

Присадочные прутки для газовой сварки чугуна
При газовой сварке чугуна, в качестве присадочного материала используют чугунные
прутки диаметром 4-12мм и длиной 250-450мм. Если производят сварку крупногабаритных
изделий, то используют прутки марки А. При сварке остальных изделий, применяют
прутки марки Б. Для того, чтобы получить более плотный сварной шов с перлитной
структурой, используют прутки марок I и II.
При высокотемпературной сварке
чугуна, в качестве присадочного материала используют чугунные прутки марок
НЧ-1 и НЧ-1, которые покрыты слоем флюса-пасты. Химический состав присадочных
прутков из чугуна приведён в таблице:
| Марка прутка | Массовая доля элементов, % | |||||||||
| Углерод | Кремний | Марганец | Сера | Фосфор | Хром | Никель | Титан | Медь | Олово | |
| А | 3,0-3,5 | 3,0-3,4 | 0,5-0,8 | 0,08 | 0,2-0,4 | 0,05 | 0,3 | — | — | — |
| Б | 3,5-4,0 | 0,3-0,5 | ||||||||
| I | 3,3-3,5 | 3,4-3,7 | 0,5-0,7 | 0,04 | 0,15 | 0,1 | 0,1 | 0,1 | — | 0,3-0,5 |
| II | 0,6 | 2,0-2,5 | — |
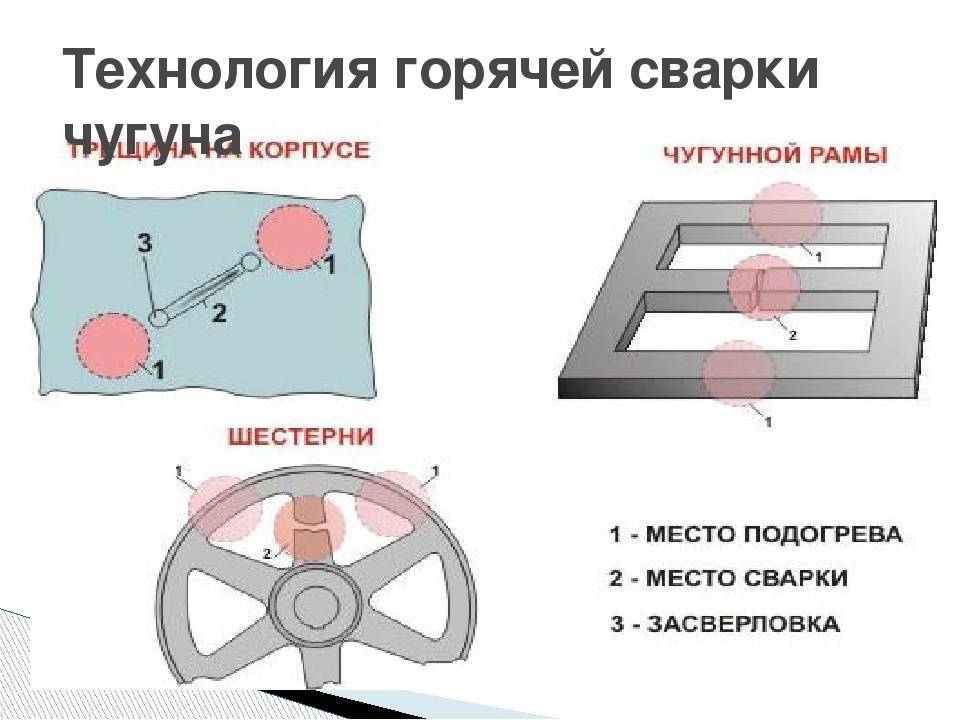
Правильная подготовка чугуна к сварке
Подготовка чугуна к сварке должна проводиться в обязательном порядке, именно от нее зависит качество готового шва, его прочность, износостойкость. Если этот процесс будет выполнен правильно, то он предотвратить хрупкость и пористость структуры материала, а также устранить возможные дефекты.
Подготовка должна состоять из следующих действий:
- распиливание трещин. Зачастую трещины в чугуне обладают тонкой и глубокой структурой. Если размер толщины обрабатываемой детали составляет 4 мм, то накладываемый сверху шов не сильно заплавит поверхность трещины. В результате этого останется разрозненная структура внутри основы сплава. При этом степень сопротивления на разрыв и излом будет слабая. Для того чтобы в этих местах было хорошее заваривание, требуется выполнять распиливание трещины «болгаркой» с использованием тонкого диска. При этом, чем больше толщина материала, том глубже должно быть запиливание;
- просверливание краев. При визуальном осмотре детали из чугуна невозможно увидеть точное окончание глубины трещин. По этой причине прежде чем начать сваривание трещины, стоит по ее краям просверлить небольшие отверстия. Отступать от видимого конца разлома требуется на расстояние 5 мм. Если выполнить просверливание краев, то это обеспечит хорошее заполнение металлом внутреннее пространство, а также защитить от продолжения раскола;
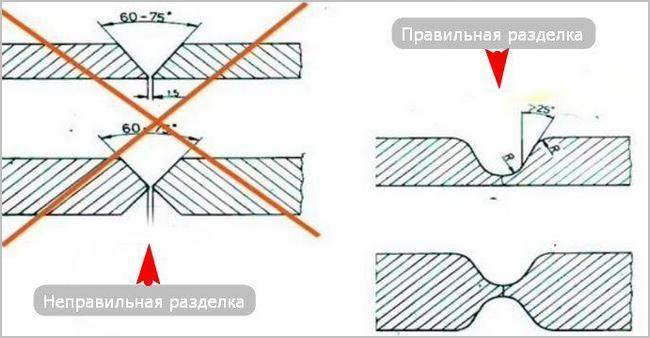
- выполнение разделки кромок. Степень свариваемости чугуна может отличаться перекалкой в области соединительного шва, что может привести к повышению хрупкости данного участка. Чтобы предотвратить данный процесс требуется провести равномерное прогревание на всю длину соединения. Область соединительного шва разбавляется металлом, для этого и используется правильная разделка кромок. Во время соединения толстых пластин проводятся скосы краев под углом 45 градусов, при этом у основания должно оставляться небольшое притупление в 3-4 мм. Данное разделение обеспечит хорошее заполнение области разделения, а также она повысит прочность и износостойкость данного участка;
- проведение подформовки. При сваривании тонкого изделия из чугунного сплава повышается вероятность протекания жидкого металла. По этой причине в этих случаях под изделие требуется подкладывать подкладку из графита, это позволит поддержать прогретую область и сохранит первоначальную форму элемента.
