

Маркировка
Чтобы свободно ориентироваться при выборе пильных дисков, прежде всего следует изучить значение маркировки. Сегодня покупателю доступны диски от производителей всего мира, но у разных производителей разный порядок маркировки, что поначалу может немного запутать потребителя.
На самом деле ничего сложного в разных маркировках нет, и на каждом диске и упаковке в обязательном порядке указаны все необходимые данные. Покупателю остается найти их и оценить.
Пример маркировки:
D200хd30х3, где
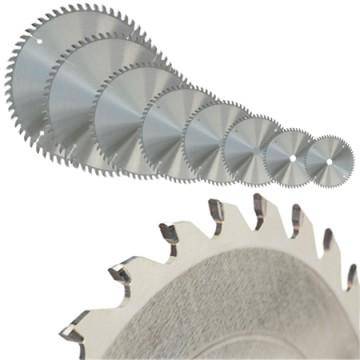
- D – внешний, «большой» диаметр, 200 мм,
- d – посадочный, «малый» диаметр, 30 мм,
- оставшаяся цифра 3 – толщина диска 3 мм.
Иногда вместо толщины диска указывается количество зубьев.
Пример таких маркировок:
- 205х24Тх20, где
- 205 – внешний диаметр (205 мм),
- 24Т – количество зубьев, (24 зуба),
- 20 – посадочный диаметр 20 мм.
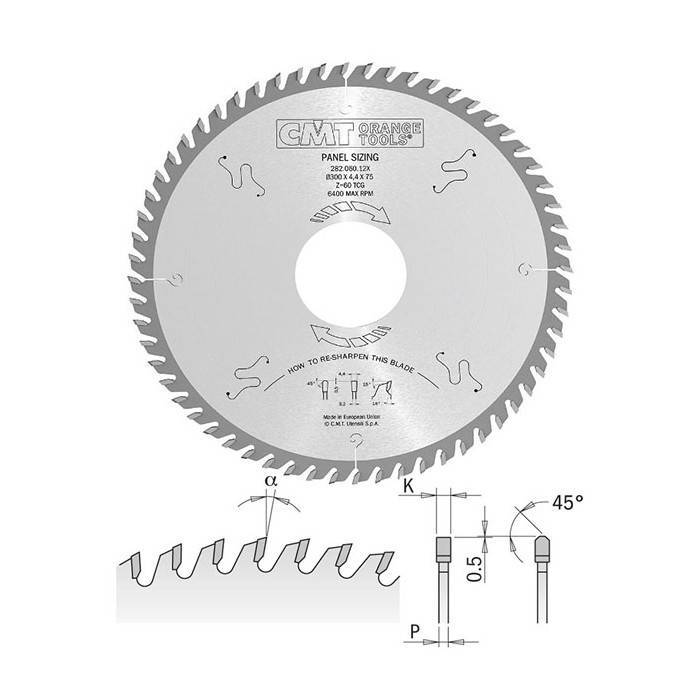
Некоторые производители дополняют цифровые строки картинками. Например, после строки 335,64, 30/32 расположены картинки с пояснениями. Нарисован диск со стрелками, указывающими внешний диаметр и числом 335, зубья и цифра 64, внутренний диаметр с переходным кольцом, позволяющим использовать диск на валах с посадочным диаметром как 30 мм, так и 32 мм.
Может быть изображен вид инструмента, для которого диск предназначен – ручная или стационарная циркулярка.
Способы увеличения срока службы пильных дисков
Заточку режущих элементов приходится проводить часто, поэтому для увеличения срока службы дисков нужно соблюдать ряд условий выполнения процедуры:
- соблюдать рекомендации производителя в плане максимального и минимального числа оборотов при работе с различными материалами (для металла параметр меньше, чем для дерева);
- не допускать появления шершавостей на поверхности, которые в последующем приведут к образованию сколов и трещин.
Твердый напайки характеризуются долгим сроком эксплуатации, но быстрее обламываются. Мягкие виды практически не подвержены таким дефектам, но уступают предыдущим в длительности периода использования.
Представленная информация поможет даже новичкам понять, как заточить диск на циркулярку правильно.
Топ-10 лучших пильных дисков для циркулярки
Оборудование и материалы для заточки пильных дисков
Чтобы наточить инструмент необходимо подготовить следующие материалы:
- цветной маркер;
- напильник;
- брусок из дерева;
- слесарные тиски.
Выполнить заточку более эффективно помогает специальный заточный станок. При этом вышеперечисленные материалы не потребуются.
 Зубья диска обязательно должны быть заточены, иначе снизится эффективность распила пилой
Зубья диска обязательно должны быть заточены, иначе снизится эффективность распила пилой
Нередко мастера используют диски с победитовыми напайками, которые повышают износоустойчивость и продлевают срок службы режущего элемента. Для заточки зубьев такого диска необходимо выполнить сглаживание кромки. Процедуру проводят с помощью эльборовых или алмазных кругов. Если взять абразивный элемент, то он быстро сотрется. Для уменьшения износа рекомендуют выбирать материалы с наибольшей зернистостью.
Заточка пил своими руками в домашних условиях
Не у каждого есть деньги на покупку дорогостоящего заточного станка, поэтому вопрос, как наточить диск на циркулярку без применения специализированного оборудования, считается актуальным. Во время процедуры необходимо соблюдать правильные углы заточки. Но делать это, держа пилу на весу, достаточно тяжело даже мужчинам с крепким телосложением и точным глазомером. В домашних условиях разумным решением будет изготовление простейшего точильного приспособления с креплением, позволяющим надежно фиксировать инструмент в определенном положении по отношению к кругу.
Затачивать пилу самостоятельно можно разными способами, в том числе и используя болгарку
Одним из самых удобных вариантов считается плоская подставка, поверхность которой совпадает с уровнем оси заточного круга. Пильный диск размещают на ней так, чтобы затачиваемая область зубьев располагалась перпендикулярно к полотну пилы.







Приспособление изготавливают с подвижным шарниром, если требуется затачивать переднюю или заднюю поверхность скошенных зубчиков. При этом возникает проблема, ведь выдерживать одинаковые углы заточки мастеру будет сложно. Решить ее помогает жесткая фиксация центра пильного элемента относительно точильного круга в нужном положении. Для этого на поверхности подставки делают паз, в который устанавливают поддержку для пилы. Еще один вариант заключается в установке специальных упоров, удерживающих диск под требуемым углом к заточному кругу.
Станок можно самостоятельно изготовить из болгарки, которая фиксируется хомутами. Рабочий стол обычно создают из ДСП. Для работ в доме рекомендуют выбирать крупнозернистый точильный круг, который выполняет грубую обработку и придает форму зубцам. Элемент со средней зернистостью используют для заточки режущей кромки, алмазными выполняют финальную стадию.
Виды полотен для сабельной пилы
Режущим инструментом сабельной пилы является полотно, представляющее собой пластину, изготовленную из специальных высокопрочных сплавов, имеющую с одной стороны режущие зубья. С помощью полотен разных видов можно делать пропилы без зазубрин и заусенец с максимальной точностью.
По форме зубьев
От формы и размера зубьев полотна зависит чистота пропила и скорость резания. Также для обработки определенных видов материалов разработана специальная форма резцов. Итак, полотна для сабельных пил могут иметь следующие формы зубьев.
- М-образная форма зубьев. Полотно имеет фрезерованные резцы, позволяющие пилить материал как на прямом, так и на обратном ходу. Оснастка применяется для резки черного и цветного металла, нержавеющей стали, древесины, особенно если в ней есть частицы металла, а также различных видов пластмасс.
- Острые, фрезерованные, с переменным шагом зубья. Полотно имеет разведенные резцы и применяется для прямого реза любых сортов древесины, в том числе и с металлическими частицами.
- Фрезерованные резцы с волнистой разводкой. Оснастка применяется для резки металла до 2,5 мм и любых пород древесины с металлическими вкраплениями.
- М-образные, наклонные, имеющие переменный шаг. Это универсальная и высокопроизводительная оснастка с разведенными зубьями. Предназначается для резки всех сортов древесины с металлическими вкраплениями и для резки металла до 2,5 мм.
- Мелкие, фрезерованные, разведенные резцы. Полотно используют для прямого реза металлических изделий толщиной не более 1,5 мм.
