

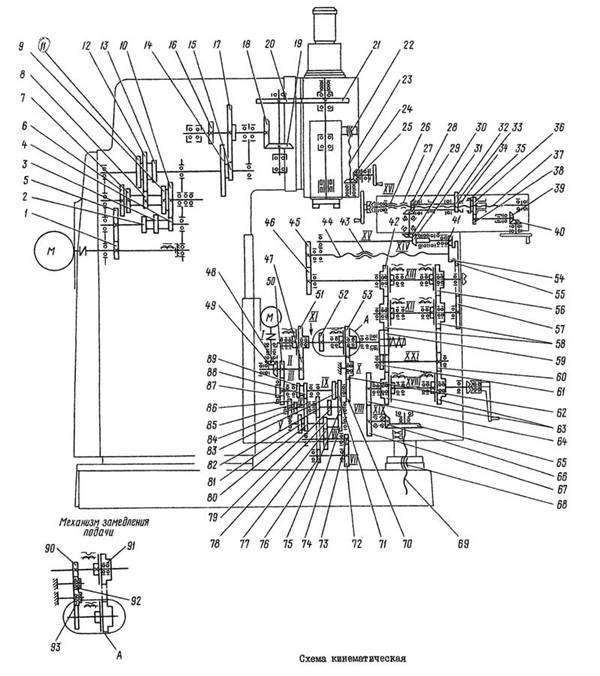
Кинематическая схема фрезерного станка с ЧПУ 6Р13РФ3
Кинематическая схема фрезерного станка с ЧПУ 6р13рф3
Механизмы и движения в станке
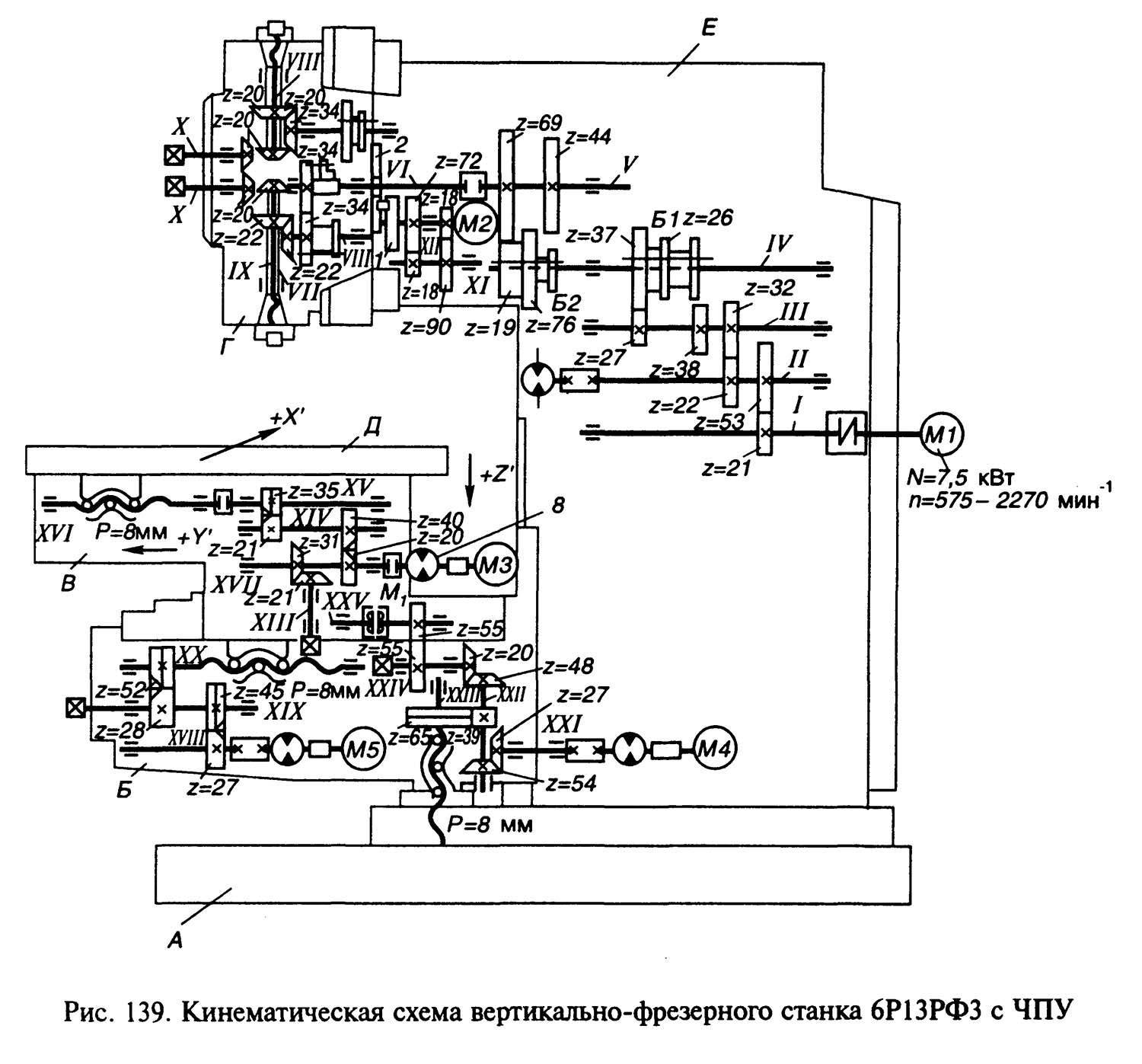
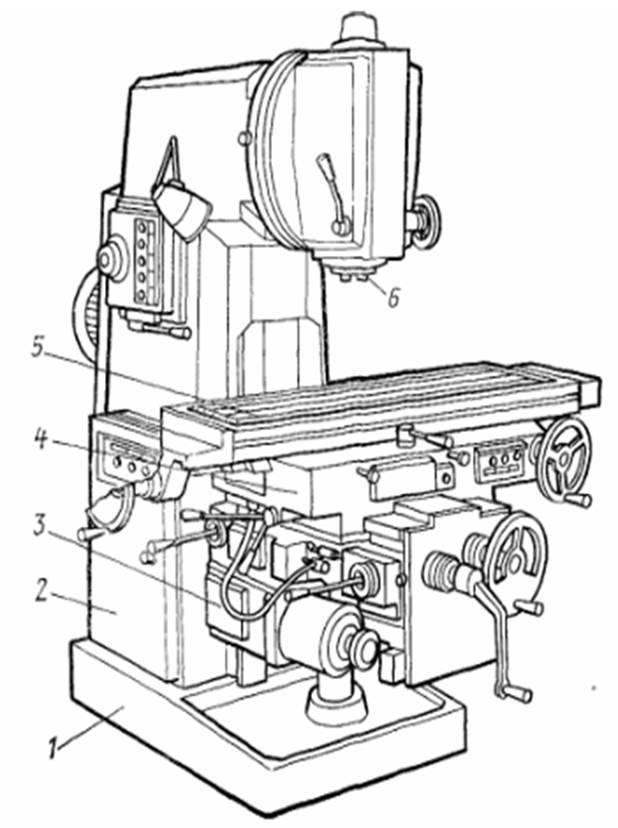
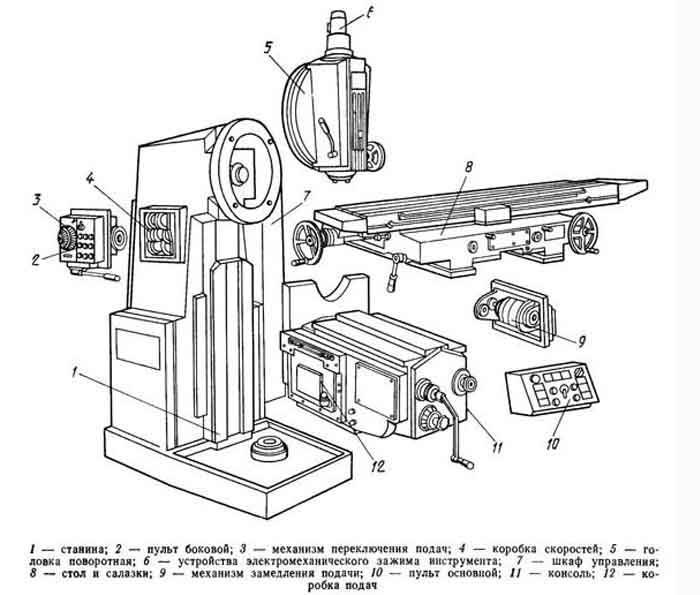
Станина А (рис. 139) обладает высокой жесткостью за счет развитого основания, трапецеидального сечения по высоте, внутренних ребер и перегородок. Револьверная головка Г имеет шесть шпинделей, расположенных под углом 60° друг относительно друга. Один из шпинделей усилен для выполнения тяжелых фрезерных работ. Консоль Б перемещается по вертикальным направляющим станины (координата Z’). По горизонтальным направляющим консоли движутся поперечные салазки В (координата Y’ по направляющим последних в продольном направлении — стол Д (координата X’). В станине расположена коробка скоростей Е. В корпусе консоли смонтированы механизмы поперечной и вертикальной подач, в салазках — механизм продольной подачи.
Кинематика станка
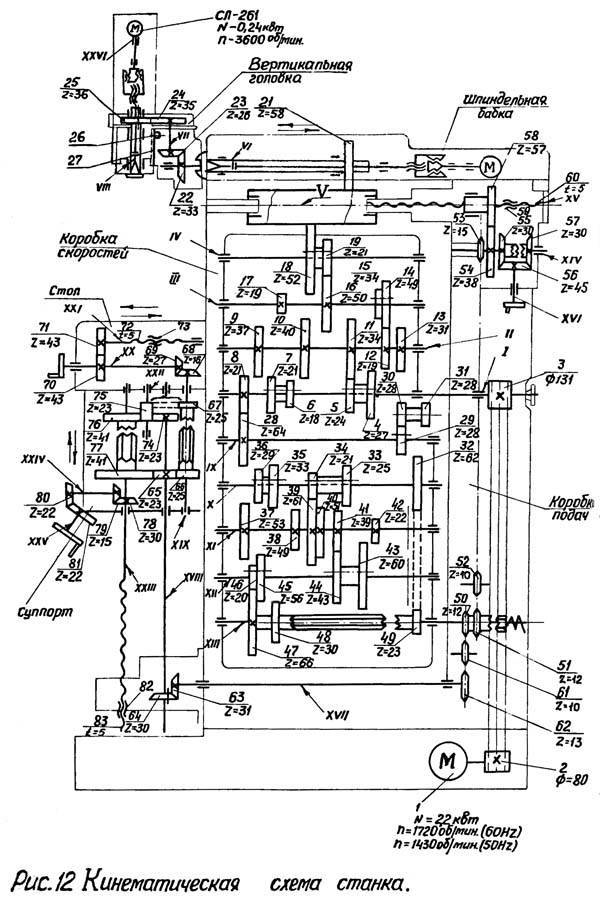
Главное движение шпиндель VIII получает от электродвигателя постоянного тока Ml через упругую соединительную муфту и зубчатые колеса коробки скоростей и револьверной головки. Вариация частоты вращения шпинделя обеспечивается в автоматическом цикле за счет запрограммированного изменения задающего напряжения для тиристорного преобразователя, а также передвижением блоков Б1 и Б2 посредством гидроцилиндров. Уравнение минимальной частоты вращения шпинделя пmin = 575 х (27/53) х (22/32) х (27/37) х (19/69) х (34/34) х (22/22) = 40 об/мин, где 575 — наименьшая частота вращения вала электродвигателя ML
Для крепления оправки с инструментом служит шомпол IX, который смонтирован в отверстии шпинделя. На переднем конце шомпола нарезана резьба, на заднем конце насажено коническое кольцо Z= 20. С последним при зацеплении оправки зацепляется колесо Z= 20 вала X.
К валу II присоединен шестеренный насос, обеспечивающий смазывание элементов коробки скоростей револьверной головки.
Револьверная головка
Револьверная головка состоит из основания, к которому полукольцами притянута поворотная плита. На торце плиты закреплены шесть шпиндельных корпусов. Центральный вал VI поворотной плиты соединен с крестовой муфтой с выходным валом V коробки скоростей. На валу VI закреплено ведущее колесо Z= 34 с направляющим зубчатым диском. Вращение от ведущего колеса через передачу i = 34/34 и коническую пару i = 20/20 (или i = 22/22) получает лишь тот шпиндель VIII, который находится в рабочем положении. Поворот головки в заданную позицию осуществляется от гидродвигателя М2 (типа Г12—22) через зубчатые пары Z= 18—90, Z— 18—72, диск 1 с цевкой и мальтийский крест 2 Каждый шпиндельный корпус имеет с наружной стороны гнездо, в которое входит фиксатор, выдвигаемый по команде от конечных выключателей. Таким образом фиксируется положение револьверной головки.
Вертикальная, продольная и поперечная подачи
Вертикальная, продольная и поперечная подачи и ускоренные перемещения осуществляются от шаговых двигателей ШД5Д1 с гидроусилителями моментов Э32Г1824. Ходовой винт качения XVI поперечной подачи (шаг р= 8 мм), получает вращение от двигателя 8 через две пары косозубых колес i=20/40, i=21/35. Величина минимального перемещения по координате Y : (1/240) х (20/40) х (21/35) х 8 = 0,01 мм.
Вертикальная подача осуществляется от двигателя М4 через передачи i = 27/54, i = 21/35. Величина минимального перемещения по координате у; (1/240)(20/40)(21/35) х 8 = 0,01 мм.
Вертикальная подача осуществляется от двигателя М4 через передачи i = 27/54, i = 39/65 и винт-гайку качения XXIII (шаг р = 3 мм). Пружинная гидравлическая муфта М предохраняет консоль Б от самопроизвольного опускания при остановке станка. Консоль оснащена зажимным устройством, работающим от УП и действующим при отсутствии вертикального перемещения.
Продольная подача осуществляется от двигателя М5 через беззазорный редуктор i = 27/45, i = 26/52 и винт-гайку качения XX (шаг р = 3 мм), величина продольного хода ограничена кулачками.
Кинематические цепи ускоренных подач те же, что и для рабочих подач. Гнезда рукояток ручных подач имеют конечные выключатели для блокировки. При вытаскивании рукоятки из гнезда размыкается электрическая цепь механической подачи.
Назначение станка
Серия станков имеет различные модификации, но многие характеристики в пределах модельного ряда остаются одинаковыми. 6М12П – это усовершенствованная версия серии Н.
Благодаря использованию таких приспособлений можно выполнять большое количество операций:
- Фрезерование различных деталей, основой для которых послужили материалы вроде цветных и чёрных металлов, чугуна и стали. Форма может быть любой – радиусной и концевой, цилиндрической, торцевой.
- Поддержка циклов на автомате, полуавтомате. Благодаря этому станки становятся незаменимыми помощниками при выполнении работ с операционным характером, с полностью автоматизированными линиями.
- Станки позволяют обрабатывать поверхности горизонтального и вертикального типа, пазы и углы.
- Фрезерование может быть встречным, либо попутным.
- Скоростное фрезерование – метод обработки, при использовании которого оборудование становится особенно эффективным.

Related Posts via Categories
- Торцевая насадная фреза – качественная резка стали и чугуна
- Копировально-фрезерный станок своими руками – создаем надежное оборудование!
- Мини-станок для фрезерования – как собрать своими руками?
- Самодельный фрезерный станок по металлу – собирается без проблем!
- Делительная головка для фрезерного агрегата и другие приспособления
- Фрезерно-гравировальный станок – высокоточный агрегат с программным управлением
- Токарно-фрезерный станок – что дает нам его универсальность?
- Фрезерный настольный станок с ЧПУ – высокоточная обработка небольших изделий
- Корвет 83 – надежное оборудование для фрезерования заготовок из дерева
- НГФ-110 (Ш4) – надежный и эффективный учебный фрезерный агрегат
Кинематическая схема
Изначально движение подается от электрического двигателя через муфту. От последней начинает двигаться шпиндель при помощи трех блоков с зубцами. Указано в паспорте изделия, что всего допустимо 18 скоростей, которые передаются от коробки шпинделю. В консоли двигатель, который и определяет передачу вращения. Через муфту перемещается далее в консоль.
Влияют на скорость передачи фрикционы хода около двигателя. На станке 6Р12 невозможно включить сразу несколько скоростей, тем самым обеспечивается надежность устройства и специалистов, которые с ним работают. Закрепляющим кинематическую систему элементом служит стандартно станина.

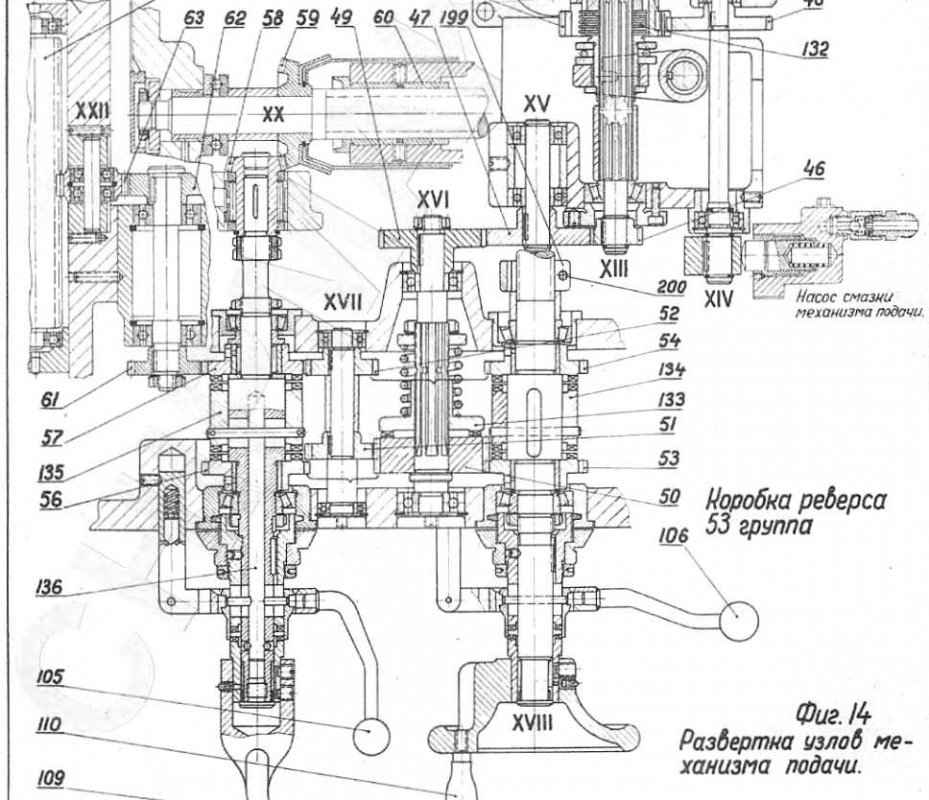
Механизм подач
Обычно механизмы подач состоят из нескольких валов. И у каждого устройства имеются свои особенности работы:
- На трёх шарикоподшипниках устанавливается 6-ой вал.
- Сцепление этой детали регулируется при её перемещении. Для этого надо использовать винты, ввёрнутые во фланец.
- По тому же правилу устанавливают пятый вал. Подтягивания гайки с левого торца достаточно для регулирования этой части.
- На трёх опорах располагается четвёртый вал, благодаря чему увеличивается жёсткость.
- К шлицевому типу устройств относятся валы 2, 3 и 4. Они участвуют в передвижении зубчатых блоков.
Механизм переключения скоростей, фактически, становится отдельным самостоятельным узлом. На поверхности располагается лимб 1, где наносятся все 18 числе оборотов шпинделя.

Подключение станка
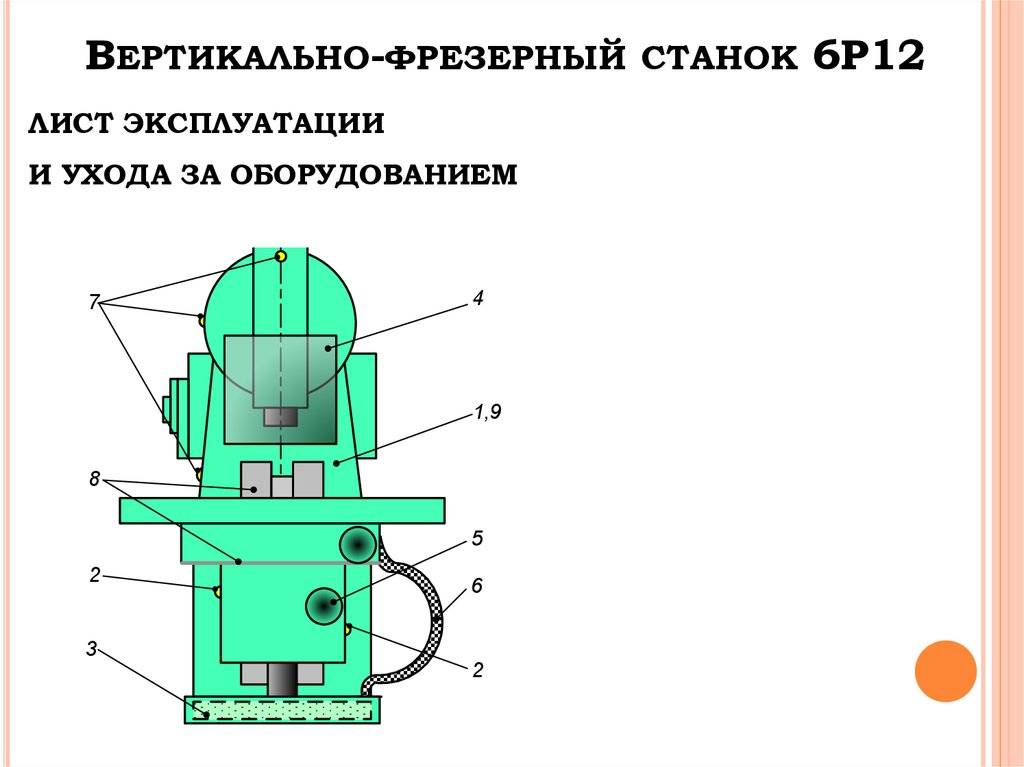
До подключения станка к питающей электросети подключите станок к цеховой системе заземления 4 (рис.1)
Подвод кабеля от цеховой электрической сети к вводным клеммам станка производится через крышку 5 на верхней стенке станции управления. Сечение жил кабеля (проводов) определяется номинальным током станка и номинальным током расцепителя вводного выключателя, указанных на табличке 1.