Характеристика сплава
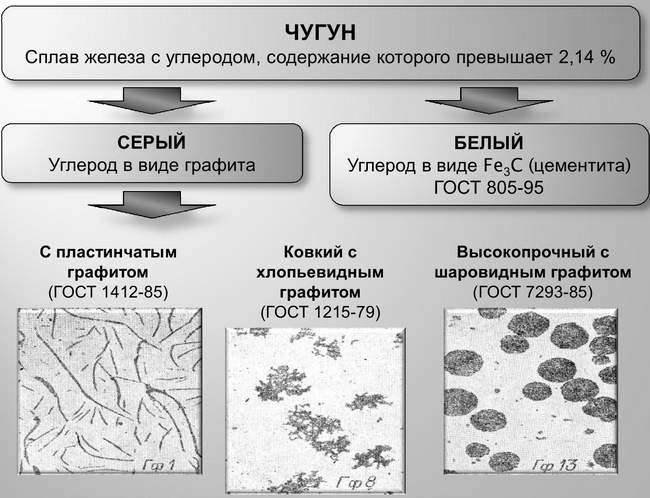
Процесс сварки чугунных деталей напрямую зависит от особенностей и свойств сплава. По сути, данный металл состоит из двух металлов — железа и углерода. Но если его сравнивать со сталью, то железа в нем выше практически на 2,14 %.
Как было указано выше в соответствии со составом чугун может быть разного вида — белый, серый, половинчатый, высокопрочный. Свойства каждого вида определяются составляющими компонентами.
Сварка по чугуну имеет некоторые сложности. Во время нее достаточно тяжело добиться высокой прочности сварного шва. Это происходит из-за наличия проблем из списка:
- из-за того, что чугун имеет неоднородную структуру, при сваривании шов может сильно растрескаться. Это происходит из-за влияния на него повышенной температуры дуги. В результате этого происходит отбеливание, изменение состава в области сваривания металла;
- сварочные работы по чугуну с применением высокотемпературного влияния электрической дуги вызывают выгорание части углерода из состава сплава. Все это может вызвать образование пор в составе сварного шва. В результате этого сильно снижается прочность сварного шва, ухудшаются характеристики качества;
- при расплавлении чугун приобретает сильно текучую структуру, что вызывает сложности при формировании нормального шва. Чем больше содержание в составе углерода, тем выше степень текучести сплава;
- во время сварки чугуна со сталью может появляться окись в шве, которая вызывает снижение прочности.
Вышеперечисленные особенности металла значительно осложняют процесс сварки по чугуну. Основная сложность состоит в том, что итог может быть не таким, какой его ожидают. Зачастую на поверхности сварного шва появляются поры и трещины при остывании сплава.
Для сварки не стоит применять чугун темно-серого или черного оттенка (в нем имеется высокое содержание графита). Данные разновидности сплавов не стоит варить дома, зачастую это вызывает растрескивание соединения и самой детали.
Особенности сварки чугуна
Установлено что сварку серого чугуна с мелкодисперсной структурой производить проще, чем крупнозернистого металла тёмного оттенка. Детали длительное время контактировавшие с маслом или подвергавшиеся окислению сварке не поддаются. Чугун относится к материалам с ограниченным свариванием, поэтому при работе учитываются его особенности:
- из-за высокой текучести в жидком состоянии сварка осуществляется преимущественно в нижнем положении;
- образование пор в местах выгорания углерода;
- из-за низкой пластичности при нарушении температурного режима возникают внутренние напряжения, создающие трещину на шве;
- при расплавлении в чугуне образуются окислы с температурой плавления выше, чем у него.
Особенности материала
Чугун является смесью железа с углеродом. Выделяют несколько видов чугуна с примесями:
- Серый (1,9% — 2,5% кремния, 3,2% — 3,5 % углерода, присутствуют еще марганец, фосфор и сера) – пластичный и вязкий, обрабатывается резкой, используется в художественном литье;
- белый (2,14% — 6,67% углерода) – хрупкий, но твердый, в дальнейшем переплавляется на сталь;
- ковкий (2,4% -3,0% углерода) – получают из белого чугуна с помощью нагрева;
- высокопрочный (3,2% — 3,8% углерода) – получают при помощи добавки магния, свойства этого материала близки к свойствам углеродистых сталей.
Сложность обработки чугуна заключается в следующем:
- на поверхности образовываются микротрещины и поры, что влияет на прочность сплава;
- появляются каленые образования;
- инструмент для резки металла стремительно затупляется;
- тонкий слой материала рассыпается под воздействием высокой температуры.
Для сварки используется серый чугун.

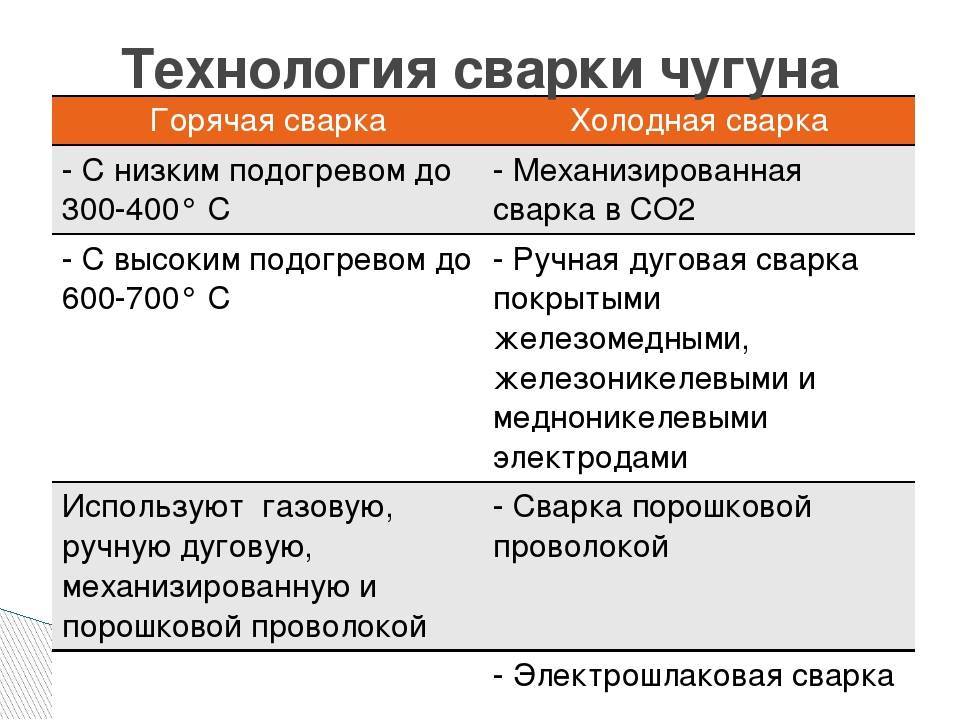
Основные виды сварки
Специалисты используют 2 вида сварки чугуна – холодный способ и горячий. При холодной сварке необходимо применение электродов, специально предназначенных для сварки чугуна.