Кроме всего, полотна различаются по материалу, из которого они сделаны, о чем говорит маркировка, нанесенная на любом виде оснастки.
Маркировка полотен
Пилы для сабельных пил делаются из следующих материалов.
- HCS. Данная маркировка обозначает, что основой инструмента является высокоуглеродистая сталь. Пилы предназначены для резки древесины и изделий на ее основе, а также пластика и резины.
- HSS – это инструментальная быстрорежущая сталь. С ее помощью можно работать по цветным металлам, а также резать листовой и профильный металл.
- BIM – это биметаллический сплав, являющийся комбинацией прочных и гибких сталей HSS и HCS. Данные полотна имеют длительный срок службы и применяются для порезки газобетона, а также распиливания досок с гвоздями.
- HM/CT – это твердосплавная оснастка. Пилы используют для резки пористых и абразивных материалов: конструкций из бетона, стеклопластика и стекловолокна, газобетона и черепицы.
- CV – это хром-ванадиевый сплав. Оснастка, изготовленная из него, отличается повышенной износостойкостью и применяется для работ по пластику и древесине любых пород.

Критерии выбора
Выбирая полотно для агрегата сабельного типа, необходимо в первую очередь обратить внимание на хвостовик оснастки. Крепления полотен могут быть как универсальными, подходящими для большинства моделей агрегатов, так и предназначенные только для одной марки сабельных пил
Также большое значение имеет размер зубьев. Крупные зубья дают высокую скорость резки, но не могут обеспечить хорошего качества пропила. Поэтому, чтобы получить аккуратный рез, используется оснастка с мелким зубом.
Резцы полотен аппаратов сабельного типа могут быть шлифованными или фрезерованными. Оснастку, имеющую шлифованные резцы, применяют для резки мягких материалов. Чтобы справиться с металлом или твердыми породами древесины, используют пилы с фрезерованными резцами.
Как узнать, что пора заточить диск
Независимо от условий использования дисковой пилы, режущая кромка пильного диска будет изнашиваться. При этом не имеет значение, из какого материала выполнен элемент и напайки на его зубьях.
Сигналом о необходимости проведения заточки выступают следующие признаки:
- во время резки приходится прикладывать больше усилий, чтобы диск выполнил распил;
- срезы получаются с неровными, рваными краями;
- при работе с деревом или другим материалом места распила имеют ярко выраженный обугленный вид;
- ощущение запаха гари при работе, появление дымка из-под защиты пилы и быстрый нагрев диска или электропривода;
- если пилить тупым диском, то опилки получаются мелкими, больше похожими на пыль.
Эксперты считают работу с затупленным диском нерациональной, так как увеличивается не только нагрузка на инструмент, но время процедуры распиливания заготовок.
Основные методы заточки
Восстановить остроту зубьев режущего элемента дисковой пилы помогают несколько методов – классический, ручной и автоматизированный. В первом случае нужны тиски, во втором – напильник и надфили с алмазным напылением. Заточка с использованием станка считается самой простой процедурой, но требует хороших материальных вложений на покупку оборудования.
Заточка дисковой пилы: классический метод
Затачивать диск начинают с задней поверхности, передняя при этом остается в неизменном положении. Круги при этом можно не снимать с пилы или установить его в тисках. В первом случае станок обязательно отключают от сети. Порядок и принцип действий в обоих случаях идентичны. Диск фиксируют 2 брусками, которые плотно прижимают к зубьям, в одном положении, что позволяет избежать движения обрабатываемого элемента. Боковую сторону первого зубца, подлежащего заточке, отмечают маркером.
По окончании процедуры обязательно проводят проверку работоспособности диска путем распила ненужной заготовки. При этом контролируют работу пилы. Отсутствие посторонних шумов, запаха гари и неровного движения обрабатываемого материала указывает на правильное выполнение операции. Если отмечается посторонний скрип, то рекомендуют закрепить фломастер возле пилы и медленно проворачивать диск. Такая манипуляция покажет, где высота зубьев меньше или больше, чем у остальных.










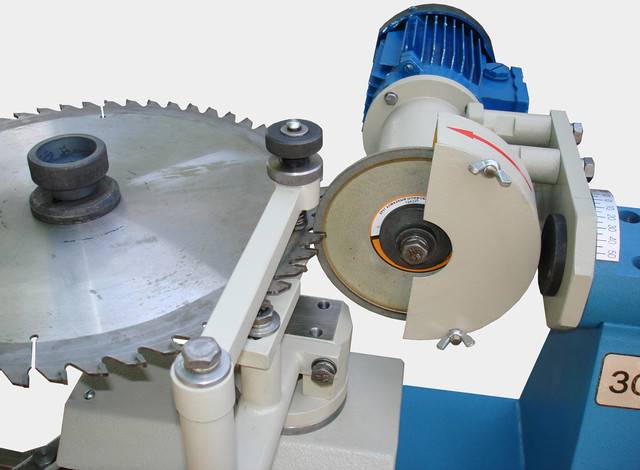
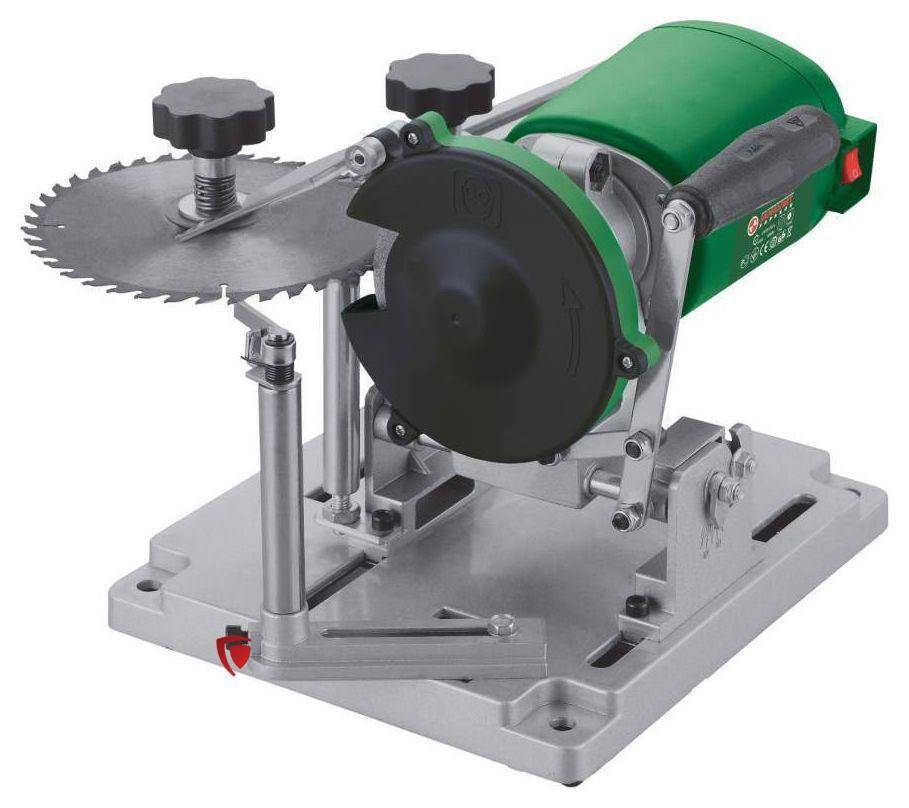
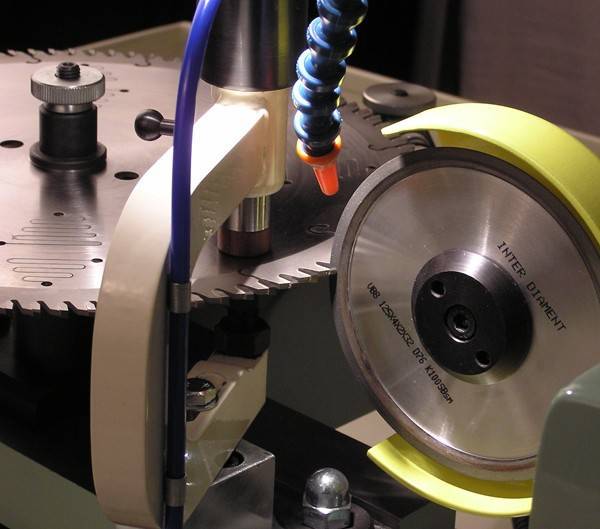
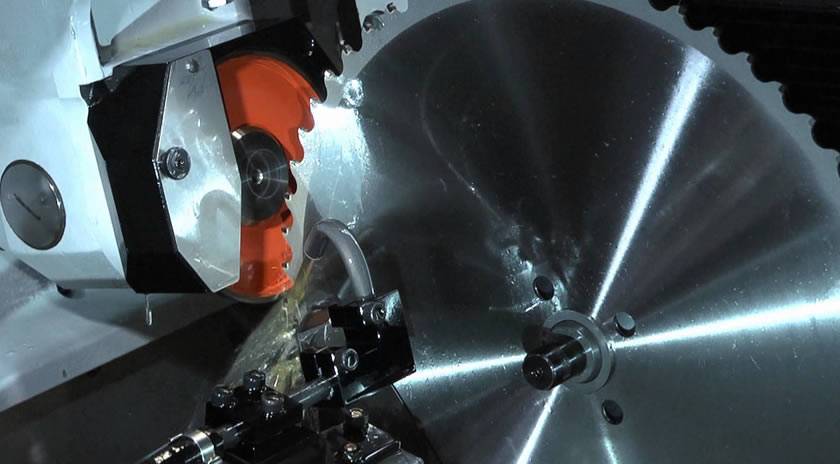
Как станком заточить диск
Применение специальных станков позволяет быстро и легко поточить циркулярную пилу. Главной задачей выступает контроль за углом подачи диска. Оператор выставляет его 1 раз, а затем перемещает зубья в область обработки, легко прижимая их плоскости к точильному кругу.
Самый простой станок состоит из следующих конструктивных элементов:
- двигатель с системой крепления заточного круга;
- направляющие с перемещаемой подставкой, которая подает полотно пилы в рабочую область;
- фиксатор режущего элемента пилы, удерживающий инструмент в неизменном положении при подаче к заточному кругу.
Перед проведением заточки диск обязательно обеззараживают.
Для заточки есть специальные станки
Ручной способ
Ручной напильник используют для заточки стальных дисков, так как при обработке режущей кромки элементов с победитовыми напайками сложно выдерживать правильный угол. Процедуру проводят, как и в предыдущем случае, после выполнения разводки зубьев.
Ознакомившись со следующими действиями, вы поймете, как точить циркулярку ручным способом:
- Режущий элемент зажимают в тисках или струбцине между 2 деревянными брусками длиной 100 мм и сечением 50х50 мм, чтобы поверхность находилась в горизонтальном положении.
- Маркером отмечают первый зуб, который подлежит обработке.
- Берут напильник, толщина которого позволяет ему свободно проходить в проемы между соседними зубьями.
- Точильный инструмент прикладывают одной стороной к обрабатываемой поверхности, а другой – к бруску.
- Медленными движениями с одинаковым усилием осуществляют заточку каждого зуба.
Применение такого метода считают рациональным при нечастом использовании пилы, так как осуществлять заточки в сравнении с другими способами намного труднее и дольше. При частой эксплуатации инструмента лучше приобрести специальный станок.
Как выбрать хорошую дисковую пилу?
Перед тем, как выбрать инструмент, мастер должен определиться, какие виды работ он будет выполнять, насколько велик их объем, материалы какой толщины потребуется резать.
На российском рынке представлено множество моделей следующих классов:
- Бытовые модели рассчитаны на проведение ремонтных работ в доме или на даче. Период их непрерывной эксплуатации не превышает 25 мин. Более низкая цена обусловлена меньшим уровнем мощности, ограниченным функционалом.
- Полупрофессиональные агрегаты считаются универсальными циркулярными пилами, так как могут помочь в решении бытовых и более сложных задач. Характеризуются высокой мощностью, но не обладают таким набором опций, как профессиональные модели.
- Профессиональные циркулярки предназначены для использования в производственных условиях. Они способны работать непрерывно в течение 1 часа, пилят не только дерево, но и металл, камень. Характеризуются производительностью, надежностью, расширенным функционалом, длительным сроком эксплуатации. У них высокая мощность что отражается на размерах и весе инструмента в сторону увеличения.
