Замеры твердости
Замер твердости металла трубопровода и сварных соединений должен производиться в доступных местах для элементов трубопровода (труба, отвод (колено, гиб), переход, кованый (литой) тройник и др.), как правило, в местах выполнения толщинометрии. Допускается замер твердости элементов трубопровода и сварных соединении производить выборочно по одному представителю каждого, при этом выбор представителей должен осуществляться для группы однотипных элементов с одинаковым материальным исполнением, которые находятся в зоне максимальных силовых и тепловых нагрузок. В каждом месте, установленном специалистами, проводящими обследование, должно быть сделано не менее трех замеров. В районе сварных швов твердость определяется с двух сторон от линии шва в каждой из трех зон: основной металл, зона термического влияния (ЗТВ), сварной шов. В каждой зоне делается не менее 3-х замеров, а за результат принимается их среднее арифметическое значение или интервал значений.
Замер твердости выполняется во всех случаях, когда возникает сомнение в качестве металла или сварного шва.
Замер твердости шпилек и гаек производится выборочно (одного-трех изделий) не менее, чем на двух-трех трубопроводах технологической установки, работающих при температуре выше 450 0 С для углеродистых и выше 500 0 С для легированных сталей.
В случае, если полученный результат показывает, что твердость металла на участке трубопровода (или сварного соединения, наплавленного металла) не соответствует нормативно-технической документации, то металл такого участка трубопровода подлежит исследованию с вырезкой образца или отбраковывается.
Если твердость крепежных деталей (шпилек, болтов, гаек) имеет отклонения от нормативных значений, указанных в таблице 18, то они бракуются.
Таблица 18 — Механические свойства сталей для крепежных деталей
Показатель твердости стали
Самый высокий показатель HRC не обязательно является лучшим.
Более твердая сталь, как правило, лучше держит кромку, чем более мягкая сталь, но она также с большей вероятностью трескается или выходит из строя. На самом деле, если она действительно твердая, она может разбиться, как стекло на бетоне!
Сталь, используемая при изготовлении ножа, также имеет большое отношение к тому, насколько хорошо нож будет удерживать кромку. Каждый отдельный стальной сплав имеет свой оптимальный диапазон, который уравновешивает твердость с производительностью и предназначением.
Так почему же показатель ножа по Роквеллу имеет значение? Что такое хорошая твердость по Роквеллу для ножа?
Твердость ножа очень важна с точки зрения его производительности и долговечности. Например, более твердая сталь с RC 58-62 будет держать кромку лучше, чем более мягкая сталь. Однако, эта же самая твердая сталь менее прочна и более склонна к растрескиванию или даже поломке
Некоторые кухонные ножи с высокой твердостью требуют особой осторожности, чтобы не повредить тонкую режущую кромку
Более мягкая сталь более долговечна за счет свой высокой упругости. В большинстве топоров и зубил используется более мягкая сталь, которая выдерживает удары, с которыми они сталкиваются в повседневной работе.
Поскольку карманные ножи и охотничьи ножи обычно не используются для строгания и рубки древесины, они выигрывают от использования более прочной стали, которая сохраняет отличную остроту для нарезки мягких материалов.
Однако, нож для выживания, к которому вы собираетесь приложить экстремальные усилия, только выиграет от твердости по Роквелу 55-58. Нож, который мог бы резать кости и твердую древесину, в первую очередь, должен быть прочным. Нож с более низкой твердостью может затупиться быстрее, но с большей вероятностью переживет большое количество ударов и механических повреждений.
Испытание по Роквеллу помогает производителям ножей уравновешивать три наиболее важных фактора, которые могут повлиять на качество их готовой продукции: твердость, гибкость и вязкость. Наличие этих трех факторов в правильном балансе позволяет им производить ножи для различных сфер использования.
Существует несколько различных аббревиатур, которые могут использоваться изготовителем ножей при указании твердости: HR, HRc, HR C, RC, Rc, C по шкале Роквелла, шкала твердости Роквелла C. Независимо от того, как написано о ножевой стали, все они ссылаются на одну и ту же шкалу С. Это может немного запутать, но просто знайте, что рейтинги сами по себе одинаковы – какое бы обозначение не использовал производитель.
Стэнли П. Роквелл был металлургом на заводе по производству шарикоподшипников в Новой Англии в 1919 году. Он разработал шкалу твердости для того, чтобы измерять твердость шариков для подшипников быстро, точно и с высокой повторяемостью.
Производители всего, начиная от пружин для часов и заканчивая колесами для поездов, давно нуждались в таком испытании и быстро применяли шкалу Роквелла для всех видов стали, а также других металлов, деталей. В конце концов, тест был адаптирован даже для испытаний неметаллических материалов – даже пластмасс.
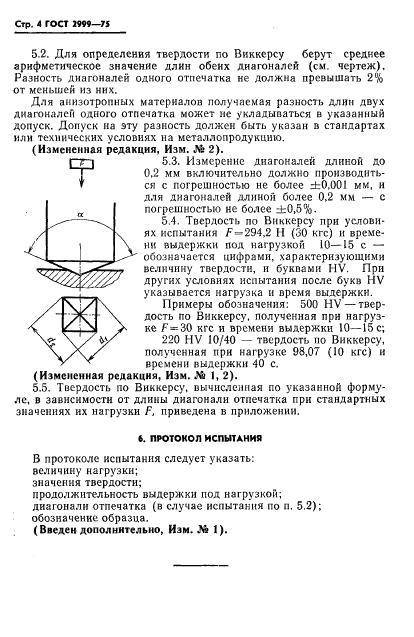
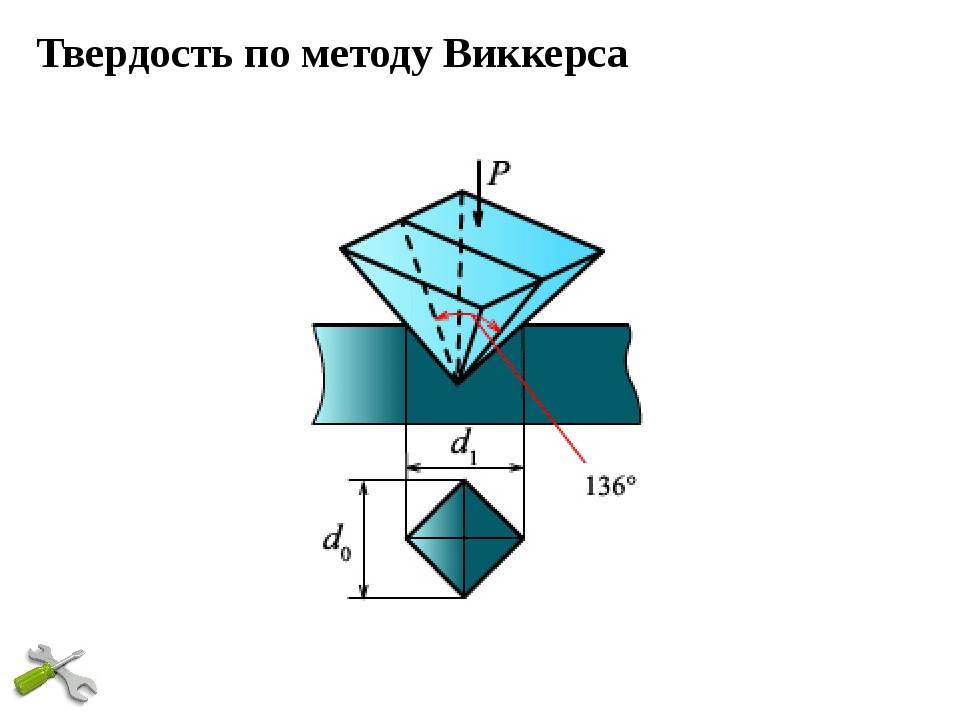
Твердость материалов по Виккерсу
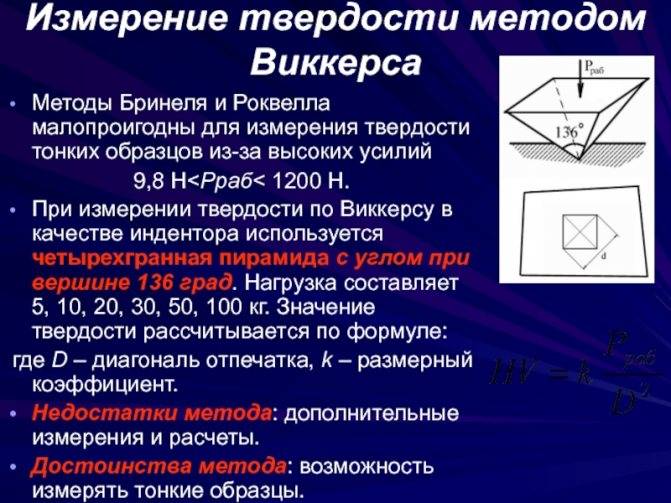
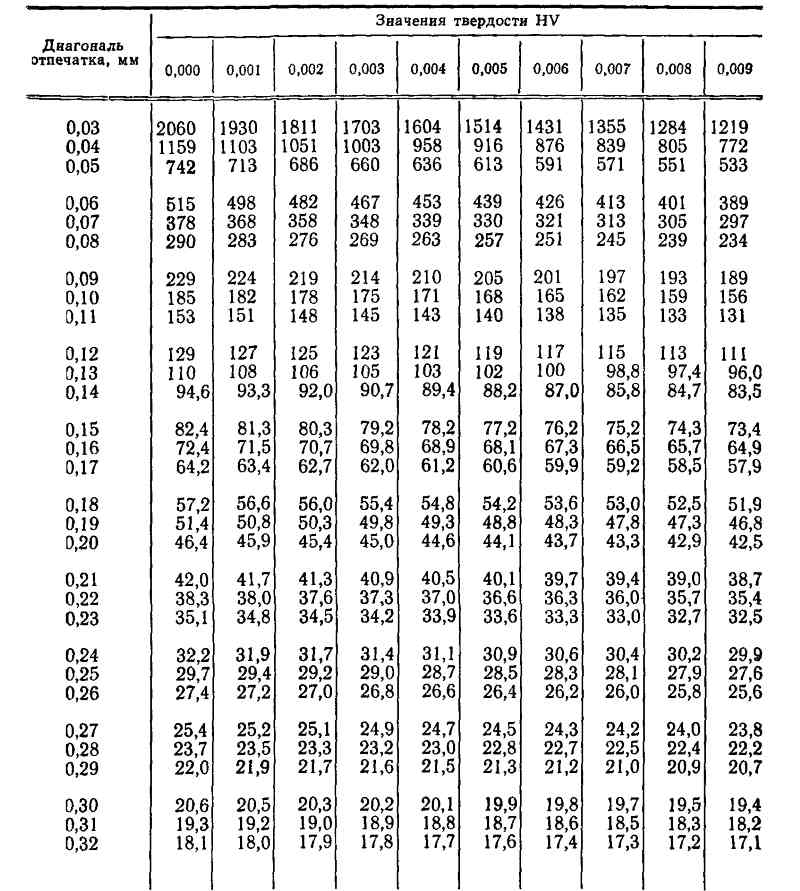
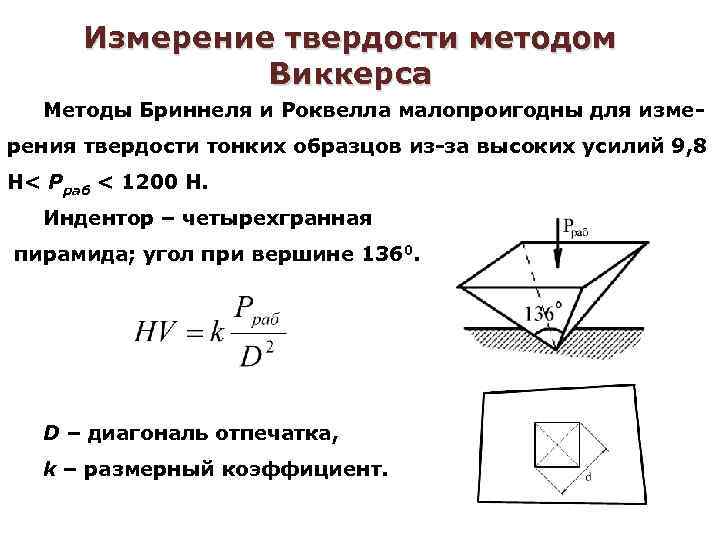
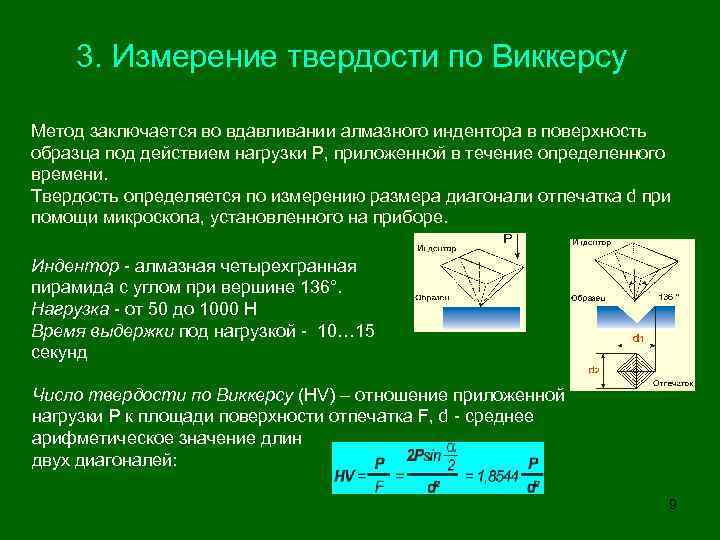
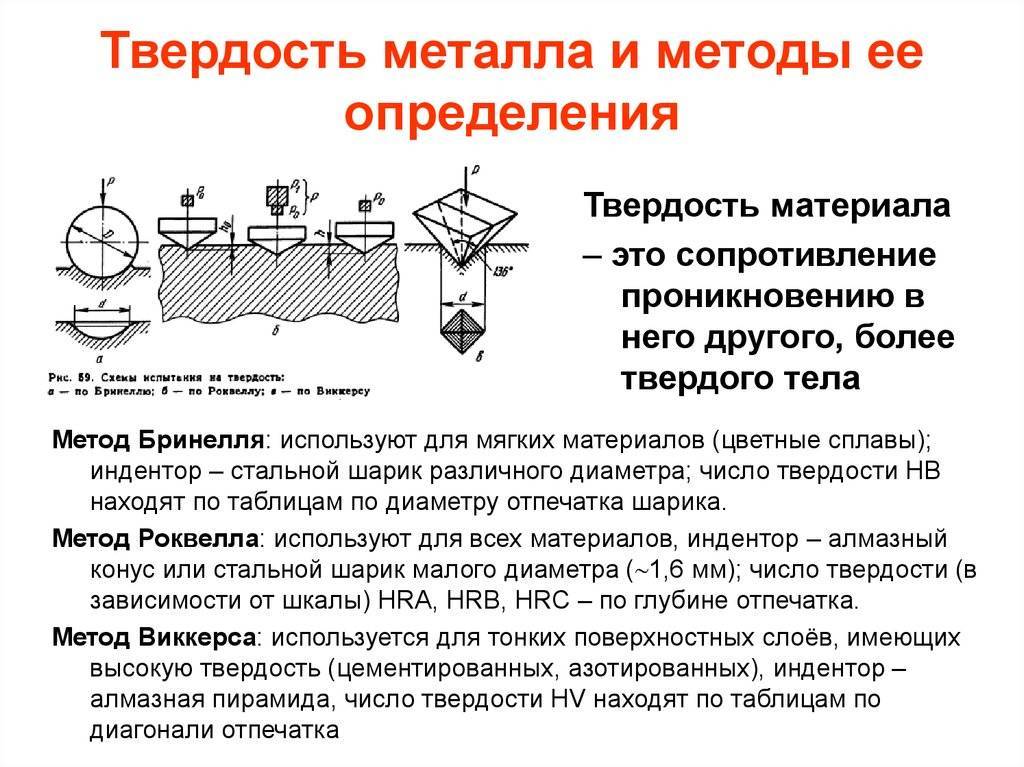
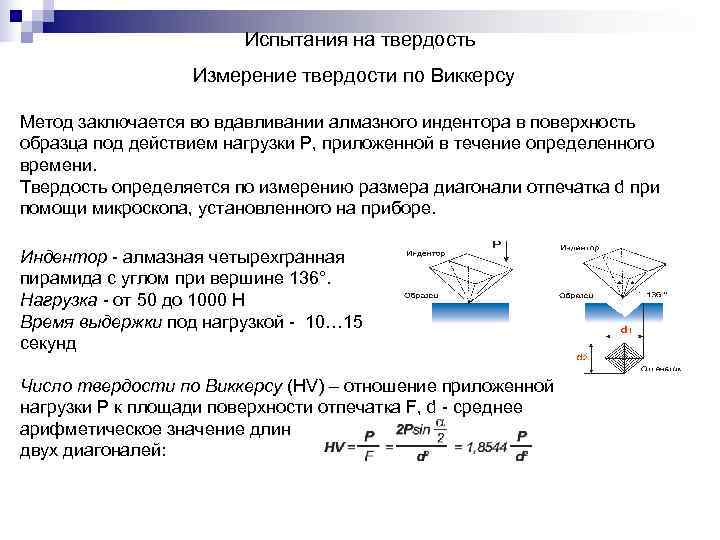
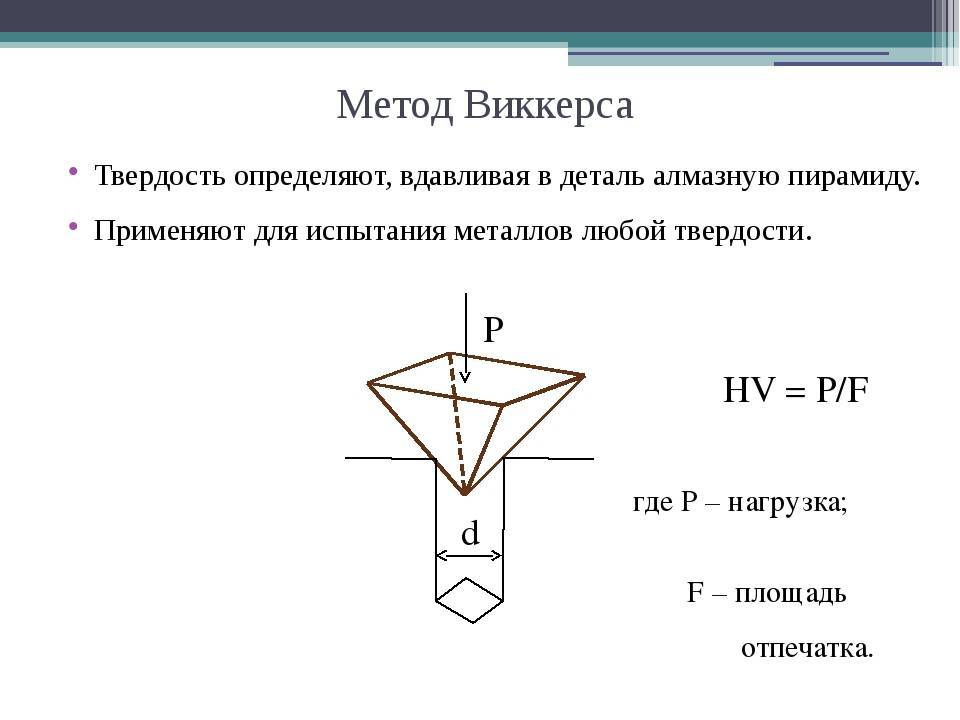
Твердость материала означает его сопротивление местной пластической деформации при проникновении в него другого тела, которое не подвержено такой деформации. Из определения следует вывод, что твердость внедряемого тела должна превышать таковую у испытуемого образца на достаточную величину. Рассмотрим определение твердости по методу Виккерса.
