

Подготовка к работе
Панель управления сварочным полуавтоматом без газа содержит несколько элементов управления, среди которых:
- переключатель сварочного тока полуавтомата;
- регулировка скорости подачи присадочной проволоки;
- таймер включения и отключения для точечной пайки;
- крепление для сварочного пистолета.
Все сварочные аппараты, позволяющие проводить соединение металлов в углекислоте, в процессе подготовки к работе должны пройти череду этапов:
- Проверка заземления аппаратуры. Согласно пожарной безопасности и стандарту ГОСТ все сварочное оборудование должны быть присоединено к заземляющему проводнику.
- Проверка сети. Полуавтоматы очень уязвимы к различным отклонениям напряжения в электрической сети.
- Выбор режима работы. Настройка аппаратуры производится под конкретный вид сварочных работ.
- Диагностика работоспособности горелки и системы подачи присадочной проволоки.
- Проверка качества проволоки. Присадочный материал не должен иметь отслоений, повреждений и вмятин.
Что такое полуавтомат и его виды
Чтобы варить сварочным автоматом, необходимо понимать, что это и как он устроен. Аппарат для полуавтоматической сварки представляет собой механический прибор, в котором установлена катушка с проволокой, исполняющей роль плавящегося электрода и механизм для автоматической ее подачи. Сила тока и скорость подачи электрода устанавливает сварщик на аппарате сам, в зависимости от типа металла, который сплавляется, и от скорости перемещения горелки.
Существует множество различных агрегатов для сварочных работ. Чтобы их немного упорядочить, существует несколько классификаций. Рассмотрим самую основную – по способу защиты материала во время процесса:
- полуавтоматическая сварка под слоем флюсов (флюс – это порошкообразный состав, который находится в середине рабочей проволоки. По своим химическим свойствам он напоминает обмазку электрода );
- сварка в инертных и активных газах;
Кроме этого различают однофазный и трехфазный агрегаты для сварки полуавтоматом. Однофазные модели работают от обычной розетки в 220В. В этом случае, если сеть не будет соответствовать мощности агрегата, то дуга не будет стабильной, что приведет к дефектам при создании шва. Трехфазный аппарат не везде можно подключить, но при этом он отличается высоким качеством работы при разных нагрузках.
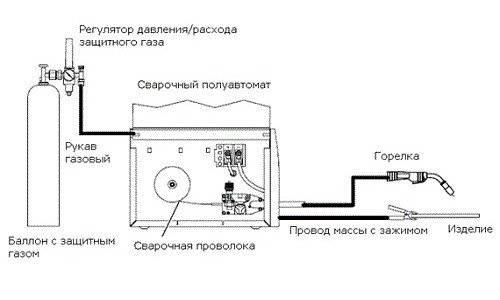
Хоть перечисленные сварочные полуавтоматы и отличаются между собой, все они имеют следующую комплектацию:
- источник тока;
- редуктор для перемещения электрода;
- горелка;
- сварочный кабель с зажимом;
- система управления;
- баллон с газом;
- рукав подачи газа.
Сварка толстого металла полуавтоматом
Металл, имеющий толщину стенок более 4-х миллиметров, требует предварительной подготовки: снимаются фаски с обеих кромок. Это позволяет сформировать ровный и в то же время очень прочный шов.
При работе с толстыми заготовками следует выполнять горелкой колебательные движения, чтобы прогревалась большая площадь кромок. Производитель к сварочным полуавтоматам прилагает документацию, где содержится полезная справочная информация. Среди прочих данных есть и таблицы с рекомендованными параметрами для сваривания заготовок из толстого металла.
Основные правила выполнения работ:
- зазор между кромками не должен превышать двух миллиметров;
- ширина сварного шва должна соответствовать толщине металла;
- выбирая расходные материалы, следует учитывать рекомендации производителя оборудования.
Если специалисту поставлена задача максимально хорошо проварить заготовку с толщиной свыше пяти миллиметров, то работу нужно выполнить в несколько подходов. Первым делом проваривается центр стыка. После этого деталь проваривается сверху и снизу. Сваривать заготовки желательно на открытой площадке или же в просторном хорошо вентилируемом помещении.
Сварка толстых металлов
При сварке заготовок тоще 4 мм, с кромок снимаются фаски. Это делается для получения глубокого провара. Горелка ведется не по прямой линии, а с небольшими колебательными движениями. Например, зигзагообразные, спиральные, вперед-назад и т.д. Так шов получится глубже и шире.
