

Технология прокалки
Различные виды стержней необходимо подвергать соответствующей термообработке. Ее параметры указываются на упаковке в инструкции.
Параметры прокаливания зависят от покрытия электродов и указываются на этикетках, в паспортах и каталогах.
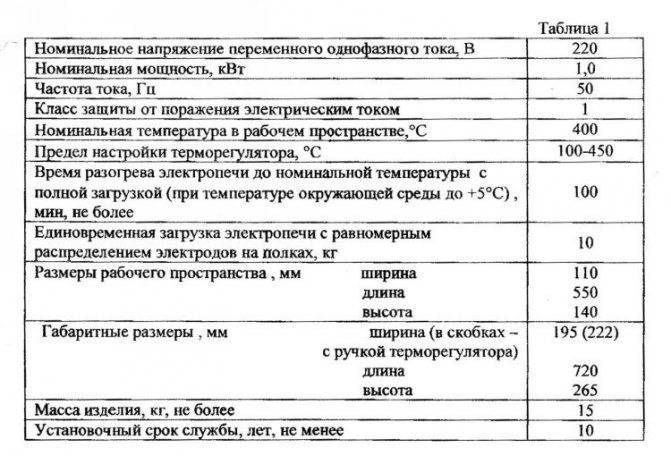
Таблица характеристик печи для прокалки электродов.
Основными характеристиками при прокалке являются:
- необходимость сушки;
- режимы;
- количество прокалок.
Если не выполнять термообработку, расход материалов существенно увеличится и снизится надежность соединения. Если есть хоть малейшие сомнения относительно условий и продолжительности хранения электродов или же в их покрытии присутствует влага, то прокалка просто необходима.
Итак, как прокалить электроды? Выполнить данную операцию можно двумя способами: с использованием промышленных устройств и в бытовых условиях.
Прокалить и высушить электроды можно с помощью специальной печи. В магазинах представлен широкий ассортимент подобных агрегатов. Есть разработки от зарубежных компаний и от отечественных.
Выбирая печь, следует в первую очередь ориентироваться на такие характеристик, как мощность, напряжение, ее масса и размеры.
Довольно распространенной разновидностью подобных устройств являются шкафы. Они позволяют прокаливать и просушивать электроды. Кроме того в них стержни хранятся продолжительное время.
Тем не менее, не все виды данного оборудования обладают перечисленными возможностями
В связи с этим в момент покупки шкафа обязательно обращайте внимание на его возможности
Хранить стержни можно в термопеналах или пеналах-термосах. Эти малогабаритные устройства отлично подойдут и при прогревании уже обработанных материалов.
Используя духовку лучше отдать предпочтение электрическому типу. Дело в том, что в газе содержится небольшое количество влаги, что может отрицательно повлиять на качество термической обработки.
Проводя термообработку важно следовать технологической инструкции. Некоторые стержни, например, необходимо просушить перед прокалкой
Обработка стержней состоит из нескольких простых действий:
- загрузка материала в камеру устройства;
- плотное закрытие дверцы;
- установка температуры в соответствии с приведенным значением в инструкции;
- установка длительности обработки;
- выдержка в течение необходимого интервала времени;
- по окончании процесса термообработки выключить устройство и дать ему остыть вместе с электродами для избегания резкого перепада температур.
Эксплуатация
Инструкция по правильной эксплуатации оборудования рекомендует горячими доставать электроды по завершении прокаливания и укладывать их внутрь термопенала. Внутри камеры они будут недоступны влаге. Их можно перемещать на большое расстояние и долго хранить.
Перед тем как сушить сварочные электроды, устройство устанавливается на специальную ножку. Выбирается способ подключения к питанию. Вилка включается в сетевую розетку. Два провода соединяют с кабелями, идущими к держаку и зажиму на детали.
Термопенал включается заранее, чтобы камера успела прогреться. Примерно через 30 мин можно открывать переднюю крышку, брать электрод и начинать работать. Пенал следует держать закрытым, чтобы просушивать оставшиеся материалы.
Технология прокалки
Различные виды стержней необходимо подвергать соответствующей термообработке. Ее параметры указываются на упаковке в инструкции.
Параметры прокаливания зависят от покрытия электродов и указываются на этикетках, в паспортах и каталогах.
Работнику необходимо строго придерживаться всех требований по прокалке. В противном случае стержни окажутся недосушенными или пересушенными, что негативно отразиться на качестве сварочного соединения. В связи с этим данную процедуру необходимо проделывать правильно.