Все методики различаются как технологией измерения, так и используемыми инструментами и устройствами. Наиболее распространены три методики определения величины твердости:
- Сопротивление вдавливанию твердого наконечника (индентора) в испытуемый образец. Форма индентора может быть самой разнообразной – в виде конуса, шара, пирамиды и т.д.
- Сопротивление царапанию высокопрочными эталонными образцами.
- Определение сопротивления качения маятника, где испытуемое тело является опорой наконечника определенной формы.
Большинство измерений проводится на плоской поверхности исследуемого материала. Каждая из методик определения технических характеристик дает определенную погрешность. Для большей точности требуется соблюдение условий по величине испытуемого образца, его минимальной толщине. Кроме того, каждая методика работает только в определенном диапазоне значений измерений.
Шкалы твёрдости по Роквеллу
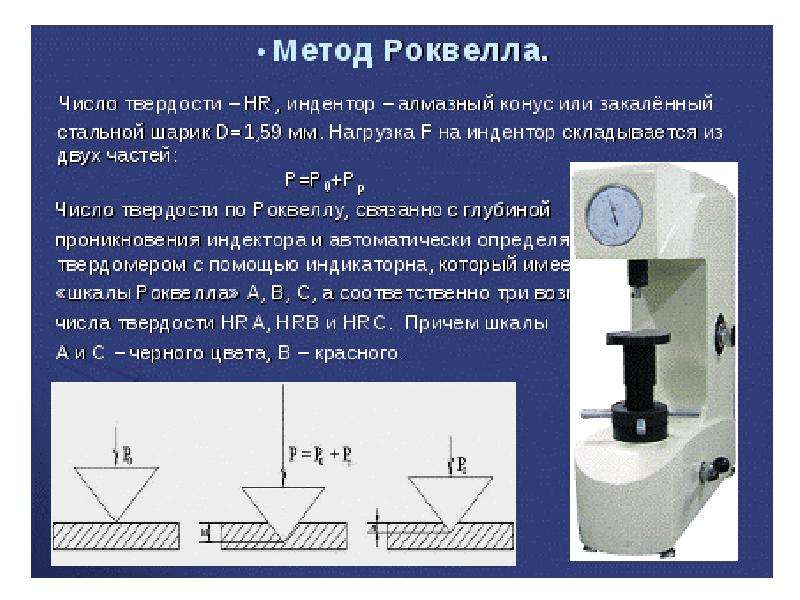
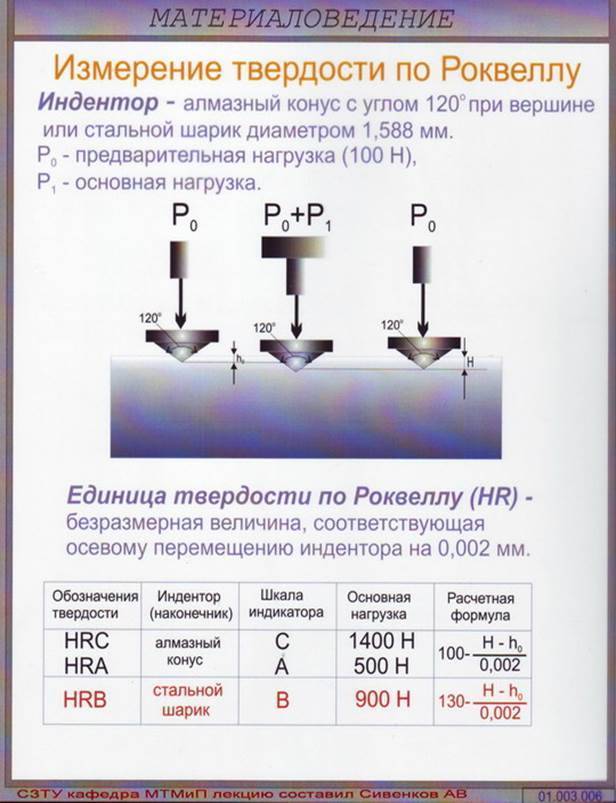
Циферблат прибора для проверки твёрдости по Роквеллу Стандартами нормировано 11 шкал определения твердости по методу Роквелла (A; B; C; D; E; F; G; H; K; N; T), эти шкалы различаются типом индентора, испытательной нагрузкой и константами в формуле для вычисления твёрдости по результатам измерения.
Наиболее широко используются два три инденторов: сферический в виде шарика из карбида вольфрама или инструментальной закалённой стали диаметром 1/16 дюйма (1,5875 мм) или шарик диаметром 1/8 дюйма и конический алмазный наконечник с углом при скруглённой вершине 120°. Стандарты предусматривает в зависимости от шкалы 3 фиксированные нагрузки при вдавливании индентора — 60, 100 и 150 кгс.
Численная величина твёрдости определяется по формуле, коэффициенты в которой зависят от шкалы. Для снижения ошибки измерения от состояния испытуемой поверхности принимается относительная разница в глубине проникновения индентора при приложении основной и предварительной (10 кгс) нагрузки (см. рисунок).
Для обозначения твёрдости, определённой по методу Роквелла, используется сокращение HR, с 3-й буквой, указывающая на шкалу, по которой проводились испытания (HRA, HRB, HRC и т. д. до HRT). Например, HRC 64. Наиболее широко используемые шкалы твёрдости по Роквеллу
| Шкала | Индентор | Нагрузка, кгс |
| А | Алмазный конус с углом 120° при вершине | 60 |
| В | Шарик диаметром 1/16 дюйма из карбида вольфрама (или закалённой стали) | 100 |
| С | Алмазный конус с углом 120° при вершине | 150 |
Формулы для определения твёрдости
Чем твёрже материал, тем меньше будет глубина проникновения наконечника в него. Чтобы при большей твёрдости материала не получалось меньшее число твёрдости по Роквеллу, твёрдость определяют по формуле:
H R = N − H − h s {\displaystyle HR=N-{\frac {H-h}{s}}} где разность H − h {\displaystyle H-h} — относительная глубина проникновения индентора под предварительной и основной нагрузками в мм, N , {\displaystyle N,} s {\displaystyle s} — константы, зависящие от конкретной шкалы Роквелла (см. таблицу).
Таким образом, твердость по Роквеллу является безразмерной величиной. Наиболее часто используемые шкалы Роквелла
| Шкала | Сокращённое обозначение | Испытательная нагрузка | Тип индентора | Область применения | N | s |
| A | HRA | 60 кгс | 120° алмазный сфероконический* | Карбид вольфрама | 100 | 0,002 мм |
| B | HRB | 100 кгс | Диаметр 1⁄16 дюйма (1,588 мм) стальной, сферический | Алюминиевые сплавы, бронза, мягкие стали | 130 | 0,002 мм |
| C | HRC | 150 кгс | 120° алмазный, сфероконический | Твёрдые стали с HRB > 100 | 100 | 0,002 мм |
| D | HRD | 100 кгс | 120° алмазный, сфероконический | 100 | 0,002 мм | |
| E | HRE | 100 кгс | Диаметр 1⁄8 дюйма (3,175 мм) стальной, сферический | 130 | 0,002 мм | |
| F | HRF | 60 кгс | Диаметр 1⁄16 дюйма (1,588 мм) стальной, сферический | 130 | 0,002 мм | |
| G | HRG | 150 кгс | Диаметр 1⁄16 дюйма (1,588 мм) стальной, сферический | 130 | 0,002 мм | |
| *Радиус сферического скругления вершины конуса 0,2 мм |
Область применения
Измерение твердости по методу Виккерса – универсальный метод, но наиболее точные значения он дает при исследовании веществ с высокой твёрдостью. Малые усилия и, соответственно, небольшие линейные размеры отпечатка позволяют практически не нарушать поверхность измеряемого материала.
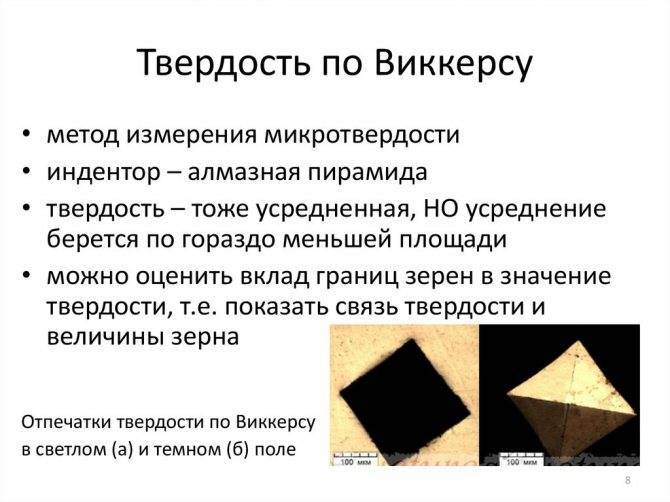
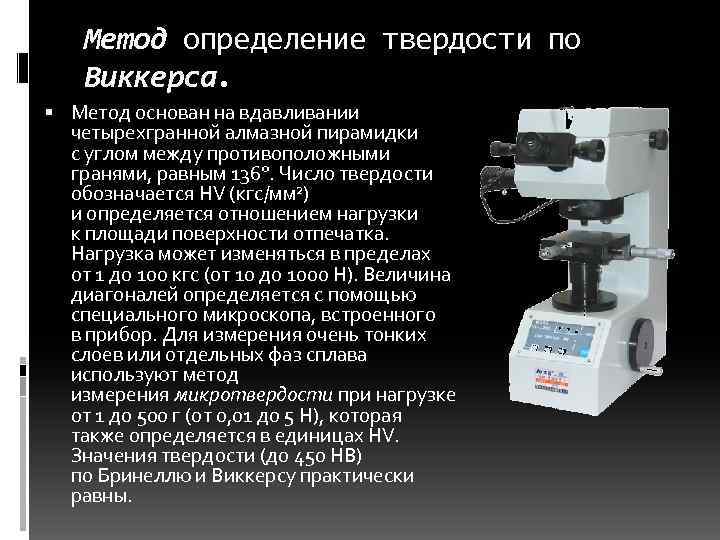
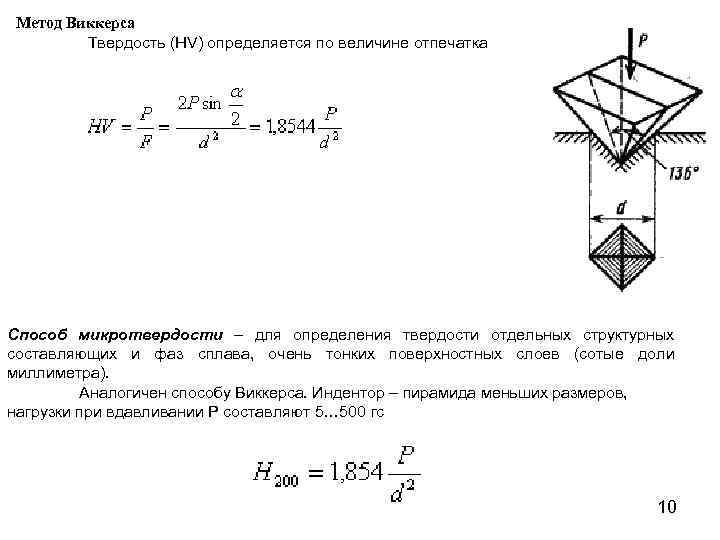
Дальнейшее развитие метод Виккерса получил при измерениях микротвердости. Величина давления при этом составляет от 2 до 500 г, а глубина погружения индентора не превышает 0,2 мкм. Столь малые величины требуют применения микроскопов с большой увеличительной способностью.
Установка для измерения твердости по Виккерсу
Причина применения данной методики заключается в измерениях прочности покрытий практически любой толщины и твердости. Таким образом, не существует принципиальных ограничений по определению характеристик анодированных, цементированных и азотированных деталей и инструментов
Это важно при определении качества гальванических и химических покрытий
Возможны измерения очень тонких поверхностных слоев. К примеру, если использовать методику Виккерса по определению микротвердости с глубиной погружения 0,2 мкм, то допустимая толщина материала составляет 0,3 мкм. Глубина упрочненного слоя стали при использовании различных методик составляет десятые доли миллиметра, толщина слоя родия составляет десятки микрометров.
В отечественных лабораториях наиболее распространен твердомер типа ТП-7Р-1. Он имеет пять фиксированных значений испытательной нагрузки с пределами измерений HV от 8 до 2000.
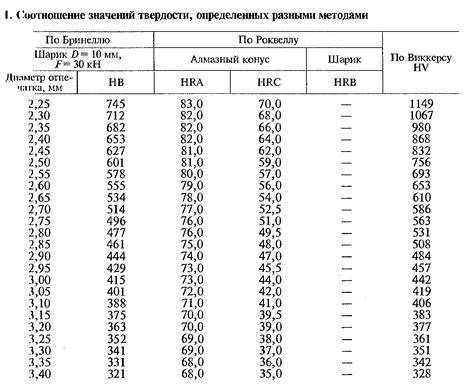
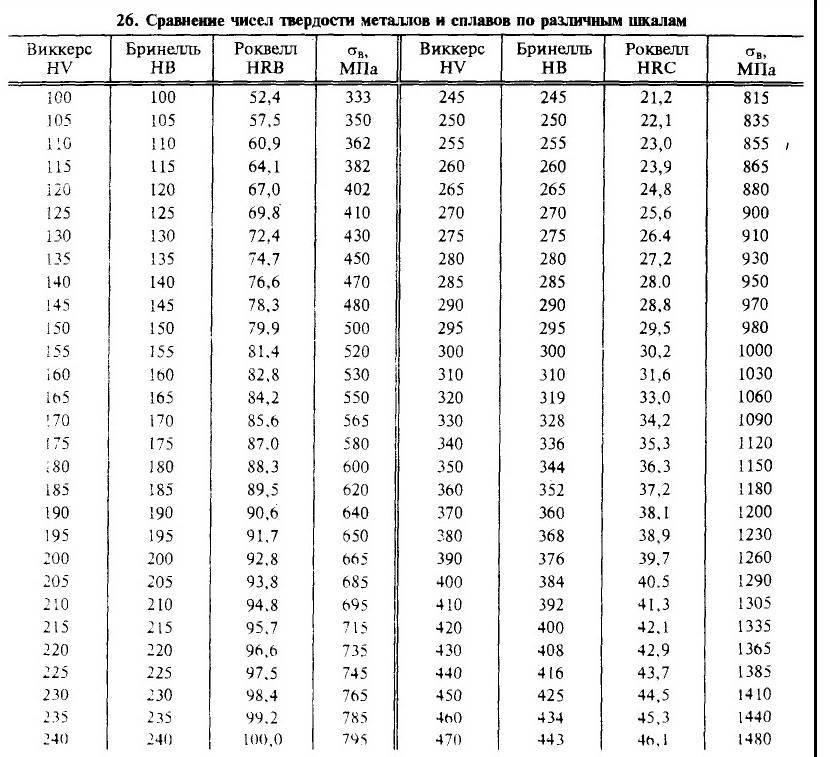
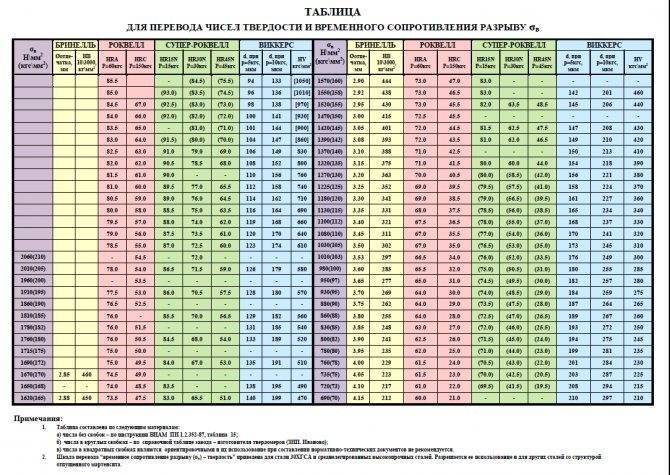
Соотношения между числами твердости
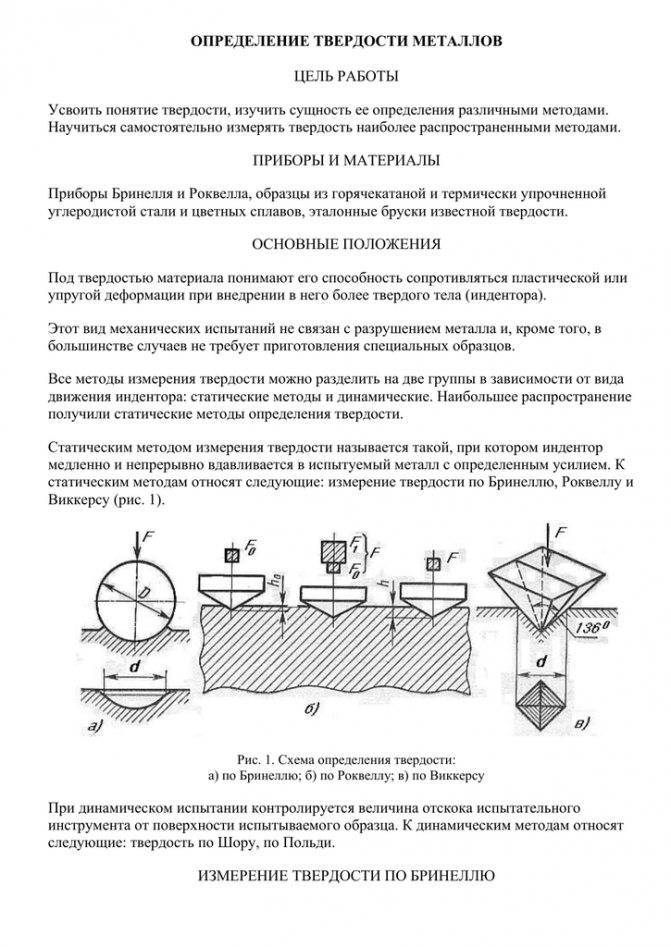
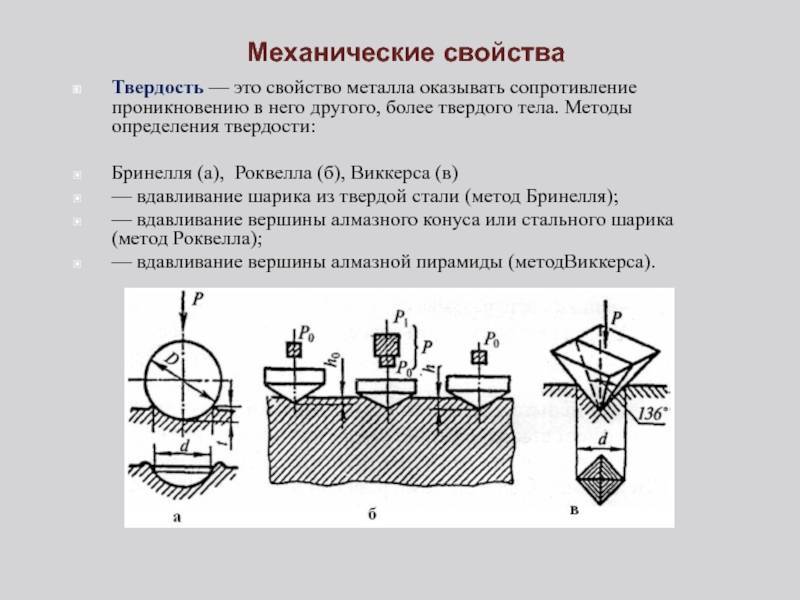
Твердостью металла называют его свойство оказывать сопротивление пластической деформации при контактном воздействии стандартного тела-наконечника на поверхностные слои материала.