- между деталями делается зазор 1-2 мм;
- ширина сварочного шва должна равняться толщине заготовки (примерно), например, если варятся 2 детали, толщиной по 6 мм, шов должен зайти на каждую их них по 3 мм;
Если толщина заготовок более 5 мм, может потребоваться варить в несколько проходов. Первый шов делается по центру, второй и третий – сверху и снизу первого шва.
На практике, понять, как работать полуавтоматом не сложно. Получить приемлемые результаты можно уже на первый день обучения. Главное – не бояться экспериментировать и помнить, что настройки полуавтомата индивидуальны для каждого сварщика.
особенности сварки тонкого металла, и как заварить прожег
Mig и Mag
МAG расшифровывается как Metal Activ Gas, что означает полуавтоматическая сварка в среде активного углекислого газа. MIG – Metal Inert Gas, полуавтоматическая сварка выполняемая в среде инертных газов. Об этих видах поговорим в нашей статье.
MIG и MAG обозначают один и тот же сварочный процесс, выполняемый полуавтоматической сваркой в защитном газе. Mig выполняется в атмосфере инертного газа, а mag в активного, чаще всего – углекислом. MAG и Mig процесс также называют механизированной сваркой (МП). Это обусловлено тем, что процесс подачи проволоки механический, а не ручной как в случае со способом TIG. По поводу TIG читайте в данной статье.










Зачатую у новичков возникает вопрос, что такое сварка МП. Расшифровывается МП – механизированная сварка плавящимся электродом, аббревиатура обозначающая, по сути, то же что MAG и MIG. Также возможно встретить название кемпинговая или кемпельная сварка. В данном случае речь идет все о том же. Данное название пошло от производителя полуавтоматов фирмы KEMPPI
Настройка полуавтомата
Сварочный полуавтомат — профессиональный инструмент, поэтому нуждается в точной настройке. Более того, именно от правильной настройки и зависит результат. Для начала, конечно, стоит внимательно изучить инструкцию, а также знать ряд параметров и характеристик процесса. Необходимо учесть такие данные как:
- характеристики и толщина свариваемых материалов;
- характер шва (горизонтальный, вертикальный);
- особенности конструкции;
- интенсивность использования аппарата;
- нагрузка сети.
Настройка полуавтомата проводится в точном соблюдении всех параметров, указанных в специальных таблицах. Так, надо учитывать силу тока, потому что слишком низкая может существенно повлиять на качество шва или сделает сварку невозможной.

В некоторых моделях регулируется только напряжение. Принцип настройки следующий: толще металл – выше рабочее напряжение (и сила тока).
Следующий шаг – настройка подачи проволоки; она также должна соответствовать показателям в таблице. Проволока поступает в мундштук с катушки по специальному шлангу. Есть модели, оснащенные коробками переключения передач.
Настройка скорости подачи учитывает толщину металла, а также диаметра проволоки. При слишком быстрой подаче велика опасность того, что электрод будет не успевать плавиться. Слишком низкая подача означает быстрое сгорание проволоки; металл при этом расплавляться не будет.
В любом случае собственный опыт будет просто неоценим. Вот так в общих чертах настраивается сварочный полуавтомат, видео ниже.