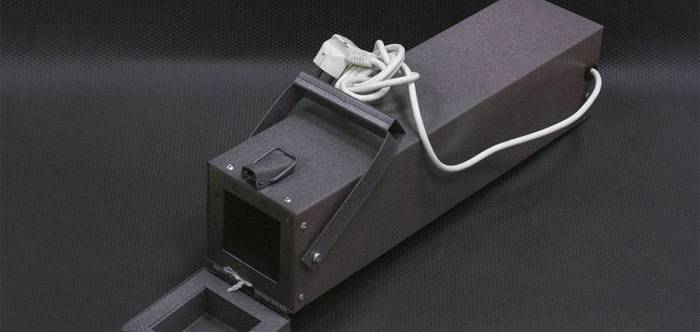


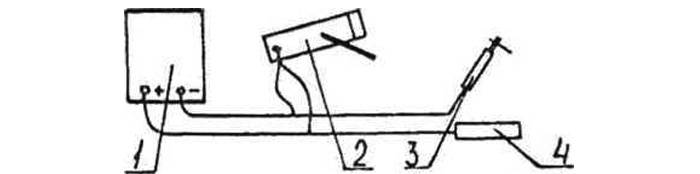




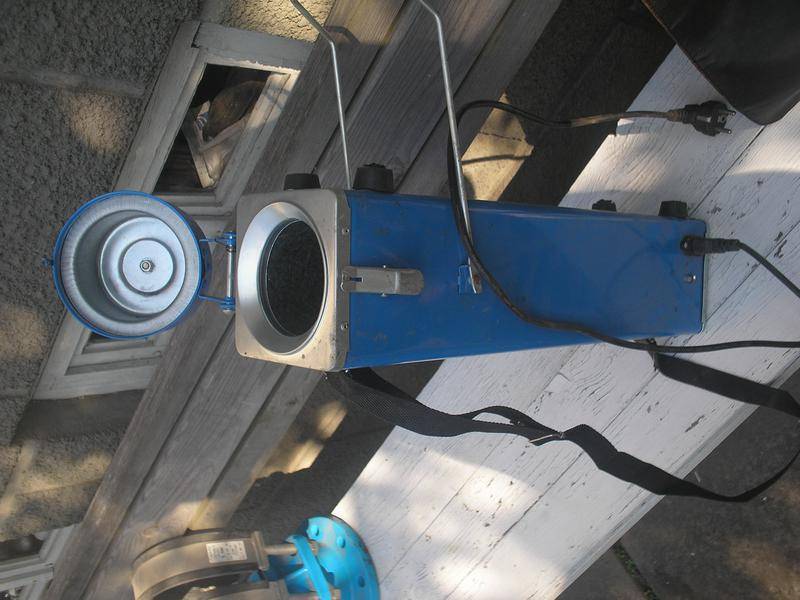

Таблица характеристик печи для прокалки электродов.
Основными характеристиками при прокалке являются:
- необходимость сушки;
- режимы;
- количество прокалок.
Если не выполнять термообработку, расход материалов существенно увеличится и снизится надежность соединения. Если есть хоть малейшие сомнения относительно условий и продолжительности хранения электродов или же в их покрытии присутствует влага, то прокалка просто необходима.
Итак, как прокалить электроды? Выполнить данную операцию можно двумя способами: с использованием промышленных устройств и в бытовых условиях.
Прокалить и высушить электроды можно с помощью специальной печи. В магазинах представлен широкий ассортимент подобных агрегатов. Есть разработки от зарубежных компаний и от отечественных.
Выбирая печь, следует в первую очередь ориентироваться на такие характеристик, как мощность, напряжение, ее масса и размеры.
Довольно распространенной разновидностью подобных устройств являются шкафы. Они позволяют прокаливать и просушивать электроды. Кроме того в них стержни хранятся продолжительное время.
Тем не менее, не все виды данного оборудования обладают перечисленными возможностями
В связи с этим в момент покупки шкафа обязательно обращайте внимание на его возможности
Хранить стержни можно в термопеналах или пеналах-термосах. Эти малогабаритные устройства отлично подойдут и при прогревании уже обработанных материалов.
Во время сварочных работ с металлическими конструкциями, к которым не предъявляются высокие требования, обработку электродов можно выполнить народными методами. Например, подойдет духовка или термофен.
Используя духовку лучше отдать предпочтение электрическому типу. Дело в том, что в газе содержится небольшое количество влаги, что может отрицательно повлиять на качество термической обработки.