Испытание на твердость — основной метод оценки качества термообработки изделия.
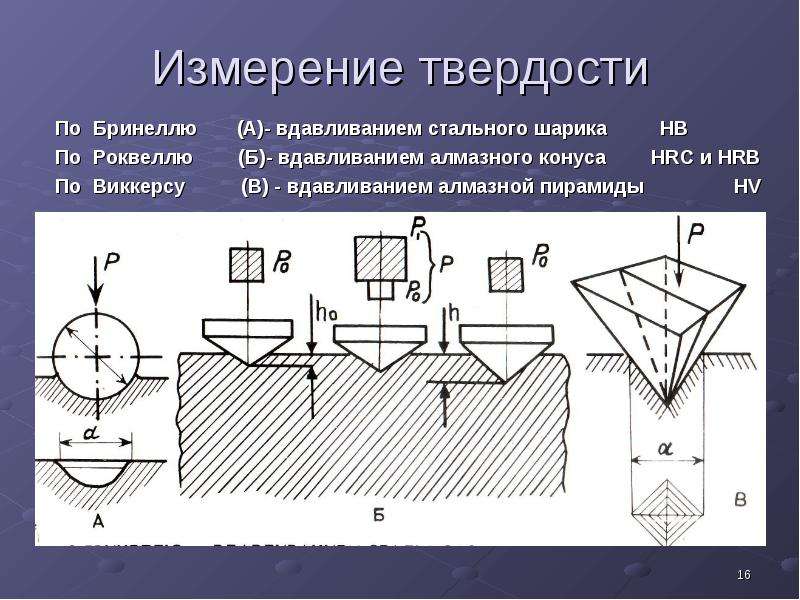
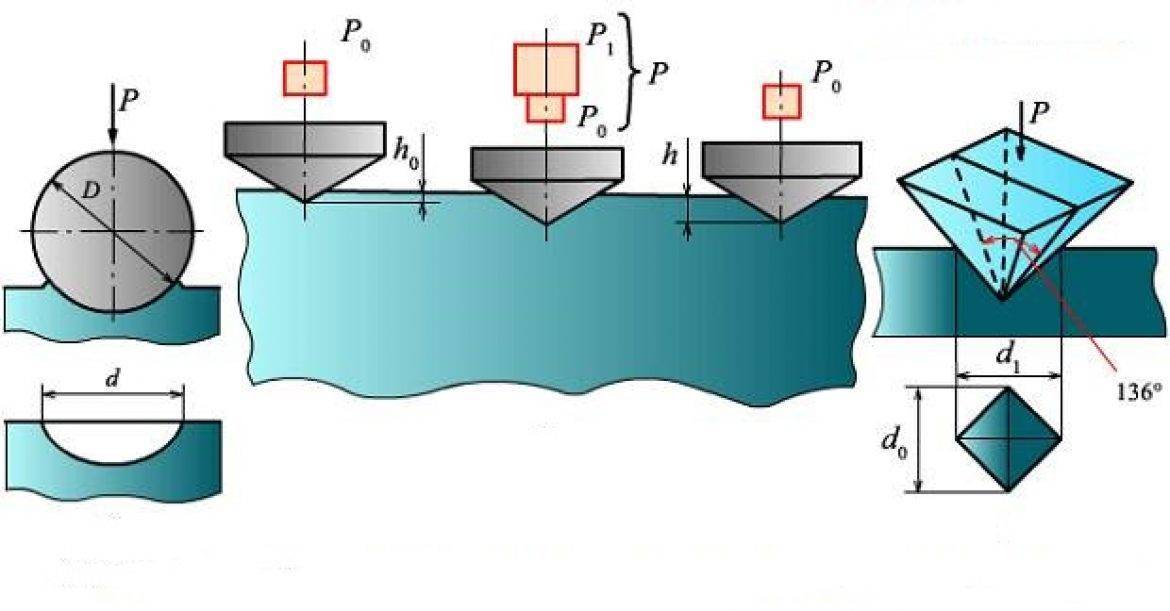
Определение твердости по методу Бринелля. Метод основан на том, что в плоскую поверхность под нагрузкой внедряют стальной шарик. Число твердости НВ определяется отношением нагрузки к сферической поверхности отпечатка.
Метод Роквелла (HR) основан на статическом вдавливании в испытываемую поверхность наконечника под определенной нагрузкой. В качестве наконечников для материалов с твердостью до 450 HR используют стальной шарик. В этом случае твердость обозначают как HRB. При использовании алмазного конуса твердость обозначают как HRA или HRC (в зависимости от нагрузки).