По причине большой стоимости покупка профессиональных дисковых пил для работ в доме считается нерентабельной. В дополнение их габариты делают неудобным выполнение работ в труднодоступных местах.
Циркулярными полупрофессиональными пилами режут не только дерево, но и камень, металл
По типу питания циркулярки делят на сетевые и аккумуляторные. Сетевые отличаются высокой мощностью, но использовать их можно только при наличии рабочей розетки. Если вы будете работать в мастерской на верстаке, то сетевая модель будет идеальным вариантом.
Аккумуляторные агрегаты привлекают отсутствием проводов, возможностью выполнения распила на высоте, в местах с отсутствием электрической сети. Данный вариант больше подойдет строителям. При этом нужно учитывать, что инструменты, источником питания которых выступает АКБ, не рассчитаны на использование диском диаметром более 190 мм.
По типу конструкции выделяют следующие варианты дисковых пил:
- Стационарные. Представляют собой большие станки. Отличаются высокой производительностью, поэтому подойдут для работ в мебельных цехах или других производственных помещениях.
- Настольные. Уступают стационарным по мощности, но более компактны, поэтому их проще транспортировать. Модели рассчитаны на средний объем работ. Их рекомендуют приобретать для проведения строительных работ на даче или выполнения ремонтных задач в домашней мастерской.
- Ручные. От предыдущих вариантов отличаются наличием ручек на корпусе, мобильностью, более низкой ценой. Благодаря малому весу их удобно использовать на строительных площадках.
- Погружные. У таких агрегатов пильный диск находится в кожухе, а не выступает над поверхностью. Они предназначены для решения проблемы недостаточной точности распила, способны делать пазы в любом месте на детали. Такие пилы незаменимы при необходимости выпиливания отверстия под раковину. С помощью погружных пил мастер может точно разрезать многослойное напольное покрытие.
При выборе лучших моделей в рейтинг циркулярок эксперты провели сравнительный анализ основных технических характеристик агрегатов:
- Мощность. От величины показателя зависит производительность инструмента, глубина пропила. В бытовых пилах она не превышает 800 Вт. Профессиональные агрегаты характеризуются мощностью от 1.2 до 5 кВт.
- Диаметр отрезного диска. Определяет толщину обрабатываемого материала. Глубина пропила составляет 1/3 от диаметра диска. Глубина реза у моделей с показателем 160-165 мм составляет 55 мм. Элементы с диаметром 190 мм способны распиливать заготовки толщиной 65 мм. Расходник придется часто менять, поэтому предварительно проверьте ассортимент ближайших строительных магазинов. Диски с большим или меньшим диаметром не всегда доступны.
- Частота вращения шпинделя. При высокой скорости получается более точный рез, но быстро нагревается инструмент, что делает невозможным его использование для распила ряда материалов. Решить проблему помогает наличие регулятора частоты вращения – мастер самостоятельно сможет подгонять параметр под тип сырья.
Безопасность эксплуатации дисковой пилы повышается при наличии тормоза двигателя, а комфорт работы обеспечивают такие опции, как плавный пуск, блокировка шпинделя, регулировка угла наклона и глубины пропила. Наличие направляющей шины не позволяет инструменту отклоняться от линии реза, гарантируя его точность, уменьшает количество сколок. Не лишним будет присутствие в конструкции муфты скольжения, исключающей риск обратного удара при заклинивании диска.
Для дома подойдет маломощная дисковая пила
Рейтинг лучших
Пильная оснастка относится к ходовым (расходным) товарам. Поэтому есть много желающих занять эту нишу со своим некачественным товаром. Проблема в том, что производители контрафакта могут использовать названия брендов с хорошей репутацией.
Если у вас еще нет такого инструмента, то перед покупкой обязательно почитайте развернутую статью о том, как выбрать циркулярную пилу, а также ознакомьтесь с рейтингом лучших дисковых пил для дома.
Лучшие дорогие
СМТ, Италия. Стоимость от 2 400 до 10 000 руб, в зависимости от размера, количества зубьев.







Оригинальные изделия СМТ относятся к классу профессиональных, пилят качественно, служат долго, реже требуют заточки.
