

Как сделать точечную сварку
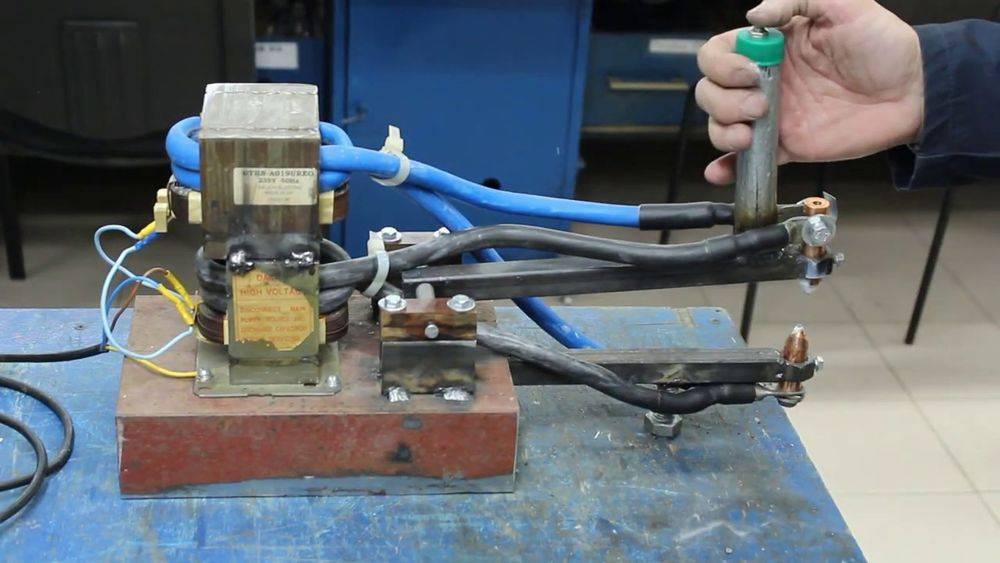
В данном случае для изготовления точечной сварки, использовался трансформатор ТБС3-0,63 (аналог ОСМ1-0,63), мощность которого 630ВА.
Первичная обмотка рассчитана на 380В, а вторичная на 220В с отводами на 22В и 5В. Но самое приятное, что данный ленточный магнитопровод очень легко разбирается раскрутив лишь один стягивающий винт.
Поскольку первичка трансформатора рассчитана на 380В, а домашняя сеть рассчитана на 220В, то необходимо снять полностью все обмотки. Разматывать необходимо аккуратно, поскольку этот провод нам еще понадобится, чтобы намотать первичную обмотку. При снятии обмотки 220В рекомендую посчитать, сколько она содержит витков, чтобы не прибегать к расчетам используя формулу:
W=(30(35)/ S)*U W — количество витков первичной обмотки , S сечение сердечника см.кв , 30-35 условный коэффициент U — напряжение
Намотка производилась в 2 провода (чтобы меньше грелась обмотка), которая досталась при снятии первичной и вторичной обмотки. Намотку производим виток к витку, разделяя слои диэлектриком (лакотканью). Всего получилось 264 витка, которые были уложены в 8 слоев. И еще остался зазор 14мм, для намотки вторичной обмотки.
Измерение тока на холостом ходу, показало потребление 0,36А (допустимый ток ХХ до 2-х ампер).
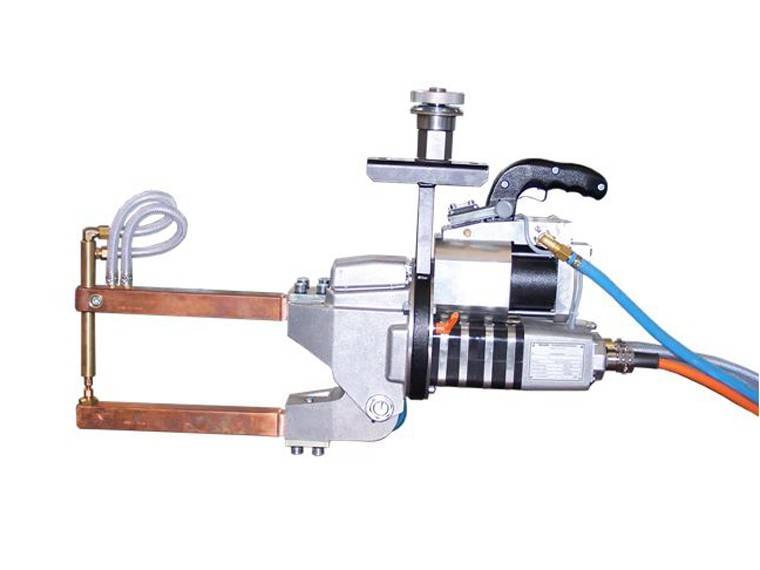
Конструкция и виды клещей
Ручные сварочные клещи для контактной сварки включают в себя:
- Корпус, в которым рассматриваемая оснастка подключается к сварочному трансформатору.
- Поворотный рычаг с зажимом для верхнего электрода.
- Зажимной узел нижнего электрода.
- Ручку, на которой смонтированы органы управления. Для более мощных типоразмеров клещей предусматривается педальное включение. Вторая, боковая, ручка предназначается для удержания инструмента во время сварки.
- Система контроля и управления на базе различного типа реле — прерывателей сварочного тока.
- Удлинитель или передник, если требуется производить сварочные работы на некотором удалении от трансформатора.
Хотя электроды и не входят в комплект, но все технические характеристики выпускаемых сварочных клещей ориентируются на определённый тип и диаметр расходного материала. Наличие такого инструмента существенно снижает трудоёмкость производства сварки, поскольку при работах, производимых в различных местах, нет необходимости передвигать массивный сварочный трансформатор. Именно поэтому сварочные клещи для контактной сварки особенно популярны в авторемонтных мастерских, выполняющих кузовные ремонтные работы.
 Классифицируются сварочные клещи по следующим признакам:
Классифицируются сварочные клещи по следующим признакам:
- По способу установки. Подвесные клещи популярны при промышленном выполнении контактной электросварки в больших объёмах, в то время как ручные, более компактные, лучше для сварки в труднодоступных местах.
- По приводу зажима электродов, который может быть ручным или пневматическим.
- По принципу привода. Автоматические клещи срабатывают по управляющему сигналу от реле, которое включается при достижении определённого усилия сжатия электродов. Механизированные исполнения приводятся в действие педалью или нажатием кнопки на рукоятке.
- По способу охлаждения электрододержателя. Используя для контактной сварки большие сварочные токи, эффективнее использовать воду, в остальных случаях охлаждение производится при помощи воздушной струи.
- По производительности. Сварочные клещи с водяным охлаждением способны обеспечить темп работы сварщика на уровне 500…700 точек в час, а клещи с воздушным охлаждением – не более 60…70.
Разновидностью сварочных клещей являются споттеры – приспособления, обеспечивающие ручной зажим электродов. Они применяются при контактной сварке небольших деталей.

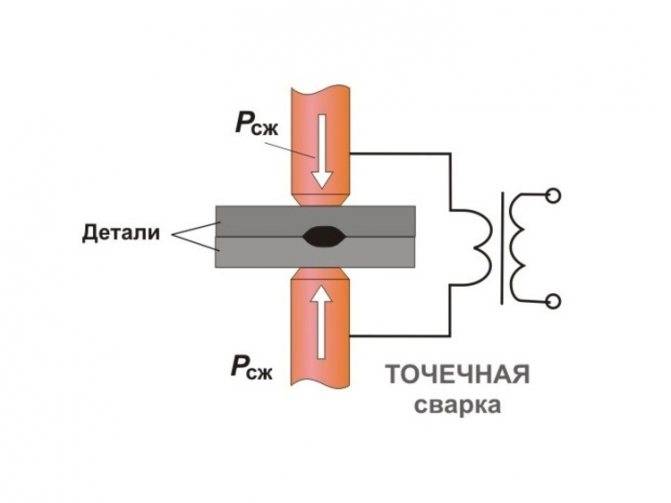
Принцип действия точечной сварки
Технология контактной сварки работает довольно просто — детали плотно сжимаются и через кратчайшее расстояние подается мощный электрический импульс. Металл разогревается, в точке соприкосновения образуется расплавленное ядро. Так как детали сжаты, происходит диффузия металлов. Ток выключается, точка остывает, металл кристаллизуется. Сварная точка получается прочной, при попытке разорвать соединение лопается материал рядом с точкой. Принцип работы аппаратов сварки — генерирование этого импульса и плотное сжатие деталей.
Чтобы импульс тока хорошо разогрел металл, он должен быть с большой силой и низким напряжением. Промышленные аппараты имеют характеристики: напряжение на контактах всего 1 — 3 Вольта, способны давать силу тока в 10 — 15 килоАмпер.
Устройство аппарата точечной сварки
Любой аппарат точечной сварки состоит из двух блоков:
- источник питания;
- зажимные клещи.
Чтобы получить мощный разряд при небольшом напряжении, потребуется трансформатор индукционного типа. Соотношение первичной и вторичной обмоток позволяет получить электрический импульс, достаточный для расплавления металла.
Зажимные клещи состоят из двух медных или графитовых контактов, расположенных на разных рычагах, и прижимного механизма. Прижимы бывают с разным приводом:
- Механические. Состоят из мощной пружины и рычага, сжатие металлов происходит за счет мускульной силы. Применяются в самодельных или бытовых аппаратах, не дают должного контроля за степенью сжатия, обладают малой производительностью.
- Пневматические. Наиболее популярны для переносных ручных аппаратов, легко регулируются при помощи изменения давления в воздушной магистрали. Недостаток — сравнительно медленные, не дают возможности изменения давления в процессе сваривания.
- Гидравлические. Не так популярны, гидравлический привод также медленный, но обладает большей широтой настроек, благодаря применению перепускных регулируемых клапанов.
- Электромагнитные. Самые «молниеносные», применяются как на ручных аппаратах, так и на больших стационарных. Позволяют регулировать сжатие металлов в процессе сварки, что позволяет добиться провара и отсутствия «выплесков» металла.
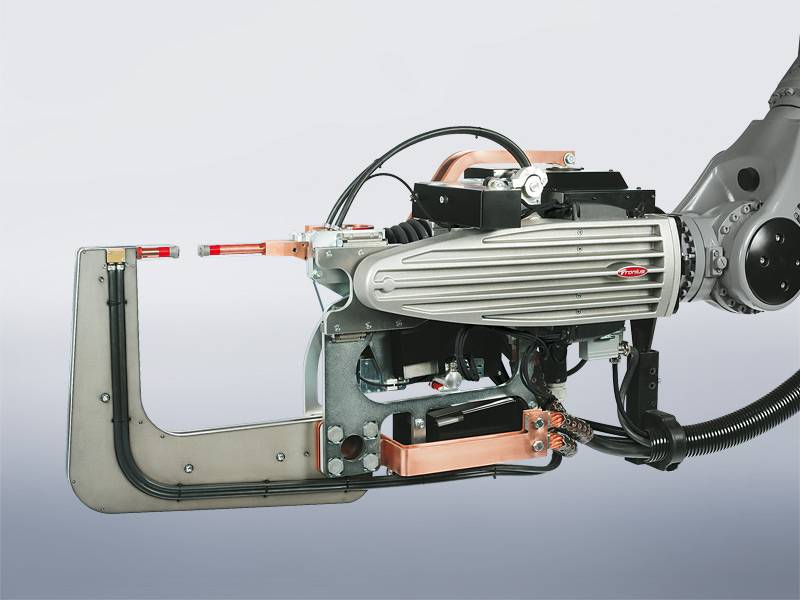
Клещи для точечной контактной сварки
Усложнение конструкции возможно при использовании контуров жидкостного охлаждения на нагруженных аппаратах, применении различных систем управления током и прижимом, роботизации перемещения электродов.
Где применяется
Точечную сварку применяют для соединения различных конструкционных металлов и сплавов. Особенности технологии — экологичность, скорость, надежность, легкость автоматизации — позволяют широко применять ее в:
- автомобилестроении для сборки кузовов;
- ювелирном деле для соединения деталей;
- микроэлектронике для спайки микросхем;
- производстве сварных арматурных каркасов для монолитных плит;
- производстве корпусов, деталей товаров народного потребления.
Преимущества и недостатки
Среди основных преимуществ точечной сварки особо выделяются:
- прочность соединения;
- технологичность;
- экономичность;
- возможность соединения как толстых, так и ультратонких деталей;
- возможность автоматизации и роботизации сварочного процесса;
- высокая культура производства и экологичность;
- универсальность в материалах и возможность масштабирования.
Среди недостатков можно выделить:
- сложность диагностики сварного соединения;
- требования к чистоте металлов при сварке;
- сложность настройки аппаратуры.
Это интересно: Машина контактной сварки — что это такое? Статья для новичков
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обращать внимание на то, чтобы их диаметр соответствовал диаметру провода, с которым они соединены. В качестве таких элементов можно использовать медные прутки, а для устройств небольшой мощности подойдут жала от профессиональных паяльников
В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Чтобы корректировать их геометрические параметры, их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.





Вариант изготовления электродов из толстой медной проволоки
Провода, которыми электроды связаны с аппаратом для точечной сварки, должны иметь минимальную длину, иначе в них будет теряться значительная мощность устройства. Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта.
Провода, связывающие электроды с аппаратом для точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Преимущества и недостатки
У контактной сварки довольно много достоинств, благодаря которым она стала так популярна в последнее время. Прежде всего, такой метод сварки потребляет очень мало энергии при высокой производительности. Ведь метод контактного соединения очень быстрый и на формирование одной сварной точки уходит менее секунды. Качество получаемых швов на высоком уровне, соединения получаются прочными и долговечными.
Не требуется особых знаний, контактной сваркой может заниматься мастер без специальной квалификации. Также возможна полная автоматизация рабочего процесса, вплоть до отсутствия необходимости находиться у станка. Профессиональные станки без проблем встраиваются в крупные сборочные линии.
Также не нужно использовать дополнительные комплектующие, вроде покрытых стержней, флюсов, газов и прочего
Отсюда и высокая экологичность контактной сварки, что тоже важно в условиях современного производства. Еще один плюс — простота сварки сложных металлов. Вам под силу сварка нержавеющей стали, алюминия и цветных металлов
При этом не нужно использовать инертный газ или неплавящиеся стержни
Вам под силу сварка нержавеющей стали, алюминия и цветных металлов. При этом не нужно использовать инертный газ или неплавящиеся стержни.
Но, как и у всех видов сварки, у контактного метода есть свои недостатки. Самый главный — высокая цена на профессиональное сварочное оборудование. Чтобы укомплектовать небольшой завод необходимым количеством аппаратов для контактной сварки нужно иметь немалый бюджет. Не говоря уже о покупке аппарата для домашней сварки.
Кроме того, такие аппараты требовательны к источнику питания. Им необходимо выдавать ток большого значения, минимум 1000 ампер. А для этого необходимо мощное и стабильное электронапряжение.
Начинающие сварщики, пожалуй, отнесут к недостатку тот факт, что правила контактной сварки регламентируются отдельным ГОСТом и они довольно строгие. Если хоть один пункт из правила не будет соблюдаться, то такую деталь просто не примут на следующий производственный этап. Проще говоря, уклониться от работы не получится. Мы не считаем это недостатком, ведь соблюдение технологии сварки и дальнейший контроль качества — это залог прочной и долговечной металлоконструкции.
Сварочный аппарат из аккумуляторных батарей
Во время сварки с применением электрических приборов на бытовые сети возложена огромная нагрузка. В итоге долгой точечной сварки провода могут расплавиться или же поломается бытовое оборудование. Соответственно, устройство может питаться от автономного источника. Например, переносного генератора, который работает за счет бензина или дизтоплива. Такой генератор можно приобрести или сделать самому.
Будет нужно несколько АКБ от автомобилей б/у. В данном случае расчет силы тока составит 1/10 от емкости аккумулятора. При использовании аккумуляторов разной мощности расчет можно сделать посредством самой маленькой емкости.
Потребуется создать цепь из последовательно соединенных аккумуляторов. «Плюсы» и «минусы» скрепляют кусачками, проводами или же проводками для прикуривателя либо же любыми клещами. Провод выводят от свободного «минуса» к электроду и зажимают клещами. От свободного «плюса» в сторону рабочей пластины в цепь ставят реостат.
Когда оборудование готово, можно сделать дополнительно оборудование для зарядки.
https://youtube.com/watch?v=tf5-uJ_pn-o
Самодельное устройство для сварки
Аппарат для контактной сварки относится к незаменимым устройствам. Подобные агрегаты должны находиться на «вооружении» у каждого мастера. В гараже, на даче, в мастерской и даже дома подобным агрегатам всегда найдется применение.
Аппарат контактной сварки стоит достаточно дорого, поэтому его изготовление выглядит весьма привлекательно. Во-первых, данным устройством в будущем можно гордиться и хвастаться. Во-вторых, самодельная ручная контактная сварка стоит значительно дешевле.









Важным также является тот факт, что собрать самостоятельно подобное устройство вполне реально из подручных материалов, что еще больше удешевит стоимость агрегата. Кроме того, сборка не отличается высокой сложностью и с ней справится практически любой человек
В этом деле важно строго следовать инструкции
Принципиальная схема аппарата точечной сварки.
Стоит отметить следующее: задача изготовления значительно упрощается, если делать споттер из сварочного аппарата, вышедшего из стоя. В данном случае будут практически все необходимые детали. В результате сборка нового агрегата не вызовет никаких затруднений.
Еще одним распространенным способом является создание аппарата на основе СВЧ печи. В этом случае главное правильно соблюдать подсоединение трансформаторов, особенно если их несколько.
Достаточно разобраться с принципиальной схемой контактной сварки, а также понять принципы ее работы, чтобы суметь изготовить прибор не только по готовым чертежам, но и по собственным. В последнем случае появляется возможность создания оборудования, полностью удовлетворяющего все требования мастера.
При должном подходе получится сделать сварку лучше моделей, продаваемых в магазинах. Это связано с тем, что в собственном изделии будут учтены многие параметры, важные мастеру. Речь идет и о конструкции клещей, и о размерах корпуса, а также о мощности и массе аппарата.
В домашних условиях контактная сварка применяется для сварки авто, металлических листов, проводов, мелкой бытовой техники и многого другого.
Какими электродами варить арматуру
При выборе этого расходного материала учитываются такие показатели, как тип стали стержня, предел ее текучести, толщина стержня и диаметр сварочного прутка. В маркировке арматуры должна стоять буква С («сварочная»), предел текучести (сопротивление разрыву) в индексе обозначают цифрой, например:
- А500С – свариваемая арматура из стали с сопротивлением разрыву до 490 МПа;
- А400С – арматура такого же типа с пределом текучести до 390 МПа.
Для ММА сварки А500С широко используются типы электродов с рутиловым и основным покрытием: Э42, Э42А, Э46, Э46А, Э50, Э50А, Э55, Э60. Какие же марки предпочтительнее?
ОЗС-12. Один из лучших вариантов именно для соединения таких стержней. Благодаря двуокиси титана в обмазке они могут работать по окисленным поверхностям, и даже в этом случае в металле шва исключено образование пор. Обеспечивают высокую стойкость соединения к усталости металла, в том числе, когда арматура воспринимает постоянные высокие нагрузки в месте шва. Используются для сварки арматуры для фундаментов, дорожного полотна. В ряду плюсов – возможность варить швы в любом пространственном положении.
УОНИ-13/55У – универсальные электроды с основным покрытием, позволяющие варить и арматуру А500С. Стыки арматуры выполняют ванным способом в нижнем положении шва. Стержни соединяют широким швом, сварная ванна должна как можно дольше находиться в жидком состоянии. Рекомендуемая длина дуги – короткая, поскольку горение при длинной может быть неустойчивым.
Для монтажа каркасов, рассчитанных на меньшие нагрузки, используют арматуру А400С. При сварке широко применяются марки АНО и МР с рутиловым покрытием – варить ими также можно по ржавой поверхности, а арматурные стержни соединяются внахлест. Используются и электропроводники с обмазкой основного типа. Это, прежде всего, изделия, выпускаемые под марками УОНИ-13/45, АНО-21, а также ТМУ-21У (относятся к типу Э42).
Соотношение арматурных и электродных стержней по толщине
- Если диаметр арматурного прута находится в пределах 5–8 мм, используется электроды 2, 2,5, 3 мм, не более.
- При сварке изделий толщиной от 8 до 10 мм, как правило, задействуют стержни 3, 3,5, 4 мм.
- Если толщина арматурного прута превышает 1 см, то нужно использовать стержни диаметром от 5 и более мм.
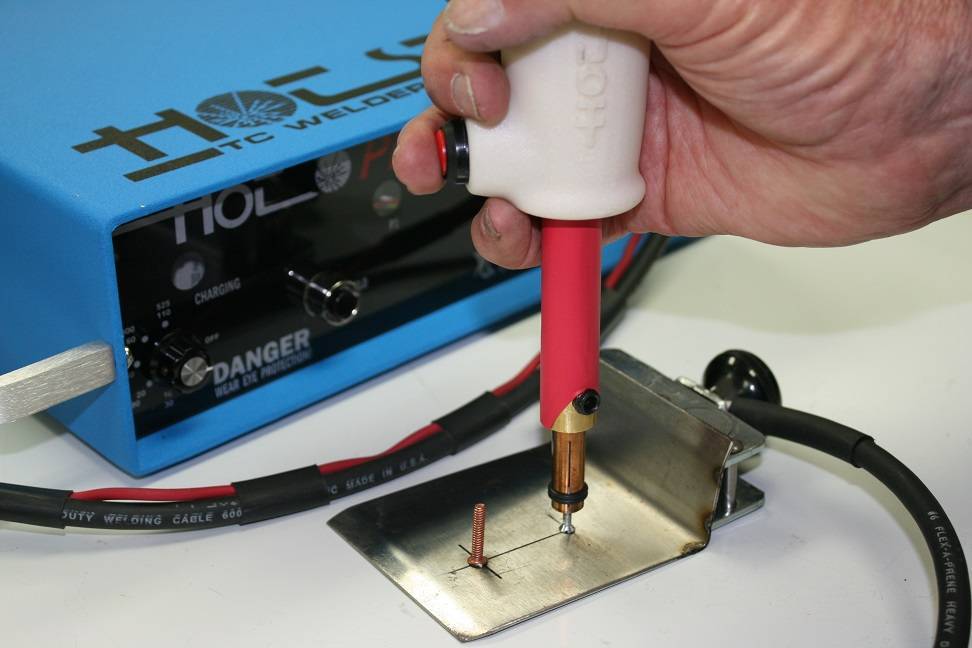
Аккумуляторы 18650 и их сварка
Аккумулятор типа 18650 можно справедливо назвать универсальным, применяемым в большинстве бытовых приборов. Он принадлежит к литий-ионному виду. В связи с их популярностью большое значение имеет такой вид работ, как точечная сварка для аккумуляторов 18650 своими руками. Технические параметры заложены в самом названии такого вида аккумуляторов: первые две цифры «18» означают диаметр батарейки, а следующие «65» — ее длину. Габариты указаны в миллиметрах. Последняя цифра свидетельствует о цилиндрической форме аккумулятора.
В зависимости от химических показателей различается несколько видов аккумуляторов 186560, но их всех можно отнести к литий-ионным. Наибольшую емкость имеют литий-кобальтовые аккумуляторы. Литий-кобальтовые аккумуляторы нельзя применять в тех приборах, которые во время эксплуатации начнут оказывать на них сильную нагрузку. Иначе они за короткое время выйдут из строя, и для ремонта понадобится точечная сварка для аккумуляторов 18650.
Лучшими аккумуляторами такого типа считаются литий-марганцевые. Они отличаются стабильностью при эксплуатации и долгим сроком службы, поэтому весьма востребованы среди пользователей. К наиболее безопасным видам относятся литий-железо-фосфатные.
Их относительная безопасность объясняется тем, что входящий в состав железо-фосфатный катод нетоксичен и устойчив к воздействию высоких температур. Однако, при сильных повреждениях корпуса они могут взорваться или воспламениться и тогда понадобится сварка аккумуляторов 18650, которая исправит эту ситуацию.
Аппарат для сварки аккумуляторов 18650 не является слишком сложным и вполне может быть изготовлен самостоятельно в домашних условиях. Для того, чтобы аккумуляторы реже выходили из строя, необходима их правильная зарядка, которую надо осуществлять согласно имеющейся технологии. Для этого следует воспользоваться специальным зарядным устройством. Оно может быть независимым или работать только при подключении в электросеть.
Для зарядки аккумулятора понадобится порядка трех часов. На скорость зарядки влияет сила тока. Ее оптимальное значение 0,5-1 Ампер. После окончания зарядки произойдет самостоятельное отключение батарейки от зарядного устройства, что гарантирует отсутствие перегрева аккумулятора и его порчи.





Сварка аккумуляторов 18650 своими руками предполагает прохождение таких этапов:
- Батарею установить на ровную поверхность.
- На поверхности аккумуляторов положить небольшую пластинку, предназначенную для того, чтобы соединить несколько емкостей в одно целое.
- После подачи тока на электроды пластина будет приварена к батарее.
Точечная сварка своими руками 18650 должна осуществляться медными электродами, соединенными параллельно. Такая самодельная точечная сварка для аккумуляторов 18650 является отличной заменой обычной пайке, при которой происходит перегревание элементов. Мгновенный импульсный разряд соединит детали крепко, но без их перегрева. Указанным способом представляется возможным наладить работу, как строительных инструментов типа шуруповерта, так и компьютерной техники.
Схема точечной сварки для аккумуляторов:
Аппарат для сварки аккумуляторов 18650 несложно собрать самостоятельно. После его сборки перед тем, как начать работать, следует провести испытание на работоспособность. Делается это в следующей последовательности:
- На горизонтальной поверхности установить несколько штук отработанных аккумуляторов. В дальнейшем потребуется соединить их в один блок. Для фиксации можно обмотать их скотчем.
- Поместить соединительную пластину на верхние поверхности аккумуляторов. Пластина должна располагаться равномерно и симметрично.
- Прижать к сооружению электроды.
- Включить ток и убедиться в том, сварка происходит должным образом.
- Сделать несколько соединительных точек.
- Отключить ток.
- Убедиться в надежности полученного соединения, попробовав разорвать его.
Если проверка прошла успешно, то можно приступать к работе.
Технология точечной сварки
Метод подходит для прочного соединения неоднородных сплавов. Сварка называется точечной из-за размера контакта, она зависит от площади касания двух жал или электродов, образующих электродугу.
Чтобы сделать точечную сварку, берут два листа металла и сварочное устройство. Процесс состоит из нескольких этапов:
- свариваемый металл помещают между жалами, к которым подводится электрический ток;
- включается блок питания;
- жала с силой соединяют;
- возникает электродуга, она проходит сквозь металлы, разогревает их;
- за счет силы сжатия расплав уплотняется, получается точечное соединение двух листов металла.
Прочность соединения зависит от силы сжатия жал, мощности дуги и площади касательной поверхности жал. Их делают из сплавов большой электро-, теплопроводности, такими свойствами обладают цветные металлы на основе меди.
Что такое точечная сварка?
При точечной сварке металлов свариваемые детали привариваются друг к другу в одной либо нескольких точках – отсюда и название. Прочность соединения зависит от структуры и размеров точки, которые, в свою очередь, определяются свойствами электродов, сварочного тока, времени протекания тока через детали, усилия сжатия и самих поверхностей соединяемых деталей.
Сварка, имеет высокую степень травматизма, поэтому соблюдайте технику безопасности
Точечная контактная сварка – весьма перспективный метод соединения металла. Он отличается высокой производительностью и широкой областью применения – от соединения тонких деталей электронных приборов до разнообразных конструкций из стальных листов толщиной до 20 миллиметров для автомобилестроения, самолетостроения, судостроения, машиностроения и других областей промышленности. Также метод контактной сварки используется для прокладки нефтепроводов и газопроводов.
За счет легкой автоматизации процесса контактная точечная сварка широко применяется на различных производствах, при серийном массовом производстве каких-либо изделий. Здесь стоит отметить то, что прочность получаемых контактной сваркой соединений мало зависит от квалификации сварки и находится на высоком уровне.
Это интересно: Аппарат для раструбной сварки — что это такое и как использовать?
Как же сделать аппарат?
Это устройство можно собрать из подручных средств. В первую очередь необходимо собрать из инвертора. Необходимо подготовить:
- трансформатор и конденсаторы для сварки;
- диоды и дроссели.
Использование всех перечисленных деталей поможет избежать длительной настройки.
Чаще всего такие аппараты для точечной сварки аккумуляторов мужчины изготавливают из деталей ненужной микроволновки. Она может уже находиться у вас дома, а можно позаимствовать и у друзей. Изготовленная точечная сварка из таких деталей характеризуется мощностью около 800А.
Качественный споттер гарантирует отличный результат работы с тонким металлом. Для выполнения домашних задач зачастую этого результата вполне достаточно, ведь сварка металла происходит в определенных точка.
Для изготовления такого аппарата для контактной точечной сварки лучше выбрать большую микроволновку. Ведь в таких моделях мощный трансформатор. А это основа будущего оборудования.









Трансформатор представляет собой сердечник с двумя обмотками. Он держится за счет сварных швов, которые необходимо удалить ножовкой или болгаркой. Будьте аккуратны, ведь обмотка не должна быть поврежденной. После сердечник нужно разделить на 2 части, очистить от клея и бумаги.
Наматываем вторую обмотку трансформатора. Для этого используют кабель, который подходит к прорези трансформатора, который наматывают на 2 витка.
К основанию прикрепляют трансформатор эпоксидной смолой, сжимая тисками.
Вторичная обмотка позволяет увеличить мощность устройства.
Если вы желаете увеличить больше мощность, то можно использовать дополнительный трансформатор из еще одной микроволновки. Его присоединяют к первому.
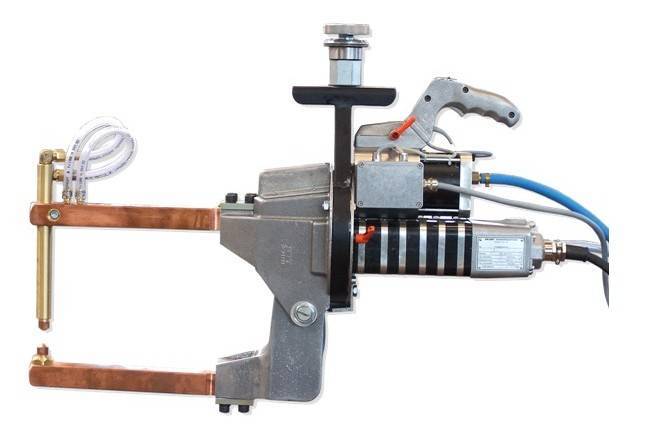
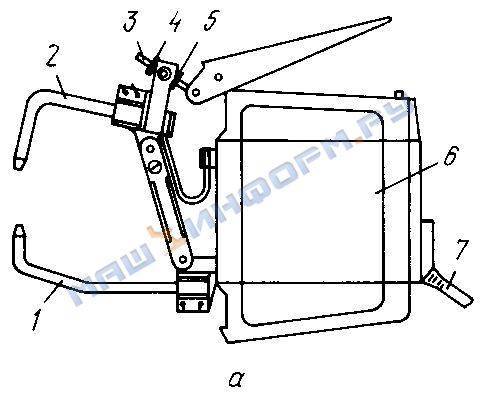
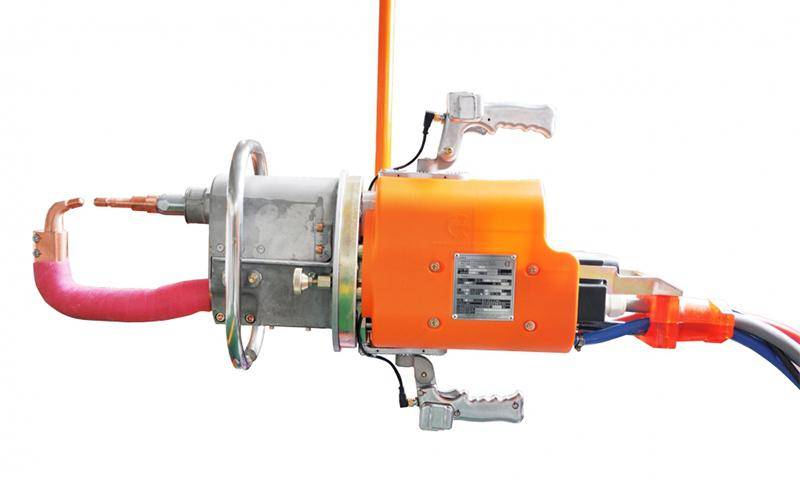
Принцип работы и устройство клещей контактной сварки
По способу эксплуатации различают два вида клещей контактного соединения деталей:
- Ручные;
- Подвесные.
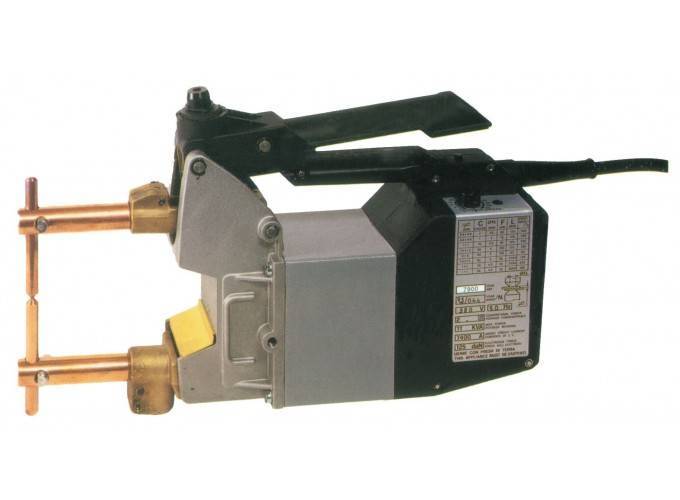
Ручные клещи для контактного сварочного аппарата – это устройство, состоящее из трансформатора к которому присоединены щипцы для электродов. В верхней части корпуса фигурирует рычаг, выполняющий функцию регулировки ширины раскрытия держателей. Для работы устройства не требуется соединения электродов посредством проводов с отдельным источником тока. Такие сварочные клещи очень удобны в использовании, так как они весят всего 12 кг.
При подключении к электросети ручные клещи вырабатывают сварочный ток, подаваемый на электроды, которые зажимают металлические заготовки. Металл под воздействием сварочного тока подвергается плавлению, и в месте зажима образуется сварочная точка. Воздействие электродов на металл с обеих сторон обеспечивает хороший прижим, в результате которого образуется более надежное соединение в сравнении с односторонней точечной сваркой.
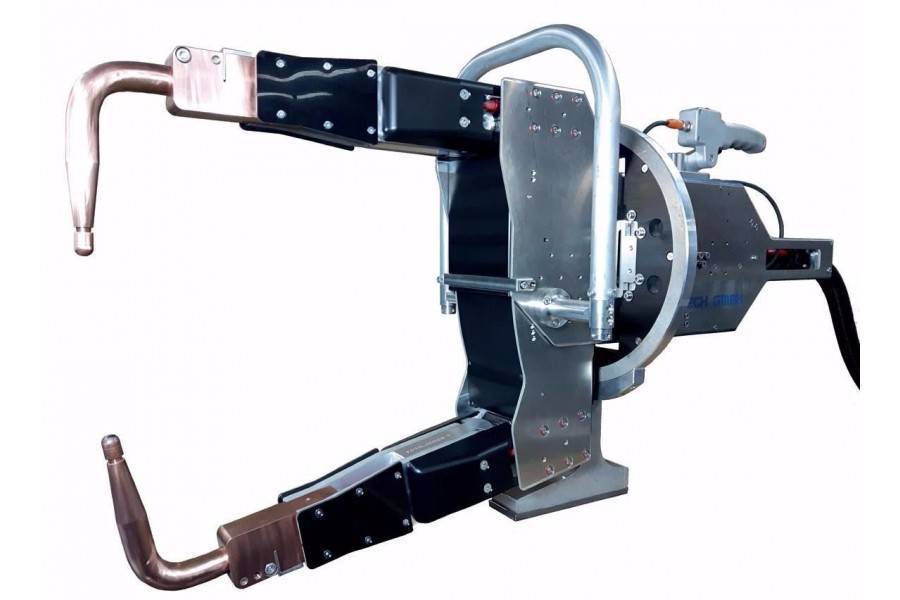
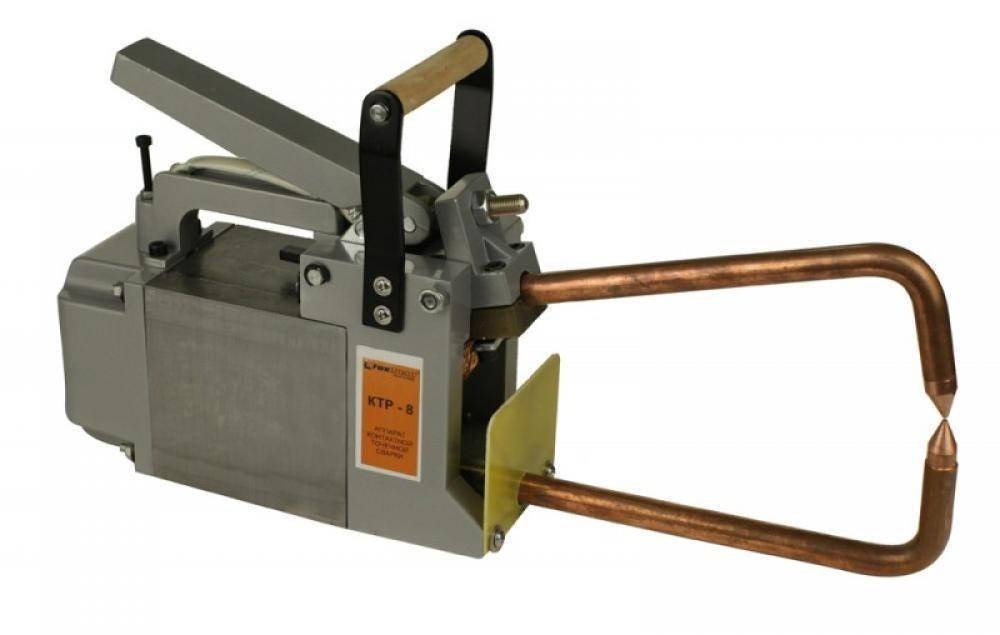
Приспособление для соединения более толстого металла
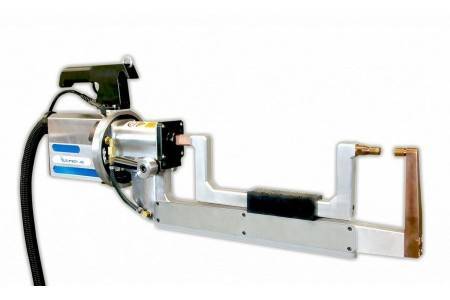
Параметры выбора клещей для сварки
Выбирая ручные клещи для контактной сварки, уделите особое внимание максимальному значению тока. Чем выше показатель значения тока, тем большей толщины детали можно будет соединить. Для наглядного примера можно взять ручные клещи с силой тока 3800 А.
Используя их, мы сможем соединить два листа толщиной 1 мм. Максимальное значение таких аппаратов составляет 6300 ампер. Такие характеристики позволяют работать с листами толщиной до двух миллиметров каждый
Для наглядного примера можно взять ручные клещи с силой тока 3800 А.. Используя их, мы сможем соединить два листа толщиной 1 мм. Максимальное значение таких аппаратов составляет 6300 ампер. Такие характеристики позволяют работать с листами толщиной до двух миллиметров каждый.
Немаловажным показателем является и вылет электродов, его еще называют длиной кронштейнов. Вылет электродов – это расстояние от корпуса клещей до электрода. Именно от этого показателя зависит максимально допустимое расстояние от края листа, на котором можно произвести точечное соединение. Длина кронштейнов, в зависимости от модели устройства составляет от 120-500 мм.
Электроды для контактной сварки
Никакая контактная сварка не может быть выполнена без специфического сварочного атрибута – электродов для контактной сварки. Наиболее востребованными электродами для контактного соединения деталей являются прямые электроды. Их изготавливают из прутков диаметром от 12-40 мм. Хвостики электродов для контактной сварки бывают как цилиндрического, так и конусного типа. Они фиксируются в гнезде рукоятки при помощи специальных зажимов либо конусных резьбовых соединений. Сварочные электроды со сменной рабочей частью крепятся при помощи накидной гайки.
Электроды для контактной сварки изготавливают в основном на основе медных сплавов. Медь проходит легирование хромом, кадмием, бериллием, кобальтом и др. Благодаря небольшому электрическому сопротивлению и жароустойчивости такие электроды отлично справляются со своей задачей при контакте с поверхностью свариваемой детали.
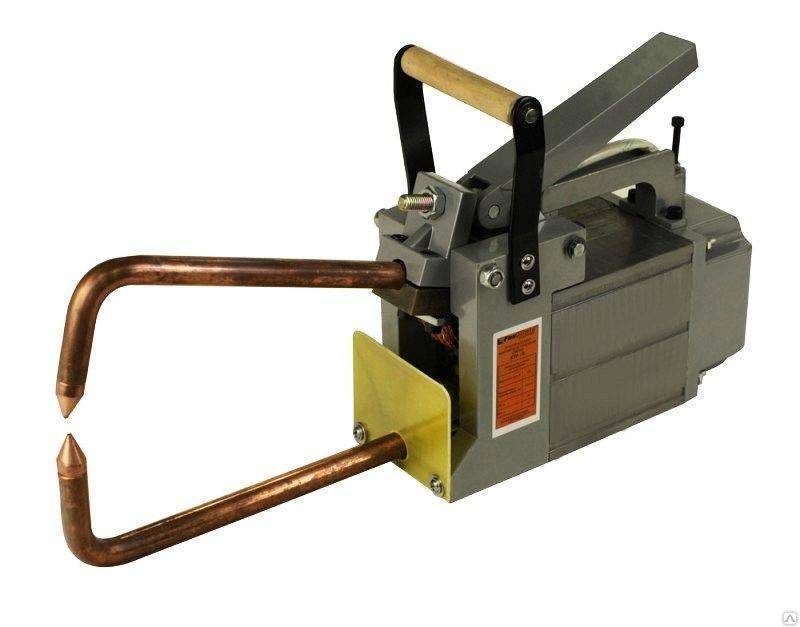
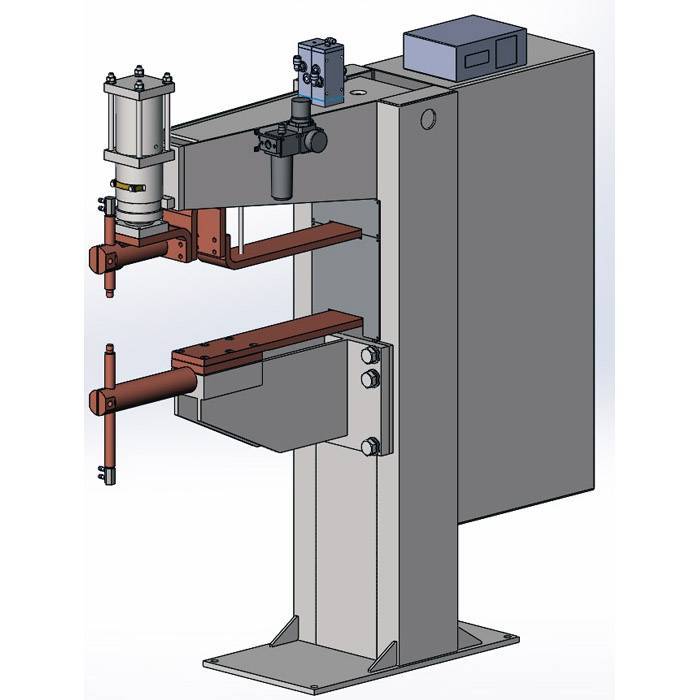
Вся установка в сборе
Устройство
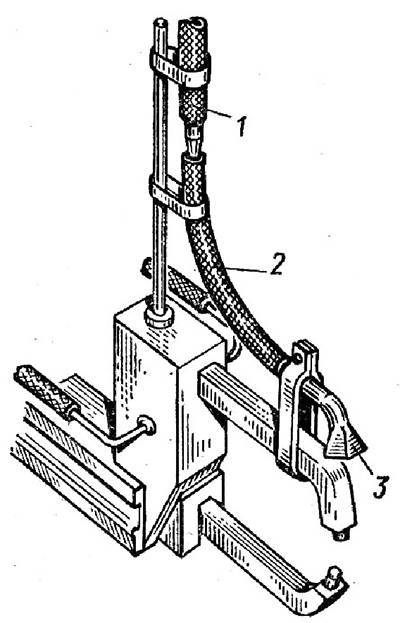
Устроены они достаточно просто и состоят из следующих деталей и узлов:
- трансформаторный источник рабочего тока;
- захват, который дает возможность подведения электродов с двух сторон свариваемых деталей;
- контактные электроды;
- провода;
- система управления.
Трансформатор преобразует сетевое напряжение, понижая его. Его вторичная обмотка состоит из нескольких витков из толстой медной шины, выдерживающей ток в тысячи ампер. Напряжение с вторичной обмотки подается на массивные электроды, имеющие заостренные концы. Они прикладываются с двух сторон к соединяемым листовым заготовкам и плотно прижимаются к ним вручную или пневмоприводом.







По команде оператора система управления через реле замыкает цепь, и на электроды полается короткий импульс. Ток начинает течь через электроды и обе заготовки, быстро разогревая и оплавляя тонкий металл в зоне контакта. Под действием усилия зажима оплавленные зоны соединяются в единое целое и кристаллизуются.На заготовках образуется точечное соединение.
Сварочные зажимные клещи переносят к следующей точке сварки и процесс повторяется. Так формируется линия шва точечной сварки. Диаметр проплавленного пятна определяется размером электрода, силой тока и временем импульса.
Азы электросварки
Сегодня различают следующие типы дуговой сварки:
- ручная;
- полуавтоматическая;
- автоматическая.
Ручной тип в основном применяется во время выполнения монтажных работ или строительства с использованием металла в форме широких листовых полос. Технология также позволяет соединять трубопроводы, поэтому широко применяется при выполнении сантехнических работ.
https://www.youtube.com/watch?v=16G9_QdADI4
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Электросварка – это надежный метод создания неразъемного соединения между деталями. Существует множество видов сварки, которая применяется для металла, пластмассы (без электродов), керамики и прочих материалов.
Прежде чем приступить к работе, необходимо разобраться, как правильно варить металл. В первую очередь от умения пользоваться аппаратом и верно держать электрод зависит безопасность и качество соединения деталей.
Прежде всего, ва
жно запастись множеством проводников, чтобы учение довести до автоматизма. Лучше всего выбирать диаметр не более трех миллиметров, это самый оптимальный размер для обучения и электродуговой сварки тонких металлических изделий.
Для начала, перед процессом сварки электродом, нужно полностью подготовить металлические изделия – очистить их от краски, масла, пыли и прочих частиц, которые могут помешать качественной электросварке.