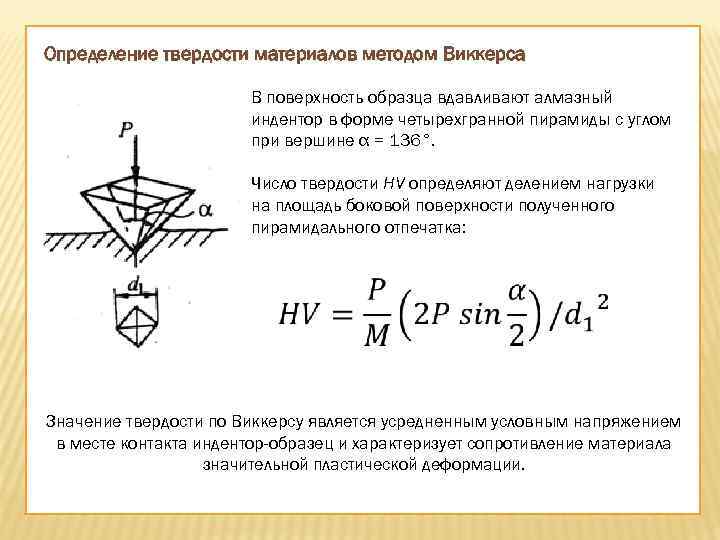
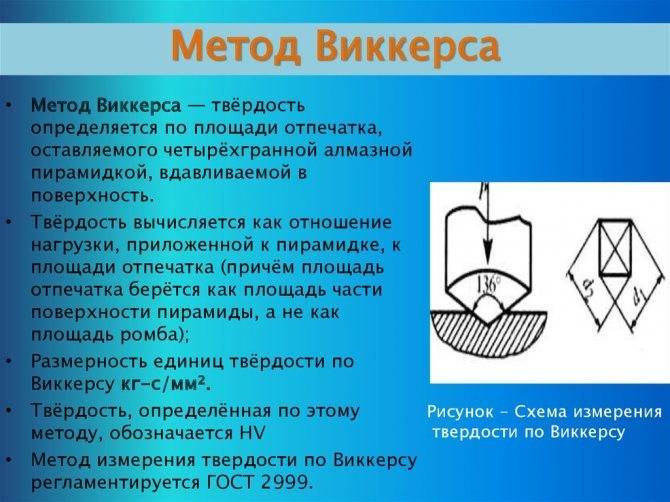
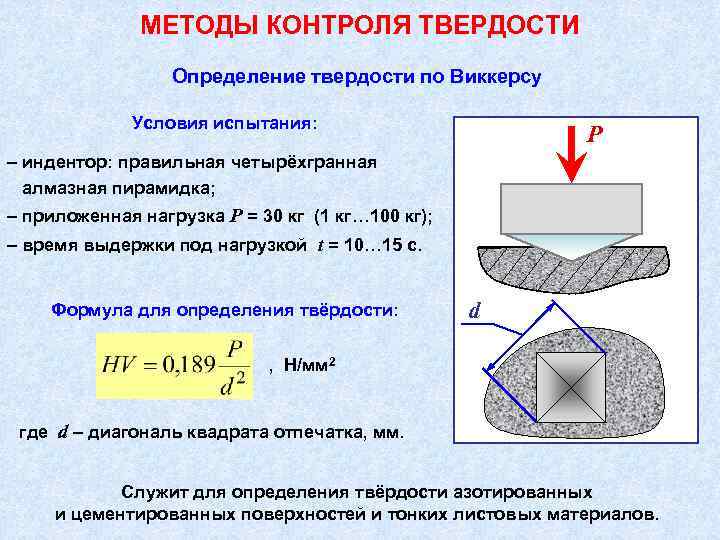
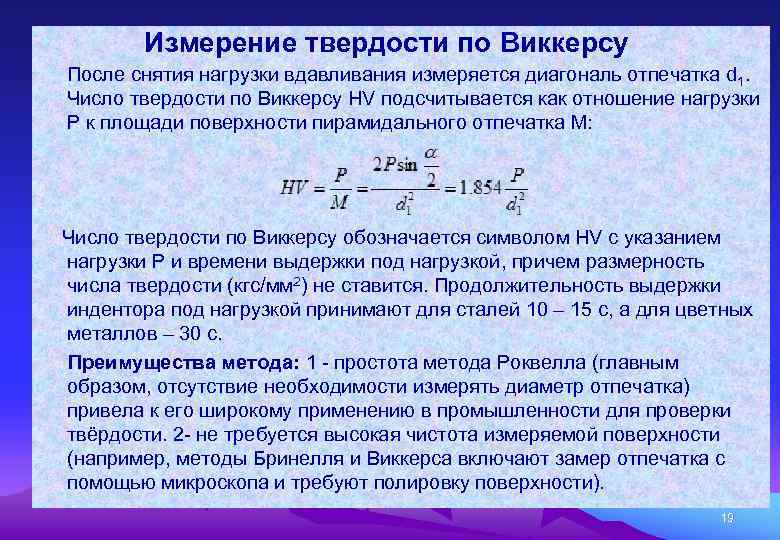
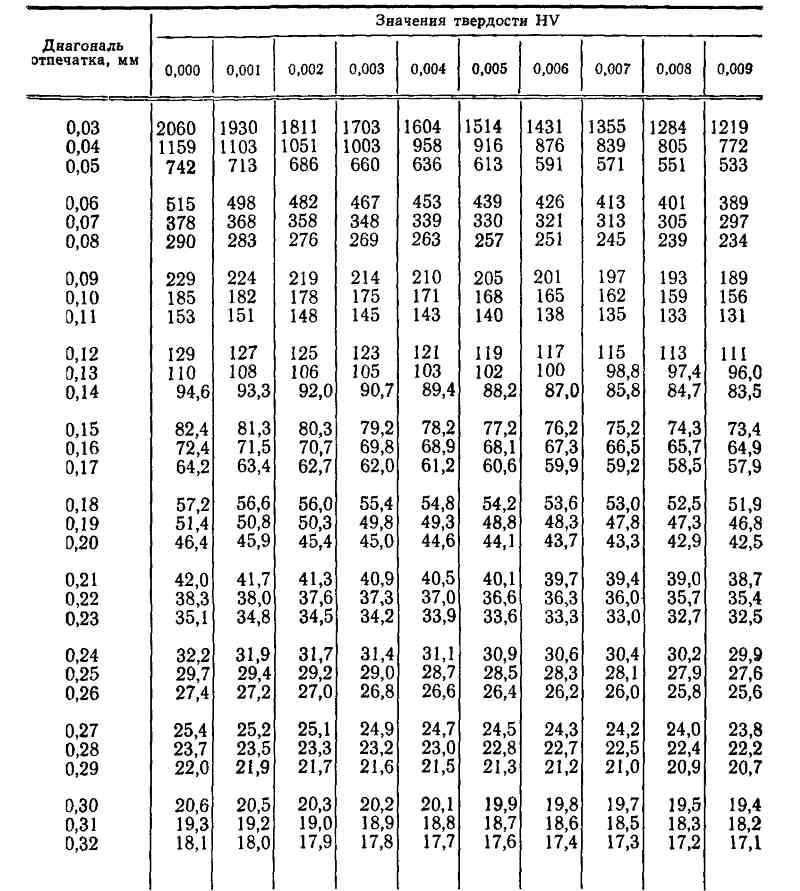
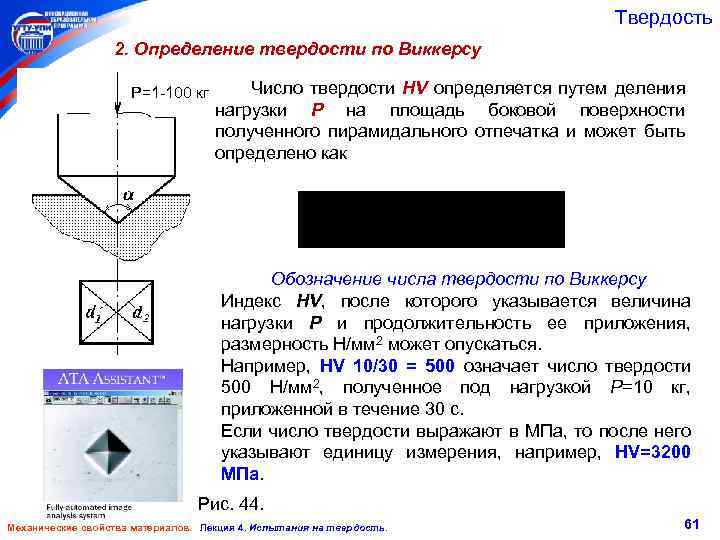
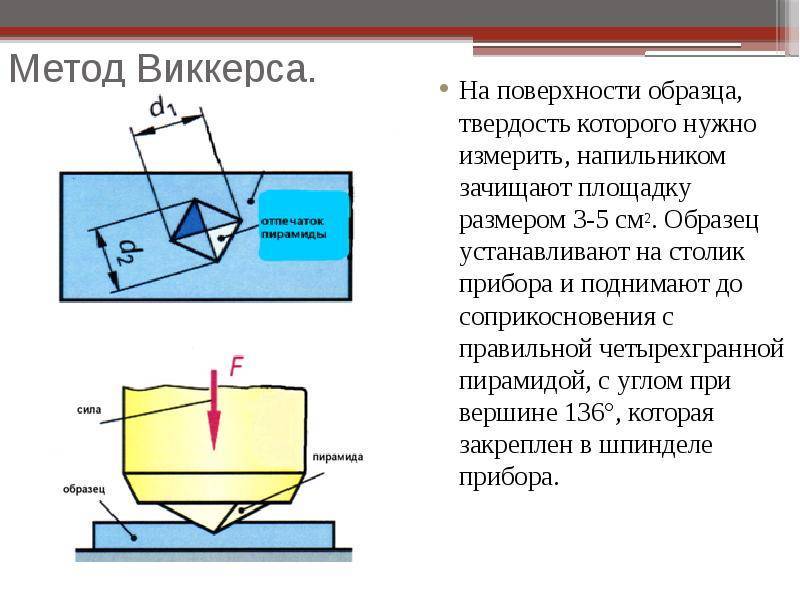
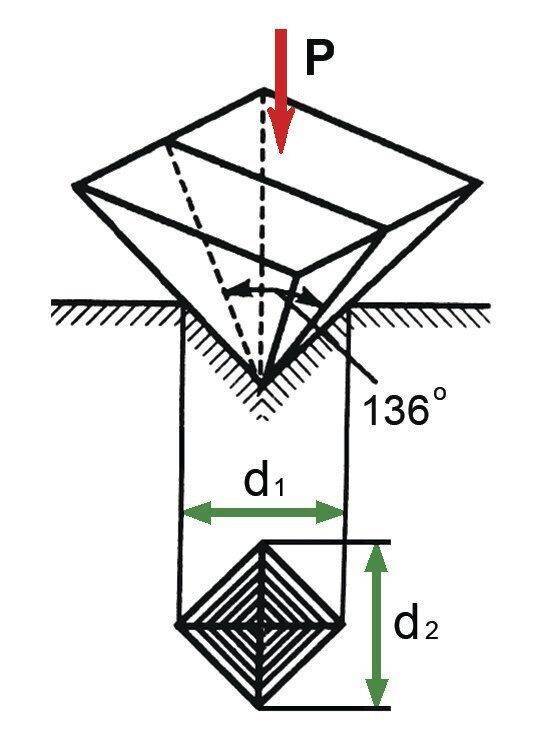
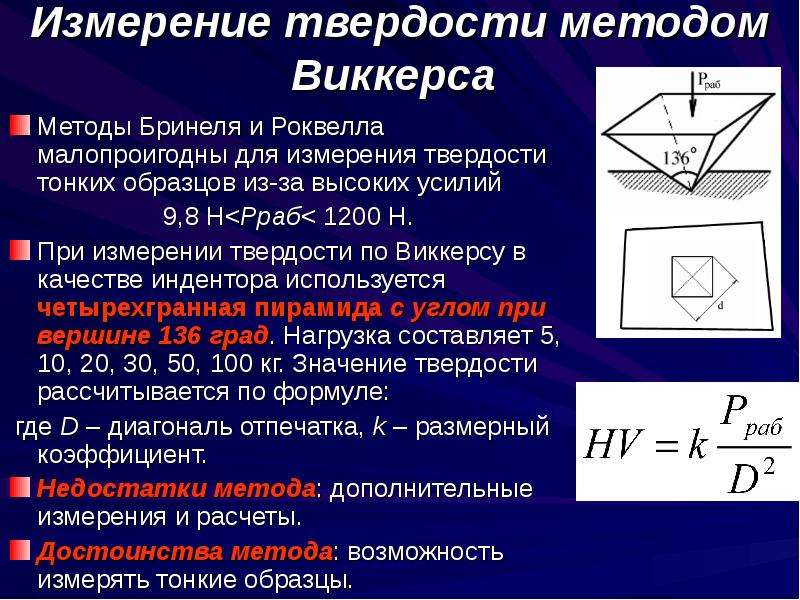
Твердость по методу Виккерса (HV) определяют путем статического вдавливания в испытуемую поверхность алмазной четырехгранной пирамиды. При испытании измеряют отпечаток с точностью до 0,001 мм при помощи микроскопа, который является составной частью прибора Виккерса.
Метод Шора. Сущность данного метода состоит в определении твердости материала образца по высоте отскакивания бойка, падающего на поверхность испытуемого тела с определенной высоты. Твердость оценивается в условных единицах, пропорциональных высоте отскакивания бойка.
Числа твердости HRC для некоторых деталей и инструментов
| Головки откидных болтов, гайки шестигранные, рукоятки зажимные | 33…38 |
| Головки шарнирных винтов, концы и головки установочных винтов, оси шарниров, планки прижимные и съемные, головки винтов с внутренними шестигранными отверстиями, палец поводкового патрона | 35…40 |
| Шлицы круглых гаек | 36…42 |
| Зубчатые колеса, шпонки, прихваты, сухари к станочным пазам | 40…45 |
| Пружинные и стопорные кольца, клинья натяжные | 45…50 |
| Винты самонарезающие, центры токарные, эксцентрики, опоры грибковые и опорные платики, пальцы установочные, цанги | 50…60 |
| Гайки установочные, контргайки, сухари к станочным пазам, эксцентрики круговые, кулачки эксцентриковые, фиксаторы делительных устройств, губки сменные к тискам и патронам, зубчатые колеса | 56…60 |
| Рабочие поверхности калибров — пробок и скоб | 56…64 |
| Копиры, ролики копирные | 58…63 |
| Втулки кондукторные, втулки вращающиеся для расточных борштанг | 60…64 |
Таблица соотношений между числами твердости по Бринеллю, Роквеллу, Виккерсу, Шору
| 65 | 84,5 | — | 2,34 | 688 | 940 | 96 |
| 64 | 83,5 | — | 2,37 | 670 | 912 | 94 |
| 63 | 83 | — | 2,39 | 659 | 867 | 93 |
| 62 | 82,5 | — | 2,42 | 643 | 846 | 92 |
| 61 | 82 | — | 2,45 | 627 | 818 | 91 |
| 60 | 81,5 | — | 2,47 | 616 | — | — |
| 59 | 81 | — | 2,5 | 601 | 756 | 86 |
| 58 | 80,5 | — | 2,54 | 582 | 704 | 83 |
| 57 | 80 | — | 2,56 | 573 | 693 | — |
| 56 | 79 | — | 2,6 | 555 | 653 | 79,5 |
| 55 | 79 | — | 2,61 | 551 | 644 | — |
| 54 | 78,5 | — | 2,65 | 534 | 618 | 76,5 |
| 53 | 78 | — | 2,68 | 522 | 594 | — |
| 52 | 77,5 | — | 2,71 | 510 | 578 | — |
| 51 | 76 | — | 2,75 | 495 | 56 | 71 |
| 50 | 76 | — | 2,76 | 492 | 549 | — |
| 49 | 76 | — | 2,81 | 474 | 528 | — |
| 48 | 75 | — | 2,85 | 461 | 509 | 65,5 |
| 47 | 74 | — | 2,9 | 444 | 484 | 63,5 |
| 46 | 73,5 | — | 2,93 | 435 | 469 | — |
| 45 | 73 | — | 2,95 | 429 | 461 | 61,5 |
| 44 | 73 | — | 3 | 415 | 442 | 59,5 |
| 42 | 72 | — | 3,06 | 398 | 419 | — |
| 40 | 71 | — | 3,14 | 378 | 395 | 54 |
| 38 | 69 | — | 3,24 | 354 | 366 | 50 |
| 36 | 68 | — | 3,34 | 333 | 342 | — |
| 34 | 67 | — | 3,44 | 313 | 319 | 44 |
| 32 | 67 | — | 3,52 | 298 | 302 | — |
| 30 | 66 | — | 3,6 | 285 | 288 | 40,5 |
| 28 | 65 | — | 3,7 | 269 | 271 | 38,5 |
| 26 | 64 | — | 3,8 | 255 | 256 | 36,5 |
| 24 | 63 | 100 | 3,9 | 241 | 242 | 34,5 |
| 22 | 62 | 98 | 4 | 229 | 229 | 32,5 |
| 20 | 61 | 97 | 4,1 | 217 | 217 | 31 |
| 18 | 60 | 95 | 4,2 | 207 | 206 | 29,5 |
| — | 59 | 93 | 4,26 | 200 | 199 | — |
| — | 58 | — | 4,34 | 193 | 192 | 27,5 |
| — | 57 | 91 | 4,4 | 187 | 186 | 27 |
| — | 56 | 89 | 4,48 | 180 | 179 | 25 |
Таблица поправочных коэффициентов для измерения на криволинейных поверхностях
В.1 Сферические поверхности
В таблицах В.1 и В.2 даны поправочные коэффициенты, когда измерения твердости выполняют на сферических поверхностях.
Поправочные коэффициенты приводят для отношения средней длины диагоналей отпечатка к диаметру D сферического образца, на котором выполняют измерения.
Пример:
Диаметр сферического образца D = 10 мм.
Нагрузка F = 98,07 Н.
Средняя длина диагоналей отпечатка d = ,150 мм.
Твердость по Виккерсу =
Поправочный коэффициент получаем из таблицы В.1 интерполяцией = ,983.
Твердость сферического образца – 824×0,983 = 810 HV 10.
Таблица В.1 – Выпуклые сферические поверхности
d/D | Поправочный коэффициент | d/D | Поправочный коэффициент |
0,004 | 0,995 | 0,086 | 0,920 |
0,009 | 0,990 | 0,093 | 0,915 |
0,013 | 0,985 | 0,100 | 0,910 |
0,018 | 0,980 | 0,107 | 0,905 |
0,023 | 0,975 | 0,114 | 0,900 |
0,028 | 0,970 | 0,122 | 0,895 |
0,033 | 0,965 | 0,130 | 0,890 |
0,038 | 0,960 | 0,139 | 0,885 |
0,043 | 0,955 | 0,147 | 0,880 |
0,049 | 0,950 | 0,156 | 0,875 |
0,055 | 0,945 | 0,165 | 0,870 |
0,061 | 0,940 | 0,175 | 0,865 |
0,067 | 0,935 | 0,185 | 0,860 |
0,073 | 0,930 | 0,195 | 0,855 |
0,079 | 0,925 | 0,206 | 0,850 |
Таблица В.2 – Вогнутые сферические поверхности
d/D | Поправочный коэффициент | d/D | Поправочный коэффициент |
0,004 | 1,005 | 0,038 | 1,050 |
0,008 | 1,010 | 0,041 | 1,055 |
0,012 | 1,015 | 0,045 | 1,060 |
0,016 | 1,020 | 0,048 | 1,065 |
0,020 | 1,025 | 0,051 | 1,070 |
0,024 | 1,030 | 0,054 | 1,075 |
0,028 | 1,035 | 0,057 | 1,080 |
0,031 | 1,040 | 0,060 | 1,085 |
0,035 | 1,045 | 0,063 | 1,090 |
0,066 | 1,095 | 0,082 | 1,125 |
0,069 | 1,100 | 0,084 | 1,130 |
0,071 | 1,105 | 0,087 | 1,135 |
0,074 | 1,110 | 0,089 | 1,140 |
0,077 | 1,115 | 0,091 | 1,145 |
0,079 | 1,120 | 0,094 | 1,150 |
В.2 Цилиндрические поверхности
В таблицах В.3 – В.6 даны поправочные коэффициенты, когда измерения твердости выполняют на цилиндрических поверхностях.

Поправочные коэффициенты приводят для отношения средней длины диагоналей отпечатка к диаметру D цилиндрического образца, на котором выполняют измерения.
Пример:
Цилиндрический образец, одна из диагоналей отпечатка параллельна оси цилиндра D = 5 мм.
Средняя длина диагоналей отпечатка d = ,415 мм.
Нагрузка F = 294,2 Н.
Твердость по Виккерсу =
Поправочный коэффициент получаем из таблицы В.6 = 1,075.
Твердость цилиндрического образца = 323×1,075 = 347 HV 30.
Таблица В.3 – Выпуклые цилиндрические поверхности. Диагонали развернуты на 45° относительно оси цилиндра
d/D | Поправочный коэффициент | d/D | Поправочный коэффициент |
0,009 | 0,995 | 0,119 | 0,935 |
0,017 | 0,990 | 0,129 | 0,930 |
0,026 | 0,985 | 0,139 | 0,925 |
0,035 | 0,980 | 0,149 | 0,920 |
0,044 | 0,975 | 0,159 | 0,915 |
0,053 | 0,970 | 0,169 | 0,910 |
0,062 | 0,965 | 0,179 | 0,905 |
0,071 | 0,960 | 0,189 | 0,900 |
0,081 | 0,955 | 0,200 | 0,895 |
0,090 | 0,950 | ||
0,100 | 0,945 | ||
0,109 | 0,940 |
Таблица В.4 – Вогнутые цилиндрические поверхности. Диагонали развернуты на 45° относительно оси цилиндра
d/D | Поправочный коэффициент | d/D | Поправочный коэффициент |
0,009 | 1,005 | 0,082 | 1,050 |
0,017 | 1,010 | 0,089 | 1,055 |
0,025 | 1,015 | 0,097 | 1,060 |
0,034 | 1,020 | 0,104 | 1,065 |
0,042 | 1,025 | 0,112 | 1,070 |
0,050 | 1,030 | 0,119 | 1,075 |
0,058 | 1,035 | 0,127 | 1,080 |
0,066 | 1,040 | 0,134 | 1,085 |
0,074 | 1,045 | 0,141 | 1,090 |
0,148 | 1,095 | 0,189 | 1,125 |
0,155 | 1,100 | 0,196 | 1,130 |
0,162 | 1,105 | 0,203 | 1,135 |
0,169 | 1,110 | 0,209 | 1,140 |
0,176 | 1,115 | 0,216 | 1,145 |
0,183 | 1,120 | 0,222 | 1,150 |
Таблица В.5 – Выпуклые цилиндрические поверхности. Одна из диагоналей параллельна оси цилиндра



d/D | Поправочный коэффициент | d/D | Поправочный коэффициент |
0,009 | 0,995 | 0,085 | 0,965 |
0,019 | 0,990 | 0,104 | 0,960 |
0,029 | 0,985 | 0,126 | 0,955 |
0,041 | 0,980 | 0,153 | 0,950 |
0,054 | 0,975 | 0,189 | 0,945 |
0,068 | 0,970 | 0,243 | 0,940 |
Таблица В.6 – Вогнутые цилиндрические поверхности. Одна из диагоналей параллельна оси цилиндра
d/D | Поправочный коэффициент | d/D | Поправочный коэффициент |
0,008 | 1,005 | 0,087 | 1,080 |
0,016 | 1,010 | 0,090 | 1,085 |
0,023 | 1,015 | 0,093 | 1,090 |
0,030 | 1,020 | 0,097 | 1,095 |
0,036 | 1,025 | 0,100 | 1,100 |
0,042 | 1,030 | 0,103 | 1,105 |
0,048 | 1,035 | 0,105 | 1,110 |
0,053 | 1,040 | 0,108 | 1,115 |
0,058 | 1,045 | 0,111 | 1,120 |
0,063 | 1,050 | 0,113 | 1,125 |
0,067 | 1,055 | 0,116 | 1,130 |
0,071 | 1,060 | 0,118 | 1,135 |
0,076 | 1,065 | 0,120 | 1,140 |
0,079 | 1,070 | 0,123 | 1,145 |
0,083 | 1,075 | 0,125 | 1,150 |
Как проводятся испытания металлов на твердость
Твердость – способность металлов сопротивляться другому, более твердому телу
Эта характеристика является очень важной, тесно связанной с такими основными свойствами, как износостойкость, сопротивление и другие
Методы определения твердости металлов
Для определения величины твердости применяются различные методы: по диаметру отпечатка, отскоку, глубине вдавливания и другие. Выбор метода зависит от условий испытания, требований к сохранности образца.


Метод Бринелля
Этот метод позволяет определить твердость металла по диаметру оставленного отпечатка, который оставляется специальным шариком. Величина твердости определяется соотношением усилия к площади отпечатка (учитывается площадь части сфера, а не круга отпечатка). Размерность определяется, как HB, где Н – твердость, В – Бринелль (используемый метод).
Для оценки используется специальный пресс и шарик из шарикоподшипниковой закаленной стали, вдавливаемый в поверхность металла. Диаметр оставленной лунки определяется при помощи специальной лупы, значение твердости указывается в таблицах. Порядок исследования включает в себя такие этапы:
- образец (деталь) размещается на предметном столике, поднимается к стальному шарику при помощи штурвала;
- после включения мотора пресс вдавливает шарик в металл;
- проводится оценка отпечатка, сравнение с табличными данными.
Метод Роквелла
Этот метод используется для определения величины твердости по глубине вдавливания конуса. Для исследования применяется алмазный конус, вдавливаемый при постоянной нагрузке, равной 10 кг, далее – при полной нагрузке в 60 кг или 150 кг.
Порядок оценки включает в себя следующие этапы:
- образец располагается на специальном столике;
- алмазный конус крепится в оправе над образцом;
- при помощи штурвала образец поднимается к конусу под указанным давлением;
- ручка освобождает груз, образец опускается;
- специальный индикатор определяет глубину вдавливания, т есть значение твердости для испытуемого металла.
Метод динамического вдавливания
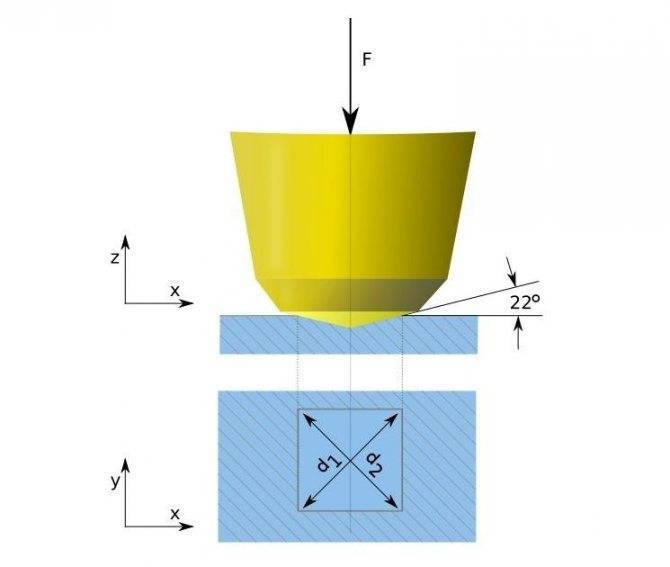
Метод динамического вдавливания может производится при помощи испытаний двух типов – по Виккерсу и Шору. В первом случае величина определяется по оставленной площади отпечатка. При испытаниях по Шору твердость испытуемого металла определяется по глубине проникновения индентора. Этот метод может использоваться для мягких материалов (вариант А) и для твердых (вариант D).
При испытаниях для массивных конструкций и деталей используются специальные переносные приборы, для остальных случаев применяются стационарные установки. Порядок оценки очень простой:
- осуществляется закладка эталонного образца или его размещение в контрольной области;
- удар молотком по прибору провоцирует нанесение отпечатка на исследуемую область (для этого используется специальный шарик);
- проводится сопоставление лунки на образце или детали с табличными значениями.
Метод упругой отдачи (отскока)
Для оценки по методу Шора используется склероскоп, сам метод применим в тех случаях, когда нельзя применять другие способы из-за опасения повредить поверхность готового изделия.
Твердость оценивается в условных единицах HSx, которые будут пропорциональны значению высоты отскока бойка. Порядок испытаний очень простой, с постоянной высоты на поверхность металла падает боек и отскакивает. Величина отскока показывает значение твердости, которая будет тем больше, чем выше отскочит боек.
Метод отличается высокой производительностью, он часто используется для оценки одних и тех же металлов с одинаковыми свойствами упругости.
Испытания на твердость широко используются в различных сферах промышленности. Они отличаются производительностью, простотой измерений и не влекут за собой разрушения готового изделия. Кроме того, оценка твердости дает возможность одновременно определить и другие показатели для металлов, например, предел прочности или временного сопротивления.
Метод измерения твердости по виккерсу область применения
Металлы и сплавы
ИЗМЕРЕНИЕ ТВЕРДОСТИ ПО ВИККЕРСУ
Metals and alloys. Vickers hardness test. Part 1. Test method
Дата введения 2008-08-01
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации — ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Всероссийским научно-исследовательским институтом физико-технических и радиотехнических измерений Федерального агентства по техническому регулированию и метрологии на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Управлением метрологии Федерального агентства по техническому регулированию и метрологии
4 Настоящий стандарт идентичен международному стандарту ИСО 6507-1:2005 «Материалы металлические. Определение твердости по Виккерсу. Часть 1. Метод испытания» (ISO 6507-1:2005 «Metallic materials — Vickers hardness test — Part 1: Test method»).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (подраздел 3.5)
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении Е
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет