

Народные средства
В большинстве ситуаций для восстановления блеска латунных изделий достаточно воспользоваться народными методиками. Подручные средства позволяют без особых затрат очистить предметы независимо от их формы и размеров.
Щавелевая кислота
Для обработки латуни подходит простое моющее вещество, одним из ингредиентов которого является щавелевая кислота. Вещество нужно нанести на губку, тщательно обработать им латунную поверхность и подождать проявления реакции. От воздействия средства с кислотой начнет образовываться небольшой налет, легко смываемый под напором воды с помощью щетки. Промыв изделие, нужно посыпать на него соду, через 20-30 минут повторно вымыть и натереть до блеска.
При необходимости выполнить глубокую чистку следует сделать смесь из щавелевой кислоты и теплой воды, соблюдая пропорции 200 г на 10 л. Кислотный раствор подготавливают в глубокой емкости, помещают внутрь загрязненный предмет, дожидаются потемнения и промывают. Данный способ подходит для борьбы с застарелыми пятнами, вызванными процессом окисления.
Ацетон
Простой ацетон также позволяет восстановить первоначальное внешнее состояние латунного сплава. Для чистки подходит ацетон в чистом виде либо в составе жидкости для смывания лака. В жидкости обильно смачивают ватный диск либо мягкую губку и, прикладывая усилие, протирают пятна на изделии. Аналогичным способом можно воспользоваться, чтобы почистить медные предметы.
Зубная паста
Распространенной народной методикой является применение абразивных чистящих веществ, включая зубную пасту. Выдавив из тюбика небольшое количество пасты на зубную щетку либо тряпку, протирают потускневшие области на покрытии до полного удаления пятен. Чтобы добиться эффективного результата, нужно предварительно помыть латунное изделие в мыльной воде с целью устранения пятен, возникших по другим причинам (застарелый жир, грязь, прилипшая пыль).
Уксус
Неразбавленным уксусом можно убрать только недавно появившиеся пятна. Уксус нагревают на плите и протирают им латунь. Чтобы очистить изделие со старыми пятнами, необходимо в 2-3 л воды разбавить половину стакана уксуса и столовую ложку соли. Данную смесь нагревают до температуры кипения. Когда раствор закипит, внутрь помещают предмет и кипятят на протяжении 3-4 часов, периодически подливая испаряющуюся воду. В течение долгого кипячения смоются все пятна, и останется только натереть поверхность, чтобы вернуть блеск путем полировки.
Лимонная кислота
Гранулы лимонной кислоты посыпают на латунное покрытие и с усилием втирают в загрязненные участки. Также можно сделать чистящее средство с использованием половины лимона и щепотки соли. Лимон тщательно обмазывают в соли и смазывают потемнения на изделии. Данный способ подходит для удаления как недавних, так и застарелых окислений.
Наждак
Наждачную бумагу задействуют для очистки крупных изделий с большим объемом окислов. Например, наждачкой можно обработать латунный таз или каминную решетку
Важно учитывать, что после натирания наждачкой изделие утратит изначальный блеск, поэтому следует прибегать к методике для предметов, не требующих особой деликатности в обращении. Латунные украшения, декоративные предметы и раритетные вещи очищают другими средствами
Мыльная вода
Недавно появившиеся пятна окислов возможно устранить мыльным раствором. Рекомендуется использовать хозяйственное мыло, которое эффективно очищает латунную поверхность. Втирать мыльную воду можно при помощи мягкой ткани или губки.
После вымачивания латунь ополаскивают чистой водой, вытирают и полируют для восстановления первоначального блеска.
Очистить латунь можно мелкой солью, которую смешивают с обезжиренными сливками. Смесь наносят на окисленные участки и втирают. Для обработки застарелых пятен рекомендуется предварительно выдержать смесь на протяжении часа.
Уксусное тесто
С применением уксуса распространен способ обработки кислым тестом. Он подходит для нанесения на изделия, в составе которых есть медь. Способ заключается в следующем:
- Смешивают 1 стакан муки и по 0,5 стакана теплой жидкости и уксуса.
- Окисленные места покрывают образовавшимся тестом с густой консистенцией и оставляют для просыхания.
- После высыхания теста его аккуратно отрывают от поверхности и полируют изделие мягкой тряпкой.
В качестве дополнительной меры можно обработать изделие полирующим средством. Это поможет вернуть блеск изделию.
Травление изделия из металла
Способы травления металла могут отличаться в зависимости от обрабатываемого материала. Например, цветные металлы или сталь и железо обрабатываются по-разному.

Цветной металл
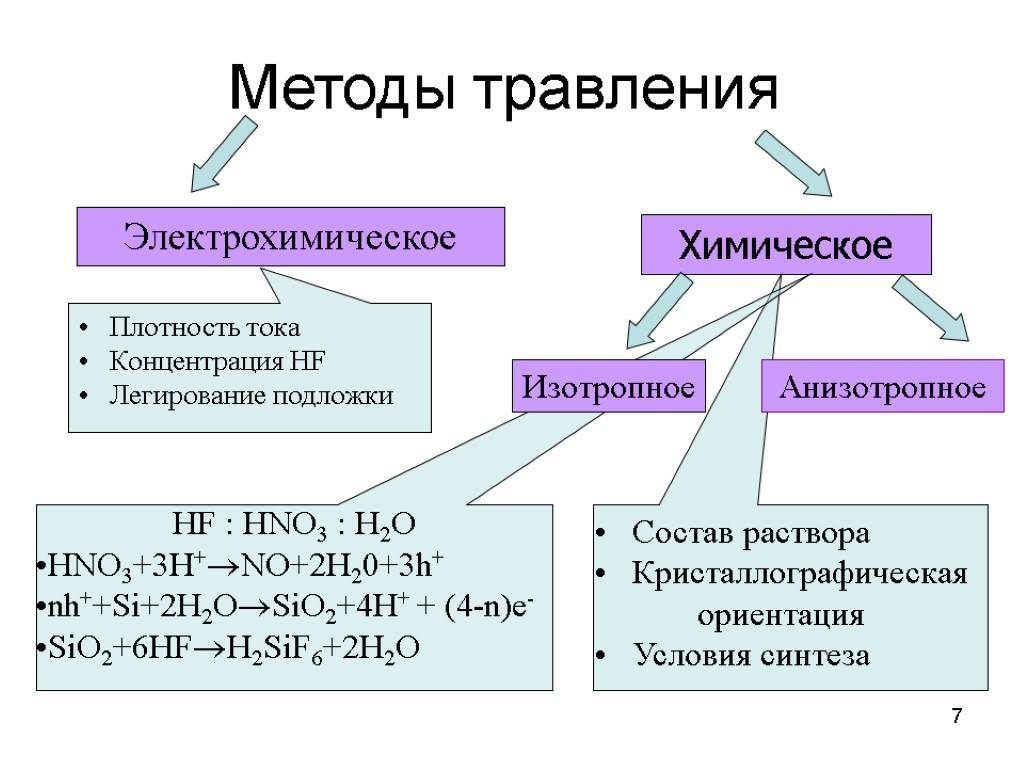
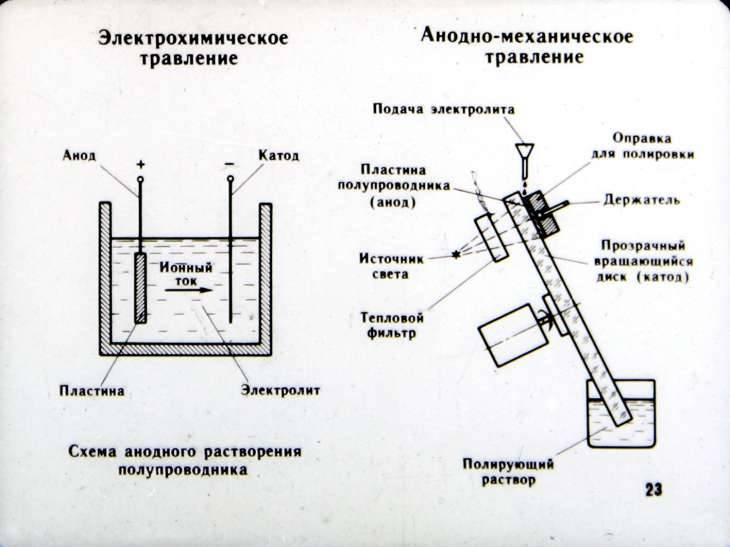
Травление цветных металлов
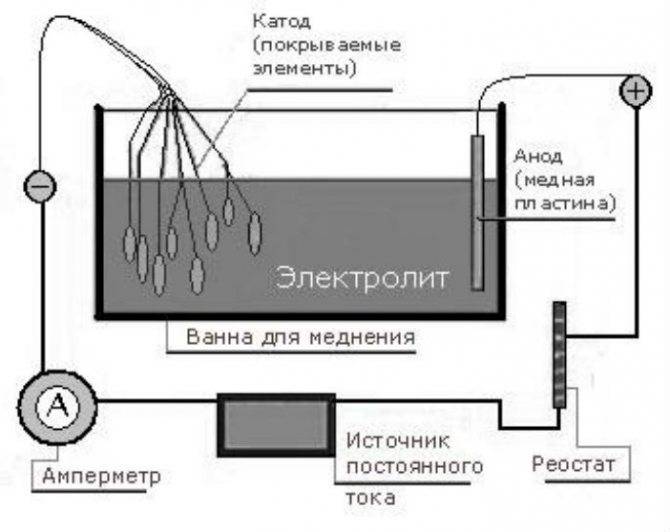
Протравы подбираются в зависимости от вида металла, его физических и механических свойств. Например, сплавы на основе меди и чистую медь эффективнее всего обрабатывать с помощью серной, азотной, соляной или фосфорной кислот. В качестве катализатора, ускоряющего реакцию, можно использовать соединения на основе хрома.
Чтобы травить алюминий, необходимо использовать щелочные растворы. То же самое касается молибдена.
Титан интересен в процессе обработки. Изначально его нужно покрыть щелочным раствором и только потом использовать кислоты. В качестве вторых должны выступать мощные концентраты.
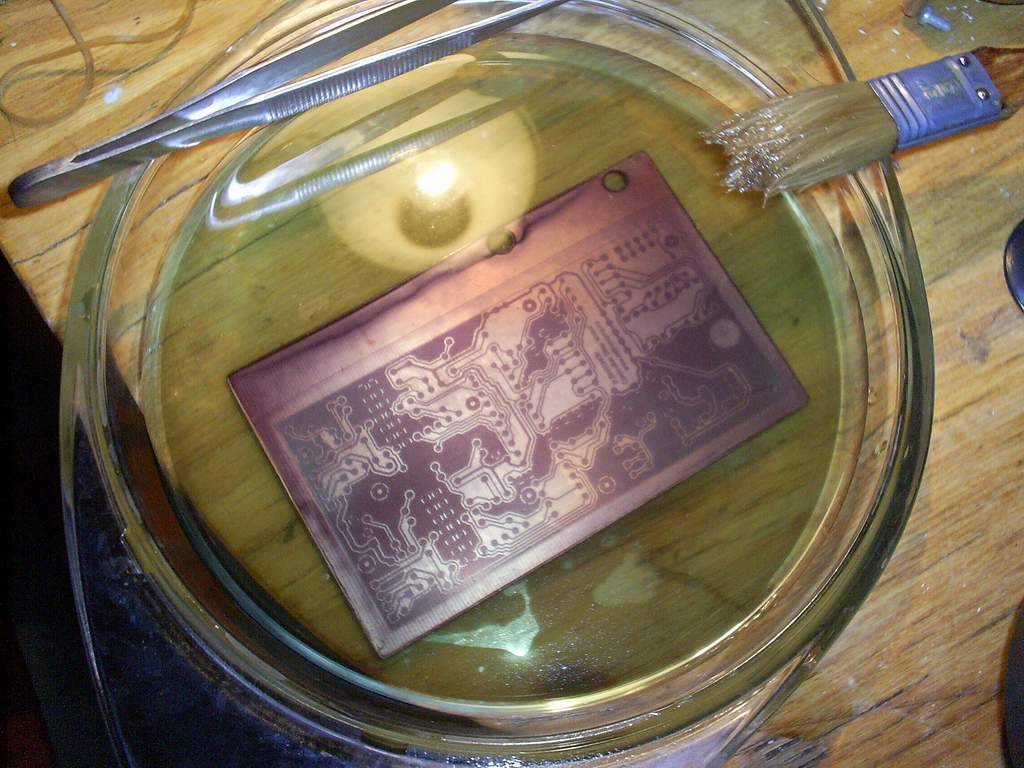
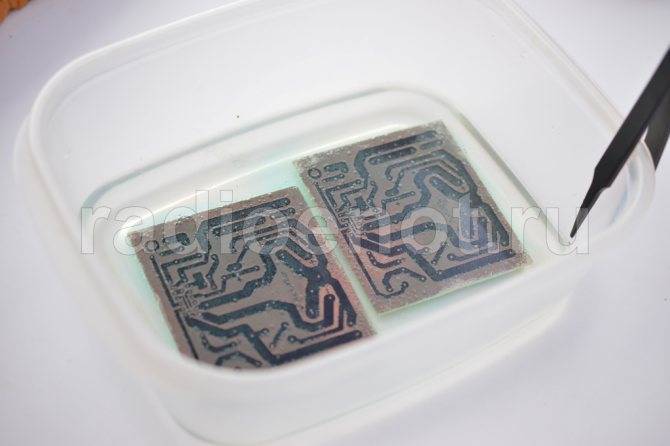
Травление печатных плат
Платы для электроприборов изготавливаются из текстолита. На одной из сторон платы находится слой медной фольги. Вытравить дорожки, по которым будет проходить ток, можно с помощью медного купороса, азотной кислоты, хлорного железа, разбавленной серной кислоты.