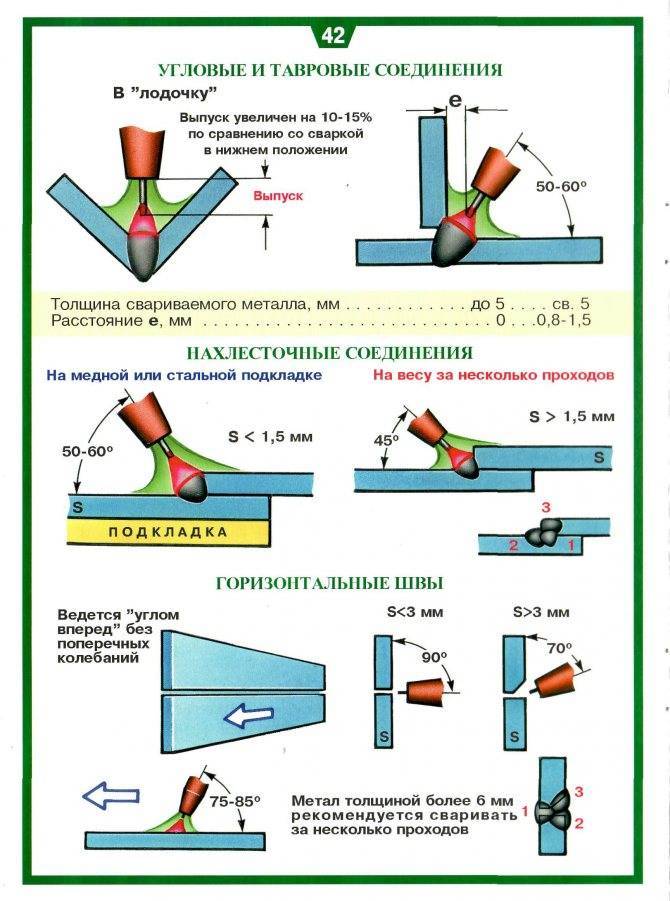
Сваривание заготовок значительной толщины
При соединении заготовок толщиной больше 4 мм к подготовке следует подходить более внимательно. Кроме зачистки поверхности от грязи, краски и ржавчины с кромок элементов, по которым будет проводиться сварочный шов, следует снять фаску. Как правильно снять фаску, под какими углами, регламентируют ГОСТы, информация также доступна в интернете.
Для обеспечения надёжного соединения толстых заготовок нужно не просто вести дугу вдоль свариваемых кромок, а совершать горелкой колебательные движения. Видов и способов этих движений множество, однако применяют чаще всего обычный зигзаг или возвратно-поступательные. Ширина захода расплавленного металла шва на поверхность детали должна быть равна толщине заготовки.
Перед началом работы нужно задать зазор между свариваемыми деталями. Без зазора металл не проварится на всю свою толщину, шов останется поверхностным и не обеспечится необходимая прочность. Для упрочнения тавровых соединений из толстого металла поверх готового шва накладывается ещё два — по верхней кромке шва с заходом на заготовку и таким же образом по нижней кромке. Это позволяет упрочнить шов, что может быть актуально при толщине деталей от 8 мм.
Несмотря на ошибки и некоторые тонкости при обучении широко применяется сварка полуавтоматом, видео для начинающих помогает визуально отличить особенности, узнать, из-за чего появляются те или иные погрешности и как их устранить. Значение наглядности сложно переоценить на начальных этапах пользования сварочным аппаратом, особенно при самостоятельном освоении оборудования.
Твердосплавные диски по металлу. Работаем без искр
Цепные электропилы. Рейтинг надёжности
Сварочная проволока
Вслед за широкой востребованностью полусварочных автоматов промышленность начала создавать различные виды проволок для них. Правильный ее выбор повышает производительность сварочного процесса, улучшает качество шва. Немаловажным аспектом является повышение безопасности. ГОСТ 2246 содержит требования к составу и качеству проволоки. Среди большого количества видов марок находят постоянное применение лишь некоторые из них. Остальные являются узкопрофильными.
Тип, диаметр и марка проволоки зависят от химического состава и толщины свариваемых металлов. Состав проволоки должен соответствовать аналогичной характеристике материала. Поэтому проволоки разделяют на три крупных вида: низкоуглеродистую, легированную и высоколегированную.







Вид марки обозначен на маркировке. Буквы и цифры указывают на состав и процентное соотношение входящих элементов. Проволока, в которой уменьшено содержание вредных веществ, таких, как сера и фосфор, в конце маркировки имеют букву «А». Две буквы «АА» свидетельствуют о металле высокой очистки.
Диаметры проволоки для сварки полуавтоматом находятся в диапазоне от 0,3 до 12 мм. Выбор диаметра зависит от толщины деталей. Так, например, если предстоит сварка деталей, имеющих толщину 3-5 мм, то диаметр проволоки должен быть не больше 2 мм. На выбор проволоки также оказывает влияние выбранная сила тока. Для экономии при процессе сварки ведут контроль расхода присадочного материала. На него оказывают влияние состав свариваемого металла, диаметр проволоки, ее качество.
Возможна ли сварка без газа?
Для сварки полуавтоматом нужны инертные (или углекислый) газы, плавящаяся присадочная проволока и флюс. Такая технология называется MIG/MAG.