Можно сваривать чугунные изделия в холодном состоянии (без подогрева) с применением стальных электродов, изготовленных из низкоуглеродистой стали, но это требует больших усилий от сварщика и понимания им процессов, которые происходят в зоне сварки. Обусловлено этой свойствами чугуна. Металл после окончания сварки быстро охлаждается и это приводит к его хрупкости, что может вызвать появление трещин.






| Состав низколегированных прутков | |||||
| Марка | С | Si | Ni | Sn | Cu |
| I | 3.2-3.6 | 3.4-4.0 | 0.1-0.2 | 0,3-0,5 | — |
| II | 3.0-3.4 | 3.0-3.6 | 0.4-0.6 | — | 2.0-3.5 |
| III | 3.0-3.4 | 3.0-3.6 | 0.2-0.5 | 0,1-0,3 | 1.0-2.0 |
Кроме того, между швом и основным металлом образуется отбеленный чугун, а за ним следует закаленный, что может вызвать появление пор, которые являются недопустимыми дефектами.
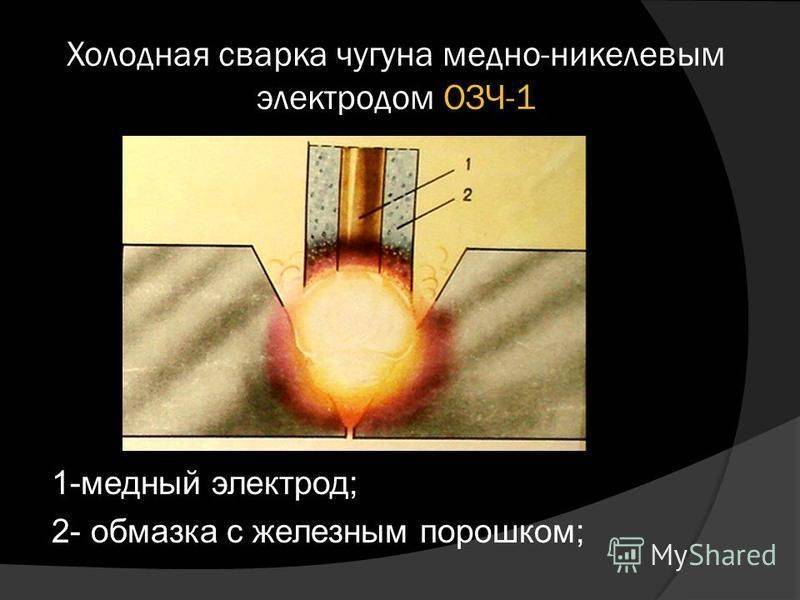
При сварке холодным способом еще используют электроды, изготовленные из аустенитного чугуна и из цветных металлов.
Электроды изготовляют из прутков круглой формы, выполненных методом литья, марка применяемого чугуна при этом А или Б. Их диаметр лежит в пределах 4 ÷ 12 мм, при этом прутки Ø 4 мм имеют длину 250 мм, Ø 6 мм – 350, остальные имеют длину 450 мм. Прутки из чугуна марки А применяются при проведении газосварочных работ и являются материалом для изготовления стержней электродов, применяемых при сварке чугунных изделий горячим способом. Прутки марки Б помимо сварки чугуна в горячем состоянии, могут применяться для изготовления стержней электродов, которые используются при проведении сварки полугорячим и холодным способами.
| Состав чугунных стержней для сварки чугуна | ||||||||
| Марка | С | Si | Мn | Р | S | Сr | Ni | Назначение |
| А | 3.0-3.5 | 3.0-3.4 | 0.5-0.8 | 0.2-0.4 | До 0.08 | До 0.05 | До 0.3 | Для горячей сварки |
| Б | 3.5-4.0 | 0.3-0.5 | Для горячей и полугорячей сварки |
Сваривать такими электродами можно только в одном положении — нижнем. Сила тока зависит от Ø электрода и находится в пределах 270 ÷ 650 А. Из электродов, изготовленных из цветных металлов, при сварке чугуна используют медные электроды, изготовленные из монель-металла и из никелевого чугуна, имеющего аустенитную структуру.
Медные электроды рекомендуется применять для сварки изделий, которые должны иметь плотные швы и работающих при незначительных статических нагрузках. Их изготавливают из стержней меди Ø 3 ÷ 6 мм, обернутых стальной проволокой или лентой, имеющих низкое содержание углерода. На стержень наносят специальное покрытие — меловое или состоящее из сложного состава.
Такого же диаметра и длины изготавливают стержни из монель-металла (медно-никелевые) и никелевого аустенитного чугуна.Сварка может выполняться как на постоянном токе, так и на переменном.
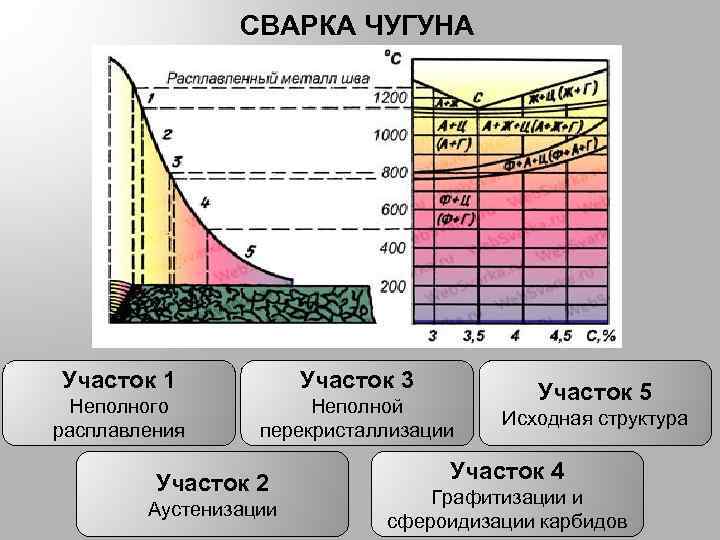
Отбеливание чугуна и появление закалочных структур можно избежать, применив более продуктивный вид сварки – горячую. В зависимости от температуры предварительного подогрева изделия перед сваркой, различают следующие виды горячей сварки:
- теплую (не более 200 0С);
- полугорячую (нагрев в районе 300 ÷ 400 0С);
- горячую (500 ÷ 600 0С).
