Обслуживание и ремонт
Чтобы выпрямитель для сварки хорошо работал, требуется проводить грамотное обслуживание аппарата и своевременный ремонт. В первое, включается проверка всех токопроводящих частей на сохранность изоляции, надежность крепления клемм, и удаление пыли с внутренних элементов. Перед введением в эксплуатацию аппарат должен быть заземлен. Винт для регулировки хода вторичной обмотки требуется периодически смазывать. Запрещается работать с выпрямителем без защитного кожуха.
Из самых частых поломок встречается перегрев и сильный гул аппарата. Если наблюдаются такие симптомы, то это может означать:
- крыльчатка вентилятора не соответствует требуемой величине и ее необходимо заменить;
- заклинил вал вентилятора охлаждения;
- замкнула первичная обмотка трансформатора, которую следует перемотать;
- нарушена изоляция листов сердечника или его шпилек.
Среди других распространенных поломок выпрямителя требующих ремонта — понижение выходного напряжения. Это могло произойти из-за замыкания или обрыва во вторичной обмотке. Если магнитный пускатель включается на одну секунду и отключается, то причина кроется в неработающем диоде, или замыкании тока на кожух аппарата.
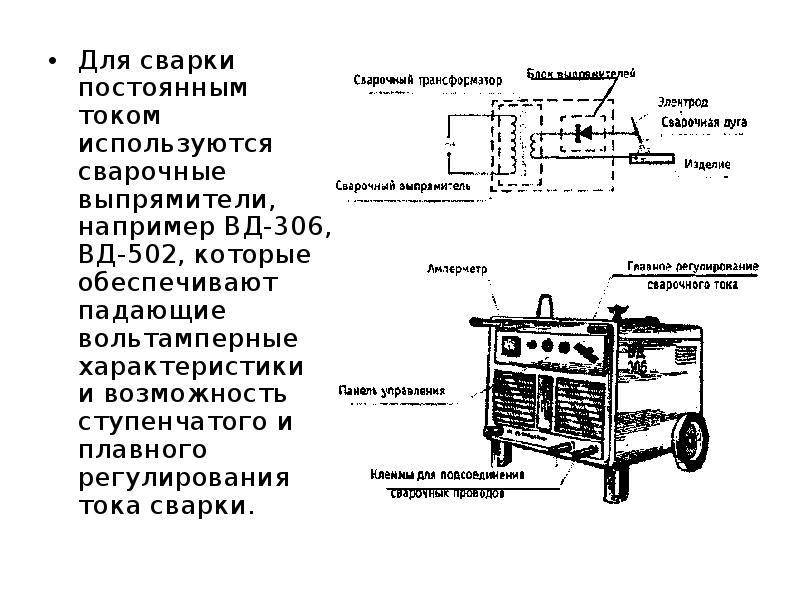
Выпрямитель позволяет производить сварочные работы с получением более качественных швов на различных металлах. Благодаря преобразованию тока от трансформатора в постоянное напряжение, возможна сварка и резка устойчивой дугой, и экономией расходных материалов.
Общие сведения
Данный аппарат характеризуется разнообразием выполняемых работ. В зависимости от типа исполнения, выпрямитель можно использовать в следующих видах сварочных работ:
- Электрическая дуговая сварка. В качестве присадочного материала используют покрытые электроды.
- Работы в среде защитного газа. В этом случая оборудование комплектуют подающим механизмом типа ПДГО-510.
- Сварка под флюсом. Для работы в полуавтоматическом режиме. В данных работах присадочным материалом является порошковая проволока.
- Работы манипулятором. Некоторые модели оснащены выпрямителем, в качестве источника тока.
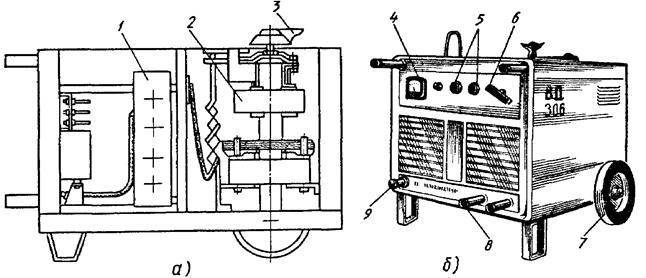
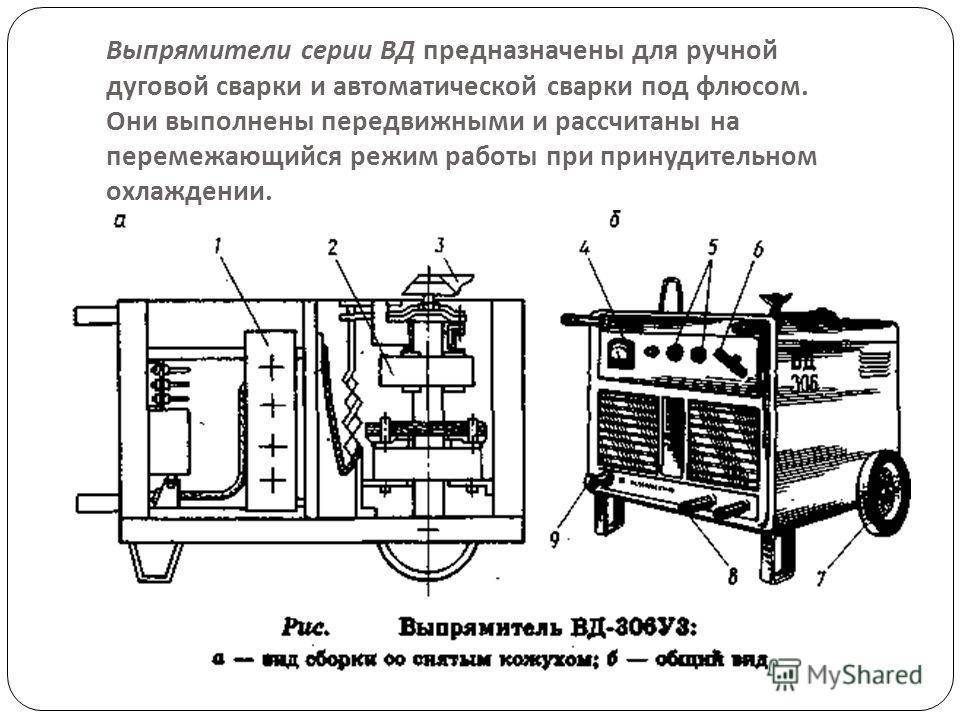
2 Особенности конструкции и принцип работы ВД 306
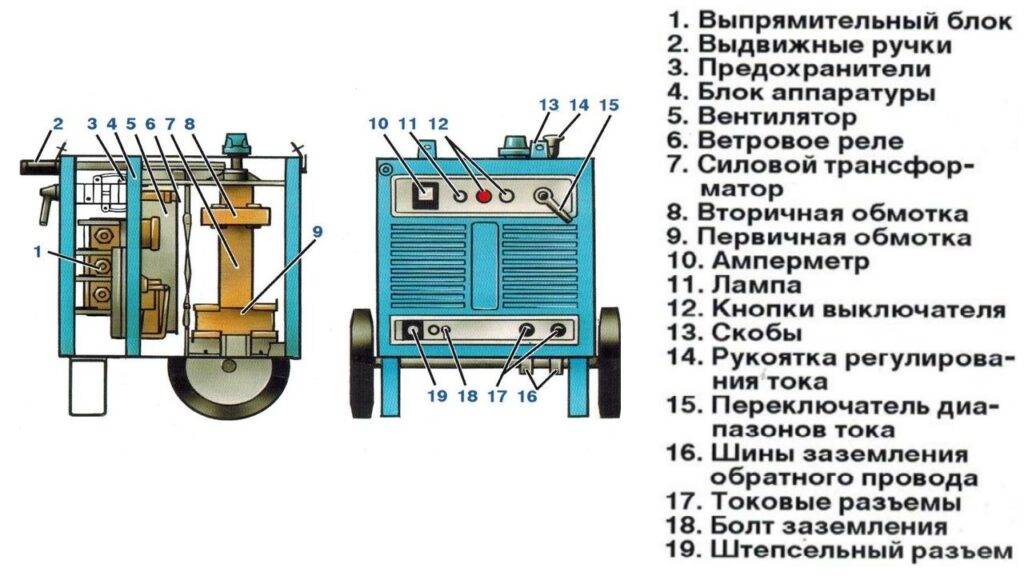
Аппарат является передвижным. Выполнен в однокорпусной форме. В составе выпрямителя присутствуют следующие составные компоненты:
- кожух;
- вентилятор;
- магнитный шунт;
- выключатель (автоматический);
- блок выпрямителей;
- трехфазный силовой трансформатор.

Сердечник трансформатора изготовлен из электротехнической листовой (0,5 миллиметров) стали 2212. Он снабжен стержневым магнитопроводом. Неподвижные катушки вторичной и первичной обмоток сделаны из алюминиевого изолированного кабеля. Обмотки, отходящие от сердечника, обрабатываются на заводе-изготовителе специальным лаковым составом, рекомендованным для электротехнических конструкций. Изоляция этих обмоток – стеклопластиковая.
Питание агрегата осуществляется от переменной трехфазной сети. Блок выпрямителей (он является полупроводниковым) отвечает за преобразование напряжения (из переменного получают требуемое сварочное). Регулировка тока для сварки выполняется при помощи рукоятки, которая размещена на лицевой стороне панели блока. Модификация индуктивного рассеивания становится возможной при вращении этой рукоятки (она размыкает либо смыкает магнитный шунт).

Устройство и принцип работы сварочного выпрямителя
В состав узлов выпрямителя входят:
- Первичная обмотка.
- Выпрямительный блок.
- Система охлаждения.
- Блок регулирующей аппаратуры, включающий в себя стабилизатор по току и автоматические предохранители.
- Защитный корпус с тележкой.
- Панель управления.
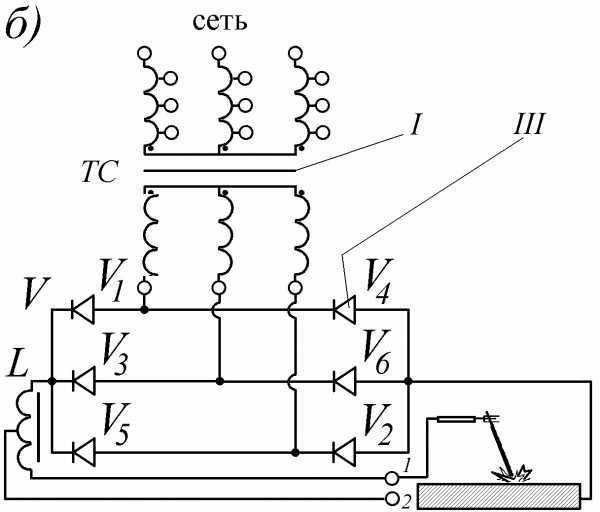
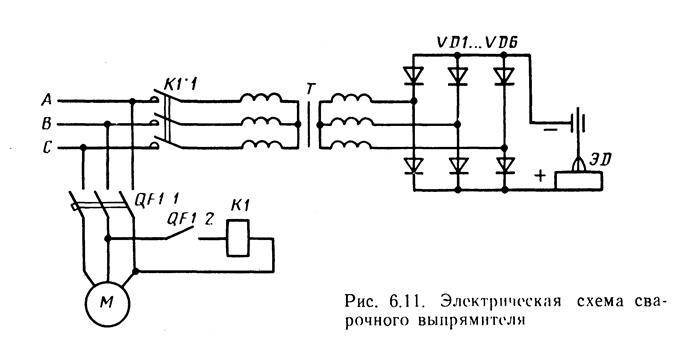
Работа сварочного выпрямителя состоит в следующем. Первичный ток из сети поступает на входную обмотку трансформатора. Если в качестве выпрямляющего устройства используется дроссель насыщения, то в его цепи сначала образуется электромагнитное поле, наводящее соответствующий ток возбуждения. Этот ток стабилизируется, и передаётся через выпрямительный блок на электрододержатель для возбуждения электрической дуги.
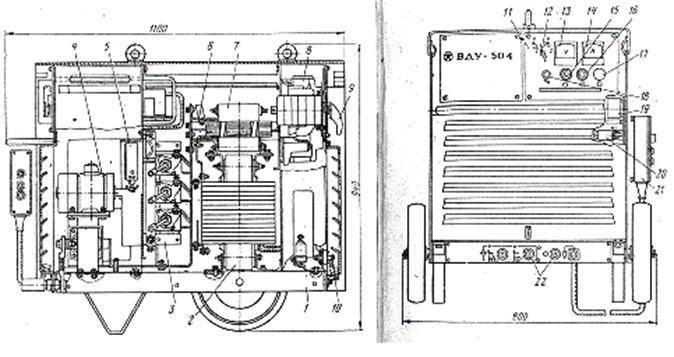
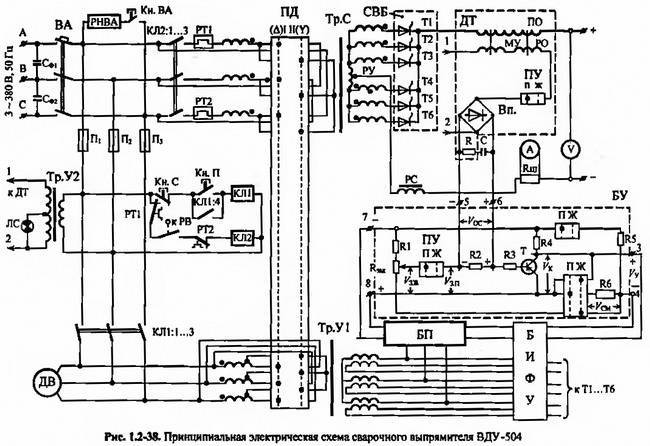
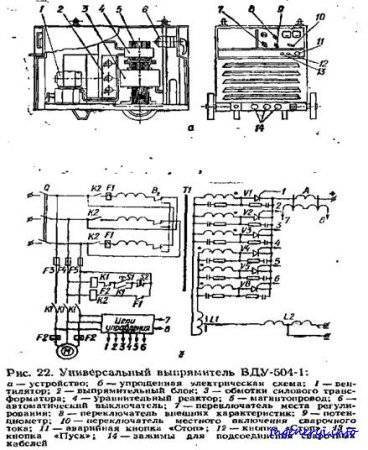
В зависимости от назначения могут использоваться и другие схемы выпрямления. Например, при помощи силовых диодов (так реализуется выпрямление тока в ВДУ-504) или при помощи тиристоров. Тиристорный выпрямитель тока позволяет устанавливать значение тока не ступенчато, а плавно, что значительно удобнее.

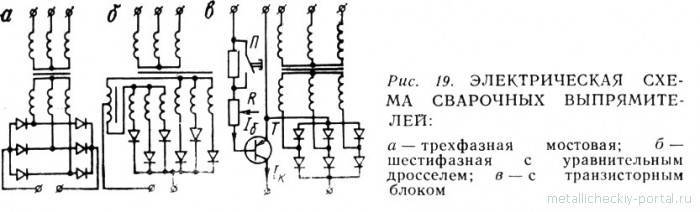
Поскольку в процессе работы полупроводниковые элементы интенсивно нагреваются, то они конструктивно заключены в обдуваемый корпус. Сам процесс выпрямления может быть организован по различным схемам:
- Обычным сглаживанием пульсаций тока (для малых мощностей);
- Мостовой, где сглаживаются пульсации тока во всех трёх фазах, а частота колебаний увеличивается с 60 до 300 Гц;
- Кольцевой, с двумя вторичными обмотками (при той же частоте выпрямления требует более сложного устройства трансформатора);
- Шестифазной, с симметричным дросселем, благодаря чему частота пульсаций снижается вдвое (используется для наиболее мощных моделей сварочных выпрямителей).
Функционал узлов выпрямителей зависит от применяемого способа электросварки. Для ручной сварки используется падающая вольтамперная характеристика, которая достигается либо повышением значений сопротивления на обмотках трансформатора, либо инвертированием – использованием принципа обратной связи. Каждая из схем имеет свои ограничения. При повышении сопротивления обязательно применение балластных реостатов. В свою очередь, сварочные инверторы отличаются малыми токами обработки, и не могут действовать с продолжительными значениями ПВ.
Как сделать самому
Человек, разбирающийся в электротехнике, может собрать сварочный выпрямитель своими руками. На первом этапе составляют чертеж, отображающий все элементы системы.
При выборе деталей учитывают толщину электродов, с которым будет работать аппарат. Так, для функционирования совместно со стрежнями диаметром 3 мм агрегат должен выдавать силу тока в 150 А.
Основными компонентами электрической схемы являются:
- Трансформатор. Рекомендуется выбирать готовые устройства. Однако при необходимости блок можно собрать самостоятельно.
- Выпрямительный блок. Сюда подается напряжение с вторичной обмотки. Для обустройства узла применяют конденсаторы, диоды, дроссель. Блок собирают по мостовой схеме. Проходящее по диодам электричество является пульсирующим. Оно не подходит для сварки, поэтому в схему вводят конденсаторы, сглаживающие колебания. Дроссель делает ток стабильным, он задерживает переменную составляющую, пропуская постоянную. Элемент собирают из железного сердечника и медной проволоки с изоляцией. Между компонентами дросселя оставляют зазор.
- Радиаторы охлаждения. Они отводят тепло, выделяемое диодами. Их устанавливают в комплекте с вентиляторами.
- Основание агрегата. Все узлы размещают на прочной текстолитовой пластине. Между компонентами схемы должно оставаться расстояние, обеспечивающее циркуляцию воздуха.
Для изготовления сварочного выпрямителя используют конденсаторы, выдерживающие высокое напряжение. Применяемые в радиотехнике детали для этого не подойдут.


1 Выпрямитель ВД 306 – назначение и технические данные
Аппарат, подключаемый к сети переменного тока, применяется для питания постоянным током электросварочной дуги при выполнении работ по резке и сварке металлических изделий, а также их наплавке.
Использовать его можно при влажности воздуха до 80 % и температурах от -40 до +40 °С в помещениях закрытого типа, где вентиляция воздуха происходит естественным путем.
Запрещается эксплуатировать данный агрегат в средах, которые:
- способны вызывать разрушение электрической изоляции и металлов;
- содержат потенциально небезопасные газы и едкие пары;
- чрезмерно насыщены пылью.
Технические характеристики ВД 306:
- сварочный ток (номинальный) – 315 А;
- номинальный рабочий режим (длительность включения) – 60 %;
- напряжение питания – 3х380 В (при частоте 50 Гц);
- мощность потребления – до 20 кВА;
- используемые сварочные стержни – от 2 до 6 мм;
- интервал регулирования тока для сварки – от 45 до 315 А;
- холостой ход (напряжение) – 70 В.

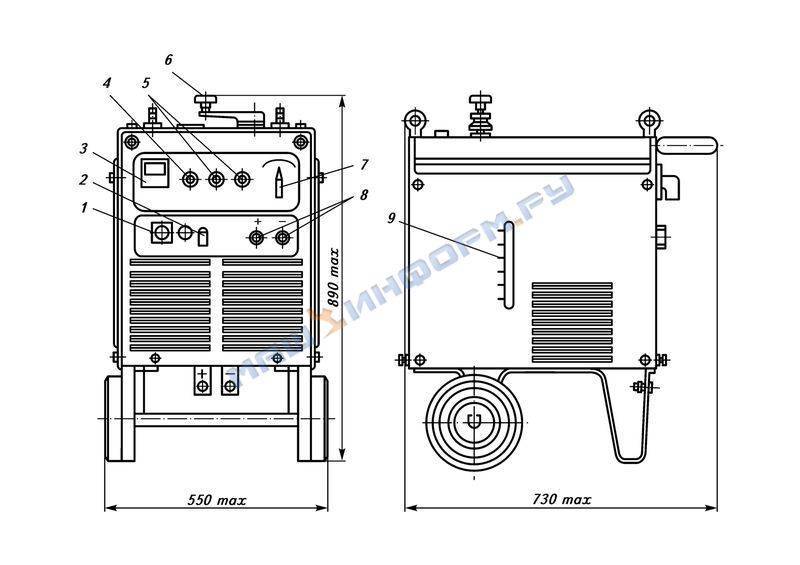
Масса выпрямителя составляет 104 килограмма; габариты: длина – 56, ширина – 51, высота – 66 сантиметров. Поставляется агрегат с двумя токовыми вставками и трехметровым сетевым кабелем.
Достоинства и недостатки
К преимуществам сварочного выпрямителя относятся:
- наличие дополнительных функций, например «легкого розжига»;
- простота настройки, бесперебойная работа;
- горение устойчивой дуги даже при малой силе тока;
- широкий диапазон рабочих температур;
- качественная система вентиляции, надежно защищающая аппарат от перегрева;
- возможность питания как от бытовой, так и от промышленной электрической сети;
- встроенная защита от замыканий;
- экономный расход электроэнергии.
Рекомендуем к прочтению Каким аппаратом варят полипропиленовые трубы

Недостатками являются:
- частый выход регуляторов из строя (неисправность легко устраняется своими руками, однако аппарат может подвести в неподходящий момент);
- поломка транзисторов (требуется сложный ремонт).
Выпрямитель — что это такое?
Сварочный выпрямитель — это аппарат, состоящий из нескольких блоков, в которых входящее напряжение понижается (V), и преобразовывается. Одновременно увеличивается величина А. В результате, на выходе получается постоянный ток достаточной силы, чтобы производить сварку стали и цветных металлов.
К выходящим клеммам устройства подсоединяются два кабеля (+ и -), один из которых крепится к свариваемому изделию, а второй заканчивается держателем или горелкой. В зависимости от конкретного полюса крепления к свариваемым частям определяется полярность и режим выполнения работы. Сварка происходит за счет замыкания дуги между соединяемой поверхностью и концом плавящегося электрода.
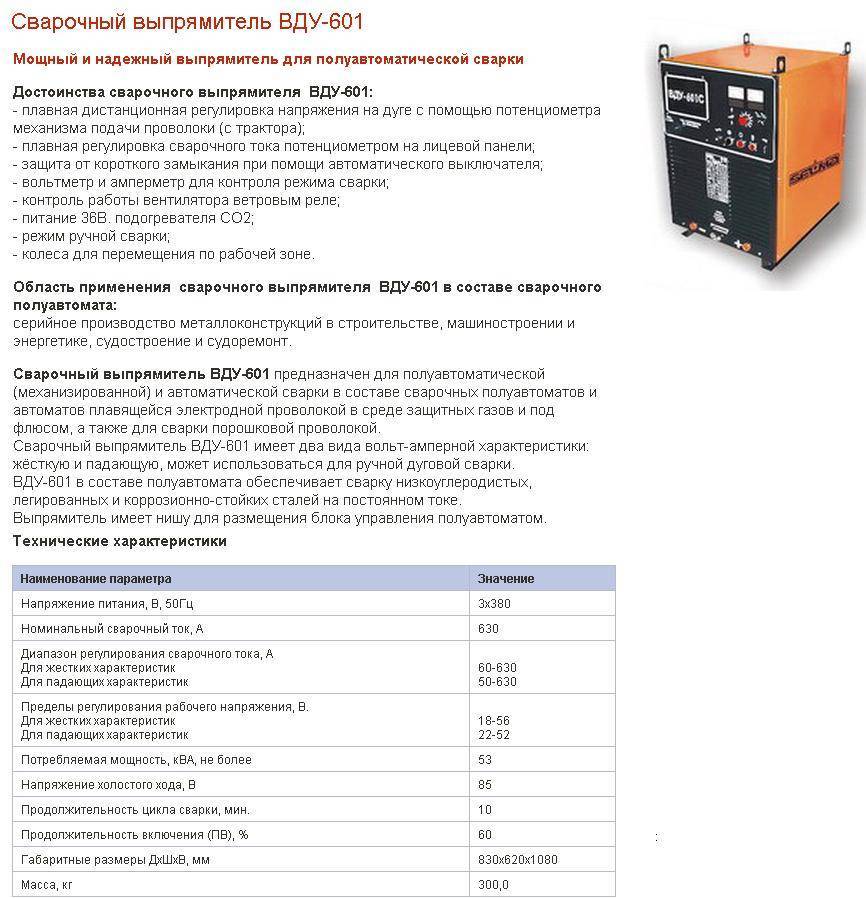
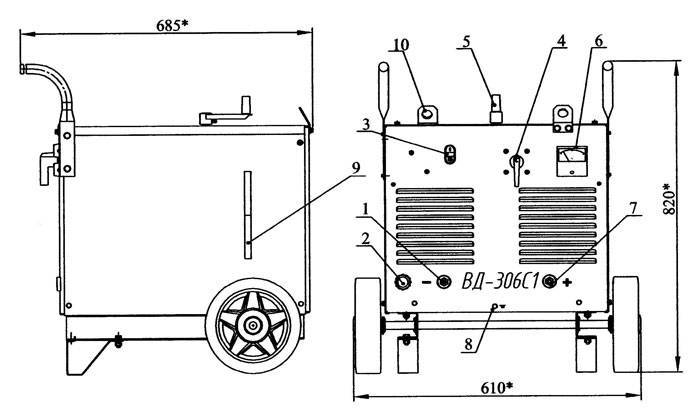
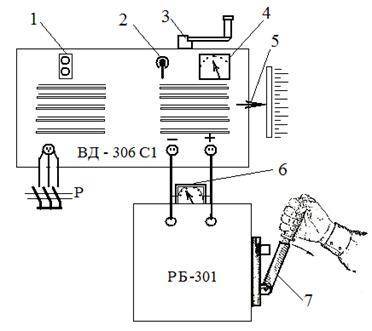
Выпрямитель сварочный ВД 306 С1
Сварочный аппарат ВД 306 С1 предназначен для питания сварочной дуги постоянным током при ручной дуговой сварке, наплавке и резке металлов при питании от сети трехфазного переменного тока. Сварка производится на открытых площадках или оборудованных для сварки крытых помещениях. Состоит из понижающего сварочного трансформатора с подвижной первичной обмоткой, выпрямительного кремниевого блока с вентилятором, пусковой и защитной аппаратуры. Сварочный выпрямитель ВД-306 С1 (380 В) рекомендуется для применения в условиях промышленных предприятий.
| Особенности и преимущества ВД-306 СЭЛМА |
- Все составляющие части выпрямителя смонтированы на каркасе тележки и защищены кожухом из листового металла.
- Напряжение, необходимое для процесса сварки, падающая внешняя характеристика выпрямителя и регулирование сварочного тока обеспечиваются трехфазным трансформатором с повышенным магнитным рассеянием.
- Выпрямитель имеет два диапазона регулирования сварочных токов.
- Внутри каждого диапазона плавное регулирование сварочного тока производится изменением расстояния между обмотками сварочного трансформатора.
- Внешние характеристики выпрямителя имеют крутопадающую рабочую часть с небольшими кратностями тока короткого замыкания (1,2-1,4) от сварочного тока при номинальном рабочем напряжении.
| Технические характеристики ВД-306 С1 |
| Напряжение питания | 3х380 В |
| Номинальная частота сети | 50 Гц |
| Номинальный сварочный ток | 315 А |
| Диапазон регулирования сварочного тока | 45-315 А |
| Продолжительность нагрузки | 60 % |
| Номинальное рабочее напряжение | 22-36 В |
| Напряжение холостого хода | 71 В |
| Способ регулирования сварочного тока | ступенчатый, плавный |
| Потребляемая мощность | 24 кВА |
| Обмотки трансформатора | AL |
| Количество постов | 1 |
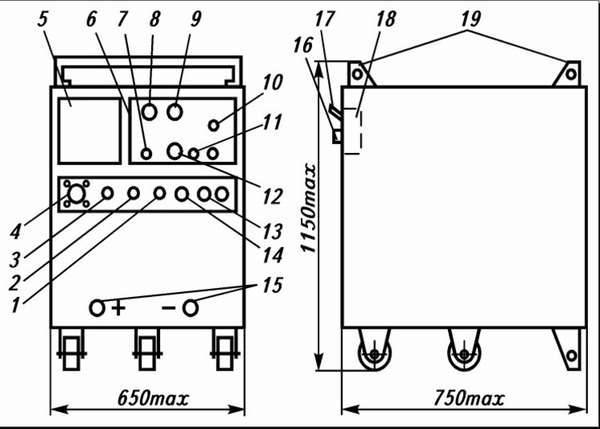
| Габаритные размеры | 610х710х640 мм |
| Масса | 127 кг |
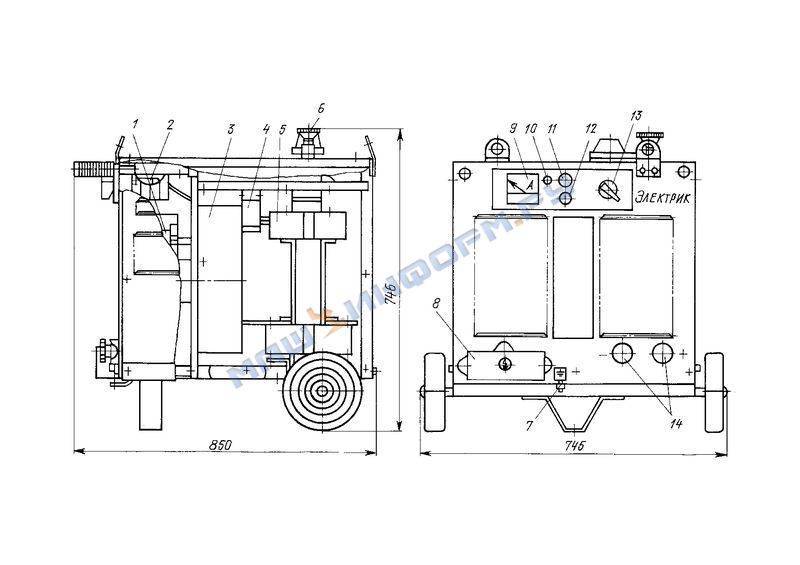
| Особенности конструкции ВД-306 С1 |
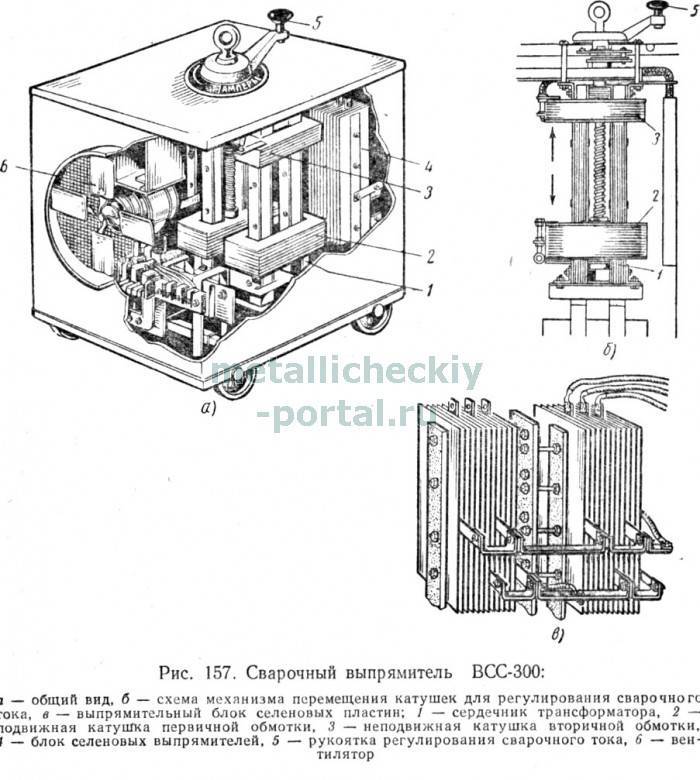
- Через верхнее ярмо трансформатора пропущена направляющая ходового винта.
- При вращении винта происходит перемещение первичной обмотки и тем самым изменяется расстояние ее расположения от вторичной обмотки.
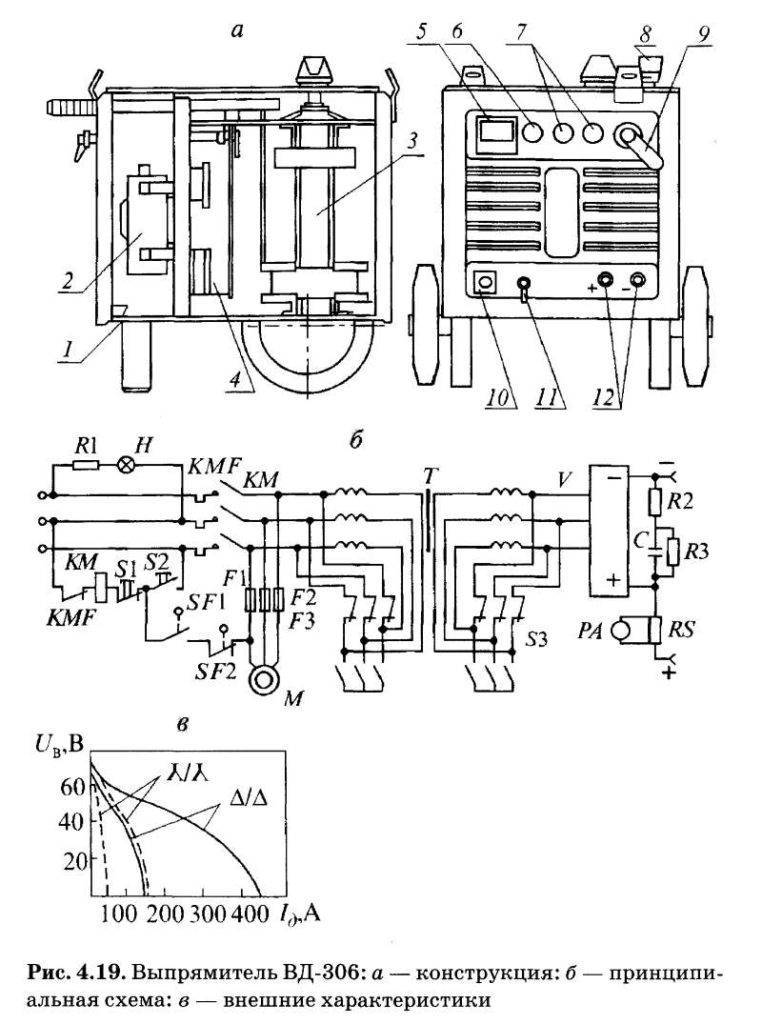
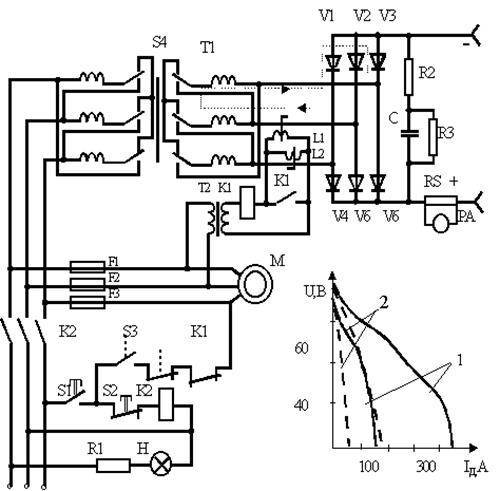
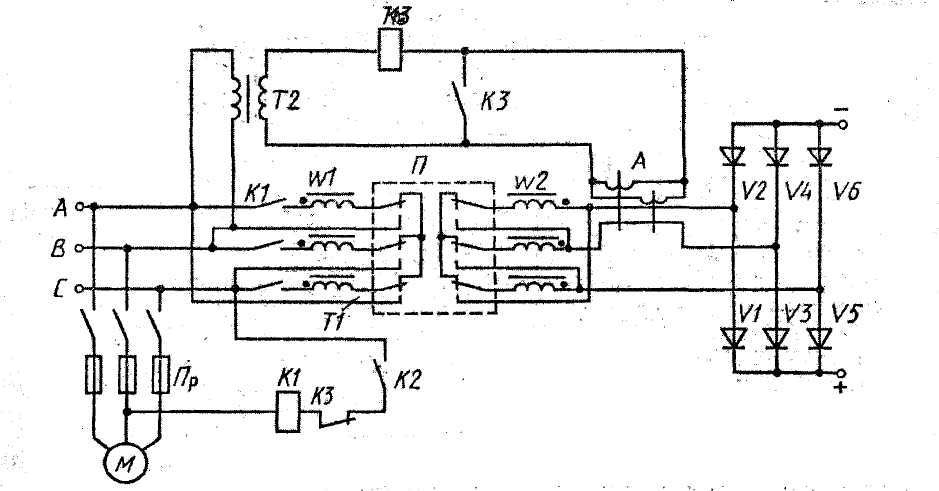
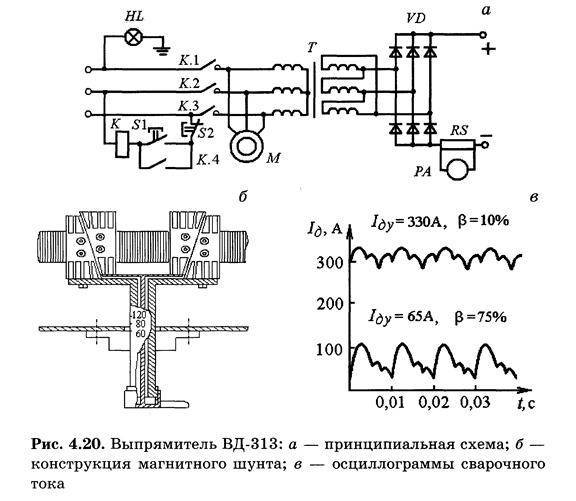
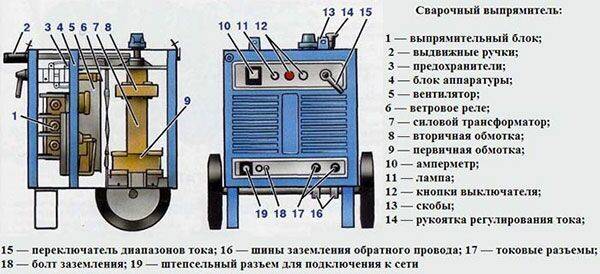
- Преобразование переменного тока в постоянный (сварочный) 1,А осуществляется с помощью выпрямительного блока, состоящего из 6 диодов, собранных по трехфазной мостовой схеме выпрямления.
- Охлаждение сварочного выпрямителя — воздушное, принудительное.
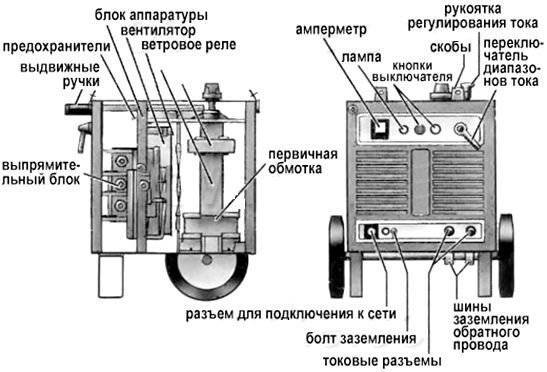
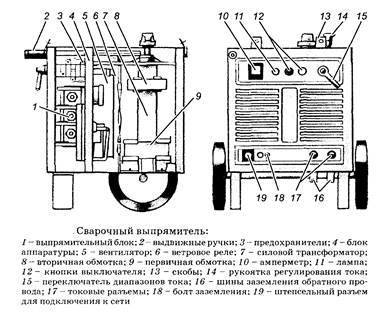
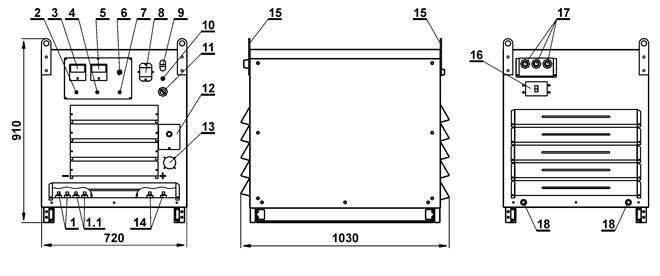
- Для подключения выпрямителя к питающей сети на передней решетке корпуса имеется штепсельный разъем, для подключения сварочного кабеля там же имеются два гнезда силовых разъемов, обозначенных знаками «+» и «-».
- На лицевой панели корпуса расположен переключатель диапазонов сварочного тока, контрольные приборы и кнопки управления.
| ДОСТАВЛЯЕМ УДОБНО Бесплатная доставка до транспортной компании | ЧЕСТНАЯ ТОРГОВЛЯ 100% гарантия обмена товара и возврата денег | СВОИХ НЕ БРОСАЕМ Добросовестно проводим сервис и обслуживание по регламенту | ГАРАНТИЯ НИЗКИХ ЦЕН Нашли дешевле? Снизим цену! |
Похожие материалы
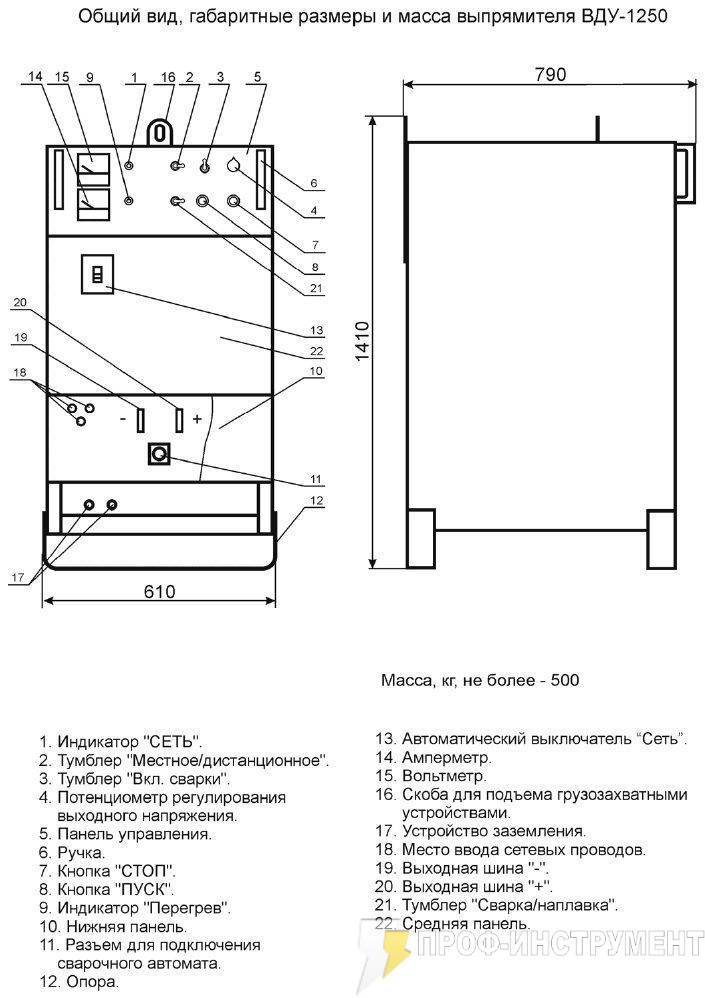
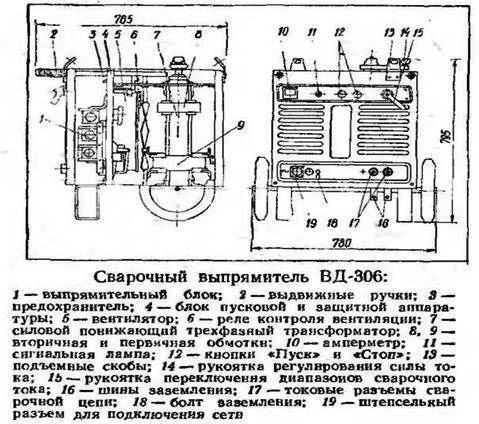
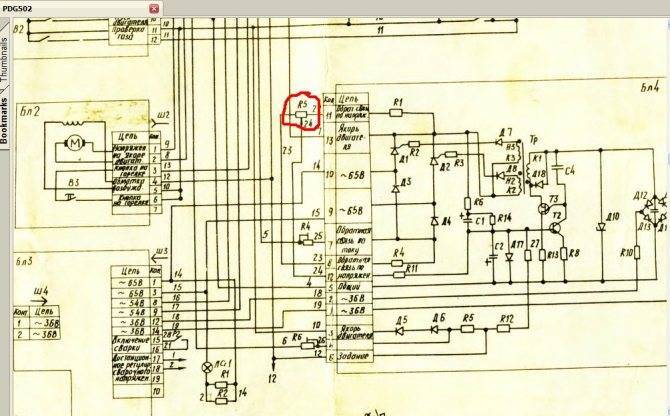
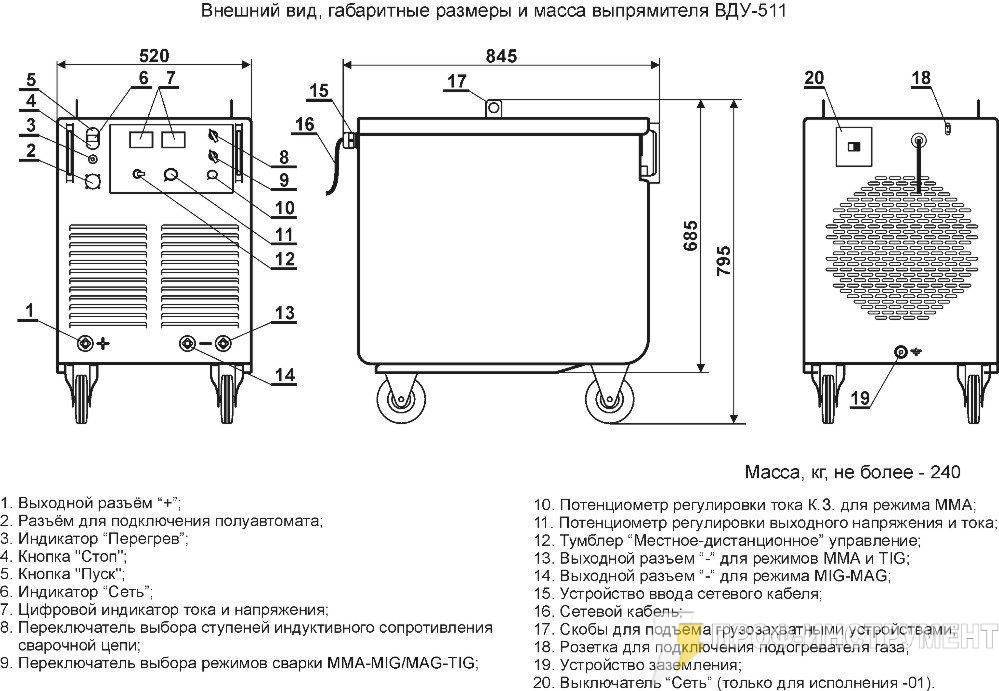
Расшифровка символических обозначений, нанесенных на панелях выпрямителя, приведена на рис. Стабильная дуга, качественный шов и надежность конструкции делают данный аппарат идеальной машиной для любого предприятия.