Проводя термообработку важно следовать технологической инструкции. Некоторые стержни, например, необходимо просушить перед прокалкой
Обработка стержней состоит из нескольких простых действий:
- загрузка материала в камеру устройства;
- плотное закрытие дверцы;
- установка температуры в соответствии с приведенным значением в инструкции;
- установка длительности обработки;
- выдержка в течение необходимого интервала времени;
- по окончании процесса термообработки выключить устройство и дать ему остыть вместе с электродами для избегания резкого перепада температур.
Конструкция и функционал
Пенал для прокалки электродов имеет прямоугольную форму. Размеры зависят от объема вмещаемых электродов, у бытовых устройств это примерно 150×170×600 мм. Пенал состоит:
- корпус,
- камера,
- нагревательный элемент,
- электроизоляция,
- теплоизоляция,
- передняя крышка для загрузки камеры,
- задняя крышка и блок управления нагревом,
- провода.
Перед тем как просушить прокаленные электроды, их помещают в камеру и плотно закрывают крышкой. Затем с обратной стороны провода подключаются в источнику питания. Включается нагревательный элемент – спираль, обвивающая снаружи камеру.
Камера сначала покрывается изоляцией, только потом укладывается спираль, чтобы ток не бил при касании к электродам и внутренней поверхности термопенала.
Нагревательный элемент поднимает температуру внутри устройства до 110⁰C. Этого достаточно, чтобы влага испарилась. Через 2 часа можно начинать работать.
В условиях домашней мастерской, при небольшом объеме сварочных работ, пользуются чехлами для электродов, имеющими пластиковый герметичный корпус. Они сохраняют тепло положенных внутрь горячих предметов и не пропускают воздух. Прутки с обмазкой остывают несколько часов, оставаясь герметично закрытыми.
Сколько времени, при какой температуре и как сушат электроды
Прокаливать можно любые типы электрода, исключение – целлюлозные. Они не поддаются термической обработке, поскольку при воздействии свыше 70 градусов покрытие электрода разрушается. В результате они становятся непригодными для сварки. Такие типы расходников хранят в металлических банках, поскольку при попадании влаги они не подлежат восстановлению.










Максимально можно просушивать электроды на высоких температурах 3 раза. После этого обмазка осыпается, что приводит к разрушению структуры расходника.
Если сравнивать понятия «прокаливание» и «просушивание», главное отличие заключается в том, что при прокаливании мы придерживаемся строго инструкции производителя. При просушивании электрода пытается избавиться от влаги любым удобным способом.
Соответственно, при сушке мы можем использовать любые термические приборы. Даже строительный фен позволит убрать ненужную влагу. Достаточно загрузить электрод в трубу и прогреть их при температуре не менее 150 градусов. Диаметр трубы определяется по окружности фена. Существуют модели с терморегулятором для сушки, которые позволяют контролировать темпе
Характеристики
При выборе термопеналов для электродов, следует изучить их эксплуатационные характеристики:
- максимальный вес загружаемых электродов;
- размеры устройства;
- мощность;
- температура нагрева и наличие терморегулятора;
- вес при полной загрузке;
- источники питания;
- наличие удобной ручки для транспортировки.
Термопенал имеет различные варианты подключения к источнику питания:
- ток бытовой 220В;
- промышленный трехфазный 380В;
- постоянный от сварочного аппарата;
- комбинированное подключение.
Специалисты рекомендуют комбинированный вариант подключения. Надо только выбрать сочетание переменного и постоянного токов, которые совпадают с имеющимися источниками. Например, в мастерской ток 220В переменный и постоянный, выдаваемый инвертором.
Трудности при сварке
Необходимо следовать рекомендациям мастеров, т.к. металл отличается по характеристикам от других составляющих. Основные трудности и моменты, возникающие в процессе:
- Жидко текучесть осложняет соединение швов вертикальным положением. Нижним положением сваривание производится с применением прокладки, вертикальные произведения доступны в кратковременном режиме.
- Высокая степень теплопроводности материала, потребует использования способов отвода тепла из зоны стыковки.
- Линейное расширение при нагреве влияет на повышенную склонность к деформации, образование трещин.
Также следует помнить про способность поглощать кислород и водород, при воздействии высоких температур. Склонность к окислению требует применения специальных гелей, состоящих из кремния, фосфора либо марганца.
Способы сушить и прокаливать электроды в домашних условиях
Находчивость некоторых специалистов в области сварки привела к появлению нескольких действенных способов для обработки материалов без использования специальной оснастки. Рекомендуем также ознакомиться с этим материалом, о том, как прокаливать.
Наиболее востребованным и простым методом является улучшение сварочных стержней путем прокаливания в духовке.