В любом случае температура предварительного подогрева не должна превышать 650 0С, чтобы избежать структурных превращений в самой структуре чугуна.
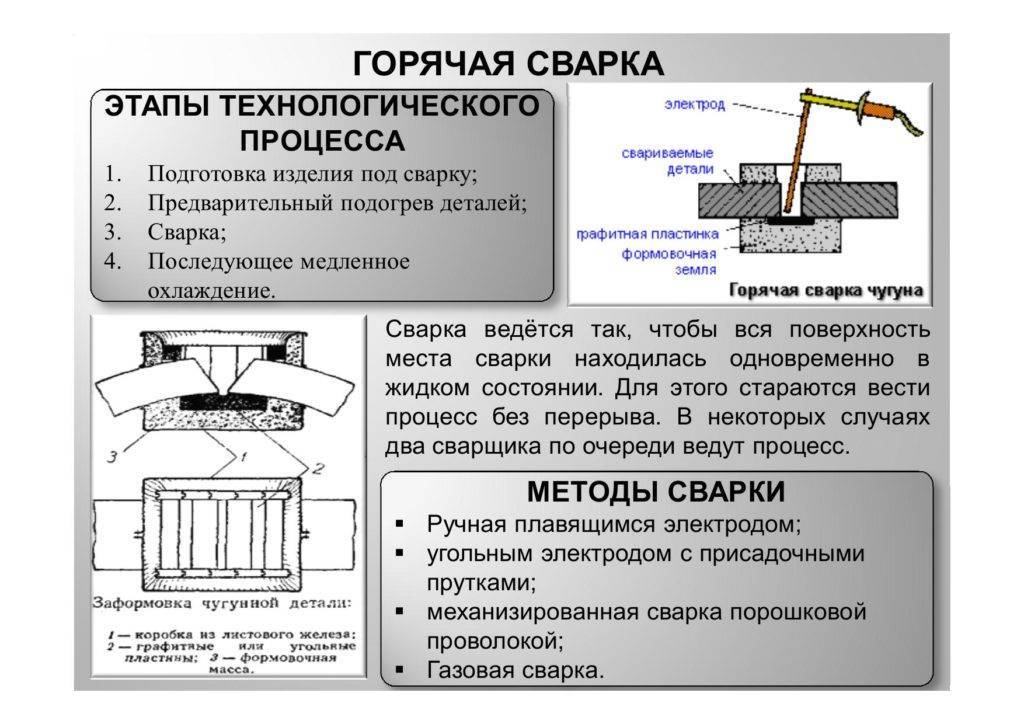
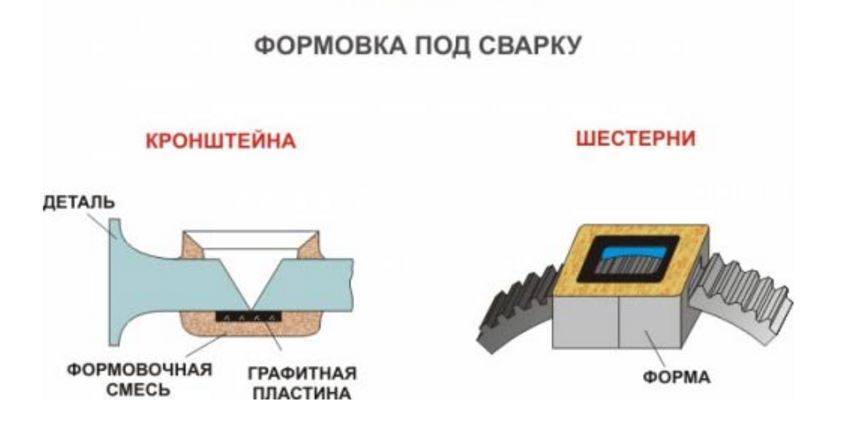
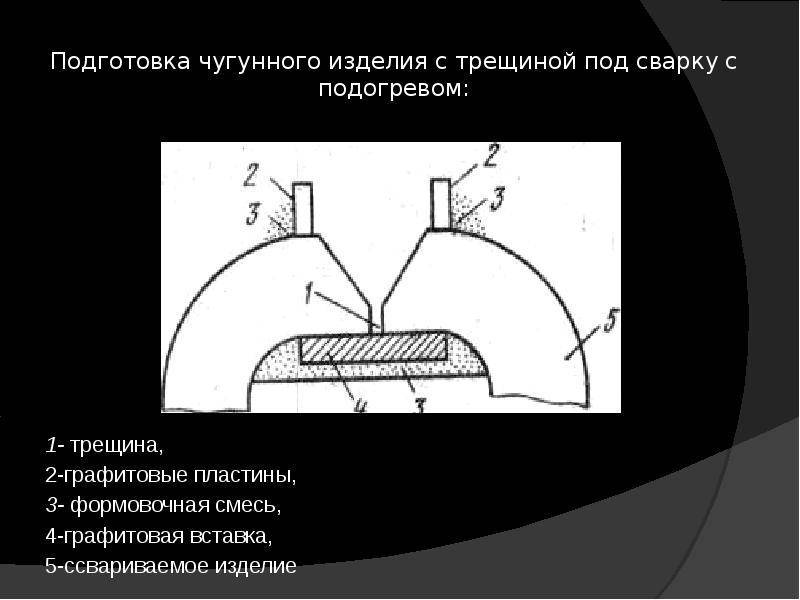
Формовка места сварки (1-деталь, 2-формовка, 3-графитовые пластины) A — несквозной раковины B — облицовка графитовыми пластинами C — недолива кромки
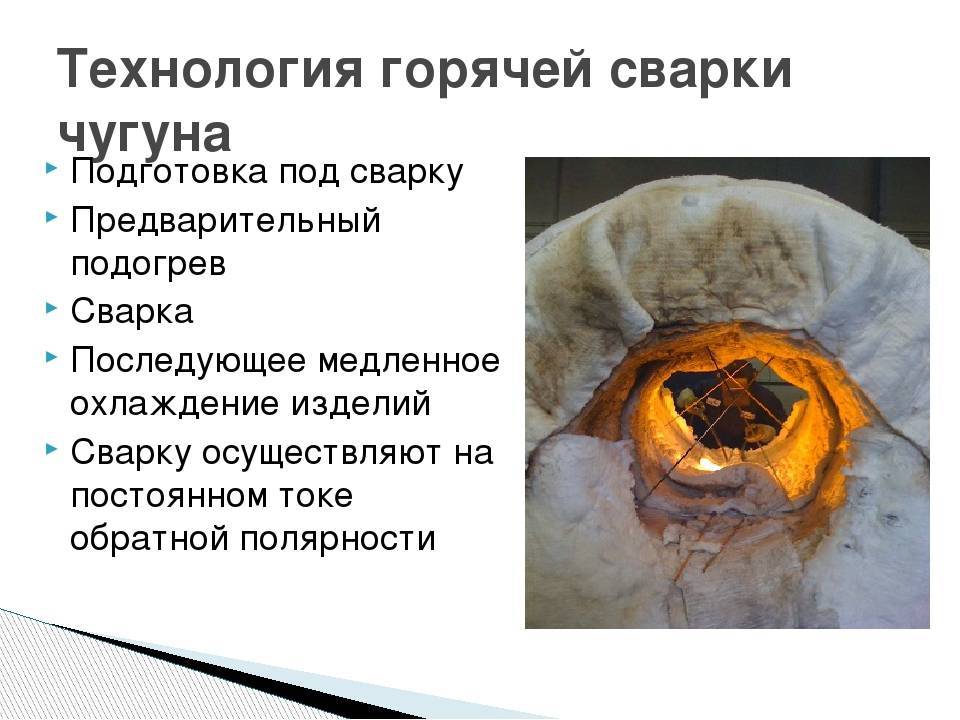
Этапы процесса проведения горячей сварки следующие:
- подготовка изделия к сварке;
- прогрев до необходимой температуры (в горне, муфельной печи, нагревательном колодце и т.д.);
- сборку (с применением струбцин или прихваток) и установку изделия под сварку;
- собственно сам процесс сваривания;
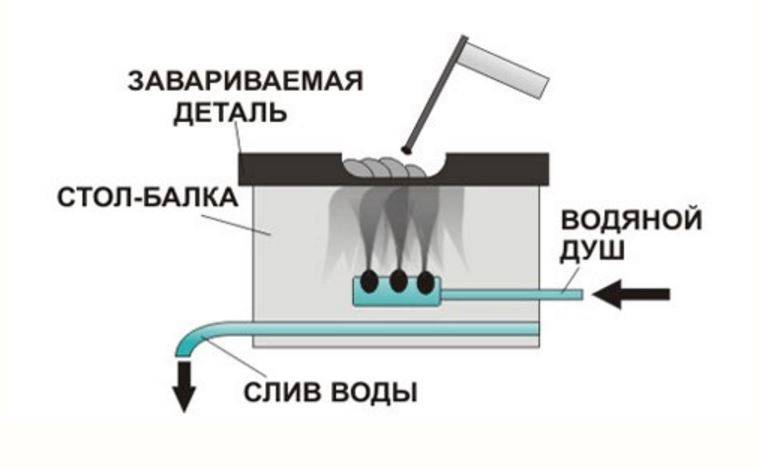
- охлаждение (медленное).
Все виды горячих способов сварки требуют медленного охлаждения изделия или конструкции после проведения сварочных работ. Это позволит избежать нежелательного отбеливания чугуна, что делает его хрупким. Чаще всего изделие сразу после сварки отправляют в печь и там охлаждают, выключив печь. Иногда такое охлаждение может происходить сутками — зависит от габаритов изделия. В домашних условиях пользуются специальными средствами, которые защитят изделие от быстрого остывания (теплосберегающий материал, например, асбест, шлак, сухой кварцевый песок, древесный уголь).
Сварку осуществляют на постоянном токе обратной полярности. Иногда сварку проводят переменным током, но только в том случае, если длина кабелей от сварочного трансформатора не большая, а напряжение холостого хода более 70 В.
Холодная
Поскольку при холодной сварке неизбежно отбеливание металла в месте стыка, качественное соединение, аналогичное горячему способу, получить нельзя. Тем не менее, ряд методов дает прочность достаточную для большинства случаев.
Чтобы решить задачу как заварить чугун обычным электродом в домашних условиях, воспользуйтесь простым способом. Намотайте на его стержень медную проволоку, толщиной не менее миллиметра, виток к витку. После чего варите на минимально возможном токе.
Прочность подобного стыка невысока, поэтому на производстве используют специальные электроды.
Они представляют собой стержень, имеющий покрытие из двух или трех слоев. Первый состоит из легирующих добавок, графита, различных присадок. Второй и третий содержат флюсы, обеспечивающие защитное газообразование, а также шлаковое покрытие.
При соединения полуавтоматами используют проволоку, создающую шов с высоким содержанием серого чугуна. Защитная среда образуется подачей углекислоты.






Почему чугун может не свариться, как надо
Чугун относится к трудносвариваемым металлам, а потому зависит от многих факторов. При несоблюдении режимов и неправильном выборе расходных материалов процесс может пойти не так, как задумано. Это, прежде всего, низкая прочность соединения, неоднородность сварного шва, наличие непроваренных участков, некачественный внешний вид.
Причины дефектов
Выделяются такие основные причины некачественной сварки:
Образование пластинчатого графита в сером чугуне, который при растягивающих напряжениях вызывает появление холодных трещин.
Нарушение температурных режимов (перегрев и слишком быстрое охлаждение) ведет к образованию горячих трещин.
Быстрая кристаллизация приводит к образованию пор в сварном шве за счет выделения водорода, азота, водяного пара, оксида углерода.
Чрезмерная скорость формирования сварного шва способны привести к появлению непроваренных участков.
Чрезмерный нагрев металла, чаще всего, приводит к появлению дефектов. Расплав просто вытекает из сварочной ванны при слишком длительном процессе. Своевременные остановки позволяют избежать перегрева.
Исправление ошибок
Если при визуальном осмотре или с помощью специальных методик контроля качества выявлены существенные дефекты, то ошибку надо исправить. Основной способ — заполнение дефектов путем наплавления. Некачественный шов надо максимально обработать болгаркой и металлической щеткой. Особо обрабатываются трещины. Для наплавления используются электроды МНЧ-2, ОЗЖН, ОЗЧ-2, ЦЧ-4, Т-590. Перед процедурой желательно предварительно прогреть сваренное место до максимально возможно температуры для повышения пластичности металла.
Можно использовать простой и дешевый способ. Стальная проволока марки Св-08 (Сс-08А) обматывается тонкой медной проволокой и погружается в жидкое стекло. Ею можно обмотать место некачественного стыка, после чего осуществить заваривание путем ее расплавления электродом.
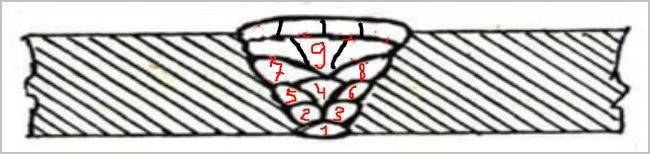
Многослойная сварка по технологии отжигающих валиков
Данный способ применяют для заварки трещин в тонкостенных деталях – толщина до 8мм. Валики накладываются в определенной последовательности, при которой каждый последующий воздействует термически на предыдущий, уменьшая его твердость.
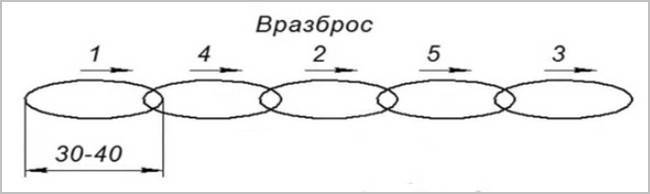
Вдоль трещины под углом 45º производят V-образную разделку кромок. Сначала на одну, затем на другую кромку вразброс наваривают подготовительные, а на них отжигающие валики участками длиной по 40-50мм.
При переходе к другому участку, дают охладиться зоне заварки до 50º-60º и проковывают легкими ударами молотка, сбивая окалину. Благодаря этому, подготовительные валики больше прогреваются и после медленнее остывают. В закаленной части шва происходит частичный отпуск и нормализация.
Когда валики наложены по обе стороны трещины, наваривают заключительный соединительный слой такими же отдельными участками. Края последнего слоя должны отстоять на 3-4мм от ближайших границ проплавления.
Основные сложности процесса
Сложность сварки чугуна объясняется в первую очередь химической структурой и свойствами этого материала. Чугун, как известно, является сплавом, содержащим железо и углерод, в составе которого дополнительно присутствуют как примеси (сера, фосфор, марганец, кремний), так и легирующие добавки (хром, алюминий, магний, ванадий, никель и др). Те марки данного металла, которые не содержат легирующих добавок и не подвергаются термической обработке, отличаются невысокой прочностью и твердостью. Детали из такого металла, кроме того, очень хрупкие.
Плохая свариваемость чугуна объясняется целым рядом факторов. К ним относятся следующие:
- В сварочной ванне происходит окисление различных элементов, в том числе и кремния, в результате на ее поверхности образуются тугоплавкие оксиды. По причине своей тугоплавкости такие оксиды приводят к образованию в зоне соединения непроваренных участков.
- Место соединения охлаждается очень быстро, и в структуре металла образуется цементит, который отличается повышенной твердостью. Участки металла с цементитной структурой, которые называются отбеленными, очень сложно поддаются дальнейшей механической обработке.

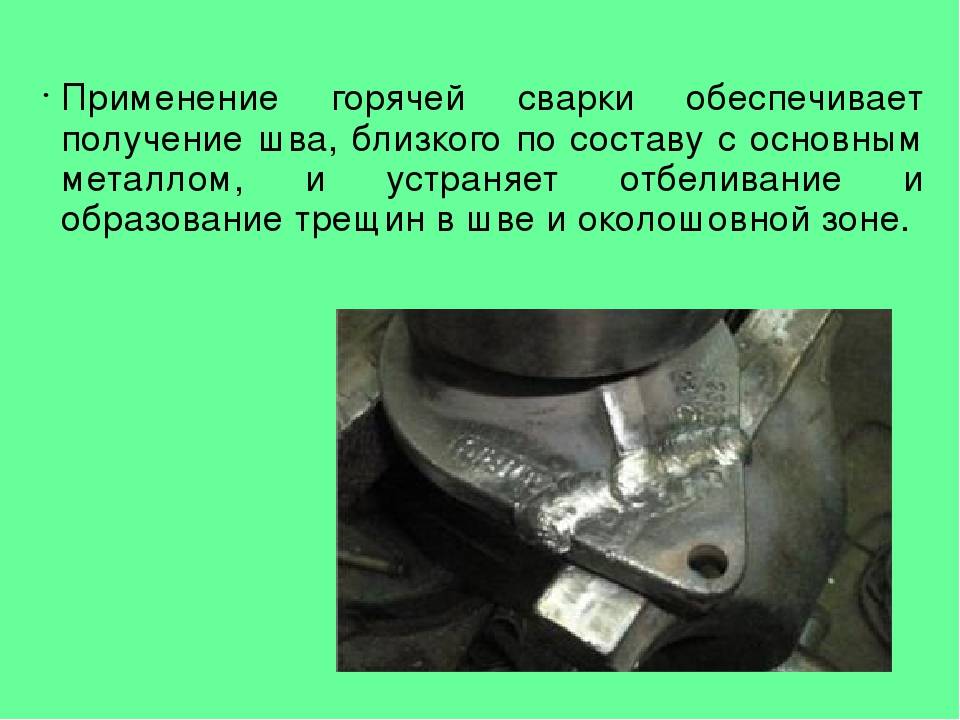
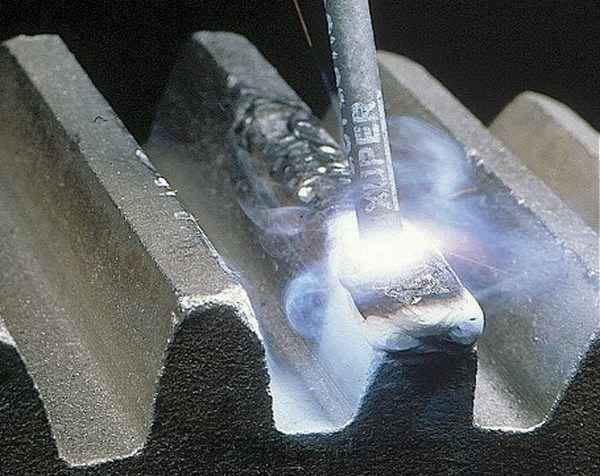
На фото изделие из чугуна после сварочных работ
- Чугун относится к категории жидкотекучих материалов, в расплавленном состоянии из него очень сложно сформировать соединение и удержать металл в его зоне. Если посмотреть на видео процесса сварки чугуна, то заметно, как металл буквально вытекает расплавленными ручейками из-под электрода.
- При осуществлении сварочных работ с чугуном необходимо обеспечивать равномерный нагрев, а также охлаждение деталей. Если пренебречь этими требованиями, то велик риск появления трещин в зоне соединения.
- В расплавленном состоянии такой материал, как чугун, склонен к активному выделению газов, что приводит к пористости сварного шва.