ВНИМАНИЕ! Станок должен быть надежно заземлен в соответствии с правилами и нормами. ЗАПРЕЩАЕТСЯ РАБОТА НА СТАНКЕ С ОТКРЫТЫМИ ШКАФОМ УПРАВЛЕНИЯ И КЛЕММНОИ КОРОБКОЙ
ПРОФИЛАКТИЧЕСКИЙ РЕМОНТ, ОСМОТР И ЧИСТКУ ЭЛЕКТРООБОРУДОВАНИЯ ПРОИЗВОДИТЬ ТОЛЬКО ПРИ ОТКЛЮЧЕННОЙ ПИТАющЕЙ ЭЛЕКТРИЧЕСКОЙ СЕТИ
ЗАПРЕЩАЕТСЯ РАБОТА НА СТАНКЕ С ОТКРЫТЫМИ ШКАФОМ УПРАВЛЕНИЯ И КЛЕММНОИ КОРОБКОЙ. ПРОФИЛАКТИЧЕСКИЙ РЕМОНТ, ОСМОТР И ЧИСТКУ ЭЛЕКТРООБОРУДОВАНИЯ ПРОИЗВОДИТЬ ТОЛЬКО ПРИ ОТКЛЮЧЕННОЙ ПИТАющЕЙ ЭЛЕКТРИЧЕСКОЙ СЕТИ.
Электрическое сопротивление, измеренное между винтом заземления и любой металлической частью станка, которая может оказаться под напряжением в результате пробоя изоляции, не должно превышать 0,1 Ом.
Обслуживание электрооборудования станка должно производиться специалистами по электрооборудованию станков.
Помните, что при отключенном вводном выключателе его верхние зажимы и вводной клеммный набор находятся под напряжением питающей сети. Снимать кожухи ЗАПРЕЩАЕТСЯ.
Для осмотра и наладки электроаппаратуры под напряжением (при открытой дверке шкафа) в схеме предусмотрен деблокирующий переключатель SA1, установленный в шкафу управления. Этим переключателем должны пользоваться специалисты-электрики.
6Т13Ф20 станок вертикальный консольно-фрезерный с оперативным программным управлением (ОПУ). Назначение и область применения
Вертикальный консольно-фрезерный станок 6Т13Ф20 предназначен для фрезерования всевозможных деталей сложного профиля из стали, чугуна, труднообрабатываемых и цветных металлов. Применяется в условиях единичного и серийного производства.
Фрезерные работы выполняются, главным образом, цилиндрическими, угловыми, фасонными, торцовыми, концевыми и другими фрезами.
Станок 6Т13Ф20 отличается от станка 6Т12Ф20 установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола.
На станке 6Т13Ф20 можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса и др.
Исполнение для внутренних и экспортных поставок, по условиям эксплуатации — УХЛ4 по ГОСТ 15150—69 для макроклиматических районов с умеренным и холодным климатом, 0,4 — для макроклиматических районов как с сухим, так и с влажным тропическим климатом.
Особенности конструкции фрезерного станка 6Т13Ф20
- Станок 6Т13Ф20 оснащен системой оперативного программного управления (ОПУ). В качестве ОПУ используется Югославское УЦИ ЛЮМО-61 (LJUMO-61), а в качестве привода подач – электропривод БТУ-3601;;
- Изменение величины подачи бесступенчато по программе в процессе обработки, что позволяет оптимизировать процесс обработки;
- Наличие кнопочно-клавишного пульта управления взамен рукояток и маховиков облегчает управление станком;
- Быстродействующие электромагнитные муфты в приводе подач и автоматические зажимы стола, салазок и консоли повышают точность позиционирования;
- Имеется механизм автоматической выборки люфта (ограничения зазора в винтовой паре) на ходовом винте продольного перемещения стола и ручного — на ходовом винте поперечного перемещения стола;
- Автоматизированная смазка узлов повышает их долговечность и сокращает время обслуживания;
- Стол станка может поворачиваться вокруг вертикальной оси на ±45°, что позволяет с применением делительных устройств фрезеровать различные винтообразные спирали
- Поворотная шпиндельная головка станка оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола;
- Индивидуальная смазка винта вертикального перемещения, повышает его долговечность и снижает усилие подъема консоли;
- Возможность подключения гидроприспособлений или гидротисков от собственной гидростанции для зажима обрабатываемой детали;
- Повышена точность обработки за счет расположения винта поперечной подачи по оси фрезы;
- На станке возможно выполнение сверлильных и несложных расточных работ;
- Автоматическое торможение шпинделя в рабочем режиме и при аварийном отключении;
- Дополнительные устройства для защиты от разлетающейся стружки и эмульсии;
- Сигнализация состояния цепи управления в соответствии с требованиями техники безопасности.
На вертикальном консольно-фрезерном станке 6Т13Ф20 возможна работа в трех режимах:
- Автоматический – последовательная отработка программы в прямоугольной системе координат. Возможность обработки сложных деталей с числом переходов до 100. Программа набирается непосредственно на станке;
- Покадровый – работа по кадрам в режиме “Покадровая отработка”, проверка программы и режим преднабора;
- Ручной – ручной универсальный режим с использованием рабочих подач, быстрых перемещений, а также ручных перемещений от маховиков и рукояток.
Класс точности станка — Н по ГОСТ 8—82Е
Шероховатость поверхности Ra 3,2 мкм.
Разработчик — Горьковское станкостроительное производственное объединение.
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: , , , . Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: , , , , , , .
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: , , , , , , , , , , .
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: , , , и .
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков: , , , , , , , , , , .