Данная процедура включает несколько этапов, после ознакомления с которыми любой начинающий сварщик будет знать, как прокалить электроды в духовке:
- для сушки подойдет в большей степени электрическая духовка, нежели газовая. В газе содержится небольшое количество воды, также прогрев нельзя проводить на открытом огне;
- следует разогреть духовку до 200-250 градусов (или до той температуры, которая написана на упаковке);
- поместить сварочные прутки внутрь;
- плотно закрыть дверцу;
- выждать 1,5-2 часа;
- отключить прибор, дать ему и материалам постепенно остыть.
Если мастеру нужно знать как высушить электроды в домашних условиях, то необходимо ознакомиться с ещё одним «народным» способом — прогревание материалов строительным феном.
Для проведения данной процедуры сварщику понадобится инструмент, способный выдавать температуру до 150 градусов, и емкость (труба) для загрузки материалов. Электроды загружаются в трубу, диаметр которой должен подходить по размеру к диаметру устройства.
В емкость направляется горячий воздух и процесс продолжается столько, сколько необходимо для конкретных материалов. На некоторых моделях фенов можно задать нужную температуру.
При желании, можно на трубе установить и термометр и таймер для включения и выключения фена.
Правда, так мы уже приближаемся к созданию самодельной печи.
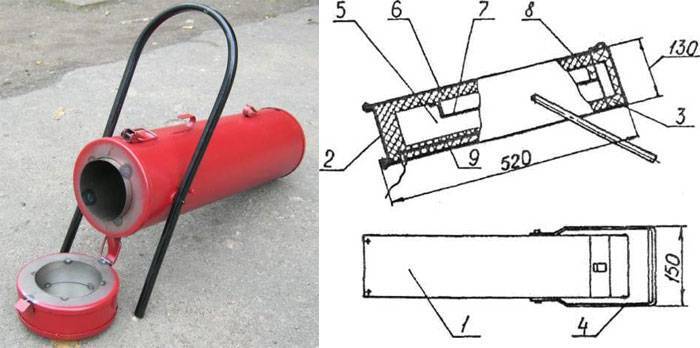
Некоторые умелые мастера строят печь для прокалки электродов своими руками:
- для этого необходимо сварить каркас из профильной трубы;
- снаружи каркас «обшить» листовой оцинкованной сталью, изнутри — стекломагниевым листом;
- швы и стыки замазать герметиком;
- пространство между внешним и внутренним слоями заполнить минеральной ватой, которая будет служить термоизолирующим материалом;
- слой СМЛ покрыть зеркальной нержавейкой;
- для предотвращения темлопотерь на дверце необходимо разместить силиконовый уплотнитель;
- для загрузки материалов необходимо внутри прибора прикрутить уголки и сварить решетки.
- печь для сушки электродов также необходимо оборудовать термодатчиком.
Самостоятельно построенная печь для прокалки электродов
Данная схема может допускать некоторые изменения.
Преимущества правильного хранения
Сушка в микроволновой печи не допускается, так как данный процесс может повредить ее и повлечь за собой значительные убытки. Ведь такая печь стоит достаточно дорого и портить ее, чтобы сушить изделия — нерентабельно
Несмотря на то, что сушка имеет огромное значение, не менее важно и хранение данных деталей. С этой целью используются специальные герметичные термопеналы для электродов, которые подходят по размеру к изделиям
Дело в том, что если их хранить в пеналах, то сушка не понадобится. Пеналы можно не только приобрести в специализированных магазинах, но и изготовить собственными руками у себя дома. Не стоит забывать, что при надлежащем хранении электродов, они сохраняют все свои качества на протяжении долгого периода и позволяют специалистам экономить средства.









При соблюдении всех условий правильной сушки и хранения электродов каждый мастер сумеет сделать свою работу качественно, которая будет прочной и прослужит долгое время. Сушка электродов в домашних условиях доступно любому человеку, не владеющему особыми знаниями и навыками, которыми обладает мастер. Если использовать нужную печь, выдержать температуру и время сушки, а также хранить электроды в соответствующих условиях, вы избежите необходимости вновь их покупать и нести за это дополнительные расходы.
Не стоит забывать об инструкции просушки, которая прилагается к каждой упаковке. В ней указаны все специфические аспекты сушки, начиная с температурного режима, заканчивая временем данной процедуры. Стоит также отметить, что если изделия не высушены, то вполне вероятно повреждение поверхности металла и некачественный шов, который не выстоит даже при малейшем механическом воздействии, тем более, если конструкция находится вне здания и на нее воздействуют природные и климатические факторы.
Прежде, чем начинать сваривание, стоит заранее озаботиться приобретением необходимого количества электродов. Но для этого вам необходимо точно знать, сколько именно электродов вам понадобится для работы. Проведя все расчеты можно избежать большого количества излишков или необходимости докупать сварочные материалы.
Прокалочная печь для электродов представляет собой электрический нагревательный прибор. Они бывают как заводского производства, так и изготовленные своими руками.
Питание таких устройств осуществляется от обычной электросети переменного тока в 220 вольт, либо от трехфазной сети в 380 вольт. Альтернативными бытовыми способами сушки электродов в небольших количествах для сварочных работ являются использование духового шкафа и мощного строительного фена.
Особенности прокаливания в домашних условиях
Итак, из всего вышесказанного понятно, прокаливание и сушка электродов – это важный этап подготовки к сварочным работам. От правильности выполнения данной процедуры зависит качество полученного соединения.
Параметры термообработки определяются типом стержней. Обычно эта информация указывается на упаковке.
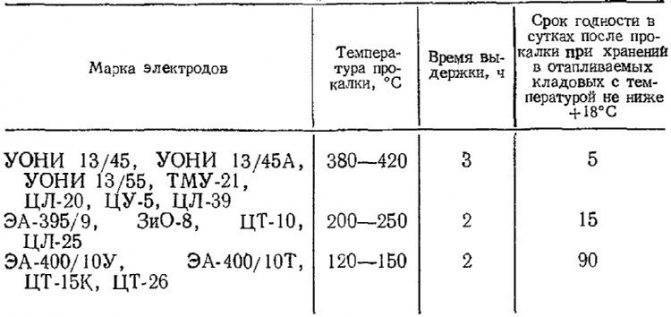
Температура прокалки электродов.
Любители, конечно, зачастую не имеют в наличии профессиональное оборудование для прокалки. Например, при выполнении какой-либо работы на даче, необходимость в покупке специальных устройств попросту невыгодна. Проделать данную операцию можно и своими руками.
Обработать материал можно в духовке. Необходимо установить температуру от 190 до 210 градусов и выдержать стержни в течение 30 минут. Некоторые сварщики рекомендуют использовать более высокие температуры вплоть до 300 градусов.
Многие также сталкиваются с вопросом, как сушить электроды для сварки в домашних условиях? Отличным вариантом выполнения подобной процедуры станет использование котла. Стержни необходимо просто оставить в нем на один-два месяца, после чего их следует завернуть в пищевую пленку.
Описанный вариант подойдет в случае просушке в зимнее время года, а весной можно смело приступать к работе.
На самом деле в процессе термообработке в домашних условиях можно воспользоваться любым нагревательным прибором или какой-либо самодельной электросушилкой.
Это связано с тем, что при быстром нагреве влага испарится, и оставит на электродах налет соли и извести.
Производители
Одним из ведущих российских производителей печей для прокалки электродов является завод сварочного оборудования “ТЭН и К”, город Миасс. С 1998 года предприятие обзавелось значительным опытом в сфере изготовления и продажи профессионального оснащения для сварки. Продукция компании пользуется высоким спросом. Электропечи отлично зарекомендовали себя на рынке, основными характеристиками являются улучшенная теплоизоляция и равномерный нагрев материалов по всему рабочему пространству прибора. Агрегаты оснащены визуальным контролем температуры и времени, что гарантирует удобство работы. При этом аппараты активно применяются в различных областях промышленности.
Компания “ЛИНГАС” – изготовитель широкого спектра специализированного оборудования, основана в 1992 году. Востребованной категорией являются печи для хранения, сушки и прокалки электродов. Производимая продукция разработана на уровне лучших зарубежных аналогов, обладает всеми необходимыми сертификатами. Квалифицированные сотрудники самостоятельно занимаются усовершенствованием существующих аппаратов и разработкой новых машин. Ежегодно в производство внедряются новые современные модели. Поставка оснащения осуществляется по территории России и странам СНГ.
Ещё одним крупным производителем электродных печей является ЗАО “НОВЭЛ”. История предприятия началась в 1989 году, в 1995 был выпущена первая партия ТЭНов. В следующие несколько лет завод значительно увеличил собственный ассортимент. Сегодня клиентам предлагается электротепловое, вентиляционное, сварочное и другое профессиональное оборудование. Каждое изделие проходит обязательную сертификацию, поэтому продукция характеризуется высоким качеством, удобством и простотой управления. Реализация технического оснащения проводится через дилерскую сетью, охватывающую все регионы России и страны СНГ.
Производственно-коммерческое предприятие “Плазер” было основано в середине 90-х годов, располагает подразделениями в трех городах. Компания специализируется на изготовлении сварочного оборудования. Одной из актуальных категорий широкого ассортимента являются печи для сушки и прокаливания электродов, а также для хранения уже обработанных материалов. Печи выпускаются под маркировкой “ЭТП”. Организация производит продукцию, адаптированную к российским условиям эксплуатации и с применением новейших технологий. Также фирма реализует обширный спектр сварочных материалов, аксессуаров и вспомогательных средств для профессионального выполнения работ.
“Lincoln Electric” – один из мировых производителей сварочного оборудования и материалов. Компания была основана в 1895 году, располагает офисами продаж более чем в 160 странах мира. Предприятие предлагает широкий ассортимент технически современного оснащения. Востребованной продукцией являются печи для прокаливания электродов. Конструкция данных агрегатов тщательно продумана и разработана с применением современных технологий. Аппараты обладают оптимальными характеристиками и обеспечивают качественную термообработку. Электродные печи от американского концерна способны намного повысить эффективность работы.
Оборудование для прокалки электродов
Выделяют несколько видов оборудования для прокаливания.
Печи
1. Стационарная печь представляет собой металлический шкаф со специальными лотками под электроды. Для поддержания необходимой температуры стенки отделаны теплоизолирующими материалами. Она снабжена термостатом с границей температур от 60 до 500 градусов. Это гарантирует равномерный нагрев и сохранение заданной температуры на протяжении всей обработки материалов.
Примеры бюджетных моделей печей для прокаливания: ЭПСЭ-10/400 “НОВЭЛ”, ПСПЭ-40/400 ЗСО “Тэн и К плюс”.

Видео
Небольшой ролик, который наглядно демонстрирует печь ПСПЭ-40/400.










Больше о печах на этой странице.
Пеналы
2. Часто сварочные работы проводятся на открытом воздухе. Для прогревания электродов на улице созданы пеналы: они герметичны, имеют термоизоляцию, способствуют долгому хранению электродов в сухом состоянии. Различают два вида пеналов, в зависимости от типа конструкции: пеналы-термосы и термопеналы. Они не прокаливают, а только поддерживают в сухом и, если нужно, подогретом состоянии.
Термопеналы
Пеналы-термосы обладают компактными размерами, имеют теплоизолирующее внутреннее покрытие, оснащены нагревательными элементами и термостатом. Все эти преимущества позволяют производить прокаливание прямо на месте.
Примеры наиболее востребованных моделей пенал-термосов: П-5 “BRIMA”, ПТ-5 “БАРС”.
Термопеналы осуществляют две функции:
- – создание определенного уровня температура для хранения электродов;
- – прогревание материалов.
Термопенал представляет собой конструкцию в виде небольшого ящика с дверцей, средний вес равен примерно трем килограммам. Внутри расположено специальное термоустройство, которое отделано слоем изоляции. Температура, которую способен выдавать термопенал, варьируется в диапазоне от 0 до 120 градусов.
Термоконтейнеры
Термоконтейнеры имеют два типа подключения: к розетке и к сварочному трансформатору.
Примеры моделей термпеналов от проверенных производителей: DS5 ESAB, ТМ 5/150 “BRIMA”.

Узнайте больше о пеналах вот в этом материале.
Шкафы
3. Шкафы представляют собой прочную конструкцию, имеют схожие функции с термопеналами: хранение и прокаливание. Корпус надежно изолирован, что предотвращает потерю тепла. Шкафы также могут быть оснащены (в зависимости от модели) электронным блоком управления, термометром, термостатом, сигнальной лампочкой.
Примеры моделей шкафов для прокаливания: PK 410 ESAB, ШП-0.4-60 НПП “Теплоприбор”.

Данные приспособления разработаны для промышленного прокаливания сварочных материалов. Также существует несколько “народных” способов, то есть без использования специального оборудования. Однако прибегать к просушке электродов в домашних условиях следует только при наличии нескольких причин:
- последующий сварочный процесс будет носить бытовой характер;
- проводимые работы не потребует особо серьёзного подхода;
- мастер не предъявляет высоких требований к качеству готового изделия.
“Домашнее оборудование”
- В домашних условиях прокалку можно произвести в газовой или электрической духовке. Однако, второй вариант позволяет получать лучший результат, так как в газу содержится некоторое количество воды и ни в коем случае нельзя проводить обработку на открытом огне.
- 2Зимой можно проводить сушку электродов на горячем радиаторе. Необходимо оставить прутки на батарее на 2-3 дня. Данной обработки будет вполне достаточно для проведения бытовой сварки (по мнению многих умельцев). Для ответственных конструкций применять такой метод сушки не рекомендуется!
- Некоторые находчивые мастера используют для просушки строительный фен. Кроме этого, специалисту понадобится емкость для размещения электродов, например, асбестовая или из иного материала труба. Продолжительность прокалки зависит от мощности фена.
Подробнее про прокалку и домашние условия здесь.
Следует отметить, что результат прокалки в “домашних” условиях не идет в сравнение с термической обработкой в профессиональном оборудовании.
Как работает такая печь?

При подаче электрической энергии на термоэлектрический элемент, происходит его нагревание. Тепло передается на внутреннюю камеру печки, в которой происходит обработка электродов, они равномерным слоем раскладываются на специальных решетках. В программируемых моделях печей есть таймер, который автоматически выключает нагревательную установку через заданный временной промежуток.
Также, такие модели позволяют плавно набирать и снижать температуру, без резких скачков, что может привести к разрушению обмазочного слоя на электроде.
Время и температура, необходимая для прокалки, обычно указываются производителем на упаковке с электродами. Обычно она занимает около 2-х часов. После хранения электродов на складе в течение более 3-х месяцев они подлежат обязательной прокалке. То же самое нужно производить и при открытом хранении их на рабочем месте более пяти календарных суток.
Зачем необходима сушка
Для начала разведем понятия «сушка» и «прокаливание», поскольку это не одно и то же. Начнем с первого – в соответствии с последовательностью термообработки изделий. Электродная обмазка любого типа – основного, рутилового и т. д. – весьма чувствительна к влаге. Она хорошо абсорбирует ее из внешней среды – и в открытом пространстве, и в помещении, при этом необязательно с повышенной влажностью.
Типичные ситуации:
- сварочные работы выполняются на открытом воздухе, а электроды уже извлечены из герметичной упаковки и находятся в таком состоянии даже всего несколько минут;
- изделия хранятся в упаковке с нарушенной герметичностью в течение нескольких месяцев или лет;
- материал извлечен из упаковки и пролежал так в помещении с нормальной или повышенной влажностью 8 и более часов.
Все эти случаи требуют удаления влаги из обмазки. Отсыревая, она теряет свои потребительские свойства, а со временем начинает осыпаться. Варить такими стержнями трудно или просто невозможно – при подаче тока они залипают на поверхности металла, не давая ни первого поджига, ни стабильной дуги.










Есть и еще одна причина, по которой нужна сушка электродов. Если сразу начать прокаливание (а это очень высокие температуры), с отсыревшего покрытия будет интенсивно испаряться влага, в результате на обмазке образуется налет извести и соли. Поэтому необходим предварительный прогрев в течение 1,5–2 часов при t 100 °С (усредненные значения, варьируются в зависимости от типа и марки).
Как просушить электроды наиболее эффективным способом? Вариантов несколько, все зависит от условий и оборудования, которым вы располагаете.
Печи для прокалки электродов – популярные модели
Электронагревательные печи ЭПСЭ предназначаются для прокаливания и просушки сварочных электродов при температурах от 100 до 400 градусов по Цельсию. Последние модели печей оборудованы электронными блоками управления с цифровыми индикаторами, которые позволяют отслеживать оставшееся время прокалки (сушки) и текущую температуру.
Повышенный эксплуатационный ресурс, достигнут благодаря применению трубчатых электронагревателей (ТЭН) вместо нихромовой проволоки, которые обладают большим сроком службы и при ремонте легко меняются.
ЭПСЭ-10/400
 Наиболее популярной моделью из серии электродных печей ЭПСЭ является модель ЭПСЭ-10/400. ЭПСЭ-10/400 – печка для электродов электронагревательного типа, используется для сушки и прокалки. В ходе термообработки поддерживается автоматическое поддержание температуры в границах 100-400 градусов. Модель оснащена блоком управления с терморегулятором для настройки параметров.
Наиболее популярной моделью из серии электродных печей ЭПСЭ является модель ЭПСЭ-10/400. ЭПСЭ-10/400 – печка для электродов электронагревательного типа, используется для сушки и прокалки. В ходе термообработки поддерживается автоматическое поддержание температуры в границах 100-400 градусов. Модель оснащена блоком управления с терморегулятором для настройки параметров.
Основные технические характеристики:
- Масса загружаемых электродов – 10 кг.
- Вес – 15 кг.
- Напряжение – 220 В.
- Мощность – 100 Вт/ч.
- Габариты – 222 мм. х 720 мм. х 265 мм.
- Время разогрева до номинальной температуры с полной загрузкой – 100 мин.
ЭПСЭ-50/400
 Печи для сушки электродов ЭПСЭ-50/400 имеют близкую к максимальной загрузку в 50 кг. (для мобильных устройств). Это позволяет использовать агрегат для прокалки материалов как в стационарных условиях, так и при выезде сварщика на объект.
Печи для сушки электродов ЭПСЭ-50/400 имеют близкую к максимальной загрузку в 50 кг. (для мобильных устройств). Это позволяет использовать агрегат для прокалки материалов как в стационарных условиях, так и при выезде сварщика на объект.
Основные технические характеристики:
- Масса загружаемых электродов – 50 кг.
- Вес – 40 кг.
- Напряжение – 220 В.
- Мощность – 250 Вт/ч.
- Габариты – 605 мм. х 470 мм. х 680 мм.
ПСПЭ-10/400
 ПСПЭ-10/400 – печь предназначена для прокаливания электродов при температуре от 100 до 400 градусов. Модель обладает компактными размерами, оснащена ручным терморегулятором и двумя ТЭНами. Внутри прибора расположены две выдвижные полки, на каждую из которых можно расположить по 5 кг. материалов. Небольшие параметры печи позволяет сварщикам брать аппарат с собой на объект.
ПСПЭ-10/400 – печь предназначена для прокаливания электродов при температуре от 100 до 400 градусов. Модель обладает компактными размерами, оснащена ручным терморегулятором и двумя ТЭНами. Внутри прибора расположены две выдвижные полки, на каждую из которых можно расположить по 5 кг. материалов. Небольшие параметры печи позволяет сварщикам брать аппарат с собой на объект.
Основные технические характеристики:
- Масса загружаемых электродов – 10 кг.
- Вес – 15 кг.
- Напряжение – 220 В.
- Мощность – 100 Вт/ч.
- Габариты – 222 мм. х 710 мм. х 305 мм.
Видео
СШО 3,2.3,2.5/4,0
 СШО 3,2.3,2.5/4,0 – печь для сушки и прокалки электродов при температуре до 400 градусов.
СШО 3,2.3,2.5/4,0 – печь для сушки и прокалки электродов при температуре до 400 градусов.
Основные технические характеристики:
- Масса загружаемых электродов – максимум 90 кг.
- Вес – 80 кг.
- Напряжение – 220 или 380 В.
- Мощность – 600 Вт/ч.
- Габариты – 765 мм. х 640 мм. х 850 мм.
HydroGuard Bench 240
 HydroGuard Bench 240 – печь для прокалки электродов, работает в диапазоне температур от 38 до 288 градусов, оснащена терморегулятором. Круглая форма агрегата гарантирует правильную циркуляцию воздуха. Полки внутри прибора съемные, это позволяет использовать печь для нагревания рабочих изделий.
HydroGuard Bench 240 – печь для прокалки электродов, работает в диапазоне температур от 38 до 288 градусов, оснащена терморегулятором. Круглая форма агрегата гарантирует правильную циркуляцию воздуха. Полки внутри прибора съемные, это позволяет использовать печь для нагревания рабочих изделий.
Основные технические характеристики:
- Масса загружаемых электродов – 159 кг.
- Напряжение – 240/480 В.
- Два нагревательных элемента суммарной мощностью 1000 Вт.
Радуга-34
 Печь для прокалки электродов «Радуга-34» устроена по модульному принципу и состоит из пяти пятиметровых модулей, которые одновременно являются зонами температурного нагрева. Контроль температуры осуществляется с точностью до одного градуса при помощи термопары.
Печь для прокалки электродов «Радуга-34» устроена по модульному принципу и состоит из пяти пятиметровых модулей, которые одновременно являются зонами температурного нагрева. Контроль температуры осуществляется с точностью до одного градуса при помощи термопары.
Основные технические характеристики:
- Масса загружаемых электродов – 2 тонны электродов диаметром 4 мм. за 7 часов работы.
- Габариты печи – 27000 мм. х 920 мм. х 1200 мм.
- Длина нагревательной камеры, ориентировочно – 25500 мм.
- Количество управляемых зон нагрева – 12 ( 6 – сверху, 6 – снизу).
- Максимальная температура нагрева изделия – 450 °С.
- Каждая зона нагрева имеет щелевидную трубу для удаления влаги.
- Ширина туннеля нагревательной камеры – 540 мм.
- Максимальная потребляемая мощность – 23500 Вт.
- Средняя потребляемая мощность – 6000 Вт.
- Тип конвейера составной (тефлоновая лента + сетка).





