

Виды автоматов
Классификация автоматических выключателей происходит по следующим параметрам:
- количество полюсов;
- номинальный и предельный токи;
- применяемый тип электромагнитного расцепителя;
- максимальная мощность отключаемой способности.
Рассмотрим по порядку.
Количество полюсов
Количество полюсов — такое количество фаз, которое способен защищать автомат. По количеству полюсов автоматы могут быть:
- Однополюсные. Обеспечивается защита одного выходящего провода, одной фазы.
- Двухполюсные. Как правило, это два совмещенных однополюсных автомата с одной общей ручкой управления. В ситуации, когда ток одного из автоматов превышает разрешенную нагрузку происходит отключение обоих устройств. Используются двухполюсные автоматы для полного отключения нагрузки (одна фаза), отключая рабочую фазу и рабочий нуль.
- Трехполюсные. Используются с трехфазными цепями, при превышении нагрузки происходит отключение трех фаз одновременно. Такие автоматы так же имеют один общий размыкатель цепи.
- Четырехполюсные. Аналогичны двухполюсным, но предназначены для работы с трехфазными цепями. При превышении нагрузки происходит размыкание трех фаз и рабочего нуля одновременно.
Номинальный и предельный токи
Тут все просто — такая сила тока, при которой автомат будет размыкать цепь. При номинальном токе и даже немного больше заявленного будет осуществляться работа, однако только при превышении предельного тока на 10–15% произойдет отключение. Обусловлено это тем, что достаточно часто стартовые токи превышают предельно возможные токи на небольшой промежуток времени, поэтому в автомате есть определенный запас времени, по истечению которого произойдет размыкание цепи.
Тип электромагнитного расцепителя
Эта деталь автомата, которая позволяет размыкать цепь при коротком замыкании, а так же в случае повышения тока (перегрузки) на определенное количество раз. Расцепители разделяются на несколько категорий, рассмотрим самые популярные:
- B — размыкание при превышении номинального тока в 3–5 раз;
- C — при превышении в 5–10 раз;
- D — при превышении в 10–20 раз.
Максимальная мощность отключаемой способности. Такое значение тока короткого замыкания (определяется в тысячах ампер), при котором автомат останется рабочим после размыкания цепи из-за короткого замыкания.
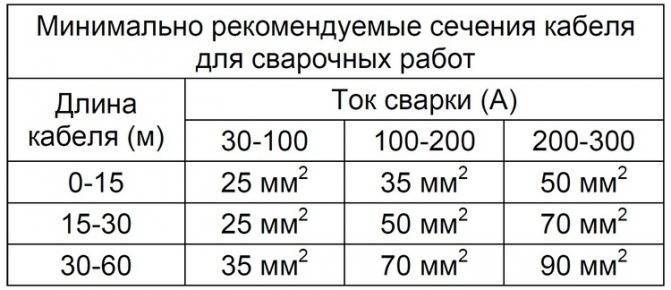
Подбор оптимального сечения кабеля
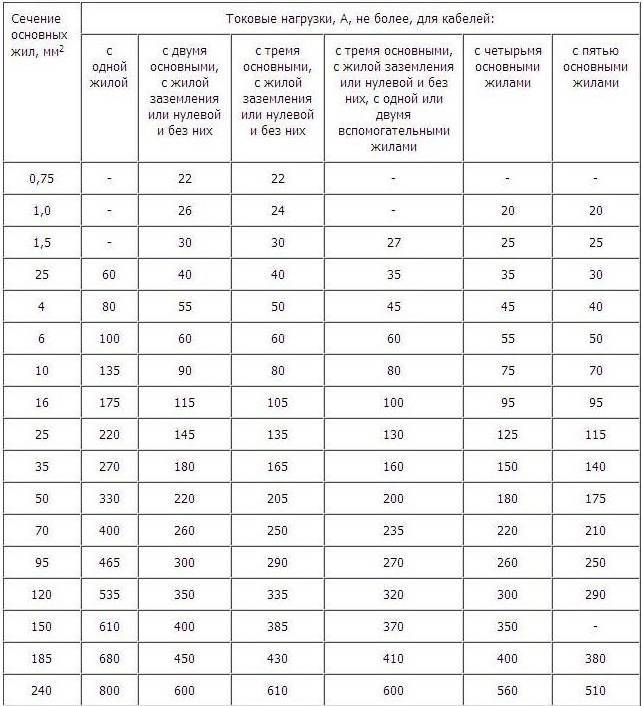
Каждый кабель, как и автомат, имеет определенный разрешенный ток нагрузки. В зависимости от сечения и материала кабеля варьируется и ток нагрузки. Для выбора автомата по сечению кабеля следует использовать таблицу.