С её помощью работающие сварщики получают прочные соединения, на качество которых жаловаться не приходится. Ручная электродуговая сварка (ММА) такой эффект выдаёт с трудом.
Но первый вариант включает в себя много деталей: газовую среду, сам полуавтомат и проволоку. Последние два элемента исключить нельзя, но без первого шов может получиться.
Основной недостаток MIG/MAG — это газ. Баллоны с ним большие, переносить их сложно. В местах, где места мало, или нет устойчивой площадки для работы, негде поставить систему подачи газа.
Если материала для пайки много, баллоны нужно менять или заправлять, но в труднодоступных местах это нелегко из-за того, что заправку не получится носить с собой вместе со всем остальным оборудованием. Можно ли отказаться от газовой среды в этих случаях?
Сварщики считают, что можно делать работу так же, как и с газом, но без последнего. Они решают, что полуавтомат с присадочной проволокой выполнит неплохие швы без влияния газа.
Но будут ли они такими же плотными и аккуратными, как полученные в газовой среде? Расскажем дальше.
Это интересно: Сварочный полуавтомат — зачем он нужен и как его использовать?
Как сварить сварочным полуавтоматом алюминиевые детали?
Соединения алюминиевых поверхностей необходимо пользоваться проволокой из алюминия. Пластичная проволока может легко залипать внутри горелки, загибаться в разные стороны. Избежать этого можно, применяя особые токосъемы.
Для защиты места соединения применяют высококачественный аргон. Давление выбирайте правильно. Оно должно ограждать сварочную ванну от подсасывания воздуха.
Подобное явление возникает, когда защитный газ подается слишком быстро. Необходимо правильно выполнить на сварочном полуавтомате регулировку индуктивности.
При выполнении сваривания сварщику нужно пробить пленку, которая покрывает алюминий, с определенной скоростью тянуть дугу, следить за сварочной ванной. Только так можно добиться ровного, прочного шва.
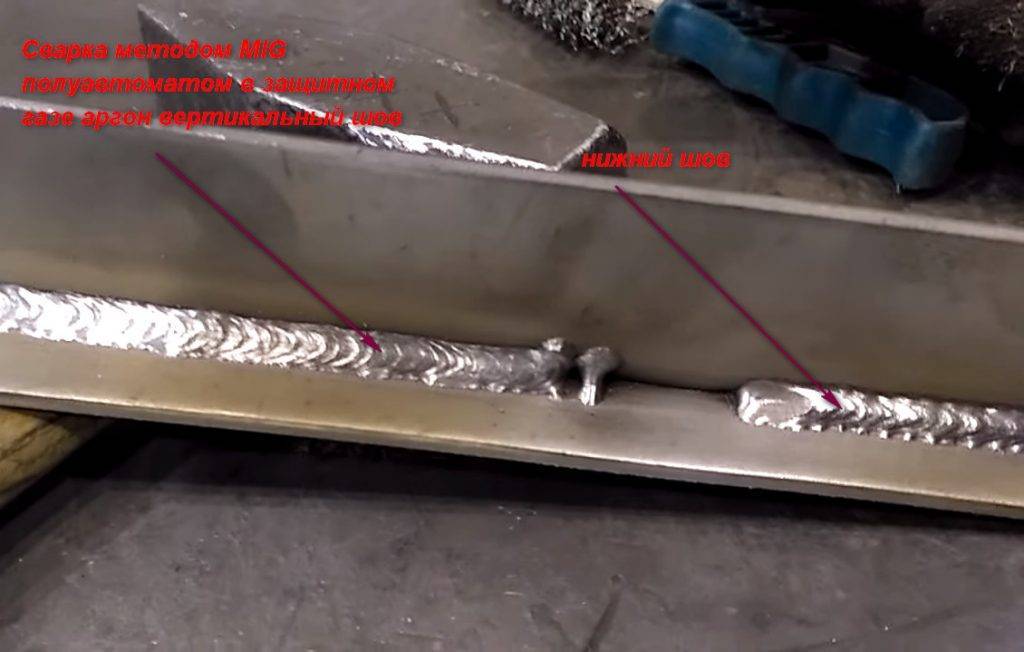
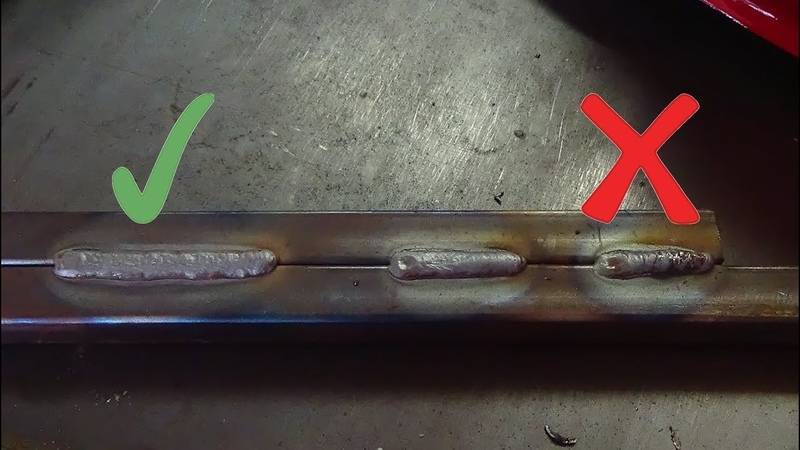
Сварка при помощи проволоки
Общий вид полуавтомата для сварки порошковой проволокой и внешний вид качественно выполненного соединения показаны на рис. 2:

ПОСМОТРЕТЬ Сварочный полуавтомат на AliExpress →
Нюансы сварки самозащитной проволокой на видео:









| Вид неисправности | Причина или причины возникновения | Способ или способы устранения |
|---|---|---|