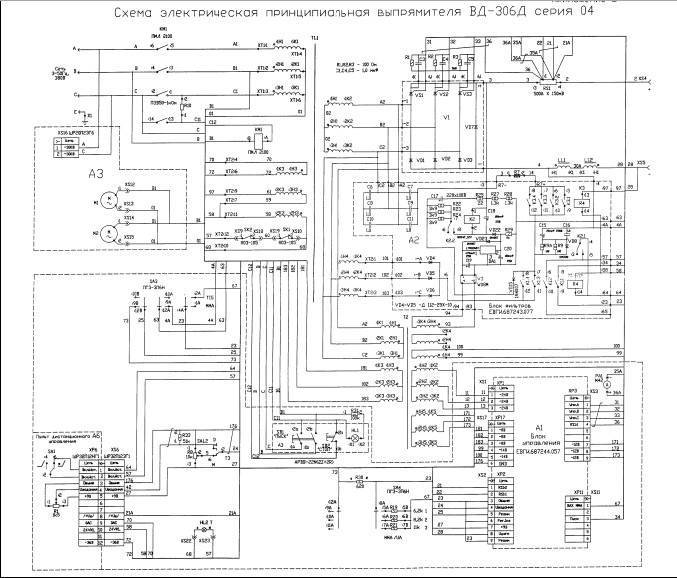
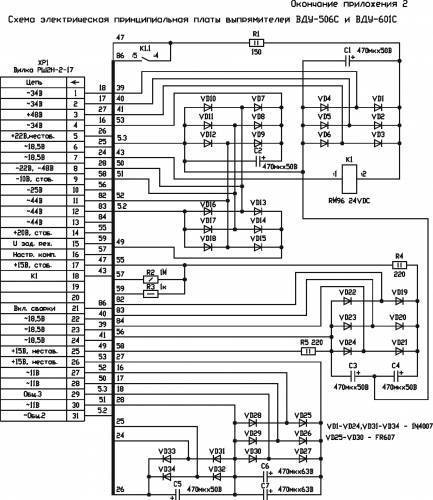