Необходимо заметить, что допускается выбирать кабель с небольшим запасом, но никак не пакетный выключатель! Автомат должен соответствовать планируемой нагрузке! В соответствии с правилами устройств электроустановок 3.1.4 — токи уставок автоматов следует выбирать такие, которые будут меньше расчетных токов выбираемых зон.
Рассмотрим на примере, на определенном участке электропроводка проложена кабелем сечением 2.5 мм квадратных, а нагрузка составляет 12 кВт, в данном случае при монтаже автомата (по минимальному току) на 50 А произойдет возгорание проводки, так как провод с данным сечением рассчитан на разрешенный ток в 27 А, а через него проходит значительно больше. В данном случае разрыва цепи не происходит, так как автомат адаптирован под данные токи, а провод — нет, автоматика отключит автомат только в случае короткого замыкания.
Пренебрежение данным правилом грозит серьезными последствиями!
Именно благодаря такому принципу проводка никогда не перегреется и, следовательно, не произойдет возгорания.
Калькулятор параметров
Есть разнообразные сварочных аппаратов, например те, что используют такие стабилизаторы как катушка, как им выбрать нужную переноску.
Сопротивление это первый критерий на который вы должны обратить внимание. Ведь все знают, что удлинитель пропускает через себя ток ровно так же как это делает сам кабель
Он не может выдерживать неконтролируемые нагрузки и может сломаться, так что нужно точно это рассчитать.
Эти формулы помогут нам точно определить, какую мощность способен перенести наш удлинитель.
S-все конечно помнят с уроков физики и геометрии-это площадь. В нашем случаи это площадь сечения (принято мерят в квадратных миллиметрах, но вам навряд ли придётся это делать, поскольку эта информация всегда есть на самом кабеле).
Разбираем дальше наши формулы L- в данном случаи принимается за длину шнура удлинителя, а p- это удельное сопротивление (но там в зависимости от вида метала, что был использован при производстве кабеля.
Далее разберём нашу следующую формулу. І-выступает показателем наибольшего тока, что можно использовать при варке, когда работаем с переноской. U- это напряжение, которое есть непосредственно в самой сети.
Если хорошо посмотреть на формулы и проанализировать их, то мы видим что главные показатели это напряжение на самой сварке и сопротивление нашего удлинителя.
Но если как по учебникам точно, то кабель удлинения не должен уменьшать или увеличивать напряжение, что есть в сети.
Не советуем делать самодельные удлинители для сварочных инверторов, все таки имеем дело с электричеством, лучше обратитесь в супермаркет и вам подберут хороший вариант. Также вам будет удобнее выбрать нужное вам сечение перед покупкой.










Практика
Вернемся к вопросу: какого сечения брать удлинитель?
Раньше бы мы сказали, что если у вас дома хорошая сеть и максимальный ток вашего сварочного аппарата не превышает 160А, то можно взять 1,5 мм2 – этого хватит. Быстрее автоматический выключатель сработает или инвертор уйдет в защиту по перегреву, чем сгорит такой кабель. Проверить данное утверждение очень просто: достаточно 160-амперный аппарат поставить на нагрузочный балласт и выкрутить его на максимальный ток. Кабель длиной 10 м х1,5 мм2 может продержаться долгое время. В нашем случае была произведена выдержка в течение 12 мин (произвольно, это время могло быть больше или меньше). За это время выдержки кабель нагрелся, но он не был таким горячим, что за него невозможно взяться незащищенной рукой (или он задымился). То есть кабель сечением 1,5 мм2 держит нагрузку 160А, но это, конечно, предел и лучше такого не допускать. Однако, если вы не собираетесь «шпарить» целый день «четверкой», такой вариант вполне приемлем.
Почему мы не советуем сегодня брать сечение 1,5 мм2? Очень просто. Потому что не докладывают! Берешь кабель 1,5 мм2, а там оказывается 1,1-1,2 мм2. Вывод: даже если у вас хорошая сеть, берем 2,5 мм2. Могут тоже не доложить, но этого в любом случае хватит для домашних нужд.
Какая длина?
Все зависит от вашей сети и аппарата. Пример из практики. Длина переноски 120-130 м, сварка аппаратом Форсаж 161 от щита и хорошей сети: «тройкой» можно варить, но достаточно тяжело, а вот электродом ø2,5 мм можно варить уже свободно и даже что-то резать!
Типы
Некоторые исполнители считают, что под типами кабелей, подразумевается деление по количеству жил и сечение провода. Однако, это не совсем верная точка зрения. В большинстве случаев речь идет о том, что проводники бывают гибкие () и особо гибкие (КОГ).