Процесс
После того, как все для сварки чугуна готово, приступают к самой сварке. Работы как по горячей, так холодной технологии производят:
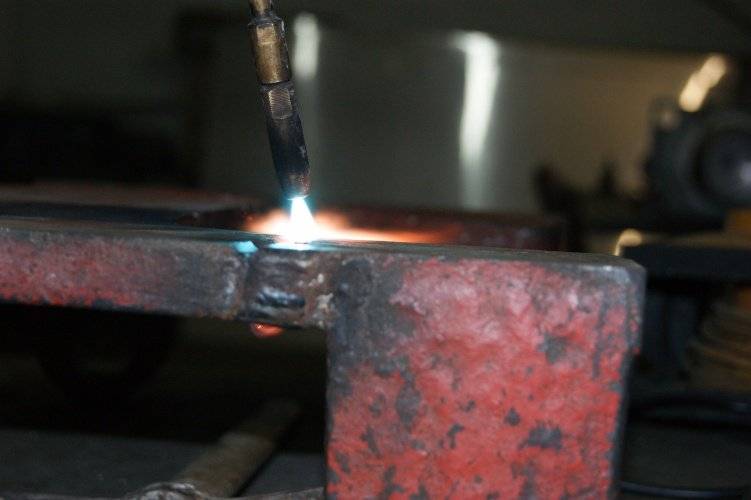
- газовой сваркой;
- плавкими электродами, стержневыми либо проволочными (инвертором либо полуавтоматом с углекислым газом);
- сваркой неплавким электродом, с присадочными стержнями, в том числе в среде инертного газа (аргон, гелий).
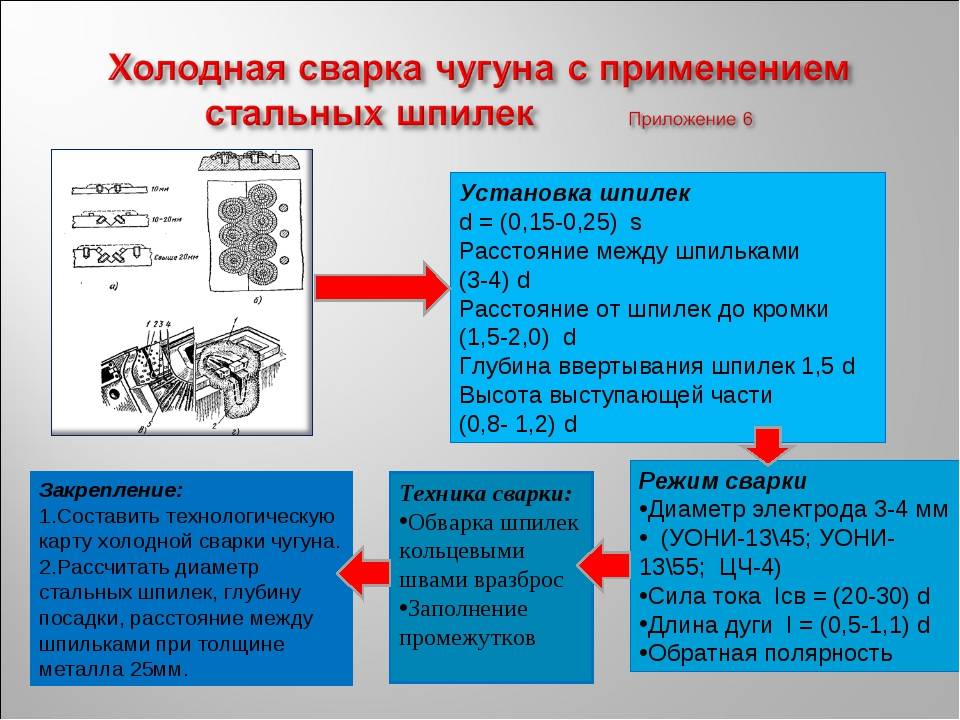
Зона шва, или сплавления деталей наиболее «капризная» часть соединения. Распространенный дефект при этом отслаивание наплавленного материала. Избежать его помогает методика сварки по шпилькам.
Их завинчивают в отверстия с нарезанной метрической резьбой. Количество зависит от размера деталей. Правильный диаметр принимается по специальным таблицам.
Сварка ведется инверторными аппаратами, в том числе полуавтоматическими. Последние, за счет охлаждающего эффекта углекислоты дают качественное соединение
При сварке сначала обваривается каждая шпилька, затем заполняются пространство между ними.
Подобным способом удается справиться даже со столь сложной задачей, как заварка чугунного блока двигателя электросваркой.
Ширину прорезки при разделке трещины, а значит и будущего шва выдерживают в пределах 3-5 мм. Меньшая щель даст качественный провар. С другой стороны, чем толще шов, тем выше «отбеливание» свариваемых краев, повышение их хрупкости.




Разновидности доступных методов сварки
Способ выбирают с учетом назначения соединяемых деталей. Методы отличаются скоростью формирования соединения, стоимостью работ.
Холодный способ сварки
Это наиболее простой метод соединения заготовок из сплава с большим содержанием углерода. Материал не прогревают перед началом работы, он должен иметь комнатную температуру. Холодный способ предназначен для сварки конструкций, подвергающихся минимальным нагрузкам. Он может использоваться для реставрации истертых поверхностей чугунных изделий.
Непрерывная подача присадочного материала помогает быстро формировать шов, выполнять объемные ремонтные работы за небольшой промежуток времени. Соединение, получаемое холодным способом, отличается средними эксплуатационными качествами.

Холодный способ сварки – простой метод соединения.
Полугорячий метод
Перед тем как варить чугун полуавтоматом этим способом, заготовки нагревают до +350 °С. Для этого применяют жар от углей, создающий нужные условия. Подготовительные работы препятствуют изменению структуры чугуна при сварке. В таком случае под воздействием электрической дуги появляется меньшее количество трещин.
Горячий способ сварки
Этот метод используется при необходимости получения прочного сварного соединения. Перед началом работы заготовки нагревают до +600 °С. Для этого применяют установки, вырабатывающие индукционные токи. Кабели подсоединяют к детали, измерительное устройство контролирует температуру. После достижения нужных значений возбуждается электрическая дуга, с помощью которой формируют шов.

Горячий способ сварки используется для получения прочного соединения.
Снизить вероятность образования трещин помогает оставление конструкции в золе до полного охлаждения. Длительность периода остывания зависит от толщины заготовки.
Особенности материала
Чугун — это сплав углерода с железом, где содержание углерода 2,14%. Что отрицательно сказывается на качественном соединении.
Процесс трудоемок ввиду:
- образования трещин и пор;
- при обработке появлению каленых структур и быстрому затуплению инструмента;
- тонкий материал рассыпается от перегрева.
