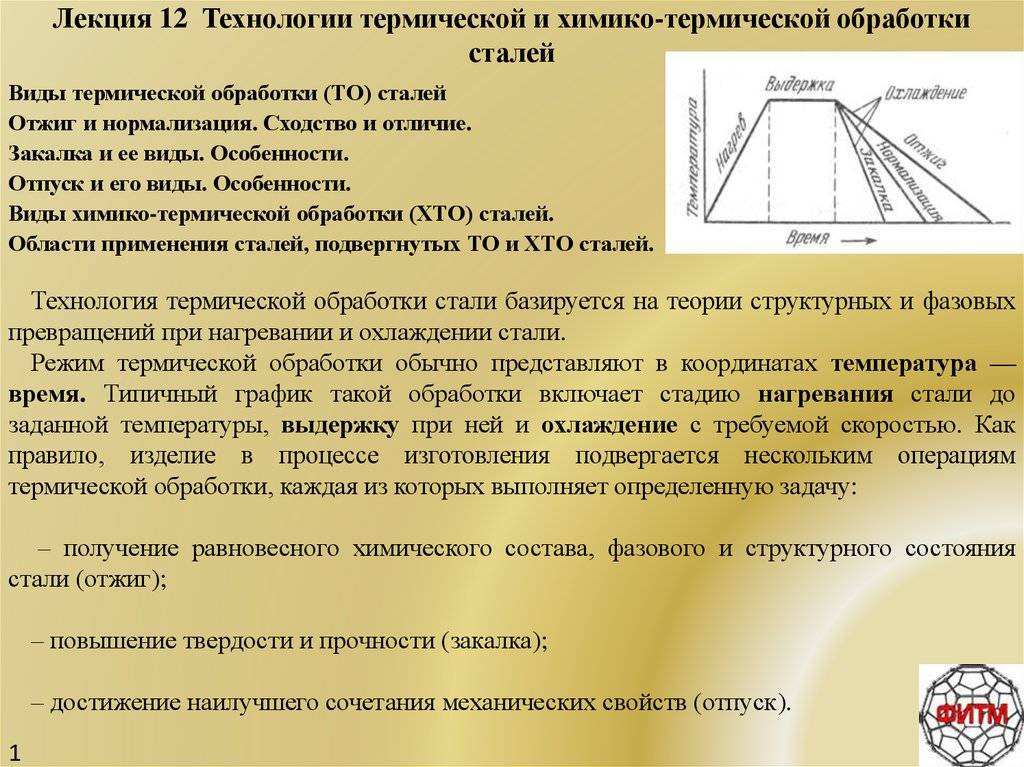
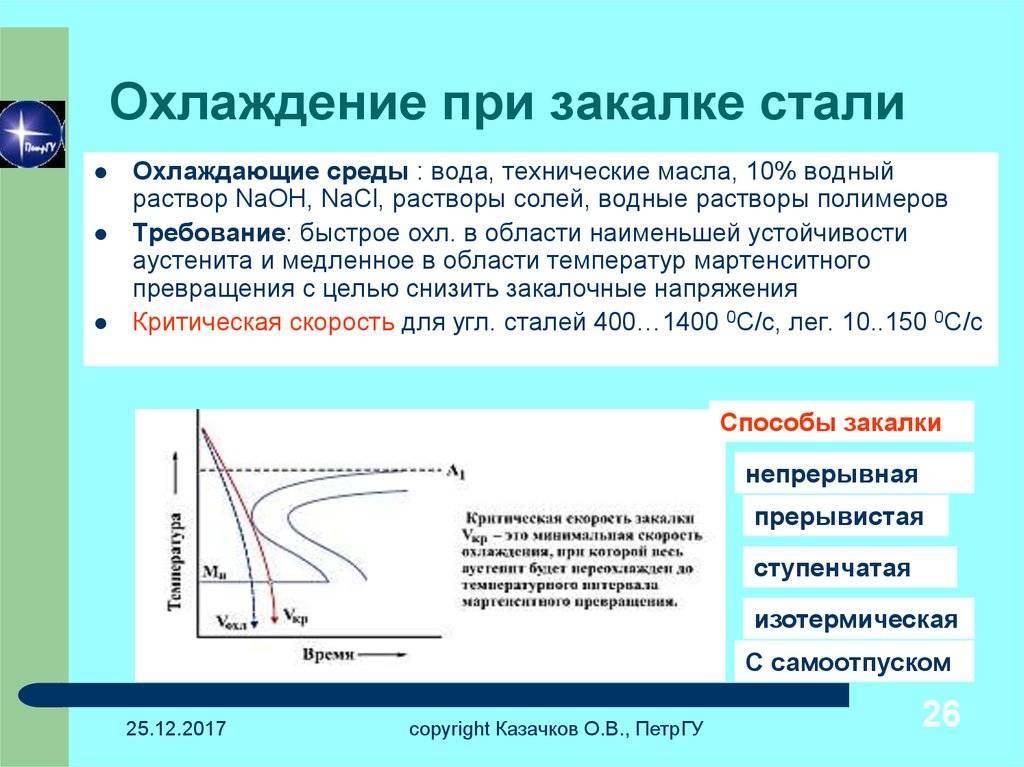
Процедура охлаждения
Рассматривая все виды закалки стали стоит учитывать, что не только температура нагрева оказывает сильное воздействие на структуру, но и время выдержки, а также процедура охлаждения. На протяжении многих лет для охлаждения сталей использовали обычную воду, в составе которой нет большого количества примесей. Стоит учитывать, что примеси в воде не позволяют провести полную закалку с соблюдением скорости охлаждения. Оптимальной температурой воды, используемой для охлаждения закалённой детали, считают показатель 30 градусов Цельсия. Однако стоит учитывать, что жидкость подвергается нагреву при опускании раскаленных заготовок. Холодная проточная вода не может использоваться при охлаждении.
Обычно используют воду при охлаждении для получения не ответственных деталей. Это связано с тем, что изменение атомной сетки в данном случае обычно приводят к короблению и появлению трещин. Закаливание с последующим охлаждением в воде проводят в нижеприведенных случаях:
- При цементировании металла.
- При поверхностной закалке.
- При простой форме заготовки.
Для придания нужной твердости заготовкам сложной формы используют охлаждающую жидкость, состоящую из каустической соды, нагреваемой до температуры 60 градусов Цельсия. Стоит учитывать, что закаленное железо при использовании данной охлаждающей жидкости приобретает более светлый оттенок
Специалисты уделяют внимание важности соблюдения техники безопасности, так как могут выделяться токсичные вещества при нагреве рассматриваемых веществ
Процесс закалки стали
Тонкостенные детали также подвергаются термической обработке. Закалочное воздействие с последующим неправильным охлаждением приведет к тому, что концентрация углерода снизиться до критических значений. Выходом из сложившейся ситуации становится использование минеральных масел в качестве охлаждающей среды. Используют их по причине того, что масло способствует равномерному охлаждению. Однако попадание воды в состав масла становится причиной появления трещин. Поэтому заготовки должны подвергаться охлаждению при использовании масла с соблюдением мер безопасности.
Рассматривая назначение минеральных масел в качестве охлаждающей жидкости следует учитывать и некоторые недостатки этого метода:
- Соблюдая режимы нагрева можно создать ситуацию, когда раскаленная заготовка контактирует с маслом, что приводит к выделению вредных веществ.
- В определенном интервале воздействия высокой температуры масло может загореться.
- Подобный метод охлаждения позволяет выдержать требуемую твердость, измеряемую в определенных единицах, а также избежать появления трещин в структуре, но на поверхности остается налет, удаление которого также создает весьма большое количество проблем.
- Само масло со временем теряет свои свойства, а его стоимость довольно велика.
https://youtube.com/watch?v=I-br0B8ocpI
Какие именно жидкости используют для охлаждения стали?
Вышеприведенная информация определяет то, что жидкость и режим охлаждения выбираются в зависимости от формы, размеров заготовки, а также того, насколько качественной должна быть поверхность после закалки. Комбинированным методом охлаждения называется процесс применения нескольких охлаждающих жидкостей. Примером можно назвать закалку детали сложной формы, когда сначала охлаждение проходит в воде, а потом масляной ванне. В этом случае учитывается то, до какой температуры на каком этапе охлаждается металл.
Способы обработки
Рассматриваемая сталь подвергается двум основным видам обработки: термической и механической. Термообработка стали 40х13 применяется для придания ей соответствующих технологических свойств. Механическая – для создания требуемой формы, решения поставленных технических задач.
Подобный металл специалисты относят к той категории материалов, которые при проведении термической обработки требуют определённого специфического подхода. Именно этот вид обработки придаёт требуемые свойства.

Сталь 40х13 в печи для закаливания
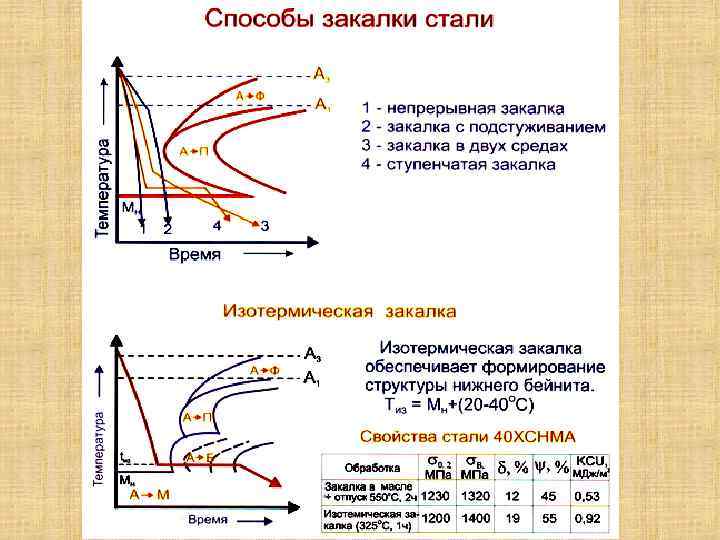
Основными видами термической обработки являются:
- последовательная закалка;
- медленный отпуск после нагрева;
- горячая и холодная пластическая деформация;
- отжиг.
После проведения закалки в структуре образуются следующие компоненты:
- карбиды;
- мартенситы;
- некоторые остатки так называемых аустенитов.
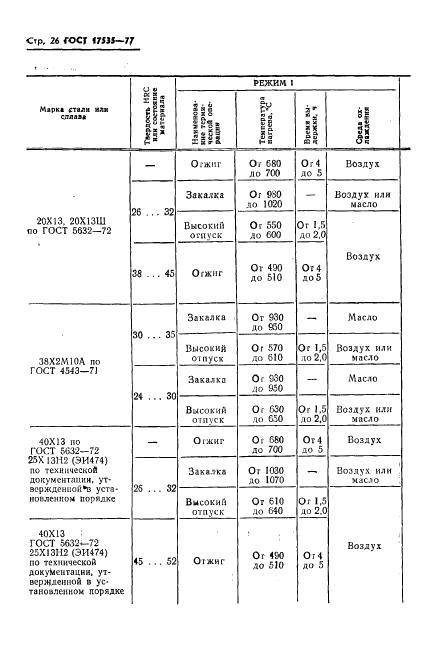
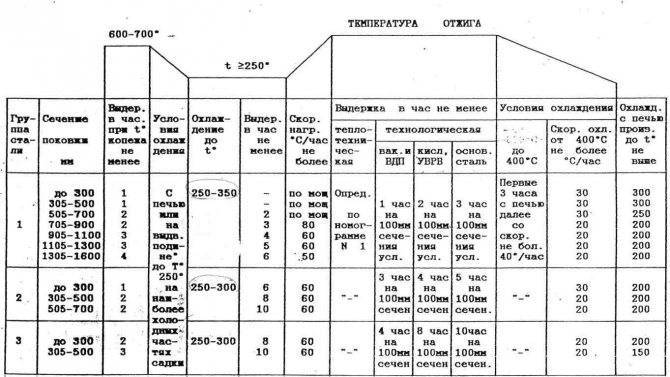
Первые два способа обработки позволяют придать стали хорошую коррозийную стойкость и отличные механические свойства. Это удаётся за счёт того, что она обладает хорошей пластической деформацией. Закалка такой стали происходит с помощью постепенного нагрева до температуры более 950 °С, но не более 1100 °С. Последовательный нагрев необходим потому, что эта марка стали обладает повышенной чувствительностью к трещинам. Чтобы избежать проявления негативных последствий металлическую деталь (особенно с толщиной более 100 миллиметров необходимо нагревать более 10 минут).
Чтобы избежать появления трещин, в том числе и в глубине металла, образец подвергают так называемому отпуску. То есть, постепенному понижению температуры и выдерживанию образца при температуре до 300 °С. В этом случае сталь приобретает свои максимальные прочностные характеристики. Если температурный режим не будет выдержан, и процесс произойдёт при 450 °С, сталь потеряет свои характеристики по ударной вязкости. Наилучшие коррозийные свойства и хорошую пластичность она приобретает при соблюдении следующих параметров. Последовательный нагрев до температуры 700 °С, последующая выдержка в течение 20 минут, охлаждение в ёмкости с маслом.
В качестве смягчающей термической обработки используется так называемый отжиг. Деталь нагревается до температуры 800 °С. Далее проводят медленное охлаждение в самой печи до температуры около 500 °С.

Температура закалки и отпуска стали 40х13
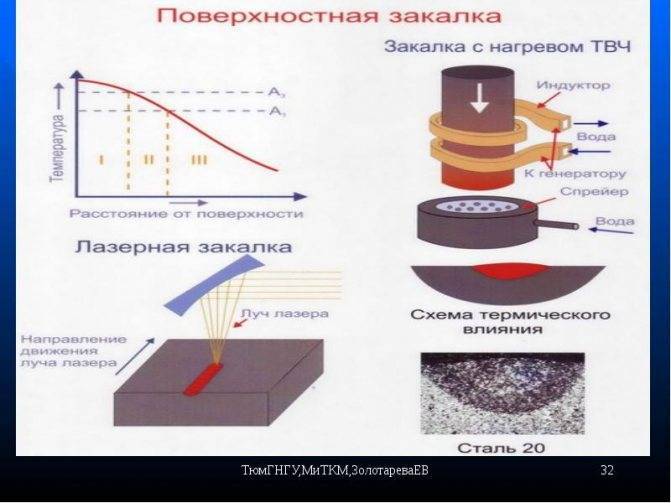
В качестве альтернативы стандартному виду нагрева, для проведения термической обработки применяют нагрев токами высокой частоты. Особенно этот метод используется при необходимости проведения закалки поверхностного слоя детали. Это детали, которые входят в механизмы с узлами трения и качения, в элементы трубопроводной арматуры. Обычно такая закалка применяется только к деталям, толщина которых превышает 15 миллиметров. С её помощью удаётся добиться показателя твердости после закалки равного 36,5 HRC единиц.
Она подвергается следующим видам механической обработки:
- сверление отверстий;
- заточка;
- фрезерование;
- ковка.
Проведение этих операций связано с определёнными трудностями:
- Упрочнение поверхностного слоя (это связано с дополнительным нагревом заготовки в момент резания или сверления).
- Проблемы с удалением отходов металлообработки (получаемая металлическая стружка образует длину узкую закрученную полоску). Это вызывает определённые неудобства при длительной обработке. Эту проблему решают с помощью установки специальных приспособлений на металлорежущий инструмент. Они производят периодический облом стружки.
- Повышенный износ режущей кромки. Это связано с повышением температуры детали в месте соприкосновения с кромкой режущего инструмента. В этом случае наличие в этой марке кристаллических соединений (карбидов и мартенситов) создаёт эффект наличия в ней абразивных элементов что приводит к быстрому износу режущей кромки.
https://youtube.com/watch?v=u262HjEbaEY
Кроме этого возникают трудности при заточке режущих инструментов, сделанных из этой стали. В момент заточки повышается температура затачиваемой кромки и образуется так называемый металлический наплыв. Это приводит к появлению неравномерного упрочнения края затачиваемой поверхности.
После проведение этой операции (горячей деформации) допускается только медленное охлаждение с последующим низкотемпературным отжигом.
В доступный перечень механической обработки, к сожалению, не попадает сварка. Дело в том, эта марка металла относится к категории трудносвариваемых материалов. Поэтому этот метод обработки не применяется для соединения конструкций, изготовленных из этого материала.
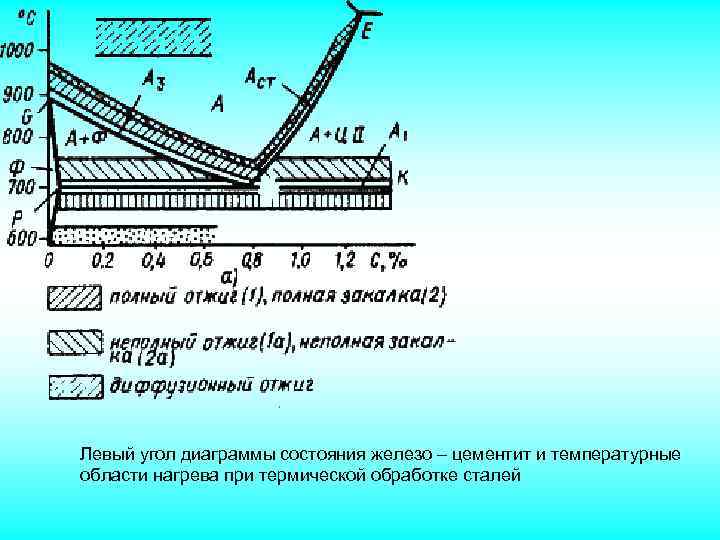
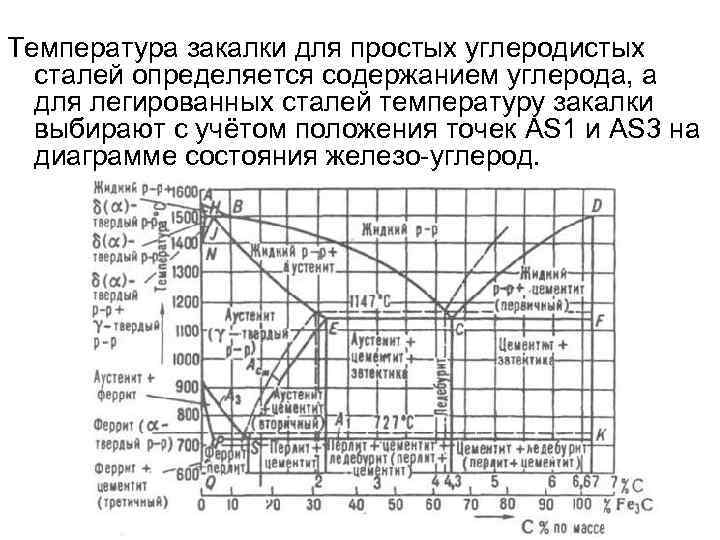
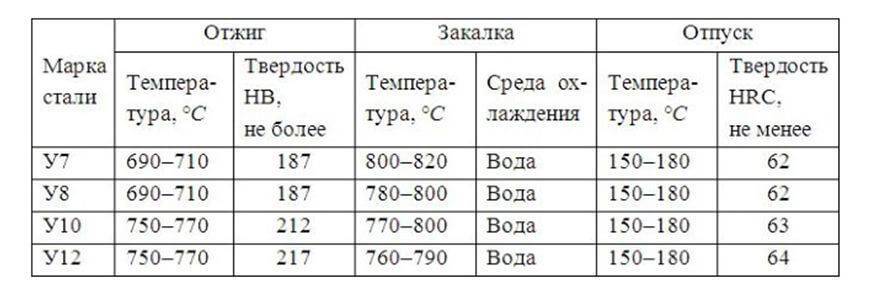
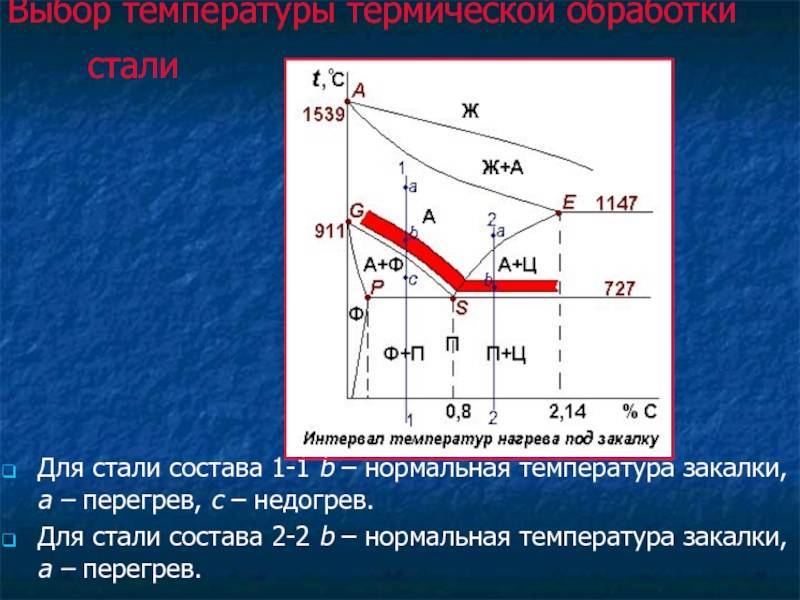
Выбор температуры
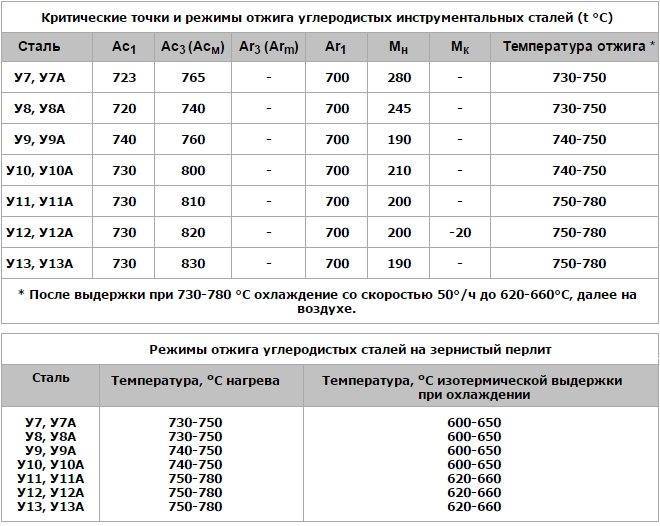
Для правильного прохождения процесса закалки очень важен правильный подбор температуры, которая зависит от используемого материала.
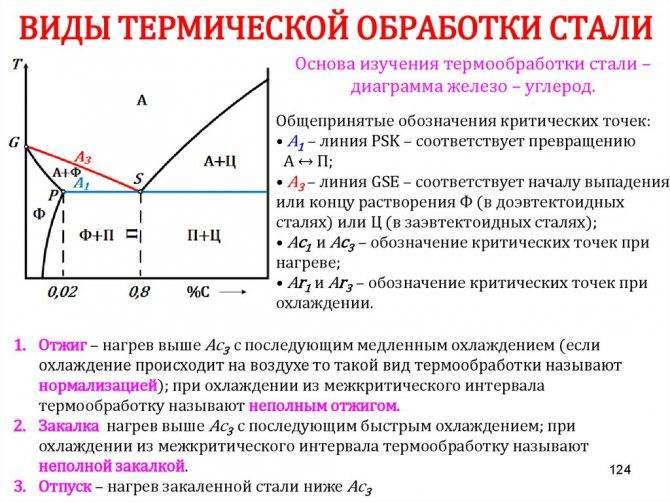
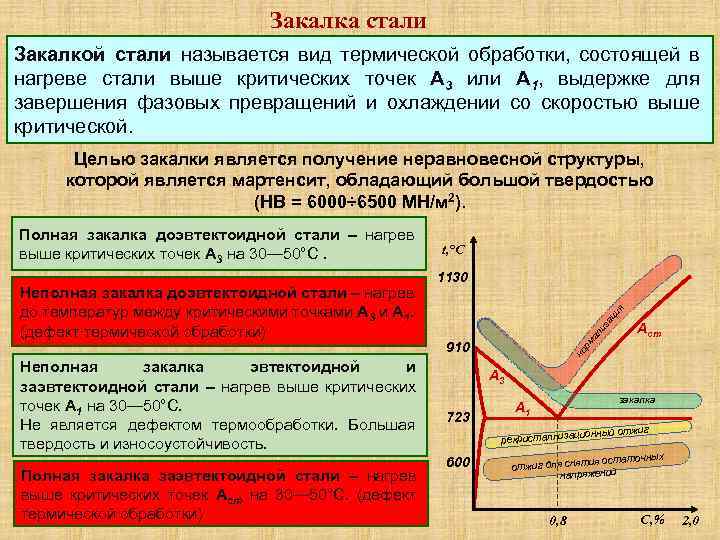
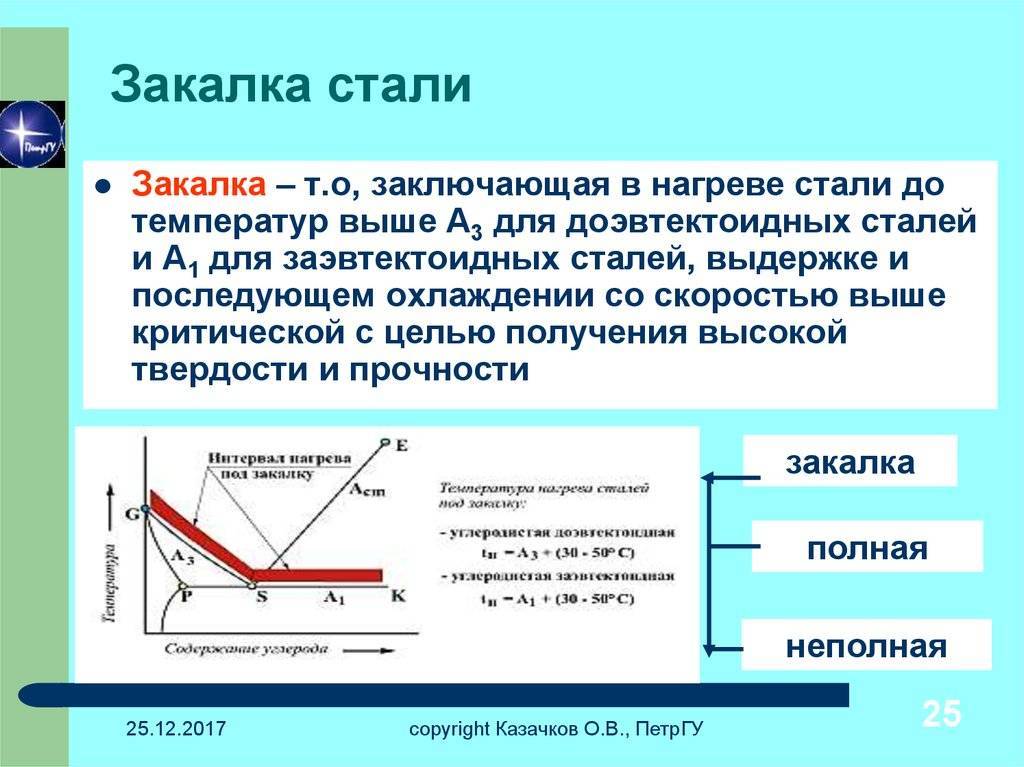
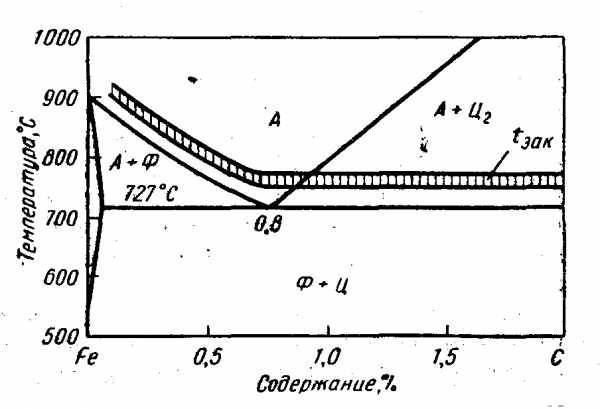
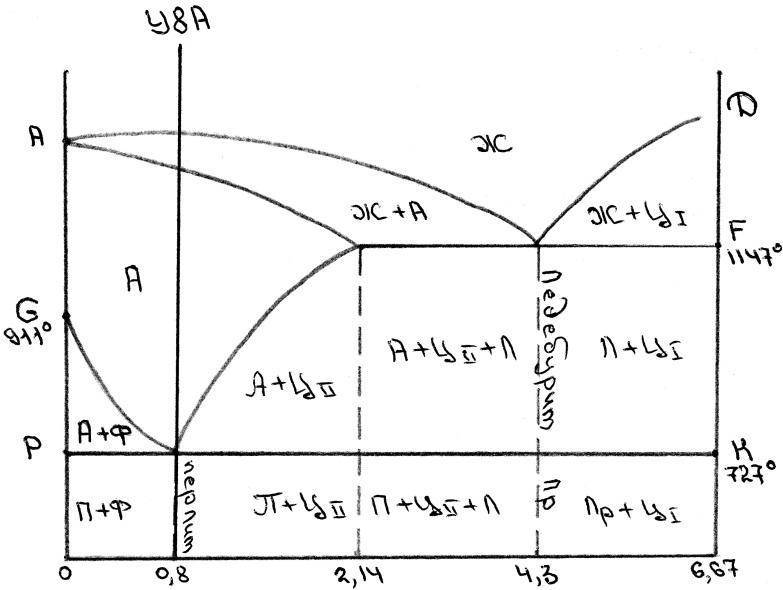
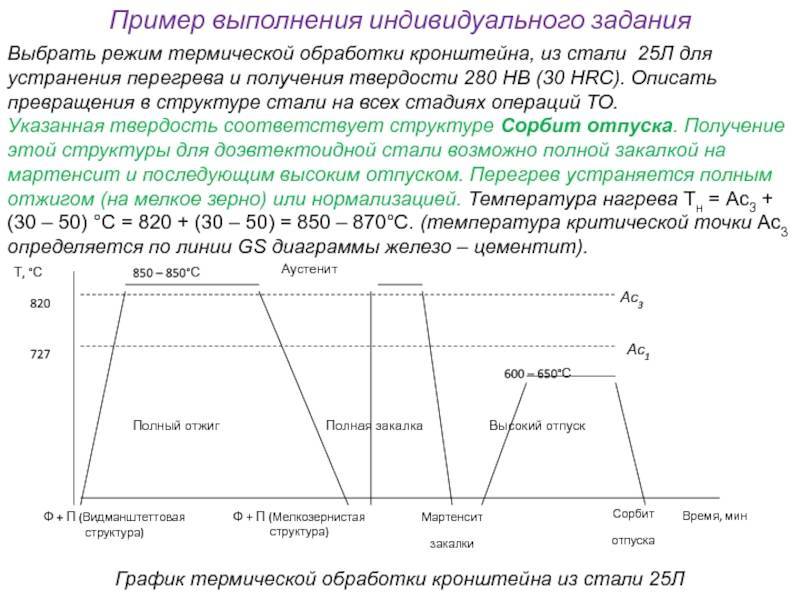
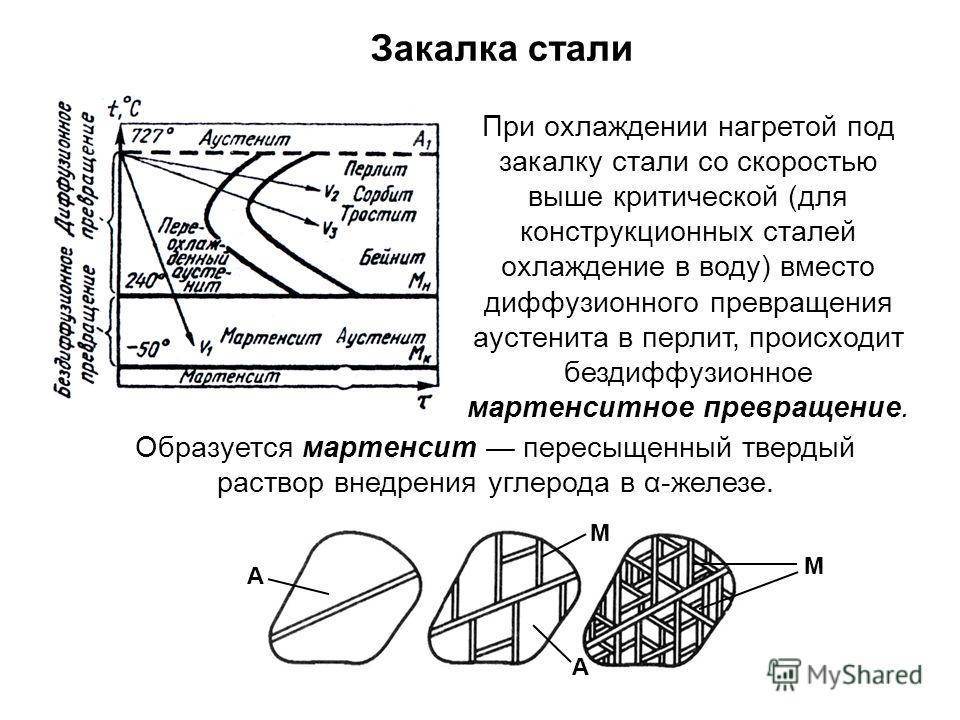
Стали по содержанию углерода подразделяются на доэвтектоидные — меньше 0,8% и заэвтектоидные — больше 0,8%. Сталь с углеродом меньше 0,4% не закаливают из-за получаемой низкой твердости. Доэвтектоидные стали нагревают немного выше температуры фазового превращения перлита и феррита в аустенит. Это происходит в интервале 800—850°С. Затем заготовку быстро охлаждают. При резком остывании аустенит превращается в мартенсит, который обладает высокой твердостью и прочностью. Малое время выдержки позволяет получить мелкозернистый аустенит и мелкоигольчатый мартенсит, зерна не успевают вырасти и остаются маленькими. Такая структура стали обладает высокой твердостью и одновременно низкой хрупкостью.
Заэвтектоидные стали нагревают чуть ниже, чем доэвтектоидные, до температуры 750—800°С, то есть производят неполную закалку. Это связано с тем, что при нагреве до этой температуры кроме образования аустенита в расплаве металла остается нерастворенным небольшое количество цементита, обладающего твердостью высшей, чем у мартенсита. После резкого охлаждения аустенит превращается в мартенсит, а цементит остается в виде мелких включений. Также в этой зоне не успевший полностью раствориться углерод образует твердые карбиды.
В переходной зоне при закалке ТВЧ температура близка к переходной, образуется аустенит с остатками феррита. Но, так как переходная зона не остывает так быстро, как поверхность, а остывает медленно, как при нормализации. При этом в этой зоне происходит улучшение структуры, она становится мелкозернистой и равномерной.
После охлаждения на поверхности металла остаются высокие сжимающие напряжения, которые повышают эксплуатационные свойства детали. Внутренние напряжения между поверхностным слоем и серединой необходимо устранить. Это делается с помощью низкотемпературного отпуска — выдержкой при температуре около 200°С в печи. Чтобы избежать появления на поверхности микротрещин, нужно свести к минимуму время между закалкой и отпуском.
Также можно проводить так называемый самоотпуск — охлаждать деталь не полностью, а до температуры 200°С, при этом в ее сердцевине будет оставаться тепло. Дальше деталь должна остывать медленно. Так произойдет выравнивание внутренних напряжений.
Область применения
Сталь У8а применяется в большинстве случаев для получения рабочей поверхности режущих инструментов. Несмотря на относительно высокую устойчивость к температуре, этот металл применяется в большинстве случаев для изготовления инструментов, которые не нагреваются на момент эксплуатации. Примером можно назвать:
- Зубила.
- Стамески.
- Пилы.
- Колуны.
- Топоры.
- Молотки.
Сегодня У8 и У8а нашли применение в сфере производства слесарно-монтажных инструментов. Как ранее было отмечено, металл предназначен не только для изготовления инструментов, но и различных износостойких деталей. Пружины, ролики, простейшие калибры могут изготавливаться при применении подобной стали.
Еще одна распространенная область применения металла — изготовление штампов для холодной высадки. Подобная инструментальная сталь подходит для изготовления штампов по причине высокой прочности и ударостойкости.
Как показывают результаты проводимых тестов, при нагреве У8 и У8а быстро начинает терять свою прочность и износостойкость. Поэтому сегодня при изготовлении резцов и фрез они практически не применяются.
Газопламенная закалка
Температурные режимы, связанные с нагревом и охлаждением, могут быть непрерывными или цикличными. Поверхностная закалка выполняется четырьмя способами.
- Нагрев с охлаждением участка детали: закалка зубьев колес, концов рельсов, клапанов и др.
- Закалка небольших вращающихся тел с малой шириной обрабатываемого участка: цапфы осей и валов.
- Непрерывно-последовательный способ: перемещение по поверхности пламени, а за ним — охладителя. Производится последовательный нагрев и охлаждение водяными струями узких участков. Аналогично закаливаются поверхности деталей большого диаметра с медленным их вращением относительно неподвижных горелок и форсунок. На краях полос остаются зоны отпуска при вторичном нагреве от соседних участков.
- Комбинированный способ: перемещение вдоль образующей струй пламени, а за ними — охлаждающей среды при вращении цилиндрической детали. Технология применяется для закалки длинномерных изделий. Способ обеспечивает получение однородного твердого слоя на поверхности детали.
Применение стали У8
Сталь У8 применяется: для изготовления инструментов, работающих в условиях, не вызывающих разогрева режущей кромки; инструмента для обработки дерева (фрез, зенковок, цековок, топоров, стамесок, долот, продольных и дисковых пил; накатных роликов, плит и стержней для форм литья под давлением оловянно-свинцовистых сплавов; калибров простой формы и пониженных классов точности; холоднокатаной термообработанной ленты толщиной от 2,5 до 0,02 мм, предназначенной для изготовления плоских и витых пружин и пружинящих деталей сложной конфигурации (клапанов, щупов, берд, ламелей двоильных ножей, конструкционных мелких деталей, в том числе для часов, и т.д. (лента выпускается по ГОСТ 2283, ГОСТ 21996 и ряду специальных технических условий); биметаллического листового проката У8/75Н34Х8Г3, предназначенного для изготовления камертонных стабилизаторов и фильтров
Химический состав стали у8
| Химический элемент | % |
|---|---|
| Кремний (Si) | 0.17-0.33 |
| Медь (Cu), не более | 0.25 |
| Марганец (Mn) | 0.17-0.33 |
| Никель (Ni), не более | 0.25 |
| Фосфор (P), не более | 0.030 |
| Хром (Cr), не более | 0.20 |
| Сера (S), не более | 0.028 |
Механические свойства стали у8
Общие данные о механических свйоствах стали
| t испытания, °C | s0,2, МПа | sB, МПа | d5, % | y, % | HB |
|---|---|---|---|---|---|
Отжиг или нормализация | |||||
| 100 | 710 | 17 | 24 | 195 | |
| 200 | 640 | 15 | 15 | 205 | |
| 300 | 17 | 16 | 205 | ||
| 400 | 19 | 23 | 190 | ||
| 500 | 500 | 23 | 29 | 170 | |
| 600 | 370 | 28 | 39 | 150 | |
| 700 | 255 | 33 | 50 | 120 | |
Закалка 780 °С, масло. Отпуск 400 °С (образцы гладкие диаметром 6,3 мм) | |||||
| 20 | 1230 | 1420 | 10 | 37 | |
| -40 | 1270 | 1450 | 11 | 36 | |
| -70 | 1300 | 1470 | 12 | 35 | |
Образец диаметром 5 мм и длиной 25 мм, деформированный и отожженный. Скорость деформирования 10 мм/мин. Скорость деформации 0,007 1/с. | |||||
| 700 | 105 | 58 | 91 | ||
| 800 | 91 | 58 | 100 | ||
| 900 | 55 | 62 | 100 | ||
| 1000 | 33 | 62 | 100 | ||
| 1100 | 21 | 80 | 100 | ||
| 1200 | 15 | 69 | 100 |
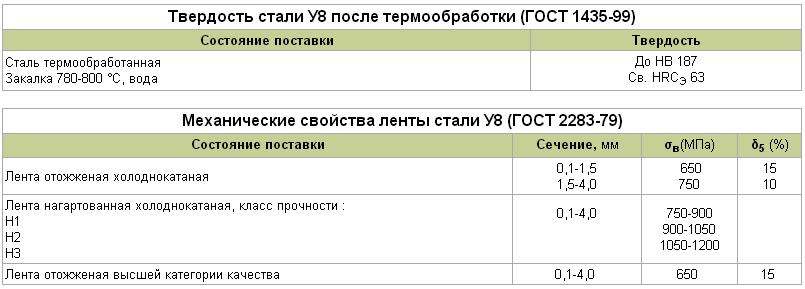
Механические свойства ленты
| Термообработка, состояние поставки | Сечение, мм | sB, МПа | d5, % |
|---|---|---|---|
Лента отожженная холоднокатаная | |||
| 0,1-1,5 | 650 | 15 | |
| 1,5-4,0 | 750 | 10 | |
Лента нагартованная холоднокатаная. | |||
| Класс прочности Н1 | 0,1-4,0 | 750-900 | |
| Класс прочности Н2 | 0,1-4,0 | 900-1050 | |
| Класс прочности Н3 | 0,1-4,0 | 1050-1200 | |
Лента отожженная высшей категории качества | |||
| 0,1-4,0 | 650 | 15 |
Технологические свойства стали у8
| Температура ковки |
|---|
| Начала 1180, конца 800. Охлаждение заготовок сечением до 100 мм на воздухе, 101-300 мм — в яме. |
| Свариваемость |
| не применяется для сварных конструкций. Способ сварки — КТС. |
| Обрабатываемость резанием |
| при НВ 187-227 Ku тв.спл. = 1.2, Ku б.ст. = 1.1. |
| Склонность к отпускной способности |
| не склонна |
| Флокеночувствительность |
| не чувствительна |
| Шлифуемость |
| хорошая |
Твердость
| Состояние поставки, режим термообработки | HRCэ поверхности | НВ |
|---|---|---|
| Сталь термообработанная. Закалка 780-800 С, вода. | Св. 63 | 187 |
| Закалка 780-800 С, вода. Отпуск 160-200 С. | 61-65 | |
| Закалка 780-800 С, вода. Отпуск 200-300 С. | 56-61 | |
| Закалка 780-800 С, вода. Отпуск 300-400 С. | 47-56 | |
| Закалка 780-800 С, вода. Отпуск 400-500 С. | 37-47 | |
| Закалка 780-800 С, вода. Отпуск 500-600 С. | 29-37 |
Прокаливаемость
Закалка 790 °С.
Расстояние от торца, мм / HRC э | ||||||||
|---|---|---|---|---|---|---|---|---|
65,5-67 | 63-65 | 45,5-55 | 42-43.5 | 40.5-42.5 | 39,5-41,5 | 37-40,5 | 39-40 | 36-39.5 |

Крит.диам. в воде, мм | Крит.диам. в масле, мм |
|---|---|
15-20 | 4-6 |
Сталь у8. Физические свойства
Температура испытания, °С | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | |
|---|---|---|---|---|---|---|---|---|---|---|
Модуль нормальной упругости, Е, ГПа | 209 | 205 | 199 | 192 | 185 | 175 | 166 | |||
Модуль упругости при сдвиге кручением G, ГПа | ||||||||||
Плотность, pn, кг/см3 | 7839 | 7817 | 7786 | 7752 | 7714 | 7676 | 7638 | 7600 | 7852 | |
Коэффициент теплопроводности Вт/(м ·°С) | ||||||||||
Уд. электросопротивление (p, НОм · м) | 230 | 305 | 395 | 491 | 625 | 769 | 931 | 1129 | 1165 | |
Температура испытания, °С | 20- 100 | 20- 200 | 20- 300 | 20- 400 | 20- 500 | 20- 600 | 20- 700 | 20- 800 | 20- 900 | 20- 1000 |
Коэффициент линейного расширения (a, 10-6 1/°С) | 11.4 | 12.2 | 13.0 | 13.7 | 14.3 | 14.8 | 15.2 | 14.5 | 15.2 | 15.7 |
Удельная теплоемкость (С, Дж/(кг · °С)) | 477 | 511 | 528 | 548 | 565 | 594 | 624 | 724 | 724 | 703 |
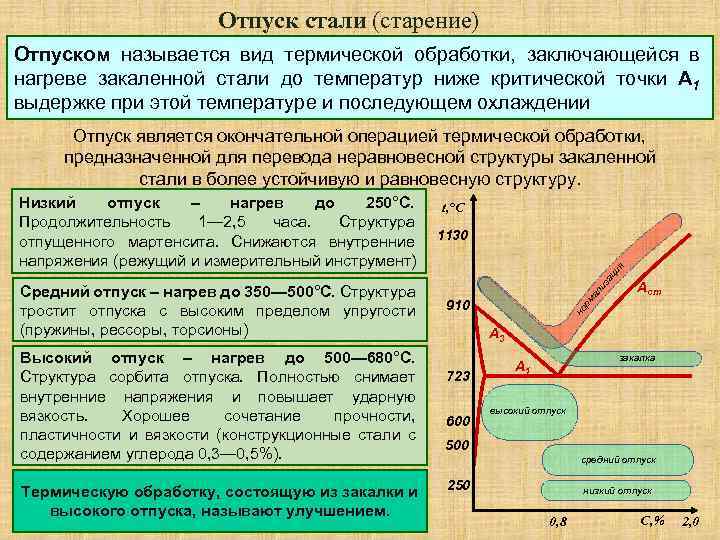
В чем заключается процесс отпуска стали?
Отпуск – это вид завершающей стадии термической отделки стали, во время которого происходит окончательное формирование структуры материала. Процесс отпуска состоит из нагрева до температуры ниже критической точки, за которым следует охлаждение.
Сам процесс подразделяется на три вида:
- Низкий отпуск – происходит при температурном режиме 150–250˚C. При протекании процесса низкого отпуска происходит уменьшение внутренних напряжений и хрупкости металла, а вязкость стали немного повышается. Твердость при этом остается практически неизмененной.
- Средний отпуск – характеризуется тем, что процесс проходит при температуре от 350 до 450 ˚C. Отличие от других видов отпуска состоит в том, что твердость детали уменьшается, а вязкость значительно увеличивается. Используется для обработки деталей, которые при эксплуатации испытывают умеренные ударные нагрузки.
- Высокий отпуск – производится при соблюдении температурного интервала от 500 до 650˚C, с последующим постепенным охлаждением. Внутренние напряжения материала при этом практически устраняются. Прочность и пластичность при этом виде обработки имеют высокие характеристики в сочетании с достаточной твердостью металла. Высокий отпуск применяется для углеродистых и легированных видов заготовок, предназначенных для изготовления валов, шестерней.
Характерные особенности и свойства
Имея в своём химическом составе 0,75…0,85% углерода, а также незначительное количество иных элементов – кремния, марганца, хрома, никеля и меди – сталь У8 является эктектоидной. При пониженном содержании марганца и кремния критическая скорость охлаждения всегда увеличивается. Поэтому практически сталь У8 используют лишь для изготовления металлообрабатывающего инструмента с небольшими габаритными размерами. Закалка стали такого типа допускает применение весьма жёстких охлаждающих сред (воды или водных растворов солей). Таким образом, данная сталь не относится к прокаливаемым: сердцевина остаётся вязкой, а твёрдость, полученная в результате предварительного отжига заготовок, практически такой же и остаётся.
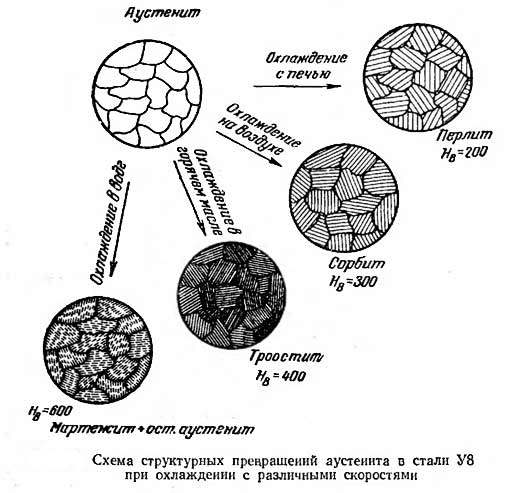
Схема структурных превращений У8
Закалка в воду имеет и другие отрицательные последствия – при росте скорости охлаждения структура стали остаётся крупнозернистой. При дальнейшей обработке (например, ковке) эта особенность может вызвать растрескивание поковки, особенно при значительных степенях деформации. Часто при закалке в воду изделие теряет свои размеры и коробится, что вынуждает дополнительно производить калибровку инструмента.
Температура критических точек стали У8 составляет:
- Начало аустенитного превращения, от исходного перлита при нагреве – 720 °С.
- Окончание аустенитного превращения — 740 °С.
- Температуры начала и окончания превращения аустенита в перлит при охлаждении совпадают, и находятся в пределах 700 °С.
- Мартенситное превращение, начинаясь при 810 °С, заканчивается при 245 °С.
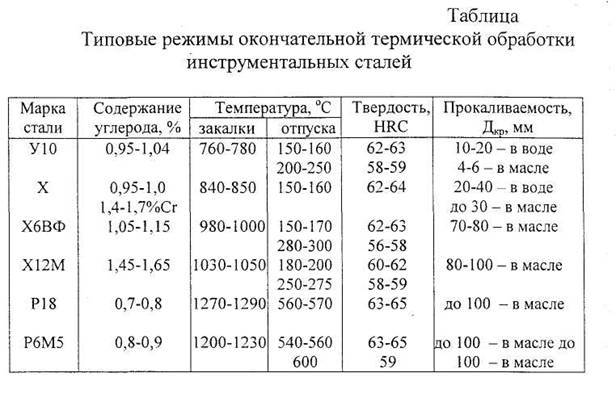
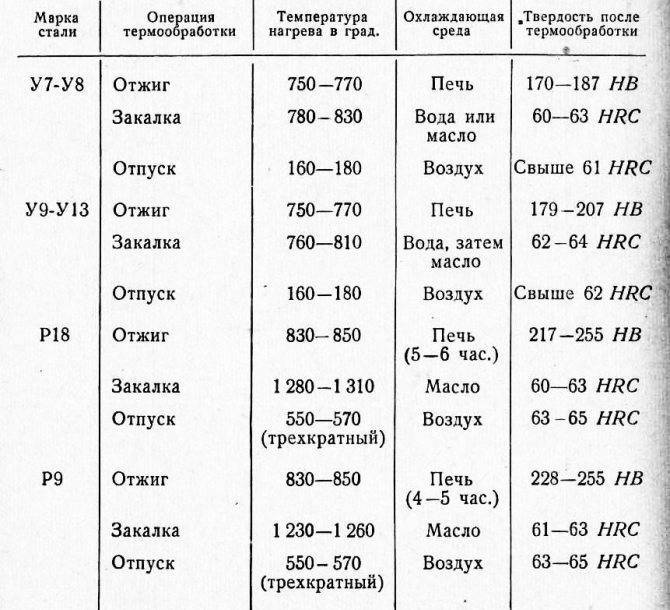
Твердость стали после термообработки
Закалка
Если технология закалки соблюдена, то конечная твёрдость изделий после термообработки должна находиться в пределах 59…62 HRC. Для выполнения такого условия, и сохранения необходимой структуры (мартенсит+аустенит) необходимо придерживаться следующих рекомендаций:
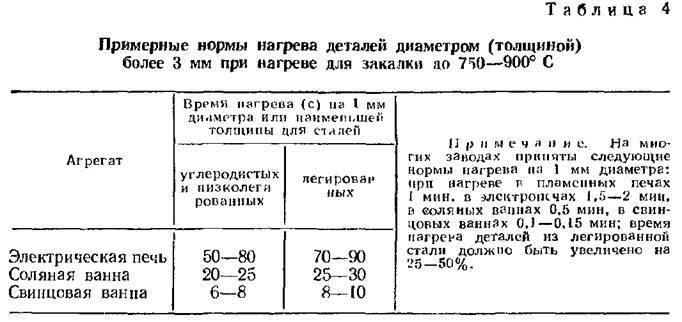
Закалочные процессы протекают в полном объёме, если они начинаются при 800…820 °С. Соотношение времени предварительного и окончательного подогрева инструмента под закалку должно быть одинаковым, и находиться в температурном диапазоне значений 400…500 °С. Точное время нагрева обычно рассчитывается в зависимости от площади поверхности инструмента и его объёма
Особенно это важно при нагреве заготовок в расплавах солей: для расплавов это должно быть 8…14 мин, для водных растворов – 15…30 мин (увеличенные нормативы применяются для инструмента с резко отличающимися продольными и поперечными размерами). Охлаждение инструмента после закалки проводят в воде, температура которой (независимо от времени года и температуры в термическом отделении) должна находиться в пределах 18…25 °С
При более низких температурах возрастает риск растрескивания изделий, а при более высоких твёрдость инструмента получается неравномерной. Тот же дефект возможен в том случае, когда закалочная среда загрязнена минеральными и органическими остатками. Закалка стали У8 на воздухе невозможна.
После закалки производится отпуск изделий. При этом мартенситное превращение происходит в полной мере, внутренне напряжения снижаются, а вязкость сердцевины возрастает. Температура отпуска стали У8 после закалки составляет 140…200 °С: именно после таких температур конечная продукция сохранит достаточную твёрдость, и будет обладать достаточно вязкой сердцевиной. Время выдержки принимают в пределах 120…200 с, для измерительного инструмента температура может быть дополнительно снижена на 20…50 °С.
Иногда после заточки и шлифования инструмента из стали У8 (в основном, мерительного) проводят дополнительный отпуск. При этом температура составляет 300…350 °С, а время выдержки — 1,5…2 часа, с последующим охлаждением детали на воздухе.
Источник статьи: http://stankiexpert.ru/spravochnik/materialovedenie/zakalka-stali-u8.html
Проверка металла на наличие термообработки
Перед тем, как начать каление, нам необходимо убедиться, что материал приобретённого нами инструмента не термообработан. Делаем проверку с помощью обыкновенного паяльника. Нагреваем инструмент и проводим им по интересующей нас металлической поверхности. Если паяльник прилипает к металлу, то значит ни о какой его термообработке не может быть и речи. Плавное прохождение паяльника по поверхности стали или отскакивание от неё говорят о том, что проверяемый нами предмет либо хорошо термообработан либо обработан слишком сильно. При отсутствии термообработки делаем её самостоятельно.
40ХН2МА сталь свойства
σ4551/10000=686 МПа, σ4551/1000=137 МПа, σ5901/10000=13 МПа, σ5901/1000=29 МПа.
| Механические свойства стали 40ХН2МА | ||||||||||
| ГОСТ | Состояние поставки, режим термообработки | Сечение, мм | КП | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (Дж / см2) | НВ, не более | |
| ГОСТ 4543-71 | Пруток. Закалка 850 °С, масло. Отпуск 620 °С, вода | 25 | — | 930 | 1080 | 12 | 50 | 78 | — | |
| Пруток. Закалка 850 °С, масло. Отпуск 620 °С, масло. | 25 | — | 835 | 980 | 12 | 55 | 98 | — | ||
| ГОСТ 8479-70 | Поковки. Закалка. Отпуск | 500-800 | 440 | 440 | 635 | 11 | 30 | 39 | 197-235 | |
| 300-500 500-800 | 490 | 490 | 655 | 12 11 | 35 30 | 49 39 | 212-248 | |||
| 100-300 300-500 | 540 | 540 | 685 | 13 12 | 40 35 | 49 44 | 223-362 | |||
| 100-300 300-500 500-800 | 590 | 590 | 735 | 13 12 10 | 40 35 30 | 49 44 39 | 235-277 | |||
| 100-300 300-500 | 640 | 640 | 785 | 12 11 | 38 33 | 49 44 | 248-293 | |||
| 100-300 | 685 | 685 | 835 | 12 | 38 | 49 | 262-311 | |||
| До 100 100-300 | 735 | 735 | 880 | 13 12 | 40 35 | 59 49 | 277-321 | |||
| До 100 100-300 | 785 | 785 | 930 | 12 11 | 40 35 | 59 49 | 293-331 | |||
| Механические свойства стали 40ХН2МА в зависимости от температуры отпуска | ||||||||||
| Температура отпуска, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (Дж / см2) | HB | ||||
| Закалка 850 °С, масло | ||||||||||
| 200 300 400 500 600 | 1600 1470 1240 1080 860 | 1750 1600 1370 1170 960 | 10 10 12 15 20 | 50 50 52 59 62 | 59 49 59 88 147 | 525 475 420 350 275 | ||||
| Механические свойства стали 40ХН2МА при повышенных температурах | ||||||||||
| Температура испытаний, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (Дж / см2) | |||||
| Закалка 850 °С, масло. Отпуск 580 °С. | ||||||||||
| 20 250 400 500 | 950 830 770 680 | 1070 1010 950 700 | 16 13 17 18 | 58 47 63 80 | 78 109 84 54 | |||||
| Образец диаметром 5 мм, длиной 25 мм, прокатанный. Скорость деформирования 2 мм/мин. Скорость деформации 0,001 1/с | ||||||||||
| 700 800 900 100 1100 1200 | — — — — — — | 185 89 50 35 24 14 | 17 66 69 75 72 62 | 32 90 90 90 90 90 | — — — — — — | |||||
| Предел выносливости стали 40ХН2МА | ||||||||||
| σ-1, МПА | J-1, ÌÏÀ | n | Термообработка | |||||||
| 447 392 519 | 274 235 | 106 | Сечение 100 мм. Закалка 850 °C, масло. Отпуск 580 °C, σв=880 МПа. Сечение 400 мм. Закалка 850 °C, масло. Отпуск 610 °C, σв=790 МПа, σ0,2=880 МПа, σв=1080 МПа | |||||||
| Ударная вязкость стали 40ХН2МА KCU , (Дж/см2) | ||||||||||
| Т= +20 °С | Т= -40 °С | Т= -60 °С | Термообработка | |||||||
| 103 | 93 | 59 | Закалка 860 °С, масло. Отпуск 580 °С | |||||||
| Механические свойства стали 40ХН2МА в зависимости от сечения | ||||||||||
| Сечение, мм | Место вырезки образца | σ0,2 (МПа) | σв(МПа) | δ4 (%) | ψ % | KCU (Дж / см2) | HRCЭ | |||
| Пруток. Закалка 850 °С, масло. Отпуск 620 °С | ||||||||||
| 40 60 80 100 120 | Ц Ц 1/2R 1/2R 1/3R | 880 830 730 670 630 | 1030 980 880 850 830 | 14 16 17 19 20 | 57 60 61 61 62 | 118 127 127 127 127 | 33 32 29 26 25 | |||
| Закалка 850 °С, масло. Отпуск 540-660 °С | ||||||||||
| до 16 16-40 40-100 100-160 160-250 | Ц Ц Ц Ц Ц | 1000 900 800 700 650 | 1200-1400 1100-1300 1000-1200 900-1100 850-1000 | 9 10 11 12 12 | — — — — — | 90 50 60 60 60 | — — — — — | |||
| Прокаливаемость стали 40ХН2МА | ||||||||||
| Расстояние от торца, мм | Примечание | |||||||||
| 1,5 | 3 | 6 | 9 | 12 | 15 | 21 | 27 | 33 | 42 | Закалка 840 °С |
| 49-59,5 | 40,5-60 | 50-60 | 50-59,5 | 49-59 | 48-59 | 45-56 | 41,5-53 | 41-50,5 | 36,5-48,5 | Твердость для полос прокаливаемости, HRC |
| Количество мартенсита, % | Критическая твердость, HRCэ | Критический диаметр в воде | Критический диаметр в масле | |||||||
| 50 90 | 44-47 49-53 | 153 137-150 | 114 100-114 | |||||||
| Физические свойства стали 40ХН2МА | ||||||||||
| T (Град) | E 10- 5 (МПа) | a 10 6 (1/Град) | l (Вт/(м·град)) | r (кг/м3) | C (Дж/(кг·град)) | R 10 9 (Ом·м) | ||||
| 20 | 2.15 | 39 | 7850 | 331 | ||||||
| 100 | 2.11 | 11.6 | 38 | 490 | ||||||
| 200 | 2.01 | 12.1 | 37 | 506 | ||||||
| 300 | 1.9 | 12.7 | 37 | 522 | ||||||
| 400 | 1.77 | 13.2 | 35 | 536 | ||||||
| 500 | 1.73 | 13.6 | 33 | 565 | ||||||
| 600 | 13.9 | 31 | ||||||||
| 700 | 29 | |||||||||
| 800 | 27 | |||||||||
| Краткие обозначения: | ||||||||||
| σв | — временное сопротивление разрыву (предел прочности при растяжении), МПа | å | — относительная осадка при появлении первой трещины, % | |||||||
| σ0,05 | — предел упругости, МПа | Jê | — предел прочности при кручении, максимальное касательное напряжение, МПа | |||||||
| σ0,2 | — предел текучести условный, МПа | σизг | — предел прочности при изгибе, МПа | |||||||
| δ5,δ4,δ10 | — относительное удлинение после разрыва, % | σ-1 | — предел выносливости при испытании на изгиб с симметричным циклом нагружения, МПа | |||||||
| σсж0,05 и σсж | — предел текучести при сжатии, МПа | J-1 | — предел выносливости при испытание на кручение с симметричным циклом нагружения, МПа | |||||||
| ν | — относительный сдвиг, % | n | — количество циклов нагружения | |||||||
| sв | — предел кратковременной прочности, МПа | R и ρ | — удельное электросопротивление, Ом·м | |||||||
| ψ | — относительное сужение, % | E | — модуль упругости нормальный, ГПа | |||||||
| KCU и KCV | — ударная вязкость, определенная на образце с концентраторами соответственно вида U и V, Дж/см2 | T | — температура, при которой получены свойства, Град | |||||||
| sT | — предел пропорциональности (предел текучести для остаточной деформации), МПа | l и ë | — коэффициент теплопроводности (теплоемкость материала), Вт/(м·°С) | |||||||
| HB | — твердость по Бринеллю | C | — удельная теплоемкость материала (диапазон 20o — T ), [Дж/(кг·град)] | |||||||
| HV | — твердость по Виккерсу | pn и r | — плотность кг/м3 | |||||||
| HRCэ | — твердость по Роквеллу, шкала С | а | — коэффициент температурного (линейного) расширения (диапазон 20o — T ), 1/°С | |||||||
| HRB | — твердость по Роквеллу, шкала В | σtТ | — предел длительной прочности, МПа | |||||||
| HSD | — твердость по Шору | G | — модуль упругости при сдвиге кручением, ГПа |
xn--402-8cd3de9c.xn--p1ai
Заключение
Подведем итоги. Отпуск стали — это технологическая процедура, которая заключается в нагреве металла до определенной температуры с последующим остыванием в защитной среде. Эта обработка позволяет улучшить качество металла — повышение прочности, нормализация пластичности, улучшение физико-химических свойств материала. В зависимости от температуры различают несколько типов отпуска — высокий, средний, низкий. Высокотемпературная обработка — оптимальна, поскольку она позволяет выполнить не только диффузию углерода, но и рекристаллизацию, полигонизации материала.
Низкотемпературная технология подходит для обработки простых деталей, низкокачественных сплавов. Инструментальные стальные сплавы (с большим содержанием углерода) не подходят для стандартного отпуска — вместо него рекомендуется делать многоступенчатую закалку. Во время обработки нужно избегать островков отпускной хрупкости, которые могут серьезно ухудшить свойства стали.