| Невозможно зажечь дугу | Отсутствует контакт в цепи | Необходимо проверить: — контакты (зачистить их и подтянуть); — конец проволоки (очистить от корочки флюса – сбить или откусить небольшой кусок кусачками) |
| Дуга в процессе соединения обрывается | Большой сварочный ток | Уменьшить |
| Скорость подачи проволоки мала | Увеличить | |
| Не поступает в канал электродная проволока | Отсутствует контакт в кнопке пуска | Зачистить |
| Перегорели предохранители | Променять на новые | |
| Обрыв фазы в цепи электродвигателя | Устранить обрыв, отключив управление от сети | |
| Проволока прилипает к металлу свариваемых частей | Сила тока мала | Увеличить |
| Скорость подачи проволоки завышена | Уменьшить | |
| Проволока подается рывками или с непостоянной скоростью | Слабый зажим верхними прижимными роликами | Изменить усилие пружин |
| Износ поверхности ведущих роликов | Заменить на новые | |
| Заедание в наконечнике сварочной головки | Прочистить или заменить в случае износа или подгорания | |
| Изгибы сварочного кабеля | Выровнять | |
| Происходит быстрый износ подающих роликов | Высокое усилие нажатия прижимных роликов | Ослабить |
| Корпус горелки под напряжением | Пробита изоляция между контактным наконечником и корпусом горелки | Восстановить изоляцию |
| Между корпусом и наконечником имеется посторонний металлический предмет | Удалить | |
| Возникают поры в шве при сварке в защитных газах | Нарушена газовая защита | Проверить: — качество газа; — напряжение на дуге; — соответствие марки проволоки металлу, подлежащему соединению |
| Газ не поступает в зону с варки | Неполадки со шланговым кабелем (пережат или оборван) | Устранить причину |
| Не сработал отсекатель газа | Проверить питание катушки электромагнита | |
| Отверстие редуктора закупорилось | Редуктор необходимо отогреть | |
| Закрыто выходное отверстие сопла брызгами металла | Удалить брызги или заменить сопло | |
| Флюс не поступает в сварочную горелку | Давление сжатого воздуха низкое | Увеличить |
| Засорился инжектор или флюсовая трубка | Прочистить, при необходимости, просушить флюс |
Подготовка прибора к работе
Перед тем, как варить полуавтоматом, уделите время для неспешного выставления необходимых параметров и выбора режима. От этого зависит, как хорошо будет выполнен шов, какие у него будут размеры и форма.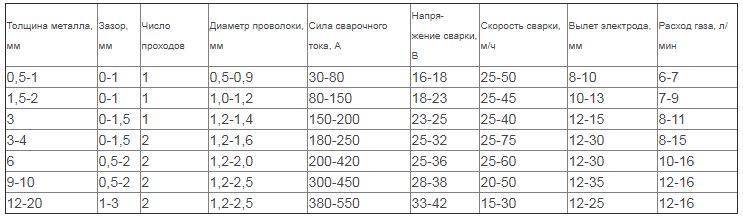
Сила тока. Этот показатель зависит от толщины электрода. Чем выше сила тока, тем глубже провар и тем больше количество основного металла в составе шва.