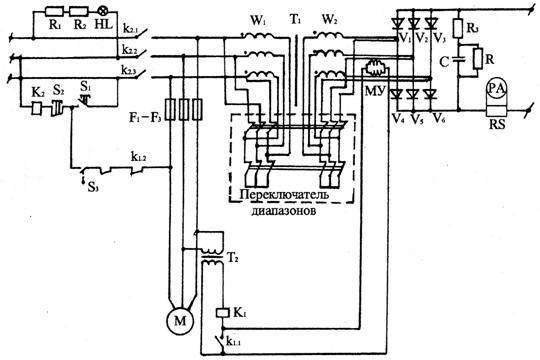
Каждый выпрямитель выполняется только на одно из указанных в табл. Под блоком управления выпрямителем расположены: сигнальная лампа контроля напряжения Н1
Марка электродов должна соответствовать марке свариваемых материалов и роду сварочного тока.
Обмоточные данные трансформатора приведены в табл. Единственный недостаток — один пост. Отсутствует напряжение на выходе. При работе в закрытых помещениях для улавливания образующихся в процессе сварки аэрозолей и дымовыделений на pабочих местах необходимо предусматривать местные отсосы и вентиляцию.
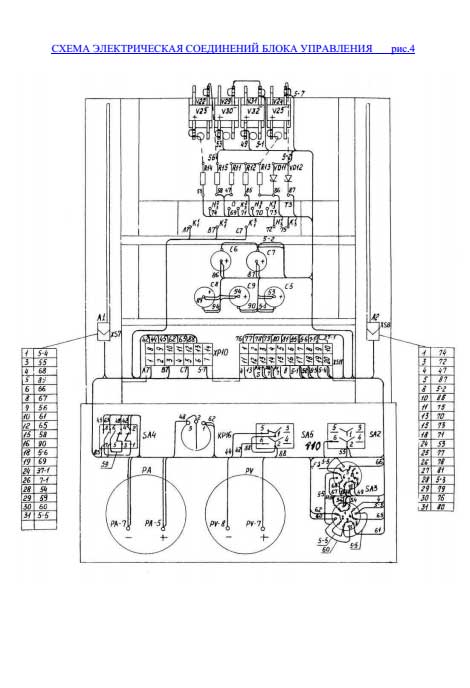
Переключатель вида внешних характеристик SA3 служит для включения выпрямителя на работу с падающими или жесткими внешними характеристиками. Вспомогательный трансформатор ТЗ трехфазный. При наличии профессиональных навыков можно легко отремонтировать данный аппарат.
Сварочный выпрямитель: виды, схемы, где купить, принцип действия — Asutpp

Установите выпрямитель на месте производства сварочных работ. Уровень напряжения на холостом ходу не превышает 70 В.
Финишные работы по механической очистке сварочного шва необходимо проводить в защитных очках, во избежание попадания осколков шлака. При работе выпрямителя на ПХ режим подбирается путем пробных сварок. В правой верхней части передней стенки установлен блок управления выпрямителем
Питание выпрямителя производится от промышленной трехфазной сети переменного тока. Отсутствует напряжение на выходе. ВДУ 506
Как подготовить прибор к работе
Перед использованием сварочного выпрямителя его нужно подготовить к работе. Особенно это актуально после длительного хранения или транспортировки аппарата на новое место.
Порядок действий в этом случае таков:
- очистить технику от грязи, пыли и мелкого мусора. Для этого нужно продуть его сжатым воздухом.
- как следует затянуть все контактные зажимы.
- обязательно заземлить прибор по всем правилам.
- подключить выпрямитель к сети через трехполюсной рубильник или другое приспособление.
После того как техника запущена, нужно проверить, вращается ли вентилятор. В случае его заклинивания необходимо сначала выяснить причину неполадки и устранить ее. Если этого не сделать, прибор быстро перегреется и отключится. При работе нужно чередовать время непрерывного горения дуги с паузами, иначе сварочный выпрямитель может перегреться или выйти из строя. Чтобы поддерживать работоспособность прибора долгое время, нужно раз в месяц проводить его технический осмотр. Во время профилактических мероприятий проверяется надежность резьбовых соединений, состояние контактов и отдельных узлов. Перед каждым началом работы нужно проверять заземление и крепление контактов!
Устройство и принцип работы
В схему сварочного выпрямителя входят следующие элементы:
- трансформатор – регулируют напряжение (когда подаваемый от сети ток проходит через трансформатор, силовая нагрузка уменьшается до напряжения холостого хода);
- выпрямляющий блок – несколько полупроводниковых элементов преобразуют переменный ток в постоянный;
- частотные и силовые регуляторы;
- накопители заряда, сглаживающие импульсные скачки.
 Устройство сварочного выпрямителя
Устройство сварочного выпрямителя
Чтобы понять принцип работы устройства, вспомним механизм действия полупроводников. Они пропускают электроны только в положительном полупериоде. При включении в схему нескольких проводников, удается получить много полупериодных кривых, при их наложении возникает постоянный ток.
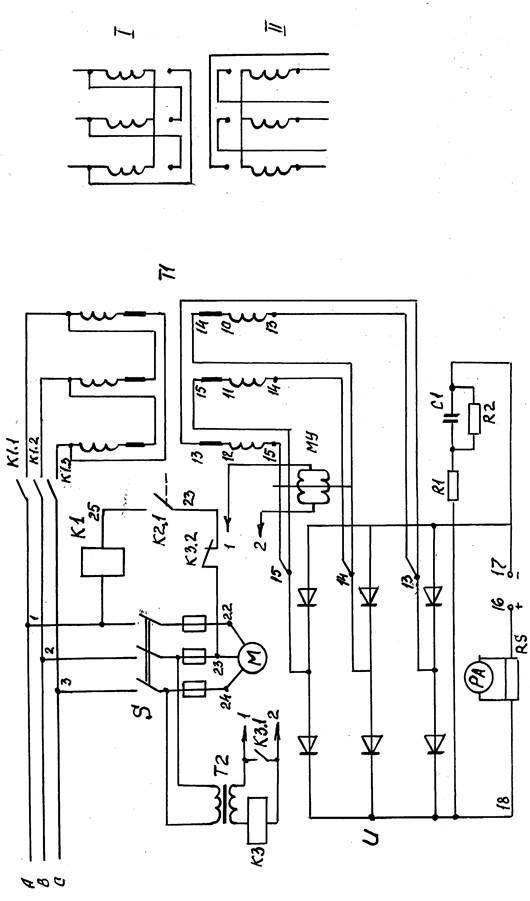
 Схема сварочного выпрямителя
Схема сварочного выпрямителя
Безопасность сварочных работ
Во время использования аппарата соблюдают следующие правила:
- Перед началом сварки изучают требования ГОСТ и СНиП, касающиеся рабочего процесса.
- Не допускают к использованию аппарата сотрудников, не имеющих удостоверения.
- Не эксплуатируют выпрямитель в туннелях, коллекторах, непроветриваемых или загазованных помещениях.
- Снимают защитный кожух только после отключения от электрической сети. Эксплуатация открытого агрегата многократно повышает риск поражения током.
- Не передвигают оборудование, подключенное к сети.
- При замене электрода питающий кабель отсоединяют от розетки.
- Во время работы используют средства защиты – рабочий костюм, рукавицы, сварочную маску.