Особенности использования и ремонта
Перед началом работы необходимо, чтобы фрезерный станок 6р12 был проверен на возможные дефекты его основных элементов. Дополнительно необходимо следующее:
- удаление защитного слоя с агрегата после распаковки при помощи специального раствора;
- смазка элементов аппарата в соответствии с требованиями паспорта;
- установка защитного ограждения после фиксации фрезы;
- обязательная проверка работы устройства на холостом ходу.
Часто встречающимися формами неполадок в работе аппарата являются:
- наличие стуков в подшипнике, при обнаружении которых необходима его замена;
- гудение электрического двигателя по причине его перегрева, при обнаружении которого требуется ремонт обмотки.
Мотор может не вращаться и издавать сильный гул. Причина кроется в том, что в его фазе пропало напряжение. Проблема может быть решена путем замены плавких вставок.


Система смазки
Своевременная смазка предохраняет станок от износа и сохраняет на более длительный период его первоначальную точность.
Для смазки станка применяется масло индустриальное «20» (веретенное «3»), ГОСТ 1707-51.
Перед пуском станка резервуары с пробками 2, 9, 10 и 12 (рис. 22) заполняются маслом до уровня, определяемого верхними отверстиями соответствующих маслоуказателей 3, 4 и 11. Не допускается падение уровня масла ниже нижних отверстий маслоуказателей.
Смазка главного привода
Смазка шестерен и подшипников производится плунжерным маслонасосом, привод которого осуществляется от торцового кулачка 2 (рис. 23). Насос расположен в расточке станины и крепится четырьмя винтами. При монтаже насоса необходимо следить за герметичностью присоединения трубопровода к маслонасосу, чтобы не было подсасывания воздуха через зазоры в систему маслопровода.
Плунжером насоса масло нагнетается в маслораспределитель 1 и по трубкам подходит к местам смазки. Маслораспределитель имеет регулировочные винты, с помощью которых регулируется подача масла в ту или иную точку смазки станка.
К фрезерной головке смазка подается хлорвиниловым шлангом 4 (рис. 12), который соединен со штуцером 3 на верхнем фланце корпуса фрезерной головки. В результате регулировки винтом 5 достигается капельная подача масла к подшипникам передней и задней опор шпинделя. Регулировка считается правильной, если за 40..60 сек. подается одна капля.
При продолжительной работе станка масло собирается во фланце 14. Для удаления излишков масла фланец имеет сливное отверстие. О работе маслонасоса можно судить по маслоуказателю на фрезерной головке.
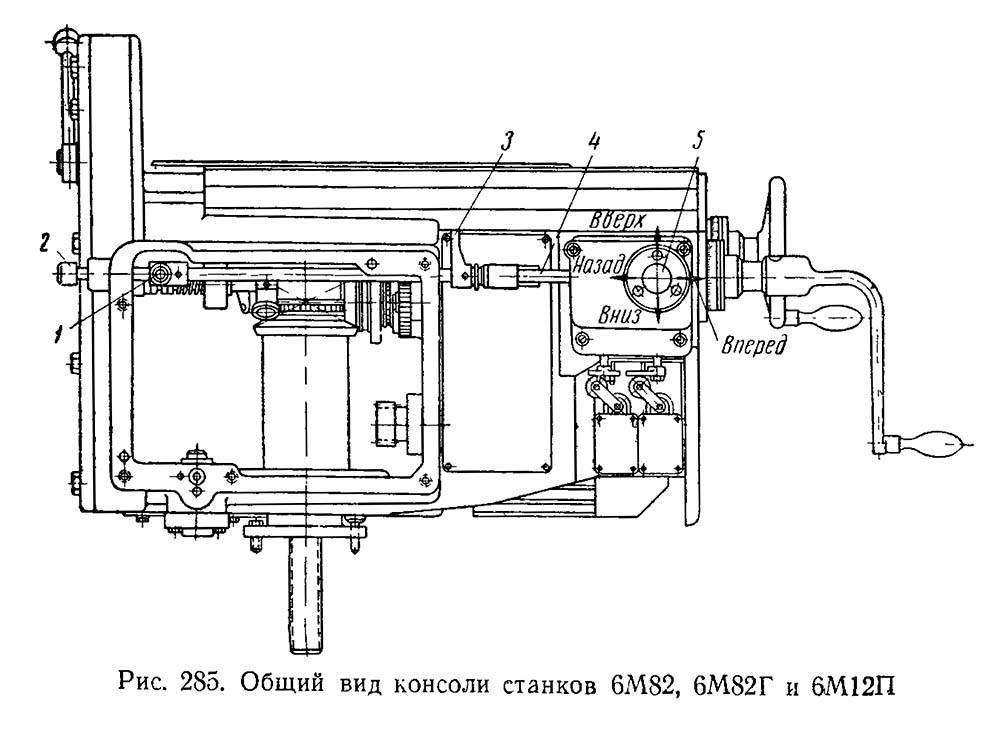
Смазка консоли и коробки подач
Смазка консоли (рис. 24) осуществляется принудительно от плунжерного насоса 1, прифланцованного к днищу консоли. Насос засасывает масло через сетку фильтра 4 и подает его в маслораспределитель 2, находящийся на правой стороне консоли. О работе маслонасоса можно судить по пульсации масла в маслораспределителе.
Количество подаваемого масла в трубку регулируется при помощи винтов маслораспределителя.
Регулировка давления масла в системе смазки производится регулировочным клапаном.
Смазка вертикального винта консоли
В нижней части станины имеется масляная ванна, предназначенная для смазки винта вертикального хода консоли. Уровень масла при заливке определяется по маслозаливочному отверстию 10 (рис. 22). Заливка производится до тех пор, пока масло не начинает выливаться из этого отверстия. Консоль при заливке масла должна быть опущена.
Смазка салазок
Смазка салазок осуществляется от шестеренчатого насоса 27 механизма выбора люфта (рис. 18).
При нажатии на кнопку 4 начинает работать насос, подающий масло в распределитель, из которого оно поступает к точкам смазки.
Указателем начала подачи масла служит струйный маслораспределитель 1. Через 4..5 сек. после появления масла в маслоуказателе кнопку 4 следует отпустить. Смазку салазок нужно производить два раза в смену.
Вертикальные фрезерные станки

Станочное оборудование очень разнообразно. Среди него стоит отметить фрезерные станки, которые составляют достаточно серьёзную долю металлорежущего оборудования. Фрезерный станок незаменим при обработке разнообразных фасонных деталей. Все, изготовленные при помощи фрезера элементы, способны работать значительно дольше.
Объясняется это тем, что фрезерный станок более статичен, работает спокойно, без ударов и колебаний. Наиболее распространенным вариантом фрезерного станка является оборудование с вертикальным шпинделем.
Дмитровский завод фрезерных станков предлагает купить вертикальный фрезерный станок и дополнительное оборудование от производителя по лучшей цене.
Важно: Вертикальный фрезерный станок, как правило, изготавливается на основе горизонтального типа оборудования. Изменения претерпевают только станина и коробка скоростей
Основные характеристики
Фрезерный станок называется вертикальным, потому что шпиндель располагается строго вертикально области стола. Впоследствии на шпиндель крепятся заготовки.
Важно: Вертикальный фрезерный станок является одним из первых устройств, которые стали применятся при обработке металлических изделий. Оборудование этого типа достаточно жесткое и позволяет обрабатывать крупные детали с максимально высокой точностью
Разнообразие выполняемых операций при помощи такого станка достигается путем разных типов фрез, среди которых:
Оборудование этого типа достаточно жесткое и позволяет обрабатывать крупные детали с максимально высокой точностью. Разнообразие выполняемых операций при помощи такого станка достигается путем разных типов фрез, среди которых:
- Торцевые;
- Фасонные;
- Цилиндрические;
- Концевые.
Также при помощи вертикального фрезерного станка часто выполняются сверлильные работы. Но и это далеко не всё, на что способен этот тип оборудования. Данный вид фрезерного станка также предназначен для следующих работ:








- Нарезка пазов;
- Нарезка зубчатых краёв, углов, зубьев и рамок;
- Зенкерование и растачивание отверстий деталей и другое.
Важно: Вертикальный фрезерный станок способен работать с различными металлами и сплавами, а также пластическими массами. Дмитровский завод фрезерных станков предлагает купить широкое разнообразие моделей вертикальных фрезерных станков:
Дмитровский завод фрезерных станков предлагает купить широкое разнообразие моделей вертикальных фрезерных станков:
- 6ДМ12
- 6ДМ13
- 6К11
- 6К12
- 6Т12
- 6Т13
Виды
Фрезерные вертикальные станки подразделяются на 2 основных вида:
- Фрезерный станок без консоли. Этот вид оборудования имеет стол, расположенный на статичной станине. Он может перемещаться в продольном и поперечном направлении.
- Консольно-фрезерный станок. Этот вид оборудования оснащен подвижной консолью. На ней располагаются салазки и стол. Консоль способна перемещаться в трёх разных перпендикулярных направлениях. На ней также смонтирована специальная коробка подачи. Консольно-фрезерные станки являются оборудованием нового поколения, они способны максимально оптимизировать работу и ускорить производственную часть.
Важно: Наш завод идёт в ногу со временем. В нашем каталоге можно найти консольно-фрезерные вертикальные станки высочайшего качества с широким спектром функциональных возможностей
Также фрезерные станки вертикального типа подразделяют на категории, согласно их характеристикам
При выборе станка требуется обратить внимание на следующие важные детали:
- Мощность силовой установки.
- Наличие системы охлаждения.
- Количество оборотов головки шпинделя.
- Тип управления (электронный или ручной).
- Ограничения по габаритам заготовки или конкретных деталей.
- Количество скоростей.
Дмитровский завод фрезерных станков предлагает приобрести высокоточное оборудование от производителя. Мы гарантируем высокое качество и длительные сроки эксплуатации оборудования. Модели, представленные в каталоге, не только активно используются в странах постсоветского пространства, но также экспортируются за рубеж, где пользуются повышенным спросом.
Особенности разборки станков 6Р11
На станках затруднен демонтаж коробки подач и редуктора из консоли. Для демонтажа необходима полная разборка консоли, которая должна осуществляться в следующем порядке:
- открепите планки салазок и кронштейн гайки поперечного хода стола, снимите стол;
- поднимите консоль до отказа вверх и подставьте под нее надежную опору;
- откройте крышку и снимите гайку с верхнего конца винта вертикального перемещения; открепите снизу консоли фланец кожуха винта; открепите от основания колонку и наверните ее на винт; выньте винт с кожухом и конической шестерней из консоли;
- открепите и удалите механизм переключения подачи;
- открепите и удалите из консоли коробку реверса;
- отсоедините от насоса трубопроводы смазки;
- снимите рукоятку ускоренного хода и крышку консоли;
- слейте масло из полости консоли;
- выньте коробку подач вместе с редуктором.
Конструкция основных узлов консольно-фрезерного станка 6Т12
Станина
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и фиксирована штифтами.
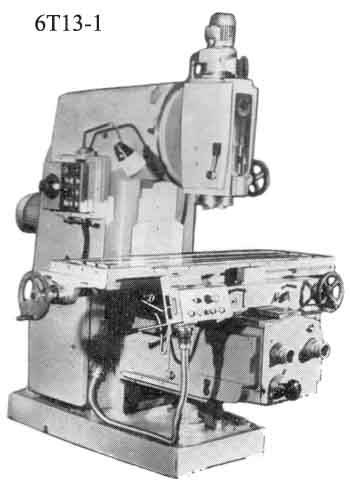
Поворотная головка консольно-фрезерного станка 6Т13-1
Поворотная головка (рис. 8) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в 1-разный паз фланца станины.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят в следующем порядке:
- выдвигается гильза шпинделя;
- демонтируется фланец 6;
- снимаются полукольца;
- с правой стороны корпуса головки вывертывается резьбовая пробка;
- через отверстие отвертыванием винта 2 расконтривается гайка 1;
- стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;
- замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
- полукольца устанавливаются на место и закрепляются;
- привертывается фланец 6.
Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовать примерно на 0,12 мм.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка подшипников шпинделя и механизма перемещения гильзы — шприцеванием.
Коробка скоростей
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5—0,7 мм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится на глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.










Коробка переключения скоростей
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 19 (рис. 10), передвигаемая рукояткой переключения 18, посредством сектора 15 через вилку 22 (рис. 11) перемещает в осевом направлении главный валик 29 с диском переключения 21.
Диск переключения можно поворачивать указателем скоростей 23 через конические шестерни 28 и 30. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 31 и 33.
Рейки попарно зацепляются с зубчатым колесом 32. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 20 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 27, заскакивающим в паз звездочки 24.
Регулирование пружины 25 производится пробкой 26 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 18 (см. рис. 10) во включенном положении удерживается за счет пружины 17 и шарика 16. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин (для станков моделей 6Т12Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла.
Кинематическая схема
Основная задача кинематической схемы заключается в том, чтобы владелец понимал, как взаимодействуют и контактируют между собой основные элементы оборудования. Выноски включают в себя количество зубьев шестерен. Главное движение становится возможным благодаря фланцевому электрическому двигателю посредством упругой соединительной муфты. Количество оборотов способно меняться за счет передвижения трех зубчатых блоков по специальным шлицевым валам.
Подачи приводятся в действие с помощью фланцевого электрического двигателя, установленного в консоли. Благодаря двум трехвенцовым блокам и передвижному зубчатому колесу обеспечивается доступ к 18 различным подачам, которые передаются в консоль по шариковой предохранительной муфте.
Получение ускоренных перемещений становится возможным при включении фрикционов быстрого хода, который вращается благодаря промежуточным зубчатым колесам от электрического двигателя подач. Основным элементом всей конструкции станка является станина, на которой закрепляются остальные механизмы и узлы. Она жестко крепится к основанию с помощью набора штифтов.
1 Вертикально-фрезерный станок 6Р12 – коротко о главном
Интересующее нас оборудование имеет высокие технические и эксплуатационные характеристики. Именно благодаря им на станке допускается производить обработку разнообразных изделий из чугуна, сплавов цветных металлов, стали. Причем станок с легкостью работает как с простыми по форме заготовками, так и со сложными. В большинстве случаев фрезерование изделий ведется концевыми и торцовыми фрезами.
Агрегат располагает пинольным вертикальным шпинделем, рабочим столом, который передвигается по горизонтали. Стол закреплен на консоли, передвигающейся в вертикальном направлении по специальным направляющим. На 6Р12 имеется простой числовой программный комплекс и копировальный механизм. Последний позволяет работать с криволинейными заготовками.
Шпиндельная головка агрегата (она является поворотной) снабжена устройством осевого ручного передвижения гильзы. За счет этой конструктивной особенности на 6Р12 можно обрабатывать отверстия с осями, которые по отношению к столу размещаются под углом от -45 до +45 градусов.
Криволинейные поверхности на станке фрезеруют по копирам. Их контур анализируется электроконтактным датчиком (точнее его подвижным наконечником). Конструкция агрегата жесткая, благодаря этому на него можно устанавливать фрезы из быстрорежущих сталей и разнообразных синтетических композиций твердой и сверхтвердой группы.
Станок 6Р12, имеющий класс точности «Н», рекомендован для использования в серийном и единичном производстве. И в первом, и во втором случае он демонстрирует высокую эффективность выполнения фрезерных и иных операций. Добавим, что ремонт данного оборудования сравнительно прост, что обусловлено отсутствием сверхсложного ЧПУ, а также наличием запасных частей.
Схема станка унифицирована, для замены вышедших из строя деталей допускается применять запчасти с других агрегатов Горьковского и других станкостроительных комбинатов.
Понятно, что при таких условиях ремонт 6Р12 особых проблем не вызывает.
Правила и инструкция по эксплуатации, паспорт
Инструкция по эксплуатации содержит в себе отдельные схемы для подшипников, строповки, смазки, кинематики, а также описание электрического оборудования. Для деталей, которые подвержены быстрому износу также предусмотрен отдельный чертеж каждого элемента.
Унификация позволяет использовать детали от аналогичных станков такой же серии. При работе на оборудовании 6Т12 следует строго выполнять все правила техники безопасности, поскольку, в противном случае агрегат способен травмировать человека:
- проверка заземления перед началом работы;
- проверка соответствия напряжения в сети с тем, которое необходимо станку;
- обязательно проконтролировать исправность тормозного, сигнального и кнопочного устройств;
- убедиться в налаженной охладительной и смазочной системе;
- работать следует в спецодежде, с заправленными под головной убор волосами и плотно застегнутыми рукавами;
- запрещено подходить к станку под воздействием алкоголя или наркотических средств, а также различных медицинских препаратов.
Для допуска к работе на таком оборудовании специалист проходит обучение, а также специальный инструктаж по технике безопасности. При любой проблеме с работой основных узлов, необходимо отключить двигатель и провести первичную диагностику оборудования, чтобы выявить причину и устранить поломку.



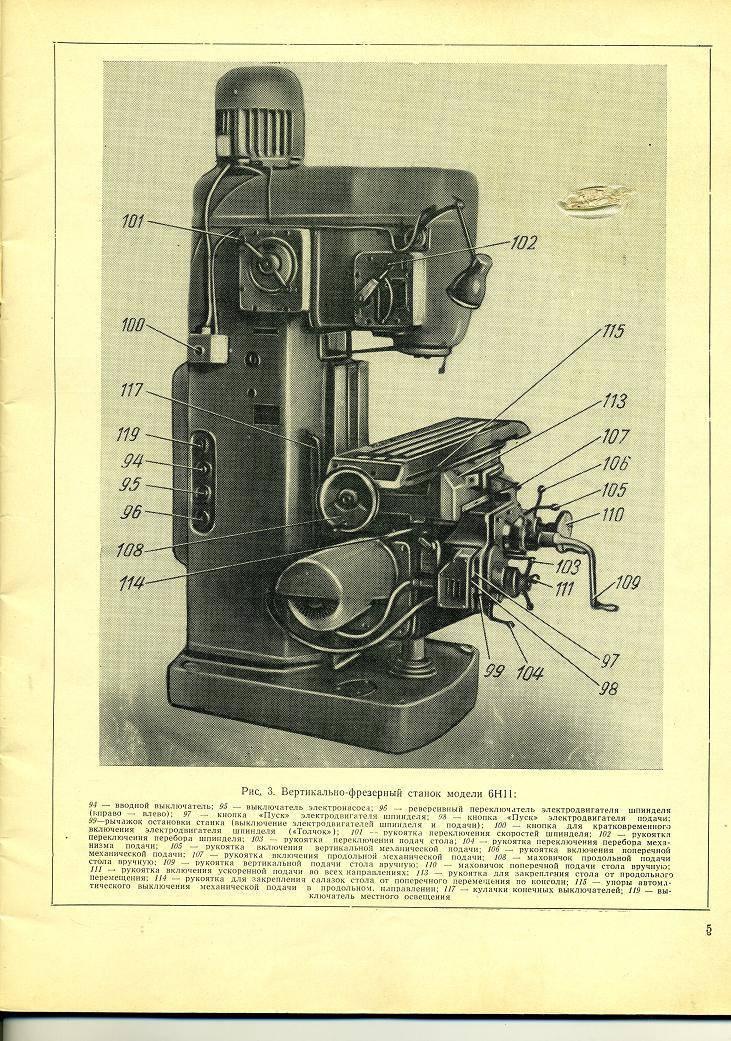






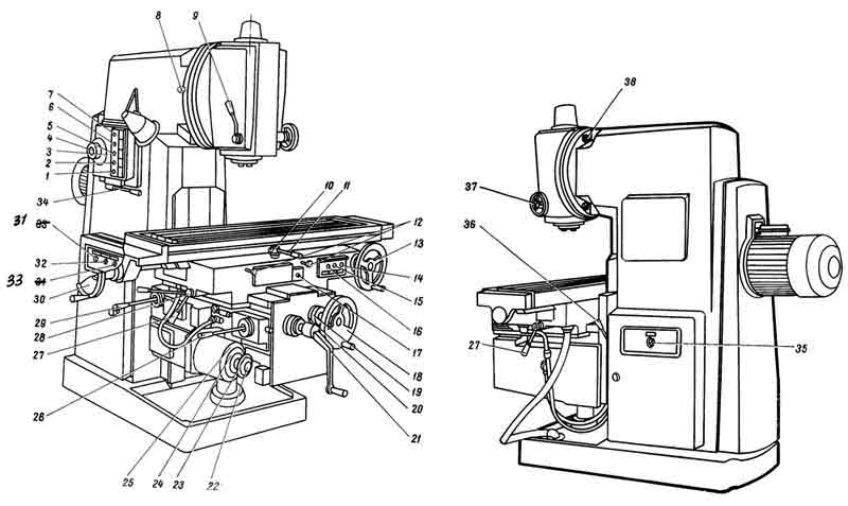
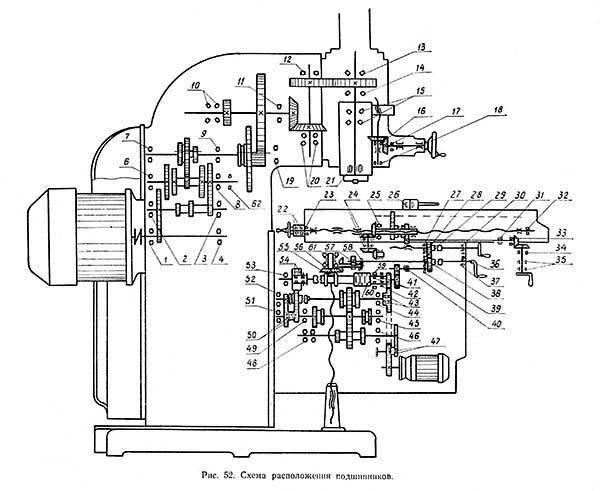
Расположение составных частей
На представленном выше изображении указывается схема расположения всех составных частей станка 6т12. В общей сложности, представленный вертикальный станок применяется состоит из таких узлов и агрегатов.


- Система запуска насоса для подачи охлаждающей жидкости.
- Система управления направлением, по которому вращается шпиндель – правое или левое.
- Электрический двигатель для привода стола.
- Лимб, поверхность которого имеет шкалу с указанием величины подачи.
- Грибок для переключения подачи.
- Рукоять для перемещения стола в ручном режиме и вертикальном направлении.
- Маховик для перемещения стола в ручном режиме и поперечном направлении.
- Рукоять, прижимающая салазок к консоли.
- Рукоять, предназначенная для управления работой продольного хода стола.
- Электрический двигатель для шпиндельного приаода.
- Дублирующая рукоять, включающая продольный ход стола.
- Маховик для перемещения стола в ручном режиме и поперечном направлении.
- Кулачки для выключения системы продольной подачи стола в автоматическом режиме.
- Кран для подачи охлаждающей жидкости.
- Пусковая кнопочная панель, установленная на передней части салазок.
- Дублирующая рукоять для включения вертикальной или поперечной передачи.
- Выключатель для системы освещения рабочего пространства.
- Выключатель для всего станка.
- Рукоять для выбора скорости вращения шпинделя.
- Лимб, шкала которого указывает на количество оборотов.
- Указатель для коробки скоростей.
- Пусковая кнопочная панель на коробке для шпинделя.
- Кулачки, автоматически выключающие вертикальную подачу стола.
- Кулачки, автоматически выключающие поперечную подачу стола.
- Рукоять, включающая вертикальную и поперечную подачу стола.
Расположение органов управления
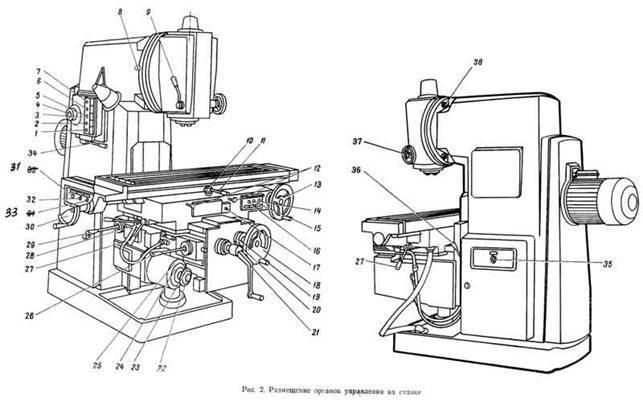
Схема размещения всех управляющих органов приведена на изображении выше. Стоит отметить, что конструкция, которую имеет рассматриваемое оборудование, характеризуется удобным расположением кнопок и прочих элементов управления. Это способствует быстрому переходу к выполнению требуемых операций. Даже специалист, имеющий минимальный практический опыт, благодаря комфортному размещению элементов управления, сможет интуитивно разобраться в основном перечне функций.
Вертикально-фрезерный 6Р12 сегодня
Производство коробок и основных узлов рассматриваемой модели было налажено несколько десятков лет на предприятиях бывшего СССР. Однако после распада советского союза предприятия перестали выпускать эту модель. Однако технические характеристики коробки подачи и скоростей, особенности электросхемы стали основой новых вертикально-фрезерных станков.

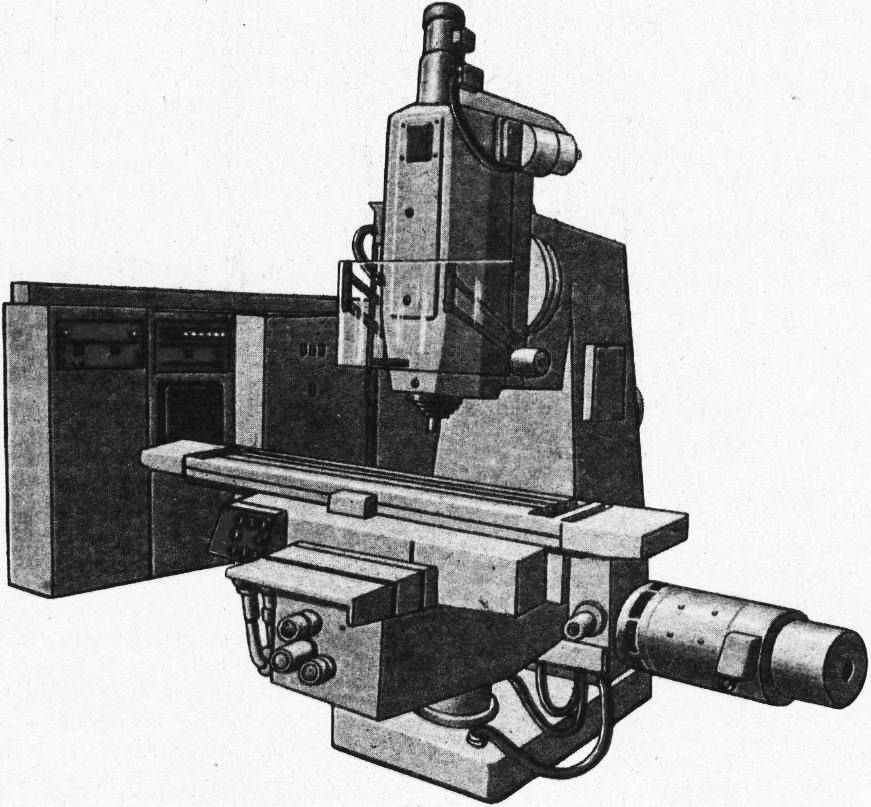
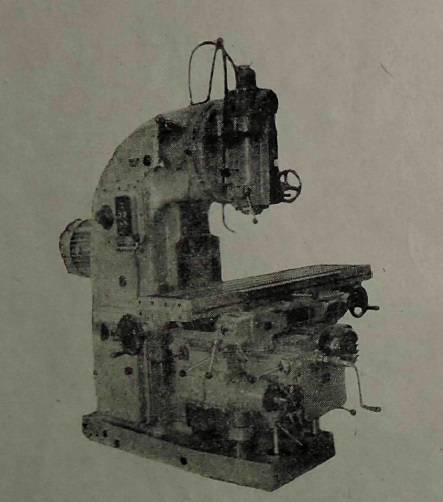
Внешний вид станка
Стоимость 6Р12 составляет 2 100 000 рублей с учетом НДС. При этом следует тщательнее изучить описание, так как оснащение может существенно отличаться. Электрическая схема, рабочий стол, устройство коробки подач и скоростей и другие элементы конструкции могут существенно отличаться.