По составу чугун подразделяется на серые и белые:
- Белые не свариваются ввиду хрупкости и твердости. Подаются шлифовке;
- Серые (высокопрочный, ковкий) легко обрабатываются и ограниченно свариваются.
Технология сварки чугуна электродами
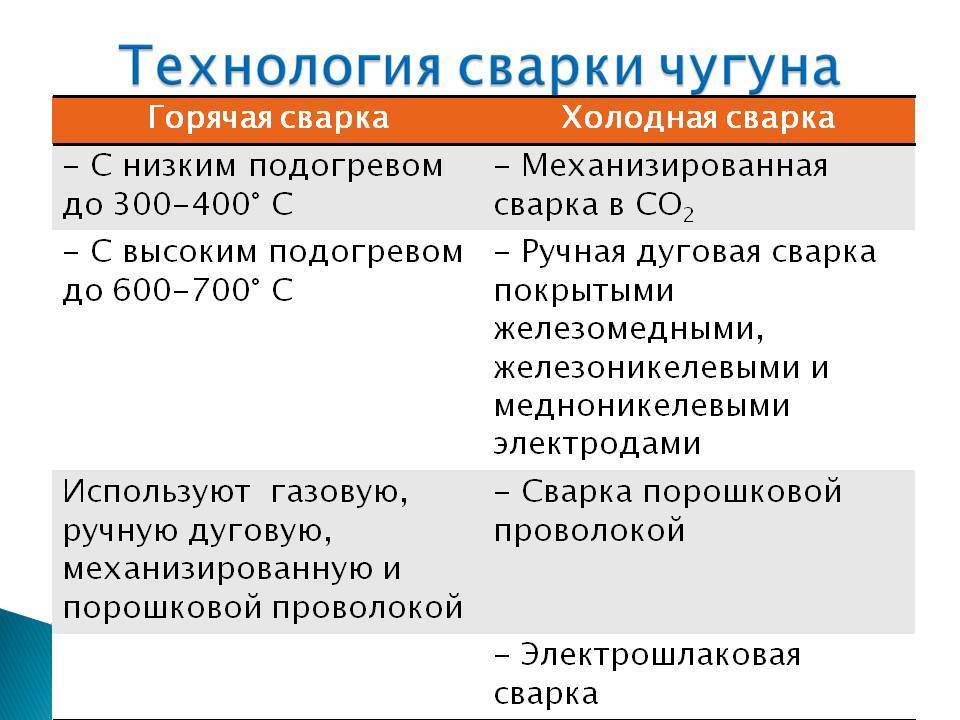
Существует 2 способа сварки чугуна — горячая и холодная.
К горячей относится и полугорячая .
При горячем соединении деталь нагревают до температуры 600-700°С, выполняют сварку и медленно охлаждают чугунное изделие в печи. При полугорячем соединении поддерживают температуру 300-400°С.
Горячая и полугорячая сварка нуждается в дополнительном оборудовании. В бытовых условиях применяется холодное соединение.




Разделка кромок
Сварка чугуна электродом в домашних условиях нуждается в разделке фасок. Обезжиривать и зачищать детали не требуется.
Снятие фасок выполняется:
Нюанс : острые кромки не допускаются. Остроту снимают подходящим инструментом.
Как правильно сварить чугунные детали на холодную
При соединении не перегревайте околошовную зону (не более 80°С). Делайте частые перерывы между проходами. Используйте многопроходную сварку.
- сначала выполните наплавку по краям фасок;
- затем постепенное заполнение шва;
- после каждого прохода делайте проковку валика по горячему.
Валики выполняйте длиной 40 мм, вразброс для снижения нагрева детали.
Как заварить чугун электросваркой в домашних условиях. Что понадобится:
- источник тока (инвертор);
- электроды 3 мм;
- щетка для зачистки шва;
- молоток для проковки и удаления шлака;
- шарошка или фреза для разделки фасок;
- щиток и перчатки.
- сначала разделка кромок и притупление острых углов;
- затем наплавка по краям фасок;
- далее постепенное заполнение шва.
Делайте проковку каждого валика по горячему. Не спешите, давайте время для остывания детали (нагрев околошовной зоны не более 80°С).
После заполнения сварочного шва, переверните деталь и разделайте кромки с обратной стороны. Выполните сварку, как описано выше. Соблюдая температурный режим и делая проковку каждого валика. По окончанию процесса, по желанию отшлифуйте наплавленную поверхность.
Видео:
Холодной сваркой ремонтируют батареи, тиски, блок цилиндров двигателя и другие конструкции из серого чугуна.
Марки электродов для сварки чугуна
В этой статье, вы можете познакомится с заводскими электродами и самодельными для соединения разных видов чугуна.
Таблица ниже, поможет выставить ток на аппарате для разных диаметров марок электродов:
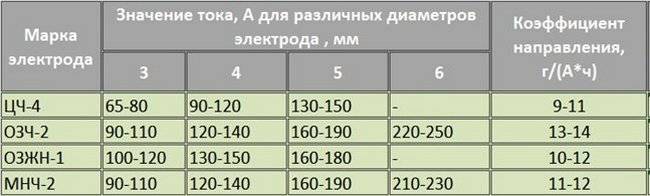
Значение тока указаны для нижнего положения электрода. Для вертикального положения ток уменьшают на 15-20 А, кроме ЦЧ-2.







В целях экономии, домашние умельцы приноровились выполнять сварку чугуна обычным электродом с медной проволокой. Видео ниже:
Также, медная проволока поможет в сварке чугуна со сталью.
https://youtube.com/watch?v=ibckNCRarwQ
Некоторые умельцы спрашивают, как варить чугун полуавтоматом? На форумах по металлообработке опытные сварщики советуют применять проволоку ПАНЧ 11. Соединение выполняется стежками по 2-5 см с проковкой, без газовой защиты на прямой полярности. Ток 90-110 Ампер в зависимости от толщины металла.
Чем резать чугун
Виды резки делятся на термические и механические. Перечень инструментов и способов:
- Болгарка — простой и доступный способ. Минус: рез происходит по прямой.
- Труборезы хорошо себя зарекомендовали при работе с трубами.
- Сабельная пила.
- Электродом.
- Газокислородная резка — неплохой вариант. Кислородно флюсовая улучшит качество резки чугуна.
- Мобильные установки Терморезак 2М (вес до 5 кг).
- Кислородно-копьевая резка и плазменная.
Как видите, есть из чего выбрать! В бытовых условиях широко применяется болгарка.