Каждый тип имеет несколько разновидностей, которые предназначены для применения в различных климатических условиях: ХЛ – холодостойкий; Т – тропический; н – негорючая изоляция. Данные обозначения присутствуют в маркировке проводников, поэтому любому исполнителю будет легко определить конкретный тип. КГ и КОГ имеют конструктивные особенности, представленные в статье “Марки сварочных кабелей”.
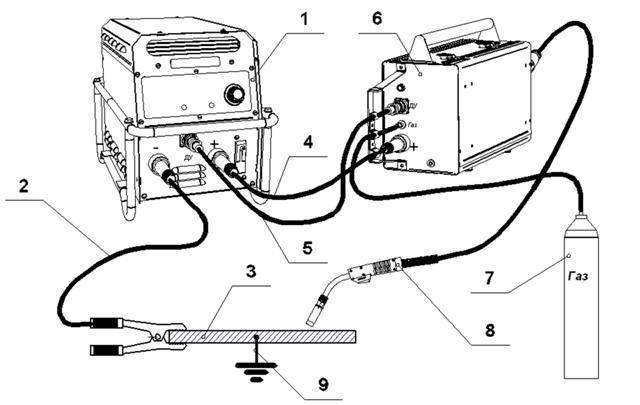
Пояснения по сварочному кабелю и удлинителям.
Пояснения по сварочному кабелю и удлинителям.
Уважаемые покупатели, в этой статье мы расскажем вам какой длины можно использовать удлинитель для подключения сварочного аппарата, какой это должен быть удлинитель и дадим практические советы на эту тему.
Сопротивление отрезка провода:
R – Сопротивление.
L – Длина в метрах.
S – Сечение провода в мм².
P – Удельное сопротивление меди (равное 0.017 Ом умноженное на мм² и разделенное на метры)
Формула выглядит так:
R = P x (L/S)
Пример:
Вы берете удлинитель 30 метров. Сечение кабеля 1,5 мм². Сварочный кабель подключенный к вашему аппарату 7 метров и сечение 25 мм² .
Получается R =0.0017 x (30×2/1,5) – 0,68 Ом.
Идем дальше.
U = 0,68 Ом умножаем на 45 (45 это максимальный потребляемый ток, за пример взят аппарат Сварог ARC 250 R112) и получается 30,6 В.
Таким образом мы видим, что если вы используете 30 метровый удлинитель с сечением 1, 5 мм² , то к вашему аппарату доходит не 220 В от розетки, а 189,4 В. (220-30,6).
Если вы возьмете удлинитель с более толстым сечением, например 25 мм² , то потеря будет меньше и составит 18,4 В. А это значит, что к аппарату от вашей розетки дойдет 201,6 В. (220-18,4).
Не нужно требовать от аппарата невозможного, если вы подключаете очень длинный удлинитель, вы должны понимать, что будут потери в мощности аппарата. Если включить чайник в розетку в Москве, а сам чайник будет стоять в Санкт-Петербурге, то он никогда не закипит.







Давайте рассмотрим еще один пример. В стандартной комплектации практически все производители используют трехметровые сварочные кабели. Люди часто подключают очень длинные сварочные кабели к аппаратам.
Формула:
R = 0,017 x (7×2/25) = 0,00952 Ом.
Мы берем кабель сварочный длиной 7 метров и умножаем на 2 (ток идет туда и обратно, по этому нужно 7 метров умножать на 2) затем делим на сечение , пусть сечение будет 25 мм². Получаем 0,00952 Ом.
А теперь вторая формула.
Возьмем сварочный ток 210 А² и умножим на 0,00952 Ом. Получаем 420 Вт. Таким образом ваш аппарат потеряет в мощности 420 Вт. Чем толще сечение сварочного кабеля, тем меньше потери. Например взяв 35 мм² сварочный кабель, вы потеряете 300 Вт от мощности.
Важно!
Если вы используете удлинитель, всегда его полностью разматывайте. Если удлинитель собран в бобину, то ухудшаются условия охлаждения, что может привести к возгоранию проводов или их расплавлению, так как потребляемый ток сварочного аппарата выше допустимого тока удлинителя, как правило.
Итоги:
Чем больше удлинитель – тем больше потери.
Чтобы избежать серьезных потерь – используйте удлинитель с толстым сечением кабеля.
Чтобы избежать дополнительных потерь при удлинении сварочного кабеля – используйте кабель с как можно более толстым сечением.
Еще один часто задаваемый вопрос от наших покупателей. Сколько же будут потери в Амперах, если использовать длинный сварочный кабель. Это очень трудно рассчитать, поскольку свойства сварочного источника определяются в ВАХ (вольт амперная характеристика). Для этого необходимо подключать сварочный аппарат к балластному реостату и замерять Амперы при той или иной длине кабеля. Но на словах можно сказать, что при использовании хорошего сварочного кабеля с правильно подобрать сечением – потери в Амперах будут незаметны. Например кабель до 10 метров с сечением кабеля 25 мм² — вы не ощутите потерь.
Существует два вида типовых ВАХ источников: штыковая и пологая ВАХ. На разных аппаратх и у разных производтелях она своя. Мы попробуем провести опыты с разными аппаратами и сообщим вам о результатах. Баллонные редукторы и регуляторы расхода газа. →← Демонстрация сварочного оборудования Сварог и Ergomax
Нюансы процесса сварки проводов
При необходимых навыках сварка проводников не занимает много времени, но чтобы получить качественное соединение настоятельно рекомендуется сначала попрактиковаться на отдельных кусках кабелей. Тем более это надо сделать, если используется аппарат для сварки скруток, что работает с переменным током – к мощности такого устройства нужно привыкнуть. Наглядно весь процесс показан на следующем видео:
Пошагово все выглядит следующим образом:
- Зачистка проводов. Особенностью сварки является необходимость оголять жилы проводов на длину 60-80 мм. Меньше нельзя, так как при сварке провод достаточно сильно нагревается и изоляция будет плавиться.
- Скрутка проводов. Казалось бы, что можно просто сложить жилы и произвести сварку – все равно на конце образуется капля, которая соединит все вместе. Проблемой такого способа соединения может заключаться ломкость проводов – не факт, что она возникнет, но в силу некоторых причин, получившаяся в результате сварки угольным электродом капля приобретает губчатую структуру и подвержена излому. На проводимость это не влияет, но если провода не будут скручены, то могут разломаться.
Обрезка скрутки. Распушенные концы жил надо обязательно обрезать, чтобы получить ровный срез. Тогда дуга при сварке равномерно прогреет всю поверхность скрутки и капля получится ровной.
Сварка. Плоскогубцами захватывается скрутка и к её кончику подносится графитовый электрод, пока не возникнет электрическая дуга. Ее надо выдерживать до тех пор, пока не сплавятся концы проводов, образовав гладкую каплю. Следующая скрутка сваривается после остывания предыдущей.
Если дуга не появляется, значит мощность трансформатора недостаточная или используются слишком длинные провода к держателям электродов (их сопротивление мешает получить достаточный ток).
- Изоляция скруток. Оптимальным по скорости вариантом здесь будет использование термоусадочных кембриков, но для их прогревания дополнительно понадобится строительный фен или хорошая зажигалка. Также нет никаких помех использовать обыкновенную изоленту – разве что это будет чуть дольше по времени.
- Сварка медного и алюминиевого проводов. В целом, выполняется точно так же, как и обычная – разница только в подготовке проводов. Медная жила остается прямая, а алюминиевая обматывается вокруг нее. Затем на алюминий наносится флюс, который при нагревании убирает c этого металла оксидную пленку, и можно приступать к сварке.
Но если выполнять предписания ПУЭ, то в бытовых условиях вряд ли придется работать с алюминиевыми проводами, так как для прокладки электропроводки запрещено применение таких кабелей, сечением менее 16 мм².
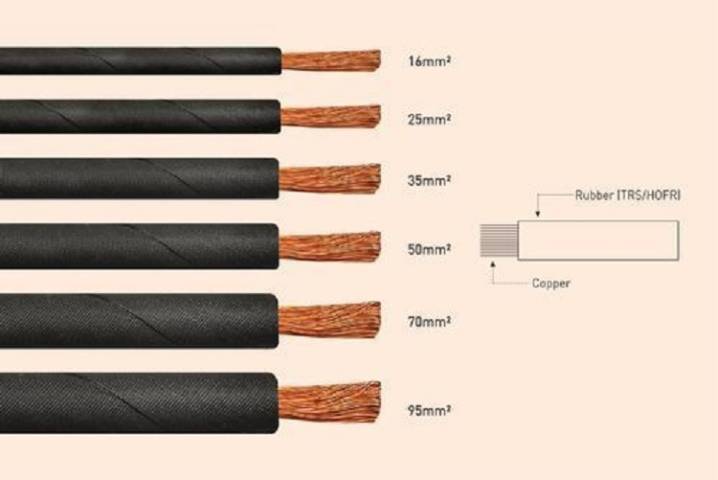
Назначение и конструкция сварочных кабелей

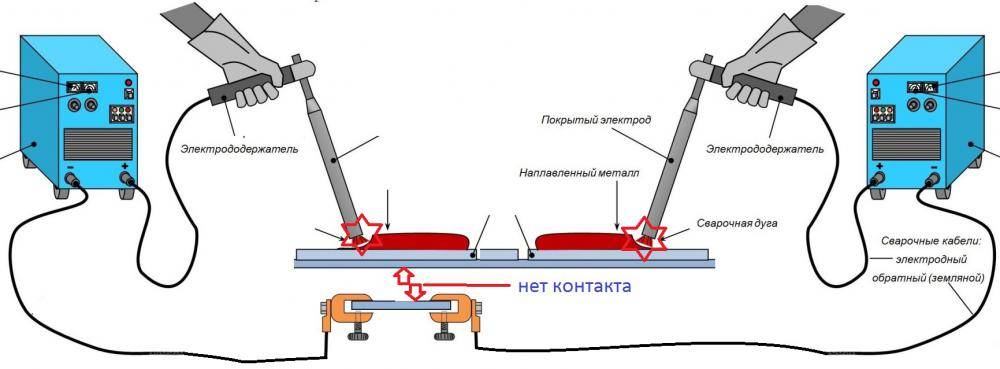
Сварочный кабель применяется при выполнении работ методом электродуговой сварки для запитывания ручных, автоматических и полуавтоматических установок. При помощи силового провода данного типа осуществляется подведение электротока от сварочного аппарата, балластного (регулирующего) реостата или иного источника питания непосредственно к держателю электродов и заземляющему зажиму («массе») для создания замкнутого контура.


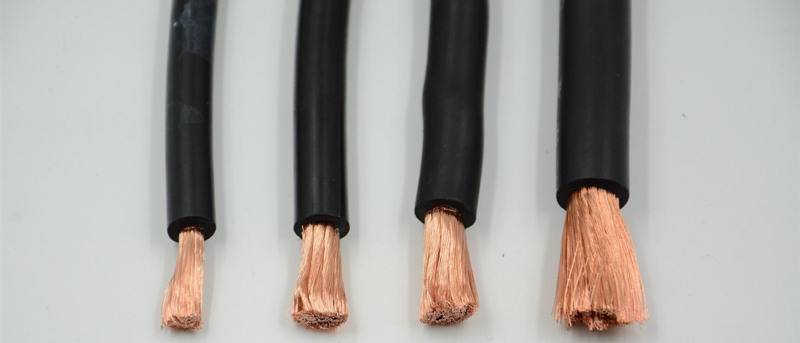






Алюминий редко используется при производстве сварочных проводов, поскольку имеет высокую теплопроводность, приводящую к критическому перегреванию жилы и изоляционного слоя, особенно в «горячих» местах близкого контакта со свариваемыми поверхностями. Кроме того, алюминиевые проводники недостаточно эластичны, поэтому плохо переносят процедуру частого сматывания и разматывания. Медный кабель не имеет подобных недостатков, поэтому хорошо зарекомендовал себя в качестве проводника для сварочного аппарата. Изделие может выпускаться как в моножильном, так и в мультижильном исполнении, которое включает в себя различные комбинации основной жилы с нулевой, заземляющей или другими вспомогательными.
К основным достоинствам кабелей для сварочного инвертора относятся:
- высокие показатели допустимых электронагрузок (до 0,66 кВ переменного тока на частотах до 400 Гц, до 1 кВ — постоянного),
- повышенная гибкость,
- стойкость к сдавливающим и растягивающим воздействиям,
- пожарная безопасность — проводные изделия не должны воспламеняться и распространять горение,
- возможность применения на открытом пространстве. Сварочные провода выдерживают резкие перепады температур, влияние ультрафиолета и осадков, химически агрессивных веществ,
- многочисленные исполнения, облегчающие выбор сварочного кабеля под текущие условия технологического процесса.
Конструктивные особенности и технические характеристики провода для сварки продуманы таким образом, чтобы изделие выдерживало высокие токовые нагрузки и жесткий температурный режим, обеспечивая бесперебойное электропитание, быстрый, качественный и максимально удобный рабочий процесс.
Сварочный кабель состоит из:
· медной или меднолуженой мультипроволочной токопроводящей жилы 5-го класса гибкости,
· синтетической спецпленки ПЭТ-Э, выполняющей функцию защиты проводящей ток жилы от склейки с изоляционным материалом,
· изолятора из резины марки РТИ-1 (или хладостойкой РТИ-1-ХЛ), имеющей в составе бутадиеновые и натуральные каучуки, которые и обеспечивает повышенную гибкость изделия,
· разделительного слоя из ПЭТ-Э, выполняющего аналогичные функции,
· общекабельной оболочки-изолятора, произведенной из шланг-резины других типов — маслостойкой РШН-1 или РШТ-2 (хладостойкой РШТМ-2-ХЛ), созданных на основе на основе полихлоропрена, бутадиеновых и изопреновых каучуков (РТИШМ и хладостойкая РТИШ-ХЛ используются в одножильных марках),
Стоимость сварочного оборудования
Цены на сварочные аппараты разбросаны в широком диапазоне. Стоимость оборудования зависит от страны-производителя, функциональности аппарата и наличия комплектующих к нему. Дешевле купить сварочный аппарат китайского производства. Японская сварка обойдется дороже, но может оказаться, что все детали произведены в Китае, а непосредственно в Японии осуществлялась только сборка.
Цена увеличивается, если сварка обладает встроенным корректором коэффициента мощности. Такой аппарат необходим, когда диапазон напряжения слишком широк: 90–240 Вольт.
Цены на сварочные аппараты
Название сварочного аппарата/ Цена
| Wert MIG 200 | от 16 395 р. |
| Resanta SAI-190K 65/36 | от 4 825 р. |
| Aurora PRO Overman 180 | от 27 625 р. |
| Solaris MULTIMIG-227 | от 24 000 р. |
| FUBAG IR 160 31401 | от 5 090 р. |
Сварочные аппараты разделяются на несколько типов со своей спецификой: сварочный трансформатор, выпрямитель, газовый полуавтомат, инвертор.
Трансформаторы являются наиболее простым и недорогим видом сварочных аппаратов, к тому же они надёжны и неприхотливы в работе. В то же время качество шва относительно невысоко, а работа с трансформатором требует определённых навыков. Да и подходят такие устройства исключительно для чёрных металлов. А потому лучше всего сварочный трансформатор подойдёт для несложных работ (в т.ч. и в быту) и для тех, у кого уже имеется опыт работы со сваркой.
Выпрямители отличаются от трансформаторов тем, что работают не с переменным, а с постоянным током. Это улучшает качество шва и позволяет варить и чёрные, и цветные металлы. В то же время выпрямители сложнее и потребляют значительно больше энергии, чем трансформаторы, что требует соответствующего качества электросетей. Потому они в большей степени рассчитаны на профессиональную электросварку.
Газовые полуавтоматы предназначены для сварки в среде специального газа. Они надёжны, удобны в работе и обеспечивают высокое качество шва, особенно при сварке цветных металлов — газ защищает шов от влаги и окисления. Недостатками полуавтоматов являются дороговизна и некоторые сложности в использовании (например, кроме электродов, требуются ещё и газовые смеси для сварки). Этот тип считается оптимальным для автомастерских, также может пригодиться и в бытовых целях. Инверторы считаются наиболее современным типом сварочных аппаратов. Они обеспечивают хорошее качество шва при высокой производительности, устойчивы к пониженному напряжению, могут варить как чёрные, так и цветные металлы, при этом имеют небольшие габариты и вес. Недостатками их является относительно высокая стоимость, а также чувствительность к скачкам напряжения.
Независимо от типа при выборе стоит учитывать напряжение, на которое рассчитан аппарат. Для бытового применения стоит брать устройства на 220 В, а для мастерских и производства, где требуется высокая мощность, выпускаются модели на 380 В. Основное же деление на бытовые и профессиональные сварочные аппараты идёт по силе тока: устройства до 200 А относятся к первому типу, более 200 А — ко второму.
Также выбирать аппарат по силе тока стоит в зависимости от толщины металла, с которым придётся работать. Чем толще металл — тем выше должен быть ток; существуют специальные таблицы, позволяющие точно подобрать устройство под конкретные нужды.
Какие сварочные аппараты самые дешевые?
Топ-3 недорогих товаров из категории Сварочные аппараты:
- Сварочный аппарат инверторный Ресанта IWM160 Eurolux
- Сварочный аппарат инверторный Победа АС 200, 200 A
- Сварочный аппарат инверторный Ресанта IWM190 Eurolux
Характеристики сварочных кабелей
Как уже было отмечено ранее, кабель для инвертора должен обладать высокой гибкостью
Кроме этого важного свойства, от проводников электрического требуется соответствовать следующим характеристикам:
- Прочность, т.е. стойкость к механическому воздействию: ударам и разрывам.
- Устойчивость к колебаниям температур, возможность использовать проводник в условиях очень низких или достаточно высоких температур.
- Стойкость к солнечным лучам и влаге.
- Невосприимчивость к плесени и грибку.
- Упругость – минимальная вероятность появления изгибов.
КГ
Это самый распространенный тип кабеля, который расшифровывается как «кабель гибкий». Он подходит для эксплуатации с постоянным током до 1000 Вт или с переменным до 600 В и частотой не выше 400 Гц. Провод используется для подключения инвертора к сети 220 или 380 В, а также присоединения держателя электродов и зажима массы.






Cварочный кабель КГ.
КОГ1
В отличие от предыдущего кабеля, здесь используется более тонкий диаметр жил, поэтому шнур получается особо гибким. В результате радиус поворота у него меньше. Это особенно пригодится при сварке в труднодоступных местах, когда сварщику требуется завести руку с держателем под непривычным углом. Еще это практично во время работы на высоте, где принято наматывать кабель на руку (чтобы легче удерживать) — тогда петли не будут сильно выпирать по сторонам. В отличие от КГ, он рассчитан на пропуск 220 В с частотой 50 Гц.
Сварочный кабель КОГ1.
КГН
Такой сварочный кабель с добавлением в маркировку буквы «Н» означает, что материал негорючий. Изоляционная оболочка выполнена из жаростойкого покрытия, выдерживающего температуру свыше 200 градусов. Этот провод пригодится, если приходится вести электросварку/резку буквально в условиях возгорания (нужды МЧС, ремонтные бригады на кораблях и т. д.). В бытовой и промышленной областях это практично, когда собираемая конструкция большая, и сварщику нужно перемещаться по только что сваренным участкам для продолжения работы. Тогда кабель, соприкасающийся с нагретым металлом, не будет плавиться.
КГ-ХЛ
Индекс этого товара содержит буквы «ХЛ», подразумевающие разрешенную эксплуатацию на холоде. Для этого в состав добавлен специальный каучук. Он сохраняет гибкость при температуре до -60 градусов, поэтому особенно подойдет для работы в условиях крайнего Севера
Если Вам часто приходится вести сварку зимой на улице, то обратите внимание на продукцию с маркировкой КГ-ХЛ
Сварочный кабель КГ-ХЛ.
КПЭС
Это тип кабеля, где вместо жилы применяется спиралевидная трубка. Он рассчитан на пропуск внутри себя проволоки, для замыкания цепи и возбуждения электрической дуги. Проволока может быть как цельной, так и трубчатой, с флюсом внутри. Применяется кабель для сварки полуавтоматом. Цена кабеля зависит от внутреннего диаметра. Но полая конструкция содействует сокращению срока службы до 1.5 года. Такая электромагистраль способна передавать напряжение 42/48 В независимо от типа тока (переменный или постоянный). Применять низковольтную линию получится при температуре до -10 градусов.
Сварочный кабель КПЭС.
КВС
Кабель с обозначением КВС подразумевает наличие в изоляции полихлорвинила. Такая оболочка более устойчива к истиранию и подходит в случаях, когда сварщику требуется часто перемещаться, волоча кабель по полу. Изоляция поможет сохранить сердечник от оголения. Кабель выдерживает стабильную передачу напряжения 127-220 В. Температурный диапазон составляет -40…+40 градусов. Но ПВХ не имеет такой гибкости как каучук, поэтому для электродержателя он не подходит. Чаще всего провод ПВХ используют для подключения сварочного аппарат к розетке.
Сварочный кабель КВС.
КГТ
Этот тип кабеля выдерживает температуру воздуха до +85 градусов, поэтому оптимален для эксплуатации в жаркой среде. Покрытие активно сопротивляется грибкам и плесени, и кабель подойдет для работы во влажных теплых условиях.
Какой кабель нужен для подключения аппарата
Ранее мы уже рассматривали наиболее популярные марки одножильных кабелей: КГ И КОГ. Данные провода применяются для соединения оборудования различного типа (инвертор, трансформатор, выпрямитель) с электрододержателем и клеммами массы
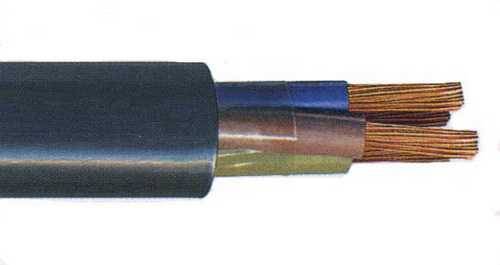
Стоит также уделить внимание проводникам с несколькими жилами. Они предназначены для присоединения аппарата к электрической сети в 220 или 380 В
Далее будут проанализированы наиболее распространенные провода подобного вида. Это необходимо знать, чтобы выбрать и провести кабель для сварочного аппарата.NYM – электрический кабель, являющийся качественным проводником от немецкого производителя. Может использоваться в промышленных и в бытовых условиях; применяется для наружной прокладки.
Маркировка:
- N – Normenleitung (немецкий стандарт кабелей);
- Y – изоляция из ПВХ;
- M – монтаж возможен в любых условиях.
Основные технические характеристики:
- номинальное напряжение составляет 660 В частотой 50 Гц;
- количество жил: 1-5;
- поперечное сечение медных жил – от 1,5 до 35 мм2;
- температура эксплуатации составляет от -50 до +50°С;
- минимальный радиус изгиба – 4 диаметра шнура.
Производители кабелей NYM: Helukabel, Lapp Kabel, TKD Kabel (все – Германия), DENIZLI CABLE LTD (Турция), Nexans (Франция), Севкабель, Камкабель, Псковкабель.
ВВГ – кабель, пользующийся особой популярностью при проведении работ в домашних условиях. Данная марка провода подойдет для того, чтобы провести питание до аппарата. Кроме этого, может применяться для промышленных и производственных работ, в помещениях и на улице.
Маркировка ВВГ:
- кабель медный, так как в аббревиатуре отсутствует буква А (алюминий);
- В – изоляция жил из ПВХ (поливинилхлорида);
- В – наружная оболочка из ПВХ;
- Г – голый.
Технические характеристики:
- номинальное напряжение 660 В частотой 50 ГЦ и 1000 В;
- количество жил: 1-5;
- температурный диапазон эксплуатации: от -50 до +50°С;
- минимальный изгиб многожильного шнура – 7,5 диаметров, одножильного – 10.
О том, какой кабель нужен для сварочного аппарата 220 В, можно узнать здесь.
Для более наглядного понимания того, какой кабель использовать для сварочного инвертора, приведем пример.
Если аппарат инверторного типа потребляет, например, 4,1 кВт, то исполнителю понадобится один двухжильный медный кабель ВВГ с сечением в 2,5 мм2.
Дополнительная информация также поможет определить, как выбрать сварочный кабель для оборудования любых типов.
Производители ВВГ: Кольчугинский завод, Севкабель, Энергокабель, Камкабель, Псковкабель, Подольсккабель, Москабель.ВВГнг – является разновидностью кабеля ВВГ; буквы “нг” в маркировке обозначают, что кабель негорючий. Изолирующий слой содержит галогеновые химические элементы, основное предназначение которых – препятствие процессу горения.







Технические характеристики:
- номинальное напряжение 660 В частотой 50 Гц и 1000 В;
- количество жил: 1-5;
- температура эксплуатации: от -50 до +50°С;
- минимальный изгиб многожильного шнура – 7,5 диаметров, одножильного – 10.
Производители: Кольчугинский завод, Москабель, Подольсккабель, Севкабель, Энергокабель.
ВВГнг-LS – еще одна разновидность кабеля ВВГ, английские буквы “LS” (low smoke) информируют сварщика о том, что провод имеет пониженное газо- и дымовыделение.
Технические характеристики схожи в ВВГнг.
СИП – самонесущий изолированный провод, применяется для наружных работ (на улице). Существует несколько разновидностей этого проводника.СИП-1 – четырехпроводной кабель из алюминия или его сплава, три жилы покрыты светостойким полиэтиленом, устойчивы к ультрафиолетовому излучению, четвертая жила со стальным сердечником, является несущей и нейтральной. СИП-1 предназначен для сетей в 380 В.
СИП-2 – четырехжильный кабель, в котором все жилы имеют изоляцию.
СИП-3 (на картинке) – провод с одной сталеалюминивеой жилой, оболочка которой состоит из светостабилизированного полиэтилена.
СИП-4 – четырехжильный провод, где все жилы имеют изоляцию, несущая жила отсутствует.
СИП-5 – количество жил 2 и более, несущая отсутствует, остальные покрыты сшитым полиэтиленом.
Технические характеристики:
- номинальное напряжение проводов СИП-1, 2, 4 и 5 до 1000 В,СИП-2 – до 350 В;
- диапазон температур эксплуатации: от -60 до +50°С;
- количество жил: 1-4;
- сечение жил: 16-240 мм2;
- минимальный радиус изгиба – 10 диаметров.
Производители: Камкабель, Москабель, Рыбинсккабель, Севкабель.
Данная статья поможет любому исполнителю определить, какой кабель для сварочного аппарата различного типа подойдет лучше.