Травление стали
Часто методами травления со стали удаляются окалины или оксидная плёнка
Важно изначально обезжирить поверхность стали, чтобы на ней не осталось масляных подтёков или пятен жира. Они могут испортить внешний вид материала после травления
Также особое внимание нужно уделить протравам
Протравы, используемые для стали
Самый популярный состав, которые используют домашние мастера — азотная кислота. Часто её смешивают с соляной, чтобы добиться наилучшего эффекта. Эта смесь опасна и обращаться с ней нужно аккуратно. Чтобы работать с твердыми видами стали, требуется использовать смесь уксусной и азотной кислоты.
Азотная кислота
Процесс травления для других материалов
Часто с помощью травления создаются рисунки на стекле. Для этого применяются пары, которые выделяет плавиковая кислота. При этом защищают места, которые не нужно обрабатывать, с помощью воска или парафина.
Подготовка поверхности перед тем, как нанести рисунок на металл для травления
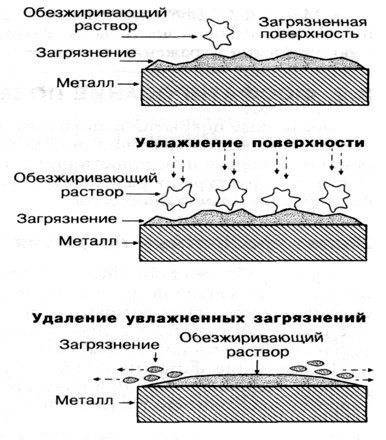
Зачем производить очистку и обезжиривание? Для того, чтобы ускорить всю процедуру, а также для улучшенного результата – удаление происходит ровным, одинаковым слоем. Первым делом нужно убрать любые загрязнения – это и механические (обыкновенная грязь), и химические (масло, например) элементы. С этой целью можно использовать мыльный раствор, классическое средство для мытья посуды, порошок. Далее дайте детали обсохнуть при нормальных климатических условиях. Лучше не тереть теми тряпками, которые могут оставить ворсинки, а пропитать, к примеру, бумажными салфетками.
Следующий этап – это удаление жирного, маслянистого слоя, помочь в этом может обезжириватель или обычный бензин, растворитель, ацетон, спирт.
Можно применять не только химические способы очистки, но и механические – совмещать их. Для этого можно применять полировку и шлифовку
Если полировочные составы и губки недоступны мастеру, а есть в наличии только наждачная бумага, то важно шкурить строго в одном направлении, чтобы следы были параллельные, а не хаотичные. Это позволит улучшить общий внешний вид готового изделия
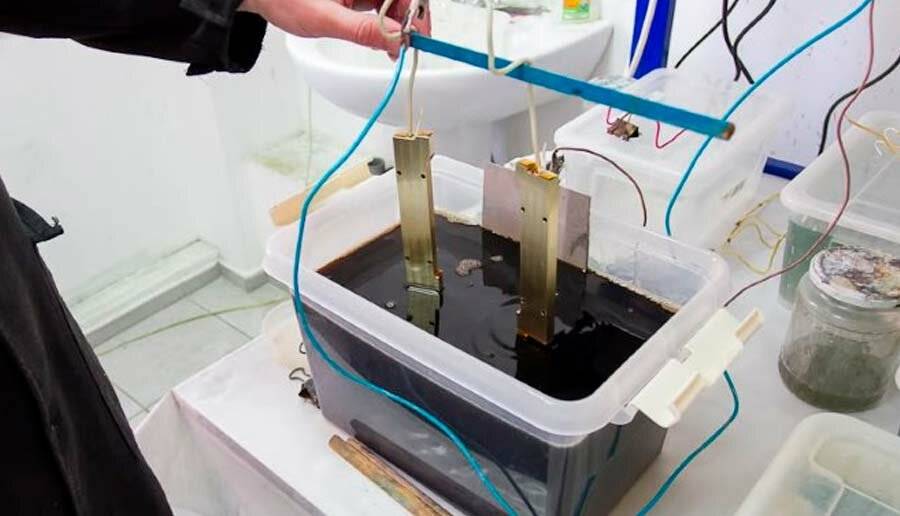
Процесс травления
@youtube.com, канал Ivn F
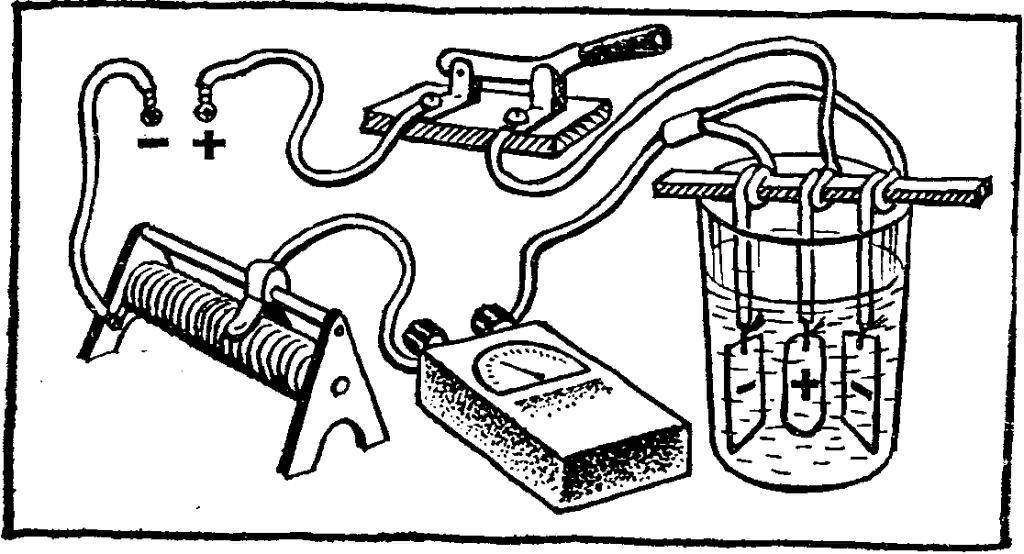
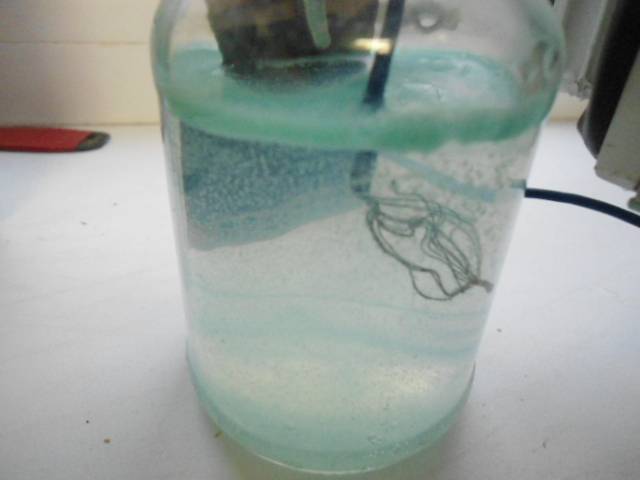
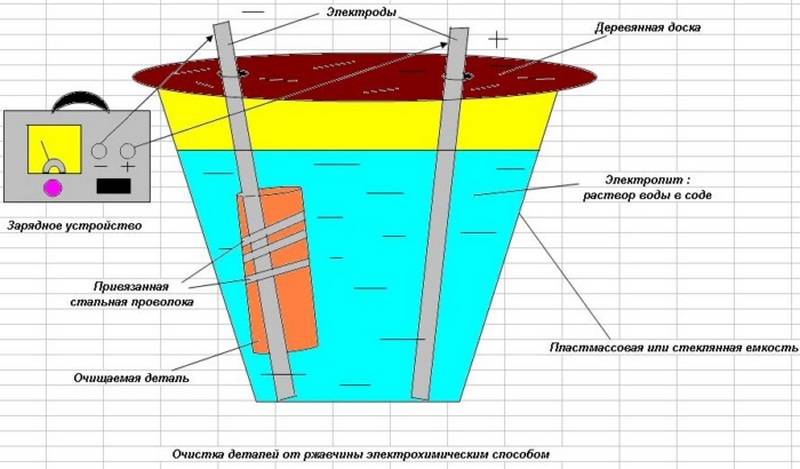
Для наших целей будут нужны:
- полулитровая стеклянная (не металлическая!) банка с соляным раствором (три-четыре столовых ложки соли на 0.5 литра воды);
- блок питания или зарядное устройство от мобильника;
- бесцветный лак, желательно быстросохнущий;
- два проводка;
- иголка;
- металлическая пластинка либо болтик, свободно умещающийся в банку.
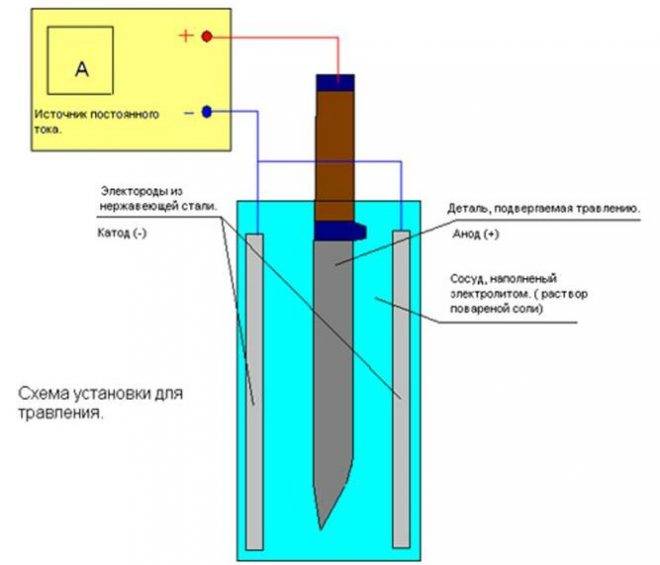
После нанесения чернового рисунка, под лаком (либо поверх него) размечаем, точнее, выцарапываем его контуры иглой, максимально аккуратно. Далее к «минусу» блока питания прикручиваем пластинку (болтик), к «плюсу» — клинок. Подаём питание и наблюдаем химическую реакцию оголённых участков металла с соляным раствором.
@youtube.com, канал Ivn F
Сразу предупрежу — зарядное устройство в таком режиме долго не протянет. Посему не спешите: включили секунд на пятнадцать — дали пару-тройку минут остынуть. Цикл повторяем несколько раз. Длительность процесса напрямую зависит от мощности зарядного устройства.
Техника безопасности при травлении
Травление металлов – довольно небезопасное занятие, которое требует большой концентрации внимания. Обусловлено это работой с агрессивными материалами – кислотами и их смесями. Прежде всего, для данного процесса необходимо грамотно выбрать помещение с хорошей вентиляцией. Идеально, когда при протравливании будет использоваться вытяжной шкаф. Если же такового не имеется в наличии, то необходимо позаботиться о респираторе, чтобы избежать вдыхания вредных испарений. При работе с кислотами следует одевать резиновые перчатки и фартук. Под рукой всегда должна быть пищевая сода, которая — при необходимости — сможет нейтрализовать действие кислоты. Все травильные растворы необходимо хранить в специальных емкостях (стеклянных или пластиковых). Не стоит забывать о стикерах, на которых будет указан состав смеси, дата приготовления. Существует еще одно правило: банки с кислотами не стоит ставить на высокие полки. Их падение с высоты чревато серьезными последствиями. Художественное травление металла не обходится без использования азотной кислоты, которая является довольно-таки едкой. К тому же в некоторых смесях она может быть взрывоопасной. Чаще всего азотную кислоту используют для стерлингового серебра. Травильные растворы готовят путем смешивания кислот с водой. Стоит помнить также, что во всех случаях кислота добавляется в воду, а не наоборот.
Способы обработки нержавеющей стали: наиболее востребованные варианты
Обработка нержавейки, которая может выполняться с использованием различных методик и технологий, позволяет не только наделить изделия из данного металла требуемыми параметрами и качественными характеристиками, но и придать их поверхности привлекательный внешний вид. Правильно подбирая и используя различные методы обработки, из нержавеющих стальных сплавов производят изделия различного назначения, которые полностью отвечают предъявляемым к ним требованиям.


