Состав оборудования
Конструкция труборезного станка 1Н983 предусматривает следующие составные части:
- станину;
- переднюю бабку;
- суппорт с фартуком;
- заднюю бабку;
- люнеты.
Конструкция станины трубонарезного 1Н983 станка обеспечивает жёсткость за счёт поперечных рёбер.
Наличие закалённых направляющих сообщает точные перемещения суппорту с закреплённым режущим инструментом. Пара призматических направляющих позволяет избежать поперечного смещения суппорта, задней бабки в результате воздействия сил резания.
Удаление стружки, СОЖ производится через люки в станине, наклон которых направлен противоположно от рабочей зоны.
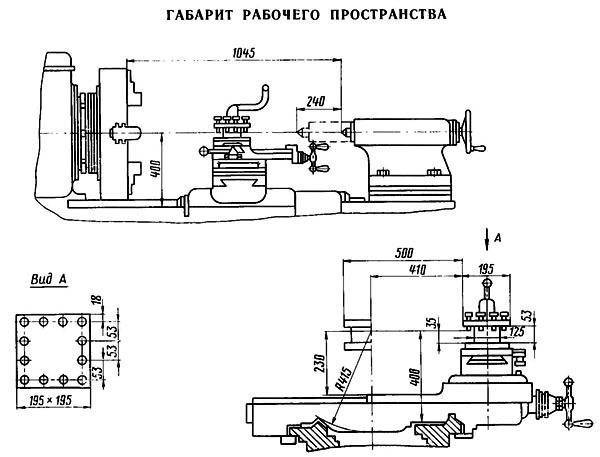
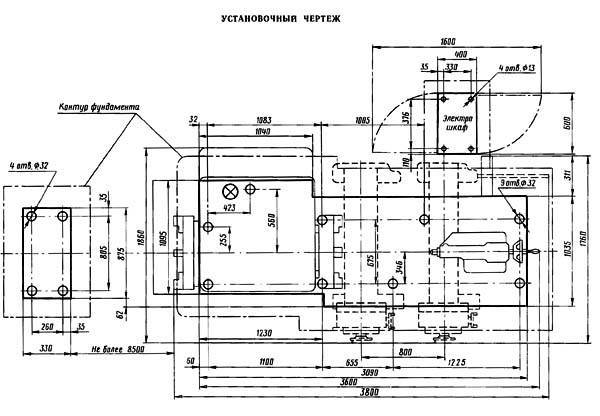
Габариты рабочего пространства станка 1Н983
На станине, кроме суппорта и задней бабки, размещён командоаппарат. Он предназначен регулировать передвижение резцов в поперечном направлении. Конструкция задней бабки не отличается от аналогичных устройств универсальных токарных станков.
Технические характеристики токарного станка 1Н65
| Наименование параметра | ДИП-500(1д65) | 165 | 1м65 | 1н65 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н, П | Н, П |
| Наибольший диаметр обрабатываемой заготовки над станиной, мм | 1000 | 1000 | 1000 | 1000 |
| Наибольший диаметр обрабатываемой заготовки над суппортом, мм | 620 | 600 | 600 | 650 |
| Наибольшая длина заготовки (РМЦ), мм | 5000 | 2800, 5000 | 3000, 5000, 8000 | 1000, 3000, 5000 |
| Высота устанавливаемого резца, мм | 45 х 45 | 50 | ||
| Наибольшая масса заготовки в центрах, кг | 5000 | 5000 | 5000 | |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 100 | 85 | 85 | 128 |
| Наибольший диаметр зажимаемого прутка, мм | 80 | 80 | 120 | |
| Наибольший крутящий момент на шпинделе, кН/м | 9,5 | |||
| Число ступеней частот прямого вращения шпинделя | 12 | 24 | 24 | 24 |
| Частота прямого вращения шпинделя, об/мин | 4,25..192 | 5…500 | 5…500 | 5…500 |
| Размер внутреннего конуса в шпинделе | КМ 6 | 100, 1:20 | 100, 1:20 | 100, 1:20 |
| Конец шпинделя по ГОСТ 12595-72 | 1-15М | 1-15М | 2-15М | |
| Диаметр стандартного патрона, мм | 1000 | |||
| Торможение шпинделя | есть | есть | есть | есть |
| Подачи | ||||
| Наибольшее продольное перемещение суппорта РМЦ=3000, мм | 2520 | 2710 | 700, 2700, 4500 | |
| Наибольшее поперечное перемещение суппорта, мм | 600 | 600 | 600 | |
| Цена деления лимба при продольном перемещении, мм | нет | 0,1 | 0,1 | 0,1 |
| Цена деления лимба при поперечном перемещении, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Наибольшее продольное перемещение на оборот лимба, мм | 10 | 50 | 50 | 50 |
| Наибольшее поперечное перемещение на оборот лимба, мм | 12 | 6 | 6 | 6 |
| Число ступеней продольных подач | 32 | 32 | 40 | |
| Пределы продольных подач, мм/об | 0,225..3,15 | 0,20..3,05 | 0,20..3,05 | 0,05..3,05 |
| Пределы поперечных подач, мм/об | 0,114..1,6 | 0,07..1,04 | 0,07..1,04 | 0,017..1,04 |
| Наибольшее продольное усилие резания Pz, кН | 12 | 12 | 41 | |
| Наибольшее поперечное усилие резания Pх, кН | 780 | 780 | ||
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | 2,16 | 3 | 3 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | 0,735 | 1 | 1 |
| Количество нарезаемых резьб метрических | 22 | 44 | ||
| Пределы шагов нарезаемых резьб метрических, мм | 1..14 | 1…120 | 1…120 | 1…120 |
| Количество нарезаемых резьб дюймовых | 36 | 31 | ||
| Пределы шагов нарезаемых резьб дюймовых, ниток на дюйм | 2..28 | 28…¼ | 28…¼ | 28…¼ |
| Количество нарезаемых резьб модульных | 13 | 37 | ||
| Пределы шагов нарезаемых резьб модульных, модуль | 0,25..3,5 | 0,5…30 | 1…120 | 0,5…30 |
| Количество нарезаемых резьб питчевых | нет | нет | нет | нет |
| Выключающие упоры продольные | нет | нет | ||
| Выключающие упоры поперечные | нет | нет | ||
| Резцовые салазки (верхний суппорт) | ||||
| Наибольшее перемещение резцовых салазок, мм | 240 | 240 | 240 | |
| Цена деления лимба перемещения резцовых салазок, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Число ступеней подач | 40 | |||
| Пределы продольных подач, мм/об | 0,017..1,04 | |||
| Скорость быстрых перемещений, мм/мин | 1 | |||
| Наибольший угол поворота, град | ±90° | |||
| Цена одного деления угла поворота, град | 1° | |||
| Задняя бабка | ||||
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 5 | Морзе 5 | |
| Наибольшее перемещение пиноли, мм | 300 | 300 | 300 | |
| Наибольшее перемещение пиноли с установленным инструментом, мм | 280 | |||
| Диаметр пиноли, мм | 120 | |||
| Наибольшее перемещение бабки в поперечном направлении, мм | ±30 | ±15 | ||
| Электрооборудование | ||||
| Количество электродвигателей на станке | 1 | 3 | 4 | 3 |
| Электродвигатель главного привода, кВт | 17 | 22 | 22 | 22 |
| Электродвигатель быстрого хода суппорта, кВт | нет | 1,5 | 1,5 | 1,5 |
| Привод насоса смазки | Встроен | С12-54 | ||
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | 0,12 | |
| Суммарная мощность всех электродвигателей, кВт | 23,62 | |||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота) РМЦ=2800,3000, мм | 8000 х 1700 х 1620 | 5825 х 2100 х 1760 | 6140 х 2200 х 1760 | 4100..8180 х 2200 х 1770 |
| Масса станка РМЦ=3000, кг | 11500 | 12500 | 12800 | 9850..15750 |
Список литературы
Станок токарно-винторезный 1Н65. Руководство по эксплуатации 1Н65.00.000 РЭ, 1991
Станок токарно-винторезный 1Н65-6, 1Н65-8. Руководство по эксплуатации электрооборудования 1Н65-6.00.000 РЭ1, 2003
Станок токарно-винторезный 1Н65_5, 1Н65-6, 1Н65-8. Руководство по эксплуатации электрооборудования 1Н65-6.00.000 РЭ1, 1995
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
Суппорт
С помощью суппорта инструмент может передвигаться вдоль и поперёк станины. Вдоль его движение происходит по направляющим станины, поперёк — резцедержатель двигается по направляющим каретки. Эти движения совершают вручную или при включении механической подачи.
Для получения конических поверхностей на трубе используют кронштейн, с закреплённой на нём конусной линейкой. Кронштейн закреплён на каретке и имеет пазы для перемещения салазок. Конусная линейка задаёт нужный угол. По ней движется ползушка, связанная тягой с кронштейном. Результатом этого изменяется поперечная подача суппорта. Конусную линейку также используют для нарезания конических резьб.
Для приведения в движение суппорта используют набор шестерён, размещённых внутри фартука. Движение суппорту задают ходовые винт и вал. Для нарезания резьбы используют ходовой винт. При включении ходового вала получают ускоренный ход суппорта.
Главные такие оборудования
Технические свойства трубонарезного станка 1Н983 включают следующие параметры (мм):
- Размеры трубы:
- диаметр – 260;
- длина – 6 (м).
- Высота центров – 400.
- Размер над станиной – 830.
- Сечение резцов – 32.
- Длина обработки:
- с конусной линейкой – 420;
- без неё – 800.
- Размер конусной линейки – 660.
- Размер отверстия в шпинделе – 300.
- Перемещение резцедержателя – 220.
- Передвижение пиноли – 240.
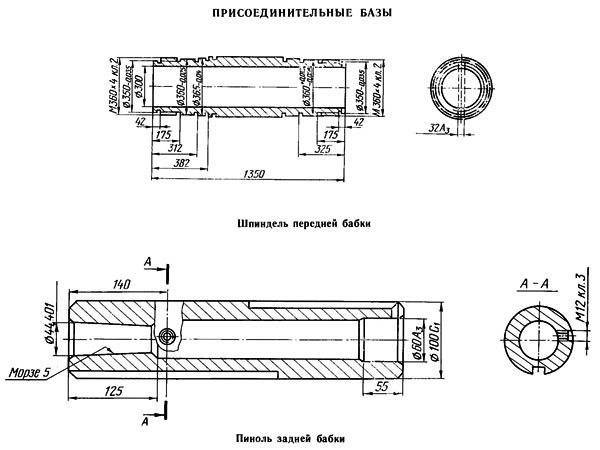
Посадочные и присоединительные размеры шпинделя станка 1Н983
- Кол-во скоростей шпинделя – 12.
- Частота его вращения – 8-355.
- Кол-во подач – 32.
- Мощность электрических двигателей (кВт):
- шпинделя – 14,5;
- зажима трубы – 2;
- скорого передвижения суппорта –1,1.
- Размеры оборудования L*B*H (м) – 3,93*1,86*1,525.
Трубонарезной станок 1Н983 обеспечивает обычный класс точности продукции. Вес его 9050 кг.
Паспорт на трубонарезной станок 1Н983
Паспорта станков продаюДокументация на токарные, сверлильные, расточные, зубо-резьбообрабатывающие, фрезерные, долбежные, строгальные, протяжные, электроискровые, электропрошивочные, электроэррозионные, деревообрабатывающие станки, кузнечнопрессовое, термическое, грузоподъемное, сварочное, испытательное оборудование, документация к компрессорам и гидроагрегатам …
Цена договорнаяВ наличии
Продам паспорта станковТокарные: 1А416; 1А616;1А625; 1А95; 1Б240-6; 1Н65; 1Н983; 16Б25ПСп; 16Д20; ФТ-11; ФТ-11Ф1… Токарно-карусельные: 1512; 1516; 1525; 1525Ф1; 1531М; 1541…Сверлильные: 2А55; 2Е52; 2К522; 2Л53У; 2М55; 2Н55; 2Н57; 2Н135; 2532Л… Расточные: 2А450; 2А78; 2А614-1; 2А430; 2В440А; 2Е440А; 2Е450А; 2Н637ГФ1; 2М614Г; 2У430; 2431; 2431С; …
Цена договорнаяВ наличии
Паспорта на станки!Любая техническая литература: руководства по эксплуатации,руководства по электрооборудованию, схемы принципиальные, материалыпо быстроизнашивающимся и запасным деталям, УЦИ, ЧПУ, привода имногое другое.Цены приятно удивят!
Цена договорнаяВ наличии
Паспорт на станок!Наша компания предлагает технические паспорта на станки различных групп и моделей, в том числе редких и уникальных. Широкий ассортимент документации позволяет нам удовлетворять любые запросы клиентов. Сотрудники компании предоставят информацию о технических характеристиках оборудования, комплектации, заводах-изготовителях, ценах на …
Цена договорнаяВ наличии
Продаем паспорта к станкам (оборудованию)Продаем паспорта, документацию, электросхемы к станкам, оборудованиюВ наличии множество документации к металлорежущим станкам.Документация от фрезерных, токарный, винторезных, углошлифовальных и других станков, а так же от прессов, гильотин, ножниц, вальцов и другого оборудования.Мы так же продаем и покупаем станки б.у. и …





Цена договорнаяВ наличии
Паспорта на станки и кпо!Продаем и покупаем на постоянной основе!Найдем любой под заказ!В наличии более 3000 наименований моделей паспортов на станки и КПО!
Цена договорнаяВ наличии
Технические паспорта к станкам и прессам!Продаем паспорта к станкам, КПО, электрическим и электронным устройствам промышленного назначения; продажа оборудования.Свыше 1600 наименований паспортов,крупноформатное сканирование электросхем! У нас быстро и качественно!Паспорт …
Цена договорнаяВ наличии
Паспорта на станки, документация на станки.Компания “ТехДокумент” реализует паспорта, техническую документацию на следующее металлообрабатывающее оборудование: – Станки токарные – Станки сверлильные и расточные – Станки шлифовальные, заточные, полировальные, доводочные – Станки электроэрозионные – Станки зубообрабатывающие, резьбообрабатывающие – …
Цена договорнаяВ наличии
Особенности работы трубонарезного станка 1А983
Алгоритм металлообработки на токарном оборудовании типа 1А983 заключается в проведении следующих операций: во внутреннюю полость шпинделя вставляется заготовка (труба) и зажимается в кулачках токарного патрона. Второй конец трубы вставляется в люнет. После этого осуществляется токарная обработка заготовки.
Данный станок может быть оборудован двумя типами люнетов: подвижным и стационарным. Второй тип применяется в качестве поддерживающего элемента для заготовок большой длины. Он призван обеспечивать надлежащее качество обработки детали, исключая появление какой-либо вибрации. Такое вспомогательное приспособление целесообразно использовать при выполнении конкретно заданной операции, не требующей перенастройки оборудования. Подвижный люнет монтируется на продольном суппорте станка и перемещается вместе с резцом.
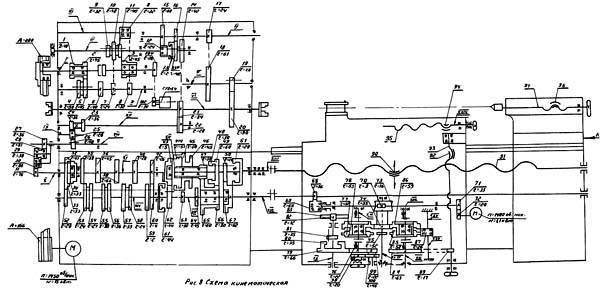
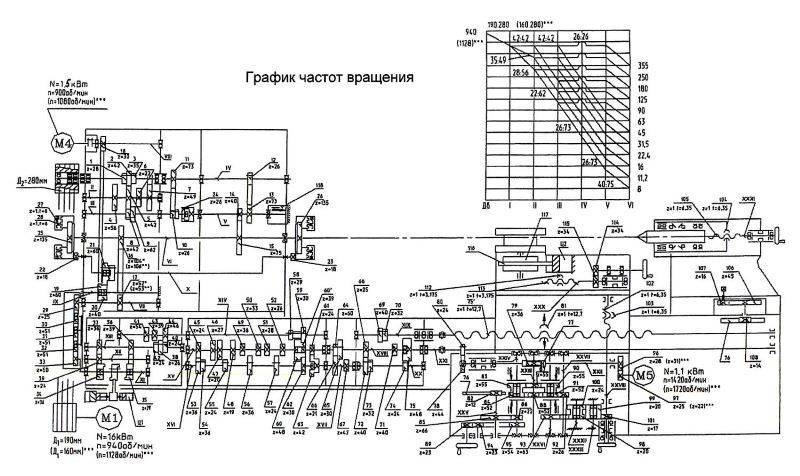
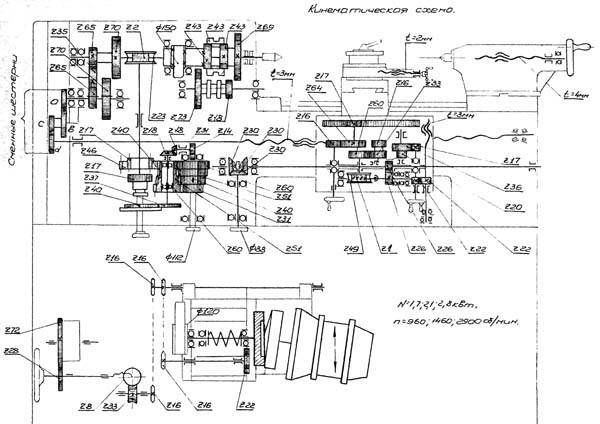
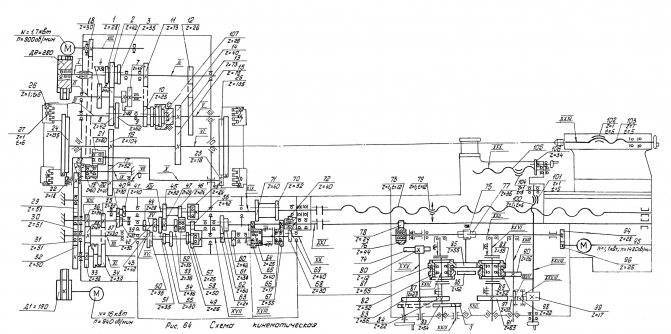
Кинематическая схема трубонарезного станка 1А983
На станке 1А983 можно выполнять операции по нарезанию различных видов резьб. Нарезание резьбы производят резьбонарезным резцом. При точении конусных деталей с углом до 12, и нарезании конических резьб, на представленном трубонарезном оборудовании применяют конусную линейку. Использование такого устройства позволяет проводить токарную обработку как наружных, так и внутренних конических поверхностей. Кроме того, применение подобного оборудования существенно увеличивает производительность труда и улучшает качество обработки, во многом благодаря применению продольного самохода. Еще один плюс конусной линейки заключается в том, что при переходе к обработке конусных поверхностей, нет необходимости нарушать отстроенную наладку станка.
Функциональные возможности трубонарезного оборудования предусматривают автоматическое включение в работу отдельных элементов в цикле резьбонарезания. Большинство трубонарезных станков подобного класса оснащены системой автоматизации одного резьбонарезного прохода. Подобная система дает возможность использования как ручного, так и автоматического режима нарезания резьбы. Первый (ручной) режим управления осуществляется при помощи кнопок и крестового переключателя пульта, расположенного на каретке. Флажок переключателя, в таком случае, выставляется в положение «Ручной режим». В том случае, если возникает необходимость в выборе цикла резьбонарезания, переключатель устанавливают в положение «Работа в цикле», и выбирают соответствующий вид цикла: непрерывный или одиночный.
https://youtube.com/watch?v=Qt_gVcnsU9k
Ключевая отличительная особенность 1А983 – наличие командоаппарата. Его предназначение – автоматическое переключение одной или нескольких электрических цепей при механическом воздействии на их привод. Данное устройство служит для контроля положения резца при нарезании резьбы
Трубонарезной станок 1Н983
Трубонарезной станок применяют при токарной обработке труб и соединяющих их деталей. Трубонарезной станок 1Н983 обеспечивает точение концов труб, различных видов резьбы. Его применяют при изготовлении деталей мелкими сериями.

Модельный ряд трубонарезных станков начинается с модели 1А983. Модель была усовершенствована, поэтому появился трубонарезной станок 1Н983. Его предназначение — получение следующих видов резьбы:
- дюймовой;
- замковой;
- конической;
- метрической (треугольной);
- упорной;
- трапецеидальной
- других.
Резьбу нарезают на трубах:
Кроме этого обработке подвергают муфты, переводники, другие изделия. Трубонарезной станок 1Н983 применяют для проведения их ремонта.
Соединения из полученных труб, муфт применяют на буровых установках для разведки полезных ископаемых, при добыче с последующим транспортированием нефти, газа.
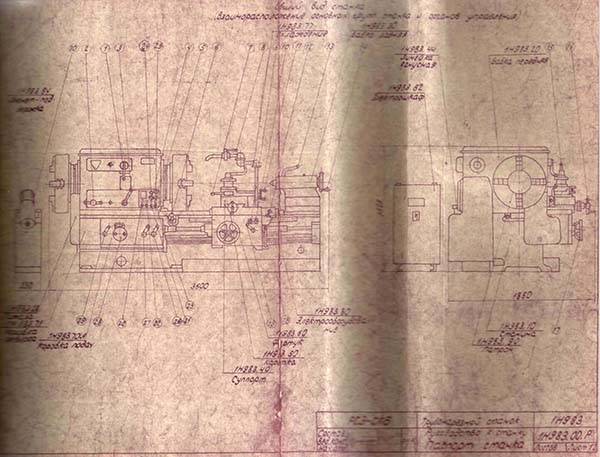
Общий вид трубонарезного станка 1Н983

Фото трубонарезного станка 1Н983
Фото трубонарезного станка 1Н983. Смотреть в увеличенном масштабе

Фото трубонарезного станка 1Н983
Фото трубонарезного станка 1Н983. Смотреть в увеличенном масштабе

Фото трубонарезного станка 1Н983
Фото трубонарезного станка 1Н983. Смотреть в увеличенном масштабе
Фото трубонарезного станка 1Н983
Фото трубонарезного станка 1Н983. Смотреть в увеличенном масштабе
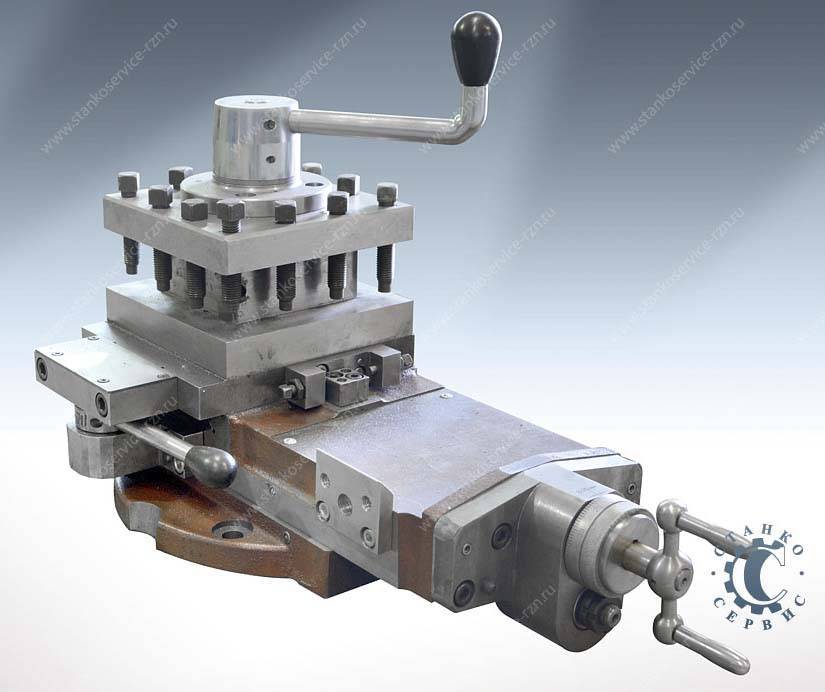
Верхний суппорт трубонарезного станка 1Н983
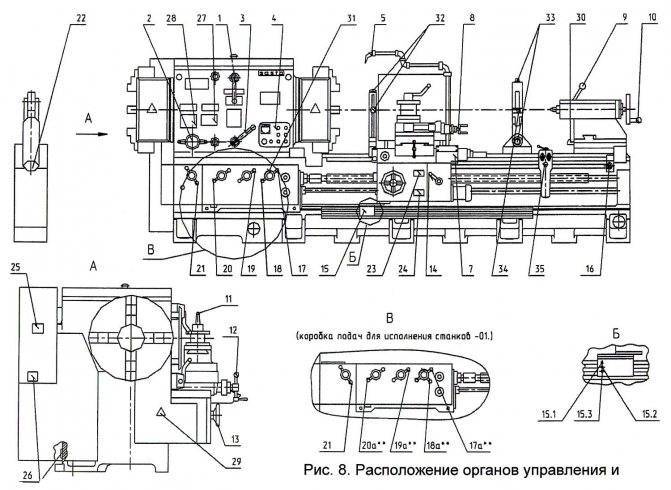
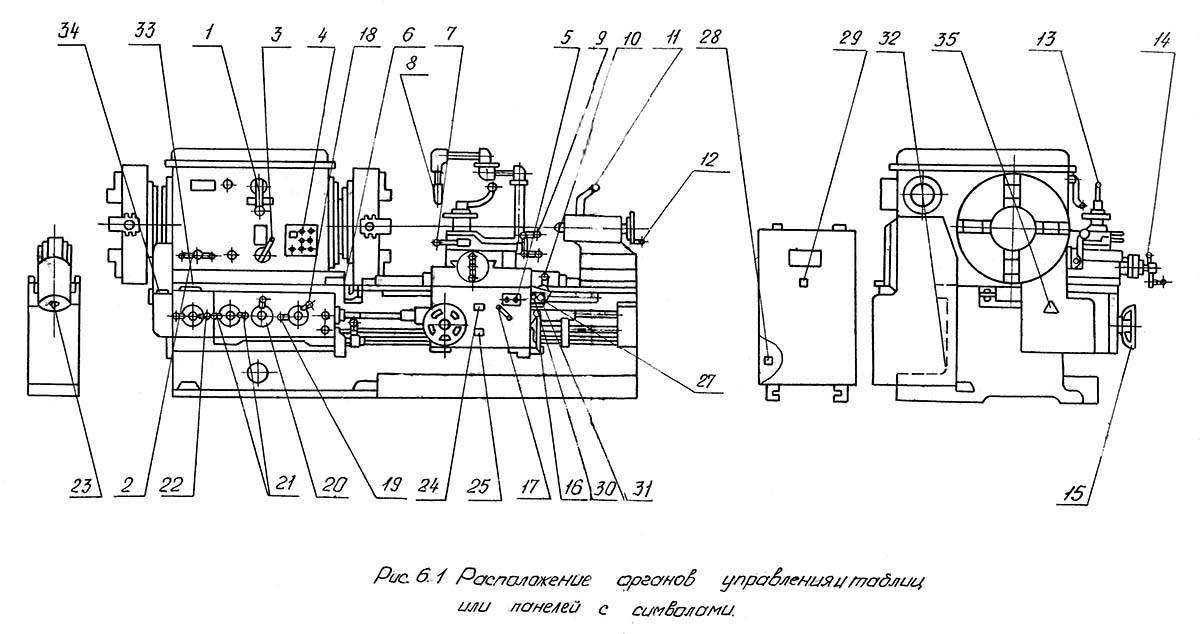
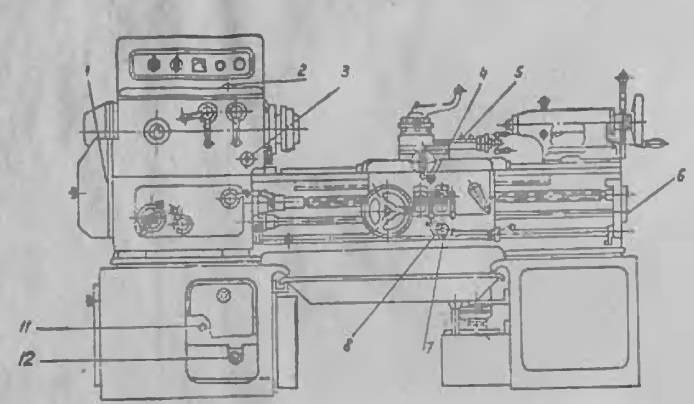
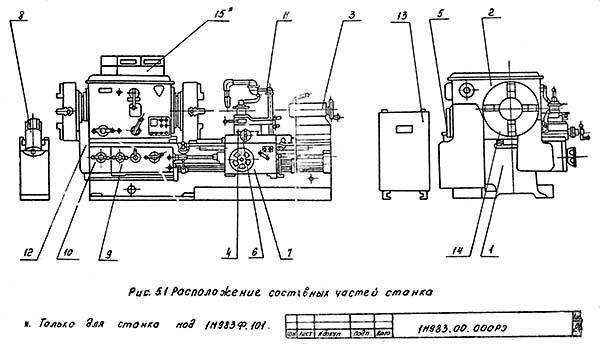
Расположение органов управления трубонарезным станком 1Н983
Расположение органов управления трубонарезным станком 1Н983. Смотреть в увеличенном масштабе
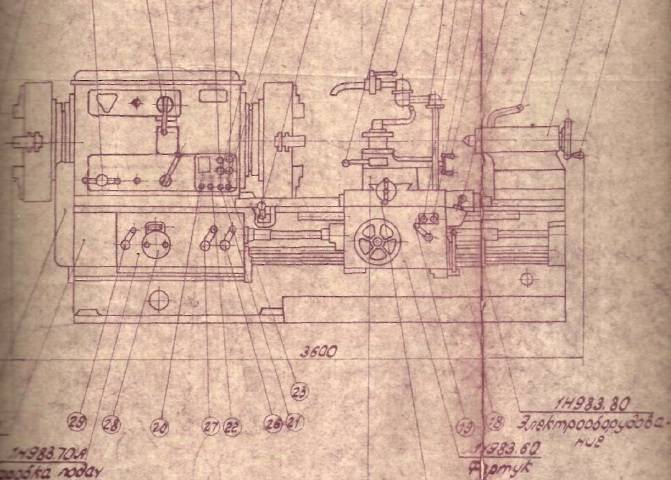
Расположение составных частей трубонарезного станка 1Н983, 1М983
| Наименование параметра | 1Н983 | 1А983 | 1М983 |
|---|---|---|---|
| Основные параметры | |||
| Станина и ограждение главного двигателя | 1Н983.10 | 1А983 | 1М983.11.000 |
| Бабка передняя | 1Н983.20 | 1Н983.20 | 1М983.20.000 |
| Бабка задняя | 1Н983.30 | 1Н983.30, 1А983.31, 1А983.32 | 1Н983.30.000 |
| Суппорт. Механизм подвода резца | 1Н983.40 | 1Н983.40, 1А983Ф10.43 | 1Н983.40.000 |
| Линейка конусная | 1Н983.44 | 1М983.44.000 | |
| Каретка суппорта | 1Н983.50 | 1Н983.50 | 1М983.50.000 |
| Фартук | 1Н983.60 | 1М983.60.000 | |
| Люнет-поддержка | 1Н983.64 | 1Н983.64 | 1Н983.64.000 |
| Коробка подач | 1Н983.70А | 1Н983.72.000 | |
| Коробка реверса | 1Н983.71 | 1А983Ф10.94 | 1М983.73.000 |
| Охлаждение | 1Н983.77 | 1Н983.77.000 | |
| Гитара зубчатых колес | 1Н983.08 | 1М983.34.000 | |
| Электрооборудование | 1Н983.80, 1Н983.81 | 1Н983.80.000 | |
| Электрошкаф | 1Н983.83 | 1Н983.80.000 | |
| Патрон правый | 1Н983.90 | 1Н983.90.000 |
Перечень органов управления станком 1Н983 и их назначение
- Рукоятка для включения механизма зажима левого и правого патрона
- Рукоятка настройки шпинделя на необходимое число оборотов
- Рукоятка настройки шпинделя на необходимое число оборотов
- Кнопка «Патрон — зажим детали»
- Кнопка «Патрон — отжим детали»
- Рукоятка тормоза шпинделя
- Отвод резцедержки
- Кран для подачи охлаждающей жидкости
- Кнопка «Пуск шпинделя»
- Кнопка «Шпиндель — стоп»
- Ручное перемещение резцовых салазок
- Включение продольных, поперечных подач и ускоренного перемещения
- Крепление пиноли задней бабки
- Ручное перемещение пиноли
- Поворот и крепление резцовой головки
- Ручное перемещение поперечных салазок
- Ручное продольное перемещение каретки с суппортом
- Переключение муфты реверса ходового винта
- Включение маточной гайки
- Кнопка «Общий стоп»
- Кнопка «Стоп шпинделя»
- Кнопка «Пуск шпинделя»
- Кнопка «Шпиндель — толчок»
- Кнопка «Главный привод — вперед»
- Кнопка «Главный привод — назад»
- Включение ходового винта или ходового вала
- Рукоятка настройки на величину шага резьбы и отключения вращения ходового винта (Рукоятка переключения на резьбу и подачу)
- Рукоятка настройки на величину подачи шага и резьбы (Рукоятка настройки на величину подачи шага и резьбы)
- Рукоятка настройки на подачи и нарезание резьбы
- Настройка люнета-поддержки
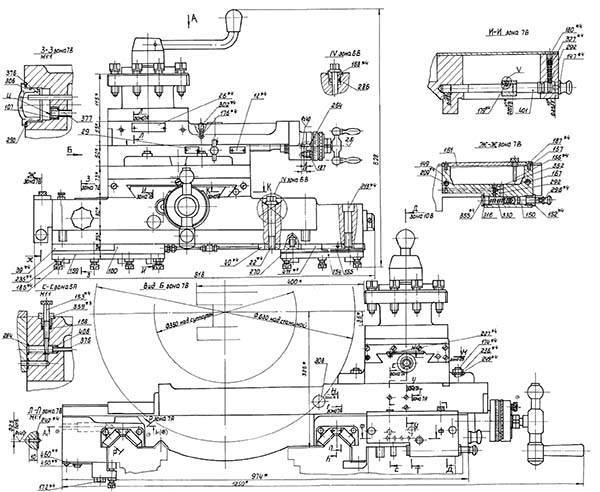
Верхний суппорт трубонарезного станка 1Н983
Расположение органов управления трубонарезным станком 1Н983. Смотреть в увеличенном масштабе
Станки, выпускаемые Рязанским станкостроительным заводом РСЗ
- Трубообрабатывающий станок, машина для обработки металлических, главным образом стальных, труб путём снятия стружки или накатки резьбы.
- Для получения на концах труб точных торцовых поверхностей служат трубоподрезные станки.
Для получения на концах труб резьбы (цилиндрической или конической) используются трубонарезные (труборезные) или трубонакатные станки (последний способ, как правило, обеспечивает более прочное резьбовое соединение).
При производстве труб ответственного назначения находят применение трубообрабатывающие станки для снятия дефектного поверхностного слоя труб перед холодной прокаткой.
- Трубонарезной станок 1Н983 был запущен в серию в 1956 году.
- Трубонарезной станок 1Н983 был заменен более совершенной моделью РТ983.
- Трубонарезной станок 1Н983 предназначен для обтачивания концов труб, включая точение конусов и нарезания на них резьб: метрических дюймовых модульных питчевых конических в условиях единичного и мелкосерийного производства.
На станке можно обрабатывать штанги, замки, переводники, детали трубных соединений (нарезка резьбы НКТ, НКМ ГОСТ 633-80, нарезка резьбы на обсадные трубы ОТТМ, ОТТГ, Батресс ГОСТ 832-80, нарезка замковой резьбы на бурильных трубах, переводниках и т.д.), применяемые для добычи и транспортировки нефти и природного газа и в нефтедобывающей промышленности.





Станок имеет конусную линейку для обработки конических поверхностей и нарезания конических резьб.
Обрабатываемая труба пропускается через полый шпиндель и зажимается двумя механизированными четырехкулачковыми патронами диаметром 720 мм. Другой конец трубы поддерживается люнетом. Шпиндель имеет прямое и обратное вращение.
Класс точности станка Н.
Шероховатость обработанной поверхности V5.
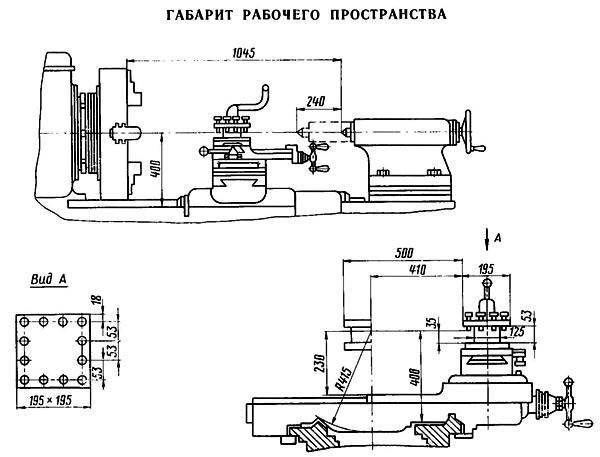
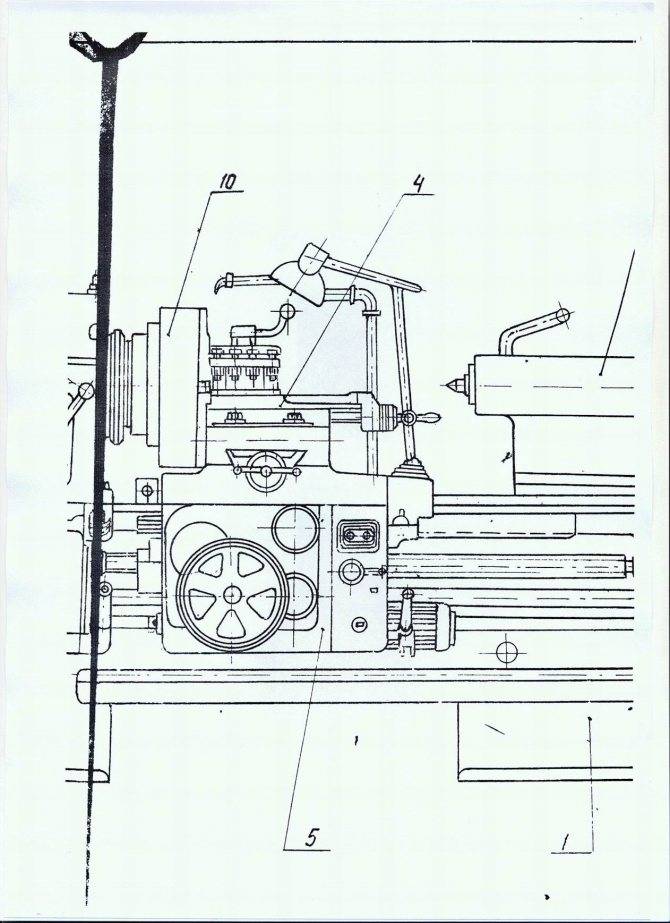
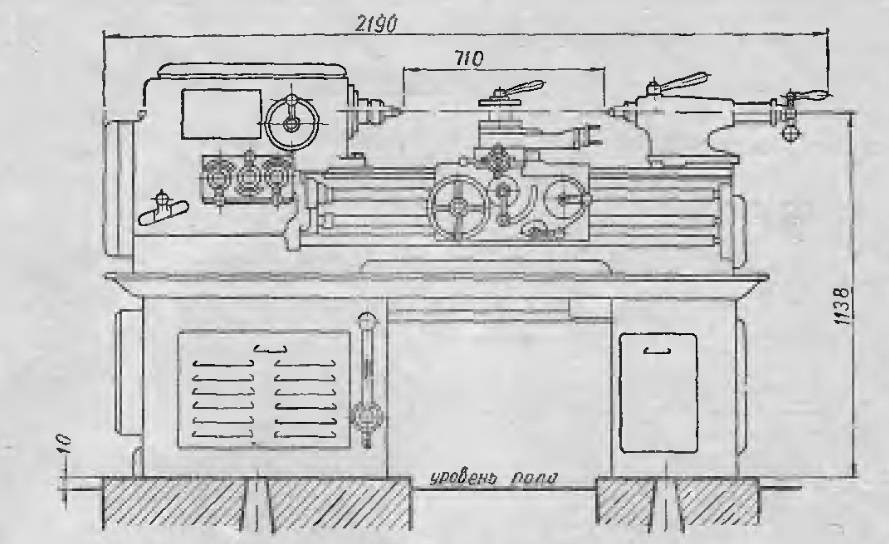
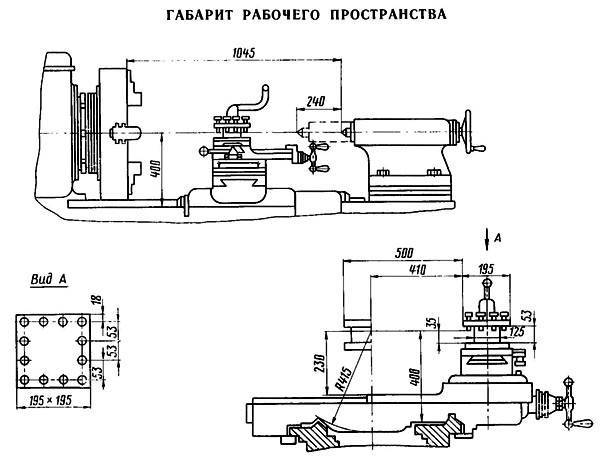
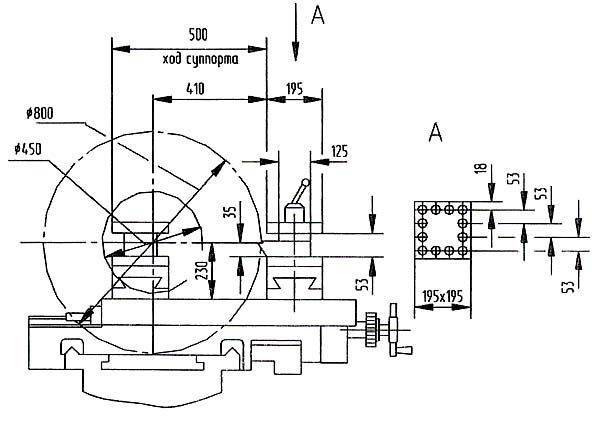
Рабочее пространство трубонарезного станка 1Н983

Посадочные и присоединительные размеры шпинделя станка 1Н983
Общий вид трубонарезного станка 1Н983

Фото трубонарезного станка 1Н983
Фото трубонарезного станка 1Н983. Смотреть в увеличенном масштабе

Фото трубонарезного станка 1Н983
Фото трубонарезного станка 1Н983. Смотреть в увеличенном масштабе

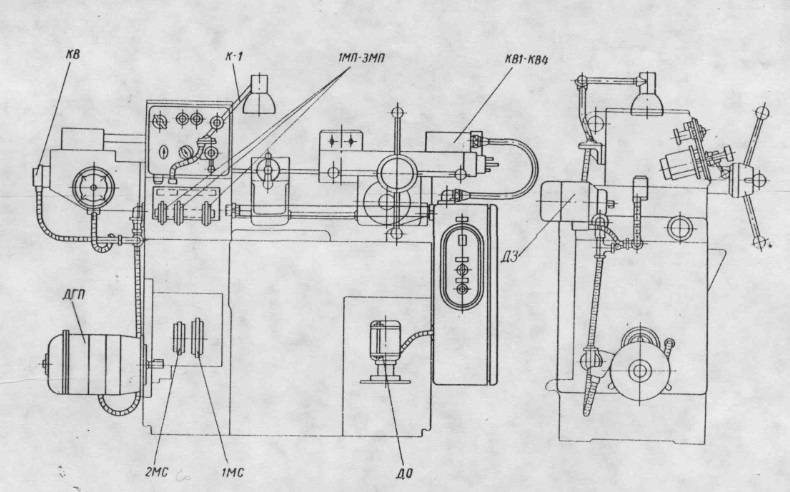
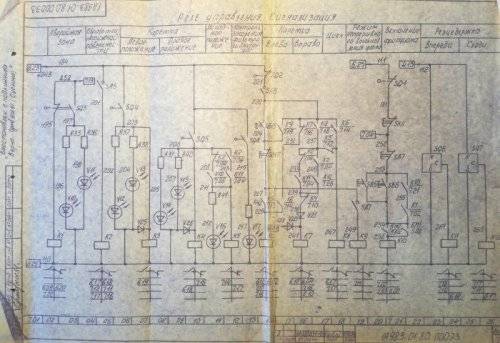
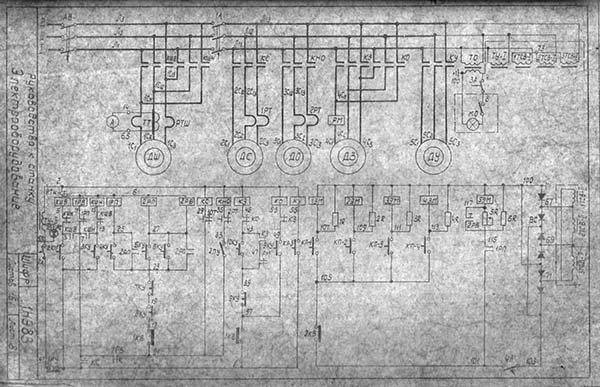
Схема электрическая трубонарезного станка 1Н983
Схема электрическая трубонарезного станка 1Н983. Смотреть в увеличенном масштабе

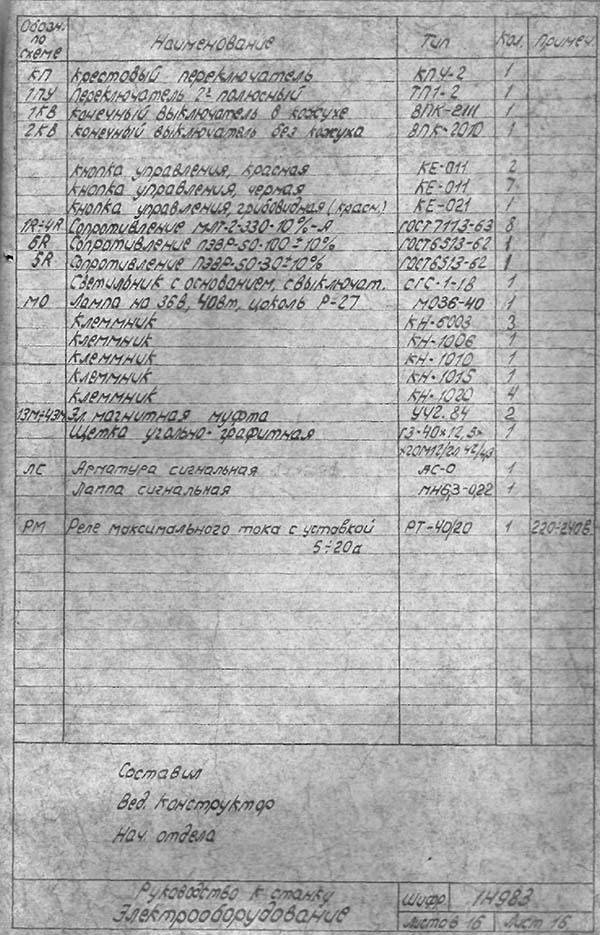
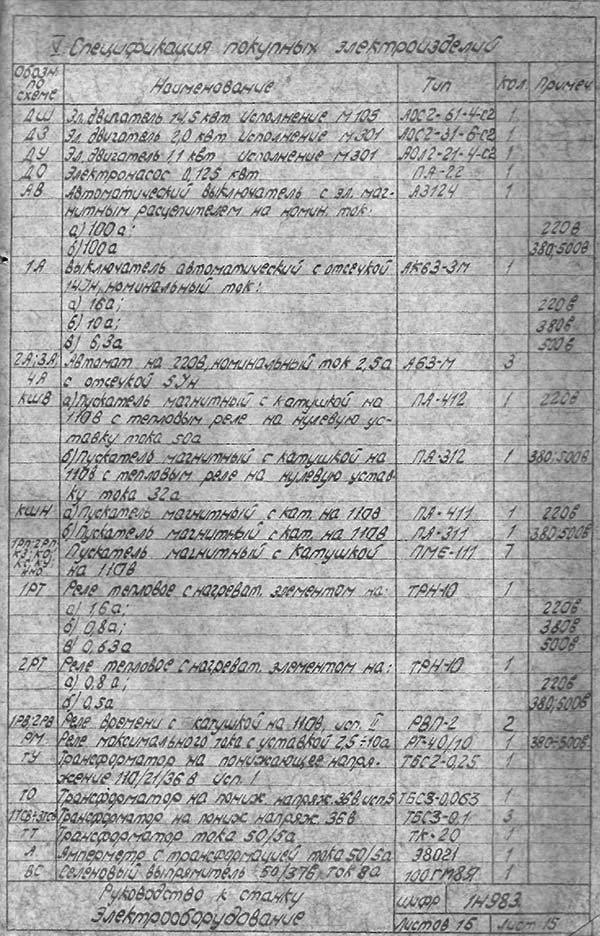
Перечень элементов схемы трубонарезного станка 1Н983
Перечень элементов схемы трубонарезного станка 1Н983. Смотреть в увеличенном масштабе
Перечень элементов схемы трубонарезного станка 1Н983
Перечень элементов схемы трубонарезного станка 1Н983. Смотреть в увеличенном масштабе

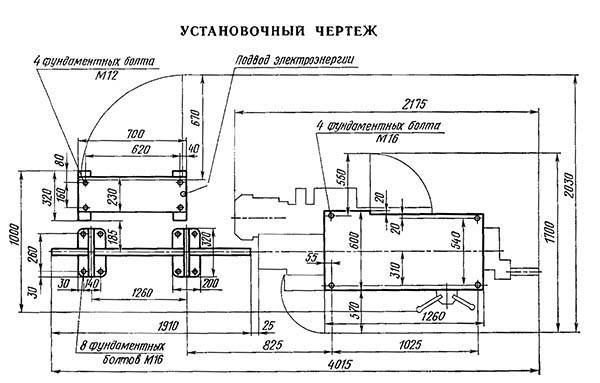
Установочный чертеж трубонарезного станка 1Н983
Передняя бабка
Она находится в левой части станины трубонарезного станка. Основным элементом её является пустотелый (полый) шпиндель, опорами которого являются конические роликовые подшипники. Они нужны для восприятия нагрузок комбинированного типа (радиальной, осевой). Предусмотрена выверка горизонтального расположения шпинделя, его регулировка с помощью винтов, располагающихся в задней части бабки.
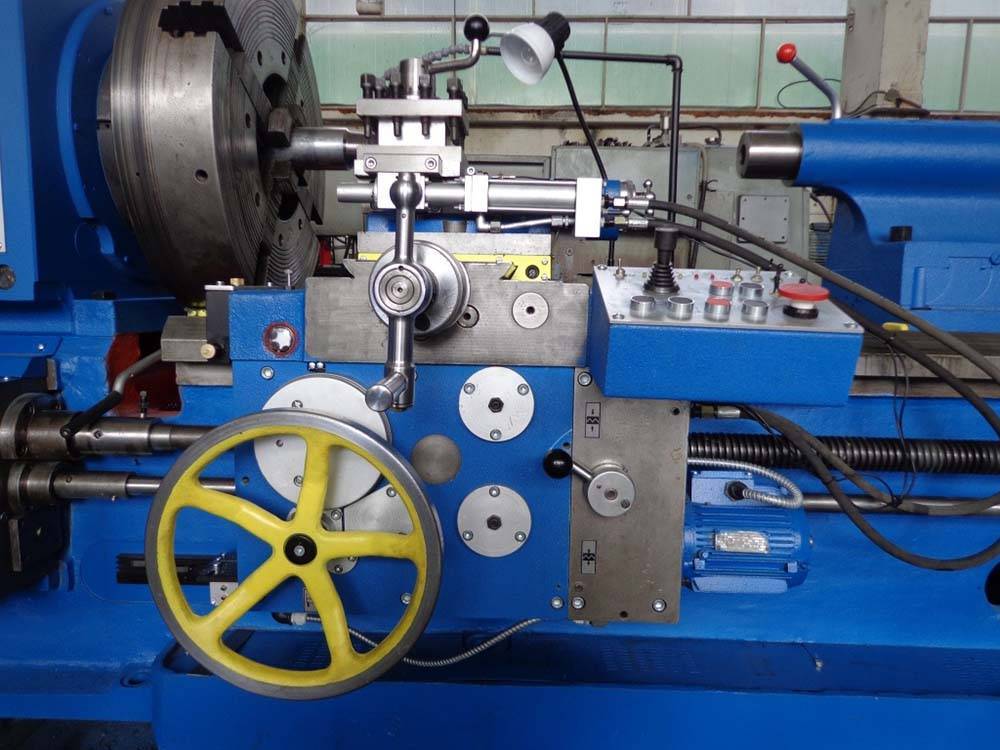





Общий вид трубонарезного станка 1Н983
Вращение шпинделю сообщает электродвигатель посредством клиновых ремней и шкивов, которые передают вращение шестерням коробки скоростей. Изменение скорости производят передвижением блоков шестерён.
На шпинделе закрепляют патрон 1Н983 (по одному справа и слева). Механизм их зажима размещён внутри бабки. Он приводится в движение электродвигателем. Предусмотрена блокировка, обеспечивающая невозможность его включения при вращении шпинделя.
При обработке труба зажимается сразу 2 патронами и вращается вместе со шпинделем. Он имеет возможность вращаться в 2 направлениях (прямом и обратном).
Гитара обеспечивает передачу вращения от коробки скоростей шестерёнкам коробки реверса и подач. Она находится с левой стороны передней бабки.
Технические параметры станка 1А983
Семейство токарных станков 1А983 имеет следующие технические свойства:
- диаметр трубы-заготовки (относительный параметр);
- — самая большая величина 299 мм;
- — самая маленькая величина 73 мм
- максимальный диаметр отделываемой заготовки:
- — над станиной 800 мм;
- — над суппортом 450 мм;
- самый большой размер резца — 32 мм;
- самая большая длина обтачиваемой поверхности — 800 мм;
- максимальный ход суппорта:
- — продольное перемещение — 500 мм;
- — поперечное перемещение — 800 мм;
- предельные значения оборотов вращения шпинделя от 8 до 355 оборотов в минуту;
- кол-во передаточных чисел коробки скоростей привода шпинделя — 12;
Силовые характеристики станка 1А983 в себя включают следующие критерии:
- мощность приводной электрические установки – 16 кВт;
- суммарное значение мощности всех электрических двигателей станка – 19,47 кВт;
- самая большая величина крутящего момента шпинделя – 3 + /- 0,5 Нм;

Размеры и габариты пространства для работы станка 1А983
Размеры и габариты и масса станка:
- длина – 3600;
- ширина – 1910;
- высота – 1565;
- масса станка – 8600 кг.
Трубонарезной станок 1А983 с ЧПУ
Рассматриваемый трубонарезной станок может быть оборудован системой автоматического управления. Данное оборудование ощутимо делает быстрее процесс металлообработки и дает возможность добиться отличного качества изделий.
Во время работы на подобном оборудовании, заготовка крепится обоими концами в патроне и люнете. После это оператор станка закладывает специализированную программу, отвечающую за автоматическое убирание дефектных компонентов. Все направляющие детали устройства подвержены закалке и шлифовке. Подобный подход обеспечивает сохранение надежности и показателей эксплуатации оборудования, при этом сохраняя большой уровень точности обработки заготовки.
Трубонарезное станочное оборудование с автоматической системой управления, нередко оборудуют револьверными головками, а еще разными видами токарных патронов.

Весь вид трубонарезного станка 1А983
Необходимо также отметить, что особенности конструкции станка 1А983 с автоматическим управлением дают возможность выполнять полный автоматический цикл резьбонарезания. Эта функция реализовывается на станках с числовым программным управлением. С учетом формы заготовки и вида обработки, используют такие варианты циклов:
- однопроходный цикл;
- многопроходный цикл;
- цикл нарезания резьбы плашкой или метчиком.
Подобный подход дает возможность добиться высокой эффективности при относительно минимальном уровне расходов.
Паспорт на трубонарезной станок 1Н983
Паспорта станков продаюДокументация на токарные, сверлильные, расточные, зубо-резьбообрабатывающие, фрезерные, долбежные, строгальные, протяжные, электроискровые, электропрошивочные, электроэррозионные, деревообрабатывающие станки, кузнечнопрессовое, термическое, грузоподъемное, сварочное, испытательное оборудование, документация к компрессорам и гидроагрегатам …
Цена договорнаяВ наличии
Продам паспорта станковТокарные: 1А416; 1А616;1А625; 1А95; 1Б240-6; 1Н65; 1Н983; 16Б25ПСп; 16Д20; ФТ-11; ФТ-11Ф1… Токарно-карусельные: 1512; 1516; 1525; 1525Ф1; 1531М; 1541…Сверлильные: 2А55; 2Е52; 2К522; 2Л53У; 2М55; 2Н55; 2Н57; 2Н135; 2532Л… Расточные: 2А450; 2А78; 2А614-1; 2А430; 2В440А; 2Е440А; 2Е450А; 2Н637ГФ1; 2М614Г; 2У430; 2431; 2431С; …
Цена договорнаяВ наличии
Паспорта на станки!Любая техническая литература: руководства по эксплуатации,руководства по электрооборудованию, схемы принципиальные, материалыпо быстроизнашивающимся и запасным деталям, УЦИ, ЧПУ, привода имногое другое.Цены приятно удивят!
Цена договорнаяВ наличии
Паспорт на станок!Наша компания предлагает технические паспорта на станки различных групп и моделей, в том числе редких и уникальных. Широкий ассортимент документации позволяет нам удовлетворять любые запросы клиентов. Сотрудники компании предоставят информацию о технических характеристиках оборудования, комплектации, заводах-изготовителях, ценах на …







Цена договорнаяВ наличии
Продаем паспорта к станкам (оборудованию)Продаем паспорта, документацию, электросхемы к станкам, оборудованиюВ наличии множество документации к металлорежущим станкам.Документация от фрезерных, токарный, винторезных, углошлифовальных и других станков, а так же от прессов, гильотин, ножниц, вальцов и другого оборудования.Мы так же продаем и покупаем станки б.у. и …
Цена договорнаяВ наличии
Паспорта на станки и кпо!Продаем и покупаем на постоянной основе!Найдем любой под заказ!В наличии более 3000 наименований моделей паспортов на станки и КПО!
Цена договорнаяВ наличии
Технические паспорта к станкам и прессам!Продаем паспорта к станкам, КПО, электрическим и электронным устройствам промышленного назначения; продажа оборудования.Свыше 1600 наименований паспортов,крупноформатное сканирование электросхем! У нас быстро и качественно!Паспорт …
Цена договорнаяВ наличии
Паспорта на станки, документация на станки.Компания “ТехДокумент” реализует паспорта, техническую документацию на следующее металлообрабатывающее оборудование: – Станки токарные – Станки сверлильные и расточные – Станки шлифовальные, заточные, полировальные, доводочные – Станки электроэрозионные – Станки зубообрабатывающие, резьбообрабатывающие – …
Цена договорнаяВ наличии
Суппорт
С помощью суппорта инструмент может передвигаться вдоль и поперёк станины. Вдоль его движение происходит по направляющим станины, поперёк — резцедержатель двигается по направляющим каретки. Эти движения совершают вручную или при включении механической подачи.
Для получения конических поверхностей на трубе используют кронштейн, с закреплённой на нём конусной линейкой. Кронштейн закреплён на каретке и имеет пазы для перемещения салазок. Конусная линейка задаёт нужный угол. По ней движется ползушка, связанная тягой с кронштейном. Результатом этого изменяется поперечная подача суппорта. Конусную линейку также используют для нарезания конических резьб.
Для приведения в движение суппорта используют набор шестерён, размещённых внутри фартука. Движение суппорту задают ходовые винт и вал. Для нарезания резьбы используют ходовой винт. При включении ходового вала получают ускоренный ход суппорта.
Технические характеристики трубонарезного станка 1М983
| Наименование параметра | 1Н983 | 1А983 | 1М983 |
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Диаметр обрабатываемой трубы, мм | 70..260 | 73..299 | 73..299 |
| Длина обрабатываемой трубы, мм | 6000 | ||
| Наибольший диаметр заготовки над станиной, мм | 830 | 800 | 800 |
| Наибольший диаметр заготовки над суппортом, мм | 450 | 450 | |
| Межцентровое расстояние (РМЦ), мм | 1000, 2000, 3000, 4000 | ||
| Высота центров, мм | 400 | 400 | |
| Наибольшая длина точения без конусной линейки, мм | 800 | 1000, 2000, 3000, 4000 | 800 |
| Наибольшая длина точения с конусной линейкой, мм | 420 | 500 | 420 |
| Длина конусной линейки, мм | 660 | ||
| Наибольшая масса устанавливаемой заготовки в центрах, кг | 5000 | 5000 | |
| Наибольшая масса устанавливаемой заготовки в патроне, кг | 2000 | 2000 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 300 | 310 | 310 |
| Число ступеней частот прямого вращения шпинделя | 12 | 12 | 12 |
| Частота прямого вращения шпинделя, об/мин | 8..355 | 8..355 | 8..355 |
| Число ступеней частот обратного вращения шпинделя | 12 | 12 | 12 |
| Частота обратного вращения шпинделя, об/мин | |||
| Наибольший крутящий момент на шпинделе, кНм | 3 | 3 | 3 ± 0,5 |
| Наличие механизированного зажима кулачков патрона | да | да | да |
| Подачи | |||
| Наибольшая длина хода каретки суппорта, мм | 800 | 1000 | 800 |
| Наибольший поперечный ход суппорта, мм | 500 | 500 | 500 |
| Цена деления лимба при поперечном перемещении суппорта, мм | 0,05 | 0,05 | 0,05 |
| Перемещение суппорта за один оборот лимба при поперечном перемещении суппорта, мм | 5 | 5 | 5 |
| Перемещение суппорта за один оборот лимба при продольном перемещении суппорта, мм | 300 | 300 | 300 |
| Число ступеней продольных и поперечных подач | 32 | ||
| Пределы рабочих подач продольных, мм/об | 0,064..1,025 | 0,06..2,0 | 0,06..2,0 |
| Пределы рабочих подач поперечных, мм/об | 0,031..0,0458 | 0,028..0,936 | 0,028..0,936 |
| Скорость быстрых перемещений суппорта, продольных/ поперечных, м/мин | 3,6/ 1,3 | 5,3/ 2,2 | 5,3/ 2,2 |
| Количество нарезаемых резьб метрических | |||
| Пределы шагов нарезаемых резьб метрических, мм | 1..12 | 1..28 | 1..28 |
| Количество нарезаемых резьб дюймовых | |||
| Пределы шагов нарезаемых резьб дюймовых | 24..2 | 28..2 | 28..2 |
| Наибольшее усилие резания в продольном направлении, кН | 15 | 6,8 | |
| Наибольшее усилие резания в поперечном направлении, кН | 13 | 3,7 | |
| Наличие гидроотскока | да | да | да |
| Резцовые салазки | |||
| Наибольшее перемещение резцовых салазок, мм | 220 | 220 | 220 |
| Наибольшая высота резцов, мм | 32 х 32 | 32 х 32 | 32 х 32 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° | ±90° |
| Цена деления лимба, мм | 0,05 | 0,05 | 0,05 |
| Задняя бабка | |||
| Наибольшее перемещение пиноли, мм | 240 | 240 | 240 |
| Внутренний конус пиноли | Морзе 5 | Морзе 5 | Морзе 5 |
| Наибольшее поперечное перемещение задней бабки, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 5 | 5 | 5 |
| Электродвигатель главного привода, кВт (об/мин) | 14,5 | 16 (940) | 16 (940) |
| Электродвигатель быстрых перемещений суппорта, кВт (об/мин) | 1,1 (1420) | 1,1 (1420) | 1,1 (1420) |
| Электродвигатель зажима изделия, кВт (об/мин) | 2 (900) | 2 (900) | 2 (900) |
| Электродвигатель смазки коробки скоростей, кВт (об/мин) | 0,27 (1450) | 0,27 (1450) | 0,27 (1450) |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,125 (2800) | 0,125 (2800) | 0,125 (2800) |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 3930 х 1860 х 1525 | 3640 х 2021 х 1675 | 3600 х 1910 х 1565 |
| Масса станка, кг | 9050 | 10300 | 9100 |
Список литературы:
Станки трубонарезные 1М983, 1М983Ф101. Руководство по эксплуатации 1М983.00.000 РЭ, 1983
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Технология ремонта токарного станка. Ремонт направляющих станины и суппорта
- Технология ремонта токарного станка. Ремонт передней и задней бабки
- Ремонт шпинделя токарного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник токарных станков
- Заводы производители токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители