобы края вкладыша и губ тисков совпадали;
- слегка изогнуть профиль;
- разжать тиски и выдвинуть профиль на полмиллиметра;
- повторить два выше описанных шага, пока не получится требуемый гнутый профиль.
Способ 2. Самодельные ролики
Простейший способ создать аналог профилегибочного станка подразумевает следующие действия:
- купить 2-4 ролика небольшого диаметра с шириной, чуть превышающей высоту профиля-заготовки;
- закрепить изделие на ровной горизонтальной поверхности так, чтобы они могли свободно вращаться, а расстояние между ними было достаточным для прохождения профиля.
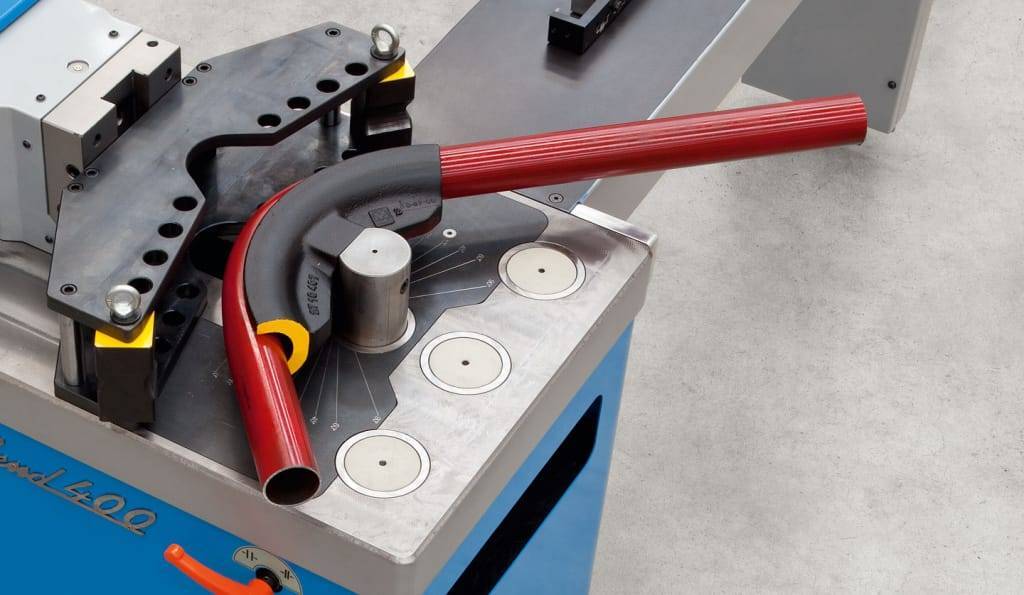
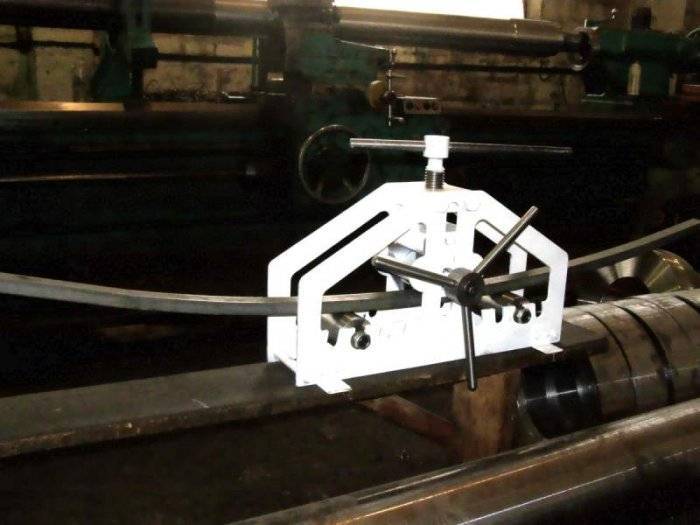
Как сделать ручной профилегиб с обкатным роликом.
Данный вид станка позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
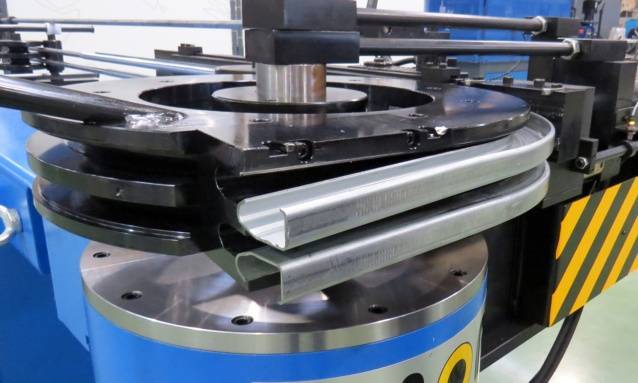
Гибка круглой трубы методом обкатки.
Гибка профильной трубы методом обкатки.
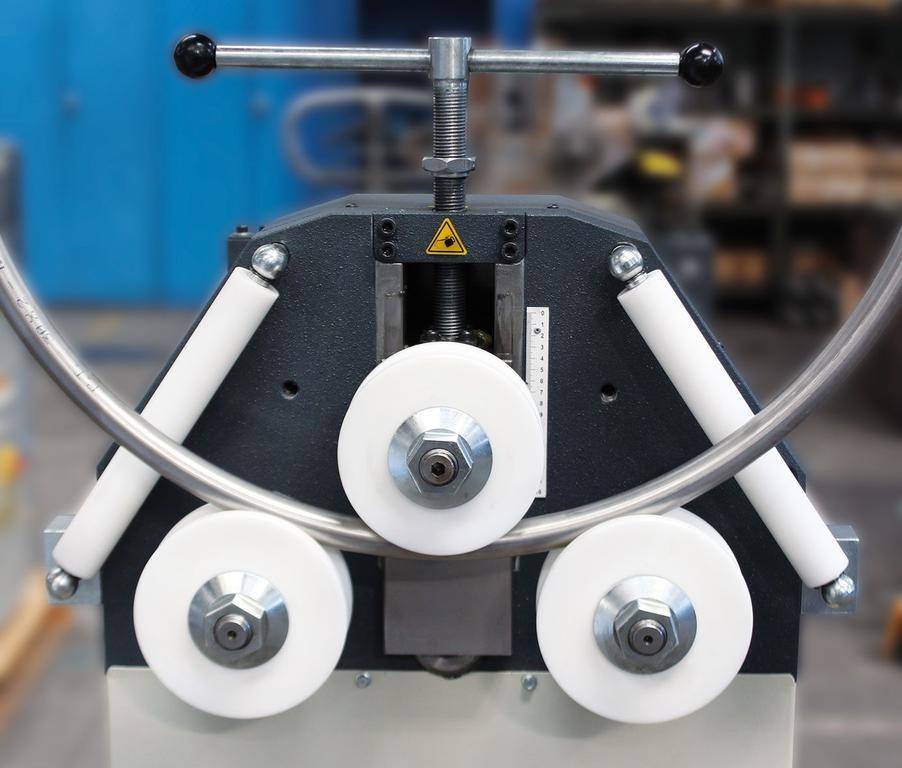
Работа такого станка основана на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание её стенок и заломы исключены. Данный станок позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой
металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
6. Собираем обработанные заготовки в ролик
Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение
Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Готовый ролик сделанный из пяти кругов.
Важные моменты при изготовлении трубогиба с обкатным роликом.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Трубогиб с отверстиями в кронштейне.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.






Вы скажете зачем
этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в
начальном положении снижает деформации стенки трубы с наружной стороны сгиба.
Другими словами, трубу во время гибки меньше будет вытягивать из зажима и
повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Труба с заломами.
Минимальный радиус гибки трубы.
Способы гибки
Изменить форму алюминиевого листа можно с помощью разных видов оборудования. Важно поговорить об основных способах гибки, которые применяются при металлообработке
Ручные методы
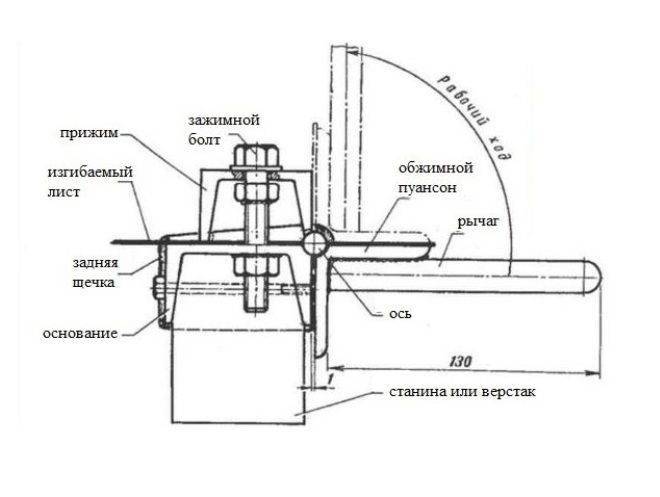
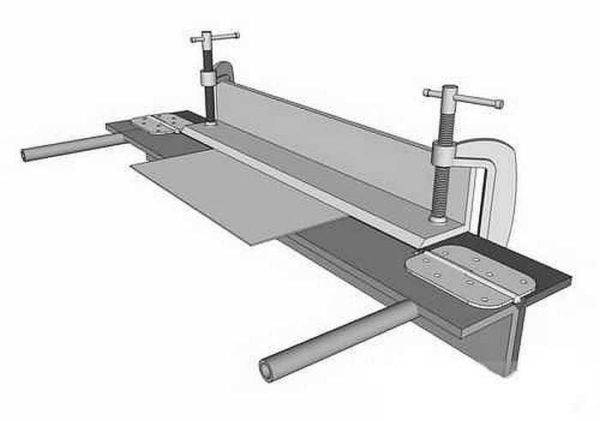
В небольших мастерских и на частном производстве часто используются ручные приспособления для сгибания алюминиевых листов. Они представляют собой инструмент, состоящий из устойчивого основания, прижимных пластин, системы рычагов. Ограничение ручного оборудования заключается в глубине изгибания листа, ширине обрабатываемой заготовки. С помощью ручного оборудования невозможно сгибать детали из металла большой толщины.
Использование устройств с электрическим приводом
Чтобы добиться высокой эффективности при сгибании металлических листов, используется оборудование с электрическим приводом. Станки используются при серийном производстве, поскольку облегчают труд человека, позволяют быстро изготавливать множество деталей различной формы. Оборудование с электрическим приводом позволяет сгибать листы толщиной до 8 мм. Запуск подвижных элементов происходит после нажатия педалей.
Использование электромагнитного оборудования
При таком способе сгибания алюминиевых изделий используется оборудование с электромагнитами. Заготовка устанавливается между рабочими элементами. На них подаётся напряжение. Ток приводит в действие магниты. Они начинают двигаться друг к другу, изгибая деталь.
Новости
- Обучение гибке алюминиевого профиля в ИТАЛИИ
- 25 апреля 2019 г.
Руководители фирмы Контек, филиал г.Ярославль посетили завод CLOMEA в Италии,
где прошли обучение на гибочном оборудовании фирмы CLOMEA.
В процесс обучения были выполнены все технические требования компании
и обучены технические специалисты работе с гибочным оборудованием для алюминиевого
профиля.
- Выгодная экономия для вашего производства
- 13 апреля 2019 г.
Предлагаем вашему вниманию гибочные станки б/у.
Оборудование находится в отличном рабочем состоянии, обладает официальной гарантией производителя.
Предварительный срок эксплуатации – от 5 до 9 лет.
Виды профилегибочных станков
3D чертеж носимого тругогиба
Размер изготовления во многом зависит от толщины и материала изгибаемых труб. Трубогибы, сделанные своими руками, могут сделать сгибание изделия из алюминия, стали, меди. Габариты сечения профиля зависят от расположения валов и возможности их регулировки.
По типу установки гибочное приспособление может быть:
- стационарной установки. В основном, такими изготовляют массивные механизмы для больших объемов гиба. Под установку нужно сделать бетонное основание или сварная коробка верстака;
- переносные профильные трубогибы обладают средним весом и производительностью. Под них устраивается сварное основание или каркас, собранный на болтах своими руками;
- носимые. Такие трубогибы создаются, в основном, для гибки тонкого профиля, с использованием в декоративных целях. Установка гибки производится на любую ровную, устойчивую поверхность: бетонную, стальную, деревянную. Гибка осуществляется ручным способом.
По типу приводного устройства станки бывают:
- ручные — сгибание осуществляется посредством передачи усилия мышц. Недостатком является неудобство создания нескольких изгибов и неконтролируемый радиус искривления;
- электрические – гибка осуществляется работой электродвигателя;
- гидравлические – усилие на элемент передается посредством гидравлического домкрата. Это самый распространенный при самостоятельном изготовлении вариант.
Профилегиб может быть роликовым и плитным. В первом случае радиус труба приобретает за счет проката между двумя рядами роликов. Во втором случае она гнется на штырях, замоноличенных в бетон. Второй вид самый простой в изготовлении, но требует усилий при работе своими руками.
Простые ручные
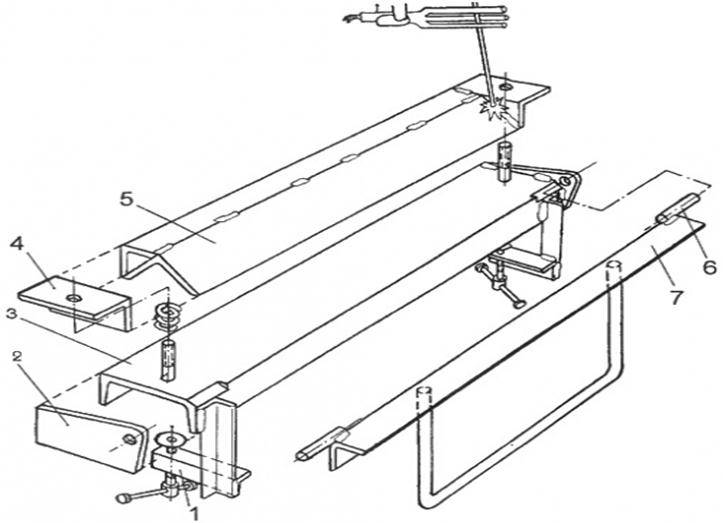
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.








Чертеж гибочного станка для листового металлаЛистогиб — проекция сбокуДругая модель
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
Вырезаем выемки под петли
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
- Приваривают петли с двух сторон (проварить с лица и с изнанки).
Хорошо провариваем петли - К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.Такие укосины
Разновидности и конструкция гибочных станков
Гибку листового металла производят на специализированном оборудовании – листогибах. По принципу действия, станки для гибки металла, можно условно разделить на несколько видов:

Универсальный гибочный станок
Универсальный. При работе этого станка, лист укладывают в закрепленную матрицу и при содействии пуансона ему придают требуемую форму. Пуансоны выполняют в нескольких исполнения, которые отличаются друг от друга формой и размерами, например, углом. На матрице, как правило, выполняют паз в форме угла.
Поворотный. Этот станок состоит из траверсы, так называют гибочную балку, гибочной балки и заднего упора. Прижимная балка необходима для фиксации листа металла к станине. Сгибание листа осуществляет гибочная балка. По сути, она и есть главный рабочий элемент этого станка.
Ротационный. В конструкцию такого оборудования может входить несколько валов (валков). Они вращаются вокруг своей оси. Кроме того рабочие валки могут перемещаться в вертикальной плоскости. Лист металла помещают в пространство между валами и перемещая их по вертикали регулируют будущий радиус гибки. После того, как лист пройдет между вращающимися валами он получит требуемую форму.
Для работы с металлом небольшой толщины применяют фальцегибочные или фальцепрокатные станки. Их широко применяют при работе с кровельным листом, создании вентиляционных коробов и пр.
Состояния алюминиевых сплавов для гибки
Гибку алюминиевых профилей, например, из сплавов 6060 и 6063, можно производить на уже упрочненном алюминиевом сплаве (состояния Т5 и Т6), однако только при достаточно большом радиусе гибки. При гибке на малые радиусы обычно применяют профили в отожженном состоянии или в «полуупрочненном» состоянии Т4 – «закалка и естественное старение». Если для готовых гнутых профилей необходима высокая прочность, то их полное термическое упрочнение производят после выполнения операции.
Если алюминиевые профили в состоянии Т4 производятся большими партиями, то нужно обеспечить, чтобы интервал времени между гибкой первого и последнего профиля в партии не был слишком длинным. Дело в том, что свежие профили в состоянии Т4 продолжают естественно набирать прочность в течение довольно длительного времени. Если этот интервал будет слишком длинным, то параметры гибки этих профилей, придется существенно корректировать, особенно при малых радиусах. Поэтому часто для обеспечения хорошей повторяемости операции гибки, алюминиевые профили подвергают отжигу.
Как правильно сгибать трубы
Если вы планируете такую работу выполнять впервые, то рекомендуется учитывать такие советы от профессионалов:
- Когда предусматривается работа с трубами, диаметр которых больше 10 сантиметров, то их нужно предварительно разогреть, чтобы металл был более податлив. Для этого выполняется процедура отжига. Обязательно нужно применять наполнитель (например, сухой мелкофракционный песок). Наполнитель не допустит появления вмятин, трещин и прочих деформаций тела трубы. В качестве заглушек подойдет глина или дерево.
- Если говорить о пробках, то при нагреве внутри тела трубы всегда появляются газы. И чтобы труба не разорвалась, рекомендуется заранее в заглушках проделать незначительные отверстия диаметром в 3−4 мм для выхода газов.
- Рекомендуемый радиус гибки труб равен значению диаметра элемента, умноженного на три.
- Прогревать трубу следует, ориентируясь на изгиб (это тот участок, который нужно деформировать и стать «мягче», а вот остальное тело трубы в прогреве не нуждается).
- Разогрев осуществляется с помощью газовой горелки или паяльной лампы. Металл должен приобрести в итоге бордово-красный оттенок. В случае перегрева элемент охлаждают водой.
- Когда работа осуществляется на трубе со швом, нужно контролировать, чтобы он отсутствовал на участке, подверженном изгибу. Оптимальный вариант — когда стык размещен выше.
- Чтобы из трубы вытащить наполнитель, снимите заглушки, простучите по трубе и высыпьте песок.
- Изделие в готовом виде нужно зачистить от появившихся накалин, чтобы оно имело привлекательный вид.
- Если радиус трубы составляет максимум 4 см, то разогрев может и не потребоваться. В таком случае элемент следует зафиксировать в инструменте и выполнять все требуемые работы.
Нужно учитывать, что гибка профильных труб должна осуществляться лишь тогда, когда учтено следующее:
- Диаметр рабочего элемента (непосредственно от него зависит метод гибки).
- Толщина стенок в зависимости от этого показателя выбирает то или иное оборудование. Чем толще стенки, тем больше усилий потребуется.
- Материал изготовления профильных труб (этот показатель важен для определения минимального радиуса гибки).
- Показатель будущей окружности.
Процесс гибки конструкций по радиусу не настолько сложен, как может показаться
Но очень важно соблюдать правила техники безопасности. Если за подобную работу вы принимаетесь впервые, то лучше отработайте технику на старых трубах, поскольку требуемый радиус с первого раза может получиться далеко не всегда
Принцип работы
Принцип работы устройства основан на том, что заготовка подвергается прокату, в результате чего и получаются изгибы. Перед тем как приступать к работе, необходимо заземлить оборудование. Особенно это касается конструкций, оснащенных электрическим приводом.



https://youtube.com/watch?v=euIg2wXVJEc
Перед использованием ролики и заготовка протираются сухой тряпкой, а сама установка запускается и работает на холостом ходу на протяжении получаса. Если в процессе прогонки возникают какие-то отклонения, то оборудование останавливают и выполняют соответствующие регулировочные работы. Если это предусмотрено конструктивными особенностями, то выполняется подгонка роликов.
https://youtube.com/watch?v=wFKVLzzJths
На начальном этапе профиль зажимается между валами, после чего производится его прокат. Радиус кривизны регулируется путем опускания и поднимания рабочего вала.
Разновидность конструкций
Станок для гибки алюминиевого профиля шкафов купе и карнизов делится на несколько типов. Так, они бывают:
- Электрическими. Зачастую агрегат имеет большие размеры. Поэтому чаще всего его используют в промышленных целях. Не меньшей популярностью пользуются небольшие установки для дома. Это объясняется тем, что с их помощью обрабатывают заготовки с небольшим сечением. Он используется для выполнения изгиба высокой точности.
- Гидравлическими. Используются для проката металлических изделий, в промышленных масштабах. Часто он применяются при обустройстве трубопроводов.
- Ручными. Широко используется в домашних условиях. Часто они изготовляются своими руками. Недостаток заключается в простой конструкции и низкой функциональности. Ручной станок используются для гибки алюминиевого профиля шкафов купе и карнизов небольшого сечения.
Поэтому стоит подробнее рассмотреть, как изготовить такое оборудование в домашних условиях.
Виды и классификация листогибочного оборудования с гидроприводом
Согласно отраслевой нормали КН-1-01 отечественное оборудование для гибки маркируется буквой И, после которой следует условное обозначение типа и рабочего усилия оборудования. Например, марка И2730Ф указывает на то, что данная кузнечно-штамповочная машина представляет собой листогибочный пресс с ЧПУ (буква Ф в конце маркировки), а максимальное рабочее усилие (последние две цифры) составляет 1000 кН.
Кроме того, промышленные листогибы классифицируются:
- По типу станины: выпускаются оборудование с открытой станиной С-образного типа, и с закрытой станиной рамного типа.
- По наличию либо отсутствию средств автоматизации процесса. Высокофункциональный листогибочный пресс с ЧПУ, несмотря на свою более высокую стоимость, значительно выгоднее обычного приводного листогиба, поскольку позволяет оперативно программировать себя на деформирование изделий с различной формой, чем существенно снижаются непроизводительные простои прессов.
- По конструктивному исполнению силовых гидроцилиндров листогибочный пресс может быть с нижним расположением цилиндров (с тянущими цилиндрами), и с верхним (толкающие цилиндры). С точки зрения распределения усилий во время деформирования, более высокой долговечностью отличаются прессы с верхним расположением силовых органов, поскольку в этом случае преобладают сжимающие напряжения, допустимый уровень которых для сталей всегда выше, чем сжимающих.
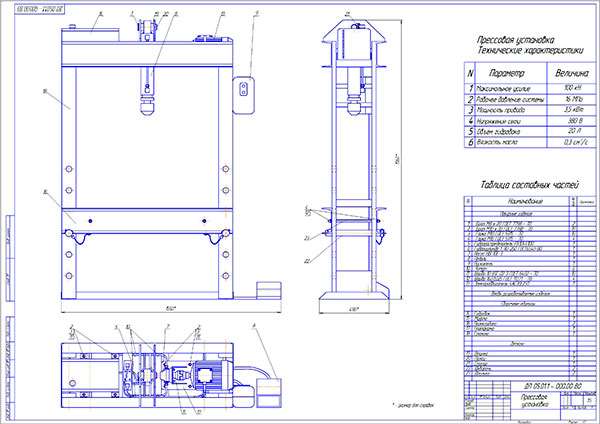
Чертеж общего вида пресса с гидроприводом
Следует отметить, что изготовление листогибочных прессов (независимо от типа привода) своими руками практически невозможно, поскольку требует очень высокого оснащения станочной базой и квалификации исполнителей. Вместе с тем, изготовление пуансонов и матриц своими руками вполне возможно: инструмент для гибки имеет довольно простую конфигурацию, а, кроме того, производится под конкретные потребности производства.