Механическая обработка нержавейки элетроинструментом позволяет быстро убрать с поверхности шероховатости
Подготавливаем изделие к процедуре травления
Подготовка изделия из стали или железа к процедуре травления в домашних условиях включает целый ряд необходимых действий. Для начала поверхность нужно хорошо очистить от любых загрязнений, только таким образом можно гарантировать, что травление пройдет быстро, а глубина удаленных слоев будет одинаковой.
Для очистки металла вполне подойдут популярные моющие средства и обыкновенная вода. После того как металл будет вымыт ему нужно дать высохнуть. Дальше поверхность необходимо протереть с помощью фибры, которую перед этим смачивают в растворителе. Таким образом, можно не только удалить остатки влаги, но также обезжирить поверхность.
Теперь нужно нанести будущий рисунок на металлическую поверхность. Сейчас для этого используется множество методик. Главное что нужно помнить участки, которые не должны подвергнуться травлению, нужно обработать защитными средствами.
Сегодня в качестве такой защиты часто применяют лак для ногтей. Но у этого способа есть определенные недостатки, а именно:
- Лак имеет густую структуру из-за чего его трудно наносить, когда речь идет о сложном орнаменте или рисунке.
- Мастеру нужно уметь хорошо рисовать.
- Если произойдет ошибка, при нанесении лака исправить ее будет нелегко.
На поверхность изделия наносится слой лака или грунтовки. Когда этот состав высохнет, нужно с помощью тонкого инструмента или ручки нанести изображение. Дальше следует найти тонкую иглу, шило или специальный инструмент, с помощью которого изображение процарапывается на металле. Это нужно делать крайне аккуратно, чтобы не повредить полированную поверхность вне контуров рисунка.
Когда эскиз готов остается закрыть детали, которые не должны подвергаться обработке защитой, и приступать к самой процедуре. При этом нужно помнить, что защита может наноситься только на сухую поверхность, так как в противном случае кислота или соляной раствор может попасть на металл и испортить поверхность. В дальнейшем исправить такую ошибку будет очень сложно.
Щелочное воронение стали
Самым простым способом нанесения оксидной пленки на изделия является щелочное воронение. Принцип действия основан на использовании каустической соды и натриевой селитры (используется в качестве удобрения). Оба компонента имеют выраженную щелочную реакцию.
Для обработки детали массой около 900…1000 г нужно иметь:
- 100 г каустической соды (NaOH);
- 30 г натриевой селитры (азотнокислый натрий NaNO₃).
Процесс:
- Растворяют компоненты в 100 мл воды. Если этого количества рабочего раствора недостаточно, то увеличивают количество жидкости, а также пропорционально – каустика и селитры.
- Раствор нагревают до 135…145 ⁰С (растворы солей кипят при температуре выше, чем кипит чистая вода).
- Деталь отмывают с мылом или слабой щелочью от возможных жирных пятен.
- Помещают на 30…35 минут в рабочий раствор, поддерживают высокую температуру. В горячем состоянии скорость образования пленки на поверхности стального предмета будет высокой.
- После завершения процедуры необходимо смыть остатки рабочего раствора.
- Протереть изделие растительным или техническим маслом.
- Потом тщательно протереть предмет ветошью, останется только тонкий слой масляной пленки, которая будет дополнительно защищать готовое изделие.
В результате поверхность металла получит черное с синеватым оттенком покрытие. Оно достаточно прочное, выдерживает небольшие механические воздействия.
Иная щелочная обработка возможна в растворах NaOH и КОН. Готовят раствор, в котором растворяется по 300…400 г каждого компонента. Минимальная концентрация щелочей 700 г на 1 л раствора.
Процедура обработку происходит по технологии, описанной выше. В этом случае получается пленка, у которой синевы несколько больше.
Внимание! Во время щелочной обработки следует поддерживать уровень жидкости таким, чтобы деталь всегда находилась полностью в растворе. Тогда все покрытие получится равномерным
Травление готовыми пастами
Современная индустрия предлагает на рынке множество травильных паст для нержавеющей стали. Их основное назначение локальная обработка сварных швов, последствий изменения равномерности окраски поверхности под влиянием температурного воздействия. Принцип работы с такими пастами прост и может быть использован даже в мелких мастерских.
- Нанесение пасты толстым слоем до 2см., при помощи щетки
- Выдержка 60-90 минут
- Промывка струей воды
Применение паст целесообразно для обработки сварочных швов нержавеющих марок стали. Обработанный шов способен противостоять коррозии даже в условиях сырого помещения автомобильной мойки.
Художественное травление металла в домашних условиях

Методика, которую применяют в целях декорирования металлических изделий, может быть любой из представленных выше. Обычно это пользуется популярностью для нанесения узоров на холодном и огнестрельном оружии, на кухонной утвари, стальных частях автомобиля и любых других предметов из стали. Чаще всего в качестве трафаретов используют сцены охоты, абстракцию, силуэты животных. Иногда процесс протравливания совмещают с рядом других методов декорирования металлических поверхностей, например, с воронением. Тогда рисунок получает дополнительный желтоватый оттенок. Посмотрим видео про травление металла в домашних условиях:






Обычно в этих целях применяют:
- Лакокрасочные покрытия.
- Глянцевая бумага.
- Канцелярский скотч.
Для оклеенной поверхности берется горячая игла. Ей царапаются контуры изображения или гравировки. Таким образом материал прорезается. Берется пинцет, им аккуратно приподнимаются и удаляются участки скотча с тех фрагментов, где предполагается протравливание. А другие части остаются защищенными. Чтобы затем убрать клейкий слой, можно использовать обычный растворитель. Не забывайте об обязательном обезжиривании перед началом процесса.
Инструкция по жидкому травлению ножа
Химический способ проще, не нужно использовать элементы питания. Необходима сильная агрессивная среда. Уже озвучивалось, что способ опасен своими газообразными выделениями. Раскрыть окно или обзавестись хорошей вытяжкой просто необходимо. Снаряжение для безопасности:
- резиновые перчатки;
- респиратор;
- защитные очки;
- рабочий халат.
Избегать попадания на слизистые оболочки тела. Промывкой водичкой не обойдётся. Химический ожог – страшная вещь. С экипировкой разобрались, теперь дело за материалами:
- изоляционная лента;
- лак для ногтей, маркер;
- шлифовальный станок;
- дистиллированная вода в ёмкости;
- пластиковый контейнер;
- растворитель, ацетон;
- запас хлорида железа;
- ватные палочки и диски, зубочистка;
- наждачка различного зерна.
Нож необходимо подготовить заранее. На цельном изделии защитить рукоять изолентой, разборное – разобрать и работать с клинком отдельно.
Создание защитного слоя
Узор необходимый перенести на изделие, требуется обвести защитным слоем. Учитывая, что на участке с покрытием – реакция проходить не будет, и металл останется светлым. Изначально набросок сделать маркером, а затем покрыть лаком для ногтей. Это наилучший вариант. Лак затем можно скорректировать для ровности линий и самого узора.
Приготовление раствора
В обязательном порядке используем средства индивидуальной защиты. При работе с кислотой необходим под рукой раствор соды, она пригодится при попадании агрессивного вещества на кожу. Правило всех химиков – кислоту льём в воду, ни в коем случае не в обратном порядке:
- Соотношение хлорного железа и воды, необходимо получить 50/50. Это оптимальный вариант, но для ускорения реакции дозволено применить и другие пропорции.
- Пластиковый контейнер не следует наполнять целиком, учтите помещение туда изделия. Налив немного дистиллированной воды – столько же наливаем хлорного железа.
- Пометьте контейнер словами «Кислота», будьте с ним осторожны. Металлическая ёмкость – не подойдёт, есть вероятность вступления в реакцию с раствором.
Учтите, что разведённая жидкость послужит не один раз, десяток клинков реально в ней обработать. По окончании разведения раствора следует перейти к следующему этапу.
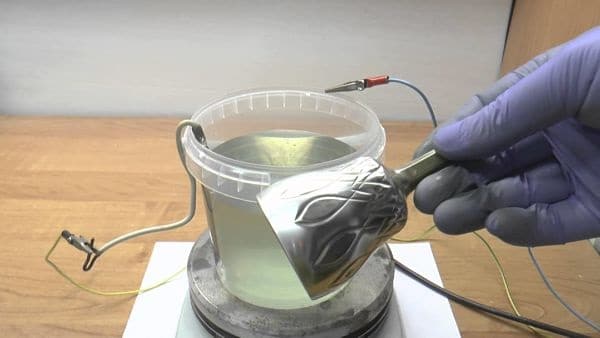
Процесс травления
Для получения качественного результата рекомендуется при погружении клинка, производить движения в жидкости. Процесс будет выглядеть, как аккуратное полоскание изделия в растворе. Прикасаться к клинку строго запрещено. Оставлять на длительное время в нём, также не рекомендуется.
Профессионалы травления утверждают, что необходимо многократное, недлительное погружение изделия в агрессивную среду. Выглядит это так:
- следует погрузить клинок на 20 секунд;
- вынуть на воздух, на то же время, что и было погружение;
- быстрая промывка под водой из водопроводного крана;
- держим на воздухе 20 секунд;
- и затем опять погружаем в раствор на прежний промежуток времени.
В заключении процесса необходимо хорошо промыть изделие проточной водой, снять защитный слой с помощью ацетона или растворителя. Пройтись наждачной бумагой по клинку начиная от крупного зерна 400 ед. и заканчивая 2000 или 2500. Довести до блеска поможет войлочный круг на шлифстанке.
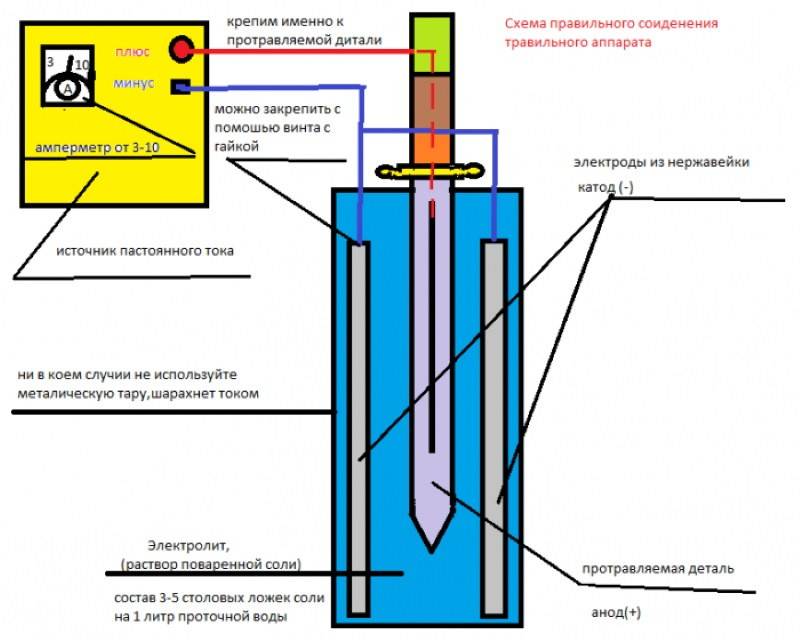
ТРАВЛЕНИЕ
Техника травления предполагает применение кислот, предпочтение которых также зависит от отделываемого металла. Для нержавеющих сталей неплохо годится ляпис, предназначенный для маркировки разнообразных изделий. Содержащаяся в ляписе кислота разъедает значительное число материалов, но на консервационный лак оказывает довольно «щадящее» действие.
Техника травления дозволяет изготавливать ненастоящую дамасскую сталь, отчего будьте осмотрительны при приобретении, заметив на прилавке недорогой нож с клинком из дамасской стали.
При травлении рекомендуется произвести несколько опытных попыток, чтобы выяснить, каким образом кислота влияет на лак и как отчетливым выходит рисунок.
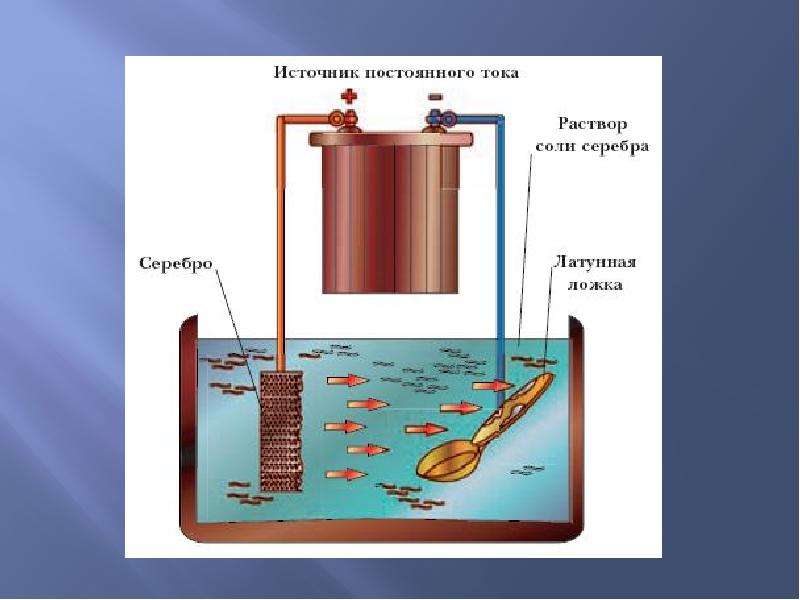
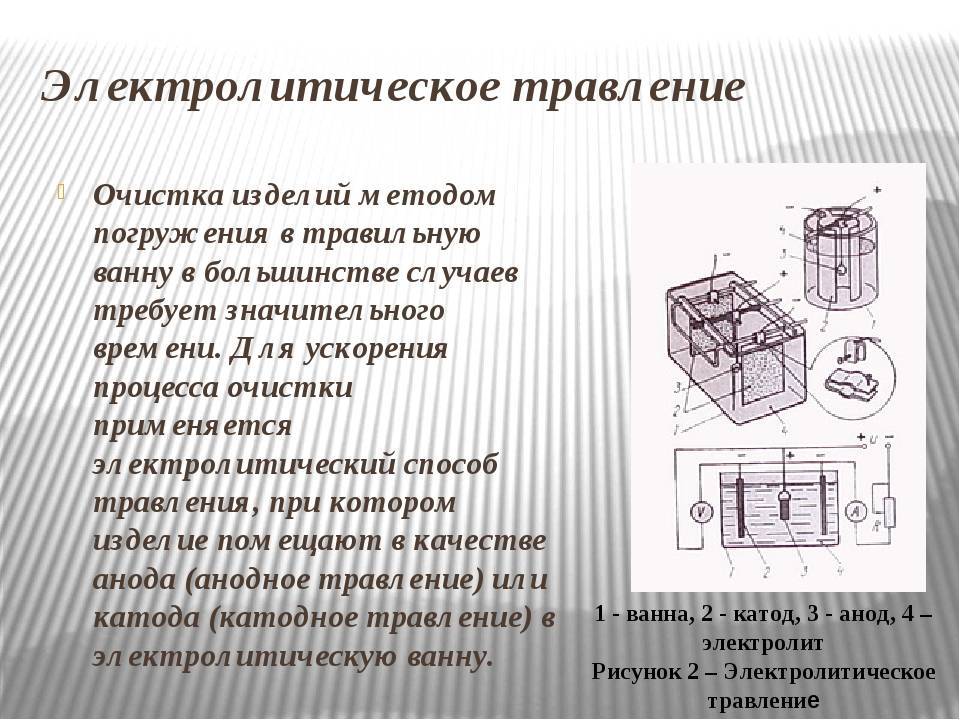
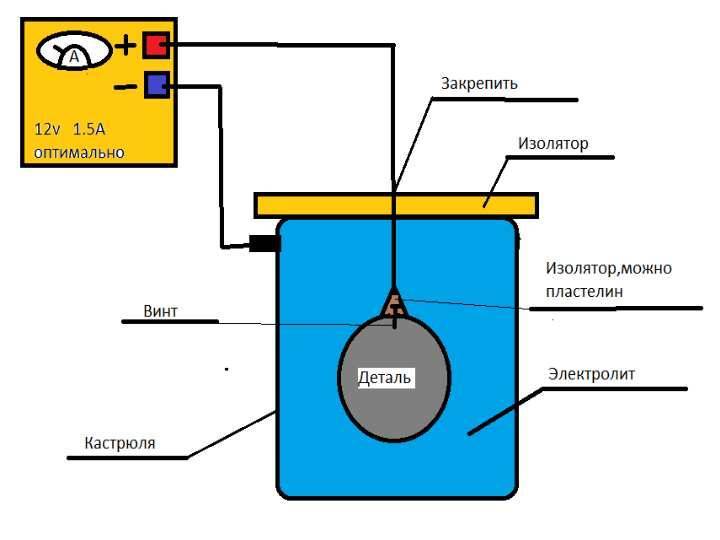
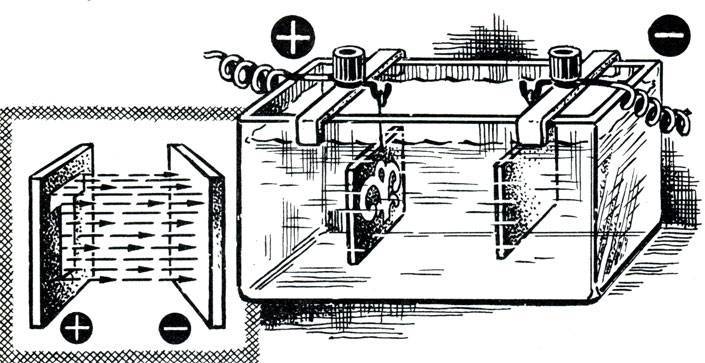
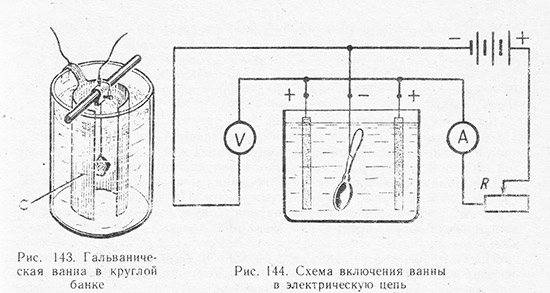
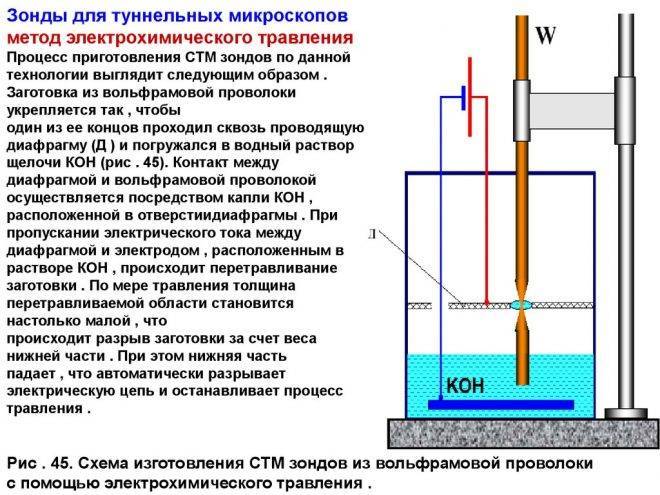
В тех случаях, когда узор или рисунок повторяются, скажем, при маркировке клинков, лучше использовать электрохимический способ травления. При этом с помощью электрода и электролита с поверхности металла вырываются мельчайшие его частички. Так именуемая маскировка реализовывается через тонкую пленку, которая может пропускать электролит в нужных местах (например, на шрифте). Для данного процесса надобно располагать специально сделанную пленку, а также источник постоянного и переменного тока. Нужные для этого приборы продаются в специализированных магазинах, где можно заказать и соответствующую пленку.