Способы регулировки тока
Механизм регулировки зависит от конструкции аппарата. Классические устройства оснащены ступенчатой регулировкой. Сам переключатель имеет два или более положения. Изменение силы тока происходит за счет ограничения работы трансформатора. Данная схема применялась еще на самых первых моделях выпрямителей.
Более продвинутой считают технологию, применяемую на инверторных сварочных выпрямителях. Он основан на установке дросселей насыщения, которые помещают между полупроводниковыми диодами и понижающим трансформатором.
Трехфазный сварочный тиристорный выпрямитель оснащен наиболее современным регулировочным механизмом. Тиристорный блок позволяет осуществлять тщательный контроль над напряжением и силой тока, устанавливая необходимые показатели, в зависимости от типа соединения и характеристик металла.
Меры предосторожности

Защитные средства сварщика
Перед эксплуатацией ВД 306 следует внимательно изучить государственные стандарты для выполнения сварочных работ и использования электроустановок. Данный прибор категорически запрещено применять внутри туннелей, колодцев, металлических резервуаров. Нельзя использовать устройство без защитного кожуха. Если сварка подключена к электрической сети, тогда запрещено передвигать ее.

Во время работы человеку нельзя прикасаться к металлическим элементам агрегата и к электродам. Перед снятием или установкой сварочного стержня сварку следует отключить от сети.
Зачистку швов следует выполнять после полного остывания металла. Эту работу необходимо выполнять в специальных очках. Сама сварка должна осуществляться с использованием специальной маски, что защищает лицо сварщика от расплавленных частиц металла.
Видео по теме: Ремонт сварочного аппарата ВД 306
Публикации по теме
Как самостоятельно выполнить ремонт сварочных аппаратов инверторного типа

Порядок изготовления сварочного полуавтомата своими руками

Процесс изготовления споттера своими руками из сварочного аппарата
Обслуживание и ремонт
Сварочные выпрямители нуждаются как в ежедневном, так и в периодическом техническом обслуживании. Это залог безотказной работы оборудования. Ежесменный осмотр включает в себя следующие процедуры:
- Осмотр изоляции.
- Проверка крепления клемм и заземления.
- Удаление пыли и грязи с внутренних частей корпуса.
Все обнаруженные дефекты подлежат немедленному устранению.
Симптомами неисправности является частое срабатывание температурных датчиков и увеличение шума в процессе эксплуатации. Причиной могут быть следующими:
- Замыкание первичной обмотки трансформатора.
- Выход из строя вентилятора системы охлаждения;
- Нарушение изоляции листов сердечника.
Эксплуатация неисправного оборудования запрещена.
Доводим до ума бюджетный полуавтомат
Попал мне в руки китайский сварочный полуавтомат Vita (в дальнейшем буду называть просто ПА), в котором сгорел силовой трансформатор, просто знакомые попросили отремонтировать. Жаловались на то, что когда ещё работал, то им невозможно было что-то сварить, сильные брызги, треск и т.д. Вот решил я его довести до толку, и заодно поделится опытом, может, кому то пригодится. При первом осмотре я понял, что трансформатор для ПА был намотан не правильно, поскольку первичная и вторичная обмотки были намотаны отдельно, на фото видно, что осталась только вторичка, а первичка была намотана рядом, (так мне трансформатор принесли).
А это значит, что такой трансформатор имеет круто падающую ВАХ (вольт амперная характеристика) и подходит для дуговой сварки, но не для ПА. Для Па нужен трансформатор с жёсткой ВАХ, а для этого вторичная обмотка трансформатора должна быть намотана поверх первичной обмотки.
Для того чтобы начать перемотку трансформатора нужно аккуратно отмотать вторичную обмотку, не повредив изоляцию, и спилить перегородку разделяющую две обмотки.
Для первичной обмотки я буду использовать медный эмалевый провод толщиной 2 мм, для полной перемотки нам хватит 3,1 кг медного провода, или 115 метров. Мотаем виток к витку от одной стороны к другой и обратно. Нам нужно намотать 234 витка – это 7 слоёв, после намотки делаем отвод.
Дальше мотаем 39 витков, делаем ещё отвод, 25 витков – отвод, и 14 витков отвод.
Первичную обмотку и отводы изолируем матерчатой изолентой. Дальше мотаем вторичную обмотку тем проводом, что мы отмотали раньше. Наматываем плотно 36 витков, шинкой 20 мм2, приблизительно 17 метров.
Трансформатор готов, теперь займемся дросселем. Дроссель не менее важная часть в ПА без которой он не будет нормально работать. Сделан он неправильно, потому что не имеет зазора между двумя частями магнитопровода. Дроссель я намотаю на железе от трансформатора ТС-270. Трансформатор разбираем и берём с него только магнитопровод. Провод того же сечения, что и на вторичной обмотке трансформатора мотаем на один крен магнитопровода, или на два последовательно соединив концы, как вам нравится. Самое главное в дросселе это немагнитный зазор, который должен быть между двух половинок магнитопровода, достигается это вставками из текстолита. Толщина прокладки колеблется от 1,5 до 2 мм, и определяется экспериментальным путём для каждого случая отдельно.