Напряжение дуги. Зависит от выставленной силы тока. Чем оно больше, тем шире шов и тем меньше глубина провара. Если необоснованно завысить напряжение, произойдет разбрызгивание металла, защитный газ не даст нужного эффекта, в наплавленном металле будет большое количество пор.
Скорость подачи проволоки. Также находится в зависимости от силы тока. При неправильно выбранной скорости произойдет обрыв дуги или короткое замыкание.
Скорость сваривания. Зависит от толщины свариваемых поверхностей: чем она больше, тем уже должны быть валики и тем выше скорость
Обратите внимание, что при слишком высокой скорости произойдет окисление электрода, который выйдет из зоны действия защитного газа, а при слишком низкой не избежать пористости шва.
Длина вылета электрода, расстояние от сопла до свариваемой поверхности. Зависят от диаметра проволоки
При слишком малом вылете возможно подгорание сопла горелки, при слишком большом — образование пор на металле.
Расход газа. Зависит от скорости сварки, толщины проволоки, наличия сквозняков, формы свариваемого изделия. Если условия сварки неблагоприятны, но необходимо получить качественное соединение, расход газа стоит увеличить.
Назначение полуавтоматической сварки
В пятидесятых годах прошлого века, когда разрабатывался данный процесс, его основной функцией было то же что и в наше время — получение высококачественных сварных швов. Особенно это актуально для тонких деталей. Если работать данным способом правильно можно получать очень высокую производительность. Что очень востребовано на крупных предприятиях при изготовлении металлоконструкций с протяженными швами или изделий большой толщины.
Основная функция — это соединение металлов с высокой производительностью, и универсальностью применения. Данным способом варят огромное количество как цветных металлов, нержавеющих сталей и сплавов так и «черных» сталей, чугуна и прочих.
Теперь немного разберемся с оборудованием. Для сварных соединений используются специальные аппараты. Они называются – полуавтоматами.
МП ведется полуавтоматически – перемещает горелку вручную. Проволока подается автоматически. Это послужило названию полуавтомат.
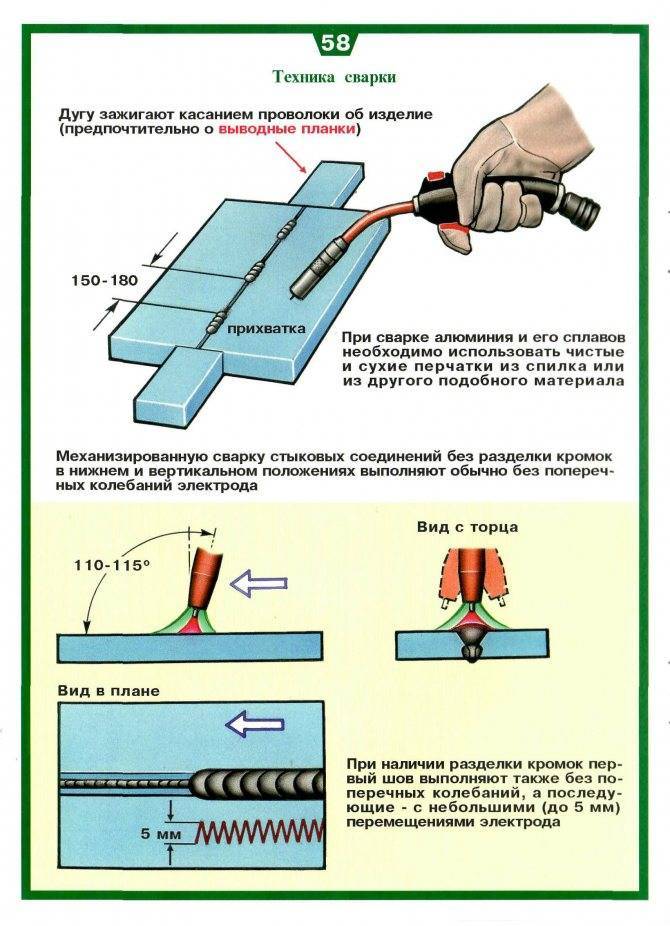
Правильная техника сварки с помощью полуавтомата
Техника варения сварочным полуавтоматом крайне важна для получения качественных соединений, которые не утратят первоначальных эксплуатационных параметров со временем. Она отличается от технологии выполнения электродуговой ручной сварки.
Существенно и различие автоматически функционирующих приборов от полуавтоматических агрегатов. Рассмотрим основные техники сварных работ полуавтоматом.
Особенности сварных работ в среде защитного газа
При выполнении сварочных работ с использованием полуавтоматического оборудования может применяться газ. Это позволяет снизить процесс окисления металлической детали, подвергаемой сварке, и повысить прочностные характеристики созданного соединения.
Газ для сварочного полуавтомата можно применить разный, но чаще остальных используют: углекислый газ, гелий. Объяснить такую тенденцию можно их доступностью и низким расходованием при выполнении сварных работ.
Технология сваривания позволит понять, как пользоваться сварочным аппаратом при работе с газами.
Сварка в среде защитного газа.
Их существует несколько видов:
- Непрерывное сваривание подразумевает ведение горелкой или электродом от начала и до конца шва.
Такая техника требует большого мастерства. - Точечная сварка предполагает соединение металлических деталей путем организации множества сварных точек, а не при помощи сплошной дорожки.
- Сварное соединение коротким замыканием осуществляется, в большинстве ситуаций, для тонколистового металла путем его расплавления за счет подачи импульсов от короткого замыкания, образуемого в аппарате.
После замыкания расплавленный металл образует каплю, которая и соединяет две детали.
Многие мастера выбирают режим переменного тока при выполнении сварки полуавтоматом с углекислым газом. В начале работы оборудование следует настроить, исходя из типа рабочего металла и его толщины. Режим сварки определит расход газа, а вот проволока расходуется, в среднем, по 4 см за секунду.
После настройки оборудования и подготовки деталей можно начать соединение поверхностей с помощью полуавтомата. Включите подачу газа, возбудите электрическую дугу, коснувшись проволокой рабочей детали. Нажатие на кнопку Пуск на корпусе агрегата запускает механическую подачу электрода.
Качество швов определит соблюдение важных нюансов при работе:
- держите и ведите проволоку строго прямо, но не вплотную к заготовке, чтобы сохранить хороший обзор сварной ванны;
- соблюдайте нужный интервал между кромками свариваемых деталей при работе;
- согласно данной технологии толщина изделия до 1 см требует зазора не более 1 мм, а толщина изделия более 1 см требует зазора в размере 10% от данной величины.
Технология работы с алюминием
Сварка полуавтомат позволяет варить разного рода металлы, и в том числе алюминий.

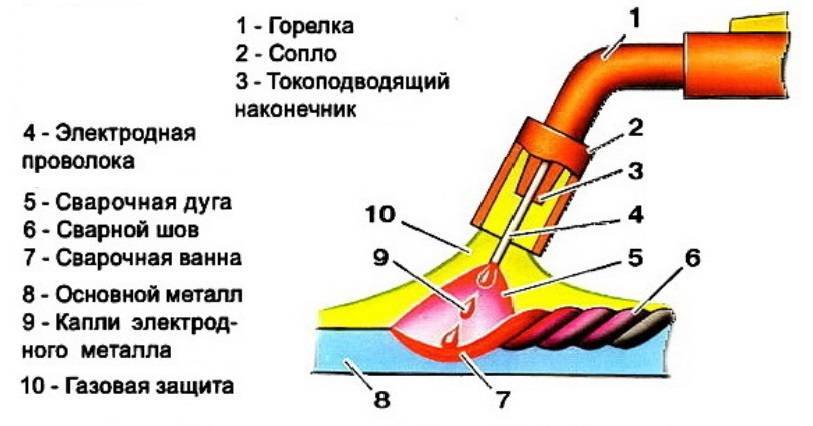
Схема сварки металла горелкой.
Но при работе с таким металлом важно соблюдать особые правила, поскольку процесс характеризуется особенными свойствами:
- Поверхность алюминия покрыта тонким слоем амальгамы с температурой плавления намного выше, нежели у самого металла.
Поэтому потребуется применить инертный газ – аргон. - Алюминий быстро поддается плавлению, поэтому течет.
Чтобы избежать негативных последствий при работе сварочным полуавтоматом, примените подложка. - Сама сварка осуществляется плавящимися электродами при постоянном токе обратной полярности.
То есть, на деталь фиксируется отрицательный заряд, а на горелке – положительный.
Описанные приемы выполнения сварки алюминия позволят добиться качественного плавления заготовки и быстрого разрушение верхнего слоя, что в итоге обеспечит сварщику возможность создать надежные сварные швы.
Сварка с проволокой
Сварочный аппарат
Для понимания специфики работы таким методом, стоит выяснить основные характеристики флюса. Это порошок, который помещен в середину сварного электрода.










Он плавится при воздействии высокой температуры и выделяет облако газа, надежно защищающее сварную ванну от риска окислиться. При этом инертный газ из баллона не расходуется.
Специалисты не рекомендуют использовать полуавтомат вместе с самозащитными электродами, если работать приходится со слишком тонкими листами или среднеуглеродистой сталью. Иначе могут появиться дефекты в виде горячих трещин.
А чтобы повысить температуру сварной электрической дуги для максимально оперативного расплавления порошка внутри сварного электрода, стоит применить обратную полярность.
Особенности использования
Применение полуавтомата при сваривании способствует быстрому накладыванию швов, потому что порошковый тип изделий подаётся без перерывов. Так как шланг с газом не всегда может быть доступен к работе, данный способ позволяет сваривать металлы в среде защитных газов
Правильно варить без газа сможет практический каждый желающий, при этом особое внимание стоит уделить наплавке и настройке. При механизированной сварке нужно обязательно учитывать параметры тока, полярность, а также правильность техники выполнения
В работе с данным металлическим приспособлением есть свои нюансы, о которых нельзя забывать мастеру
Для того чтобы успешно вести дугу и формировать шов, стоит подготовить ровную поверхность. При работе с полуавтоматами этого можно достичь путём переключения контактов во внутренней части агрегата
В работе с данным металлическим приспособлением есть свои нюансы, о которых нельзя забывать мастеру. Для того чтобы успешно вести дугу и формировать шов, стоит подготовить ровную поверхность. При работе с полуавтоматами этого можно достичь путём переключения контактов во внутренней части агрегата.


Важным моментом в работе является установка роликов, полностью соответствующих диаметру используемой проволоки. В боковой части ролика имеется информация о диаметровом диапазоне. Ролик с подвижным типом не стоит затягивать туго, так как проволоке характерна полая структура, и данное мероприятие может повлечь за собой её деформацию либо возникновение затора в кабельном канале.
Для того чтобы протяжка проволоки была беспрепятственной, понадобится снять наконечник, расположенный на выходе прижимного элемента. Его накручивание проводят после того, как появится расходный элемент от окончания данного канала. Диаметр наконечника также должен быть подобран в соответствии с габаритами проволоки, так как большое отверстие может стать причиной возникновения трудностей при управлении дугой. Во время проведения данной процедуры не применяется газ, поэтому надевание сопла не является обязательным. Для того чтобы брызги не прилипали к наконечнику, его стоит опрыскивать специально предназначенным для этого средством.


Так как порошковый атрибут сварки не имеет механической крепости и жёсткости, специалисты рекомендуют применять специальный механизм, что обеспечивает непрерывность автоматической подачи элемента.
В процессе сварки происходит интенсивное образование шлака, его необходимо быстро ликвидировать при помощи металлической щёточки. В противном случае шлак может попасть в рабочую зону, что повлечёт за собой образование дефектов и уменьшение механической прочности.


Порошковая проволока может быть изготовлена полностью из металла или иметь флюсовое наполнение, благодаря чему выполняет задачи газа. При использовании данного атрибута сварки шов может получиться менее качественным, чем обычно, однако в некоторых случаях без порошковой присадки обойтись невозможно.








Транспортировка газовых балоннов не всегда уместна, поэтому мастер может использовать порошковую проволоку, например, на высоте или в неудобном месте. Как показывает практика, для домашнего применения с небольшим объёмом работы этот вариант сварки получается дорогим. А вот на производстве при использовании порошковых трубочек быстрая и качественная сварка может проводиться даже неопытными специалистами. Также было замечено, что такая сварка способна себя оправдать при накладывании длинного шва, в противном случае получается много отходов.


О сварке порошковой проволокой рассказано в следующем видео.