ТАУШИРОВАНИЕ
Что дает воронение стали?
Некоторые неискушенные мастера часто не знают, что такое воронение металла. Подобным способом обработки пользуются довольно редко, полагая, что – это довольно сложная процедура. На самом деле любой изготовитель может добиться положительных результатов своими руками при минимальных затратах материалов и труда.
При химическом или термическом воронении на поверхности стали образуется окисная пленка толщиной от 1…3 до 10…15 мк. Толщина образовавшегося слоя во многом зависит от применяемой технологии. При выполнении данной операции достигаются основные цели:
- у стального изделия возрастает коррозионная стойкость;
- детали, прошедшие обработку, способны сохранять стойкость к агрессивному воздействию окружающей среды.
Если имеется действие щелочей, кислот и специальной термической обработки, то поверхность покрывается окисью,
2Fe + O₂ = 2FeO.
Окисление, когда железо проявляет двухатомные свойства, образует черные пленки. В зависимости от их толщины меняется и окрас изделия. Если имеется достаточно толстая пленка (до 12…15 мк), то поверхность имеет черный цвет. Чтобы повредить подобное покрытие, нужно приложить довольно значительное усилие.

Фосфатное покрытие металлов. Часть 1.
Фосфатное покрытие – один из методов защиты металлов от коррозии. Фосфатные покрытия представляют собой мелкокристаллическую пленку, состоящую из нерастворимых фосфатов железа с фосфатами марганца или цинка. Фосфатные покрытия после дополнительной обработки маслами, лаками или красками надежно защищают металл от коррозии.
Фосфатные пленки обладают высоким электрическим сопротивлением и выдерживают напряжение до 300 – 500В, после пропитки пленок масляными и бакелитовыми лаками пробивное напряжение значительно повышается.
По твердости фосфатные покрытия превосходят медь и латунь, но ниже стали. Фосфатные покрытия выдерживают кратковременный нагрев до 400 – 500С.
Возможности фосфатных покрытий широко используются: для защиты от коррозии; для электроизоляции; для уменьшения трения; в качестве грунта для нанесения лакокрасочных покрытий.
Сущность процесса осаждения фосфатных покрытий заключается в обработке поверхности металла подкисленными растворами однозамещенных фосфатов, в результате на поверхности образуется пленка нерастворимых фосфатов.
Толщина, структура, пористость, цвет фосфатного покрытия зависит от состава обрабатываемого металла, метода и режима фосфатирования и подготовки поверхности (см. «Как подготовить поверхность детали под покрытие»).
Мелкокристаллические фосфатные покрытия обладают лучшей защитной способностью, чем крупнокристаллические. Они получаются из цинкофосфатных растворов, содержащих ускорители (окислители) и применяются в качестве подслоя под лакокрасочные покрытия.
Крупнокристаллические фосфатные покрытия получают из марганцевофосфатных растворов, после промасливания их используют в качестве самостоятельных защитных покрытий.
Процесс нанесения фосфатных покрытий можно осуществлять химическим или электрохимическим способом.
Химический способ нанесения фосфатного покрытия.
Для черных металлов существует несколько способов химического осаждения фосфатного покрытия: нормальное, ускоренное и холодное.
Для нормального фосфатирования применяют препарат Мажеф с концентрацией 30 – 33 г/л при температуре 96 – 98С в течение 5 – 10 минут. Снижение температуры приводит к образованию большого количества шлама. Фосфатные пленки, полученные в растворах соли Мажеф, имеют прочное сцепление с основой, толщину 7 – 50 мкм, пористую структуру. Обладают высокими электроизоляционными свойствами и жаропрочностью.





Для получения мелкокристаллических пленок следует повысить концентрацию препарата Мажеф до 100 – 200 г/л и снизить температуру до 80 – 85С. Нанесение фосфатного покрытия в растворе соли Мажеф имеет ряд недостатков: высокую температуру, узкий рабочий интервал рабочих температур и обильное выделение водорода, что приводит к наводораживанию стали.
Для ускоренного нанесения фосфатного покрытия применяется раствор, лишенный указанных недостатков за счет введения окислителей нитрата цинка, фторида натрия и др. При этом уменьшается выделение водорода, а железо окисляется до 3-х валентного.
Фосфатное покрытие на стали
Состав раствора, г/л:
Препарат Мажеф 30 – 40
Цинк азотнокислый 50 – 65
Натрий фтористый 2 – 5
Температура 45 – 65С
Время 8 – 15 минут.
Разработаны и нашли широкое применение концентраты КФ-1, КФ-3, которые применяют для получения фосфатного подслоя под лакокрасочные покрытия, а также концентраты КФЭ-1, КФЭ-3 – для нанесения фосфатных пленок перед холодной деформацией.
Более подробно процесс нанесения фосфатных покрытий для различных металлов будет рассмотрен в следующей публикации.
- «Декоративные покрытия.»
- «Какое бывает золото?»
- «Покрытие хромом – это надежно и красиво!»
Шаг 2: Создайте шаблон
Используйте вашу любимую программу векторной графики для создания художественных работ. Я использовал Adobe Illustrator, но вы можете использовать любое программное обеспечение для векторного проектирования, включая Autodesk Inventor, Autodesk 123D, Inkscape или другие.
Любые формы, которые вы создадите, приведут к поднятым областям на вашей готовой табличке, а области, где нет рисунков, — это области, которые будут вытравлены. Старайтесь не делать детали слишком маленькими, потому что виниловый нож не справляется с мелкими надрезами.
Вам может потребоваться выполнить операцию для преобразования любого живого текста в векторные контуры. Результирующая работа этого процесса показана на втором фото.
Здесь показана работа с моего первого прохода по этому проекту. Поскольку под логотипом TechShop был очень маленький слоган («СОЗДАВАЙТЕ СВОИ МЕЧТЫ ЗДЕСЬ») и «ТМ» над буквой «p» в логотипе TechShop можно было снять отдельно от остальных букв, я снял их с обложки.