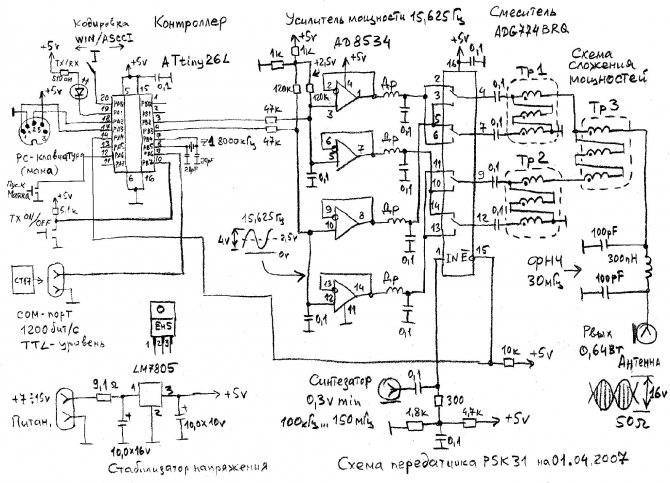
Для более устойчивого горения дуги в цепь нужно поставить конденсаторы емкостью от 20000 до 40000 мкФ и напряжение конденсаторов должно быть от 50 вольт. Схематически всё это выглядит так.
Для того что бы ваш ПА заработал нормально будет достаточно сделать выше указанные действия. А для тех, кого раздражает постоянный ток на горелке нужно в цепь поставить тиристор на 160-200 ампер, как это сделать смотрите в видео.
Способы регулировки тока в выпрямителях
Чтобы изменять значение ампер в сварочном преобразователе предусмотрено несколько вариантов управления. Большинство выпрямителей имеют ступенчатую регулировку за счет секционированного подключения первичной обмотки. Такой переключатель ставится в виде рукоятки, с двумя или тремя положениями. Если требуется сразу повысить силу тока до возможности производить сварку толстых пластин или резку, то часть первичной обмотки «отсекается», и ток идет по укороченной схеме. Для возвращения напряжение в обратную сторону схема переключается на более длинную часть первичной обмотки, и сила тока становится меньше, что удобно для сварки тонких листов.
Кроме грубой регулировки, воздействующей на трансформатор, в выпрямителях применяется тонкая настройка при помощи дросселя насыщения. Он устанавливается между кремниевыми диодами (выпрямляющим блоком) и понижающим трансформатором. Дроссель представляет собой ряд катушек, через которые проходит напряжение. Переключая рычаг управления, изменяется длина пути тока в обмотках и его сила.
Большинство моделей преобразователя имеет рукоятку на крышке корпуса, которая приводит в движение винтовой вал и платформу со вторичной обмоткой трансформатора. Изменение расстояния между обмотками также служит способом регулировки силы тока.
Самым эффективным для изменения сварочного напряжения является тиристорный блок. Его внедрение в схему позволяет контролировать длину подачи напряжения и его воздействие на металл. Благодаря тиристорам можно моделировать жесткую, пологопадающую и крутопадающую характеристики тока.
Виды выпрямителей
Существует несколько видов выпрямителей:
- сварочный тиристорный выпрямитель вд 313 сэ, вд 306;
- инверторный выпрямитель силовой (сварочный);
- дроссельный;
- транзисторный (универсал).
В чем разница таких аппаратов?
Тиристорные источники питания подходят для различных видов электродов при дуговой сварке и могут быть использоваться для сварочных работ на прутках.
Преимущества:
- Более высокая эффективность по сравнению с обычными выпрямителями.
- Отличные характеристики дуги, искра намного меньше.
- Одиночный ряд текущего контроля
- Легко реализуется функция дистанционного контроля
- Хорошие показатели прочности от колебания напряжения
- Подходит для использования вне помещения.
- Это сварочный многопостовой выпрямитель — вдм – 1201, 2х313, вдм-1202 с, 1001, сэлма (selma), ВС ма, 6303 с.
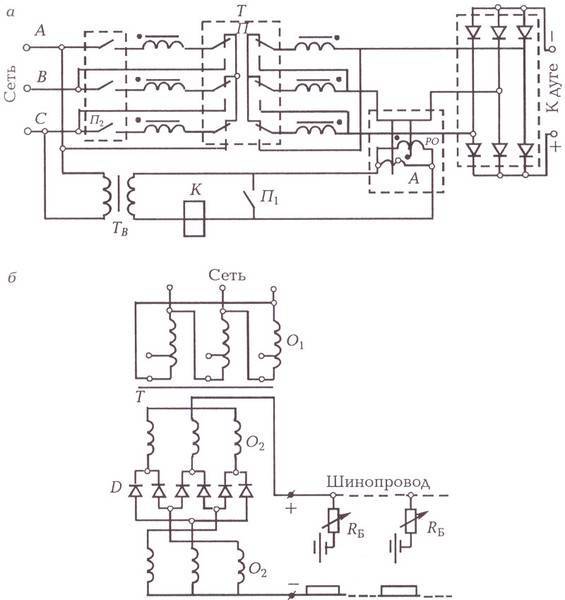
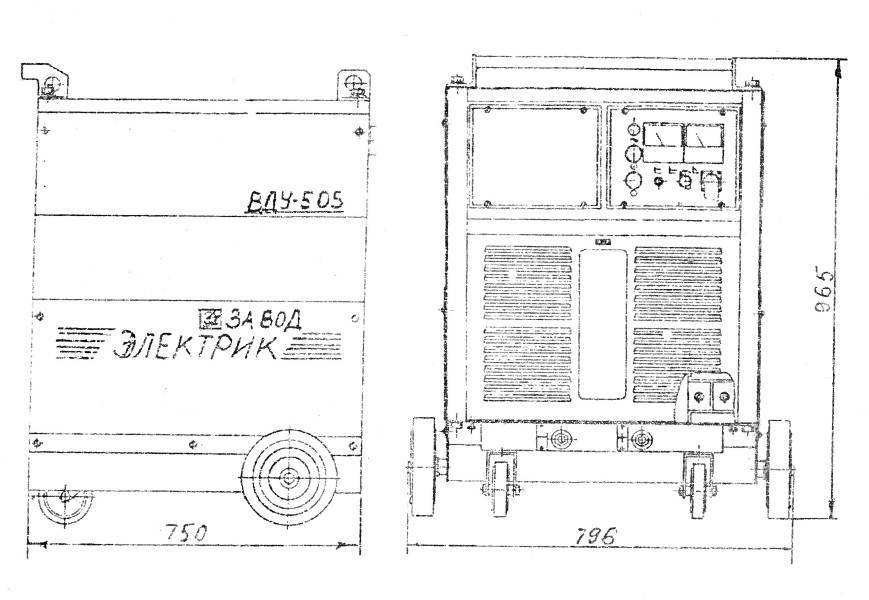
Дроссельный выпрямитель предназначен для сварки в самых тяжелых условиях эксплуатации (карьеры, шахты, трубопроводы и т.д.). Он обеспечивает сварку-полуавтомат и наплавки на токи до 650А. По полуавтоматической сварке рабочее напряжение регулируется ступенчато. Сварочный однопостовой выпрямитель представлен ВДУ 505, 504, вду 506, ДУГА проф и ДУГА индустриал.
Схема: Дроссельный выпрямитель
Система питания сварочной дуги помимо основного дросселя имеет встроенный в параметрическом отделе еще один, что позволяет значительно улучшить качество сварного шва, в связи со стабилизацией сварки. Как правило, помимо основной обмотки мощности, еще используется вспомогательная, которая служит для регулирования индуктивности дросселя и, тем самым, контролирует пик-точку при замыкании или скачках напряжения.
Инверторный выпрямитель применяется для преобразования входящего переменного тока в постоянный, представлен моделями esab, man, . Этот ток включается и выключается очень быстро, чем создает импульсные, высокие частоты постоянного тока. Типичные частоты в диапазоне от 10000 до 20000 Гц, но возможны данные до 100000 Гц. Инвертор, как и весь выпрямитель сварочный, нуждается в поверке каждые полгода. Сварочный инверторный выпрямитель представлен моделями электрон 125, вс 600, 318м1, arc, neon (накс), форсаж, power, патон, терминатор и анод (СССР).
Видео экономичной работы сварочного выпрямителя
Транзисторные источники сварочной энергии были разработаны для точного контроля параметров сварки. Скорость работы и реакции транзисторов очень высока, следовательно, такие источники энергии можно регулировать, чтобы получить любое желаемое показание вольт-амперной характеристики между постоянным током и напряжением постоянного типа. Кроме того, можно программировать систему управления, с целью задать переменную тока и напряжения во время фактической операции сварки. Эти технические особенности делают универсальный сварочный транзисторный выпрямитель особенно привлекательным для сварки труб, вентиляционных проходов и шахт. Сварка может проводиться электродами всву.
Практически каждый мастер имеет в наличии бензиновые сварочные выпрямители (Эсва, лорис). Это достаточно удобные портативные устройства, при помощи которых удобно проводить работы на выезде или открытом воздухе. Очень хорошие отзывы про выпрямитель сварочный fubag, причем его характеристика говорит о том, что устройство подходит и для эксплуатации в локальной сети питания. Кроме того, данные аппараты часто комплектуют портативным зарядным устройством.
Если распределять выпрямители по области применения, то получим такую таблицу:
| Область применения | Название выпрямителя |
| Для наплавки металла под флюсовым слоем | вду |
| Для одновременного питания нескольких сварочных постов | вксм |
| Применяется для питания сварочного аппарата при работе с конструкционными и легированными сталями. Широко используется в коммунальном хозяйстве, быту, небольших мастерских и цехах. | вдмш |
| В холодных двигателях автомобилей часто применяется дуговой частотный универсальный аппарат | ВДУЧ и ВДЧ |
Плюсы и минусы оборудования
К преимуществам выпрямителей относятся:
- высокая мощность при компактных размерах;
- способность выработки тока с постоянными параметрами;
- подача однополярного заряда на электрод, способствующая быстрому появлению дуги;
- экономный расход электрической энергии;
- сниженный риск случайного возгорания;
- возможность контроля качества шва на этапе его формирования;
- расширение функциональности оборудования;
- сниженный расход присадочной проволоки (экономия становится ощутимой при использовании выпрямителя в промышленных условиях).
Вместе с положительными качествами устройства имеют и отрицательные стороны, к которым относятся:
- потеря мощности;
- ухудшение качества работы аппарата при снижении напряжения в сети;
- неустойчивость к воздействию влаги;
- чувствительность к коротким замыканиям в питающей сети.

Качество шва.
Плюсы и минусы оборудования
По сравнению с трансформатором, выпрямитель обладает рядом преимуществ:
- Экономное потребление энергии;
- Стабильность электрической дуги;
- Качество соединения;
- Малое количество брызг;
- Работа с нержавейкой;
- Простота и надежность конструкции, которые обеспечивают комфортную регулировку;
- Высокий КПД.
- Небольшие габариты и малый вес.
Наряду с достоинствами имеется ряд недостатков, которых гораздо меньше:
- Повышенные требования к стабильности напряжения в сети;
- Повышение качества сопровождается незначительной потерей мощности;
- Слабая защита от коротких замыканий, особенно длительных;
- Более высокая стоимость.
Положительные качества обеспечивают устойчивый интерес к оборудованию, несмотря на недостатки.