Этот производитель широко представлен на площадках, где продается оснастка для массового потребителя. Есть и другие производители профессиональных дисков, их следует искать на площадках по продаже профессионального оборудования. Цены на такую продукцию высокие.
Средний ценовой сегмент
Производители электроинструмента часто выпускают оснастку для своих изделий. При этом они заинтересованы в том, чтобы их инструмент имел хорошую репутацию. Потому одноименные с инструментом пильные диски, как правило, хорошего качества. К таким относятся: Bosch, Метабо, Зубр, Makita, Dewalt.
Цены от этих производителей сопоставимы. Чаще предпочтение отдается брендам Bosch и Makita из-за традиционного немецкого и японского качества, хорошей репутации.
Недорогой сегмент
Здесь можно встретить как дешевые китайские изделия ужасного качества, которые не будут пилить в принципе, так и относительно качественные изделия. К последним относится Атака. Производитель занял свою нишу на рынке благодаря сравнительно низким ценам и вполне работоспособному товару.
Новые диски Атака пилят очень хорошо. Минус – недолговечность. Зубья выкрашиваются или выпадают полностью, требуют частой заточки, но ввиду малого размера не выдерживают много циклов заточки. Хорошо подходят для небольшого объема работ.
Стоимость – от 500 руб.
Увидеть, как ведут себя пильные диски от различных производителей на практике и оценить чистоту реза можно просмотрев видео.
В итоге, когда средств на оснащение мастерской не хватает, можно экономить, купив циркулярку по низкой или средней цене. Но на качестве дисков экономить не рекомендуется – хороший диск пилит хорошо, а плохой — плохо. Поэтому, делайте выводы.
Как заточить диск своими руками
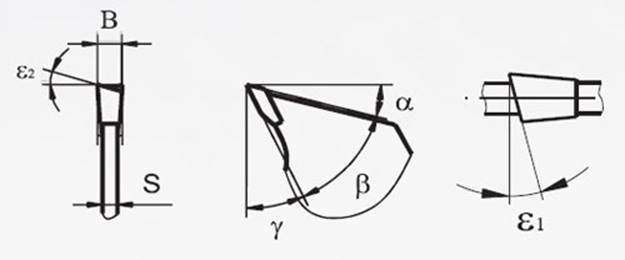
Чтобы заточить дисковую пилу, принимают во внимание четыре основных угла:
- α – задний угол;
- γ – передний угол;
- β – угол заострения, задается задними и передними углами (β=90°-γ-α);
- Ɛ1 и Ɛ2 – углы скоса, как передних, так и задних плоскостей.
Угол затачивания инструмента подбирается по типу материала, который предстоит обрабатывать, и по направлению реза, что очень важно при распиловке древесины. Для проведения распилов вдоль волокон древесины оснастка должна иметь зубья с достаточно большим передним углом (от 15° до 25°)
Для пиления поперек волокон требуется передний угол (γ) от 5° до 10°. На универсальных пилах, позволяющих делать распилы как вдоль волокон древесины, так и поперек, передний угол резца имеет среднее значение, равняющееся 15°.








Кроме всего, на угол затачивания влияет и твердость материала. Заострение зуба (β) нужно обязательно уменьшить перед пилением твердых материалов.
Правила заточки
Чаще всего, твердосплавная напайка изнашивается по своей верхней кромке. Она со временем стачивается и скругляется приблизительно на 0,1-0,3 мм. Также изнашивается и передняя грань резца. Не следует допускать сильного затупления режущих элементов, поскольку для выравнивания кромок придется стачивать большее количество материала с резца. О том, что оснастку пора затачивать, можно определить по виду кромок резцов и по качеству пропила: остаются рваные края с большим количеством сколов.
При правильном проведении заточных мероприятий появляется возможность затачивать резцы около 25-30 раз. При этом будет обеспечиваться требуемая острота режущей кромки. Чтобы добиться таких результатов и значительно продлить срок службы оснастки, рекомендуется производить заточку зуба по задней и передней плоскостям. Конечно же, можно стачивать и одну плоскость зуба пилы, но количество попыток при этом уменьшится в 2 раза. На рисунке ниже показано, как влияет на количество заточек стачивание зуба по одной и обеим плоскостям.

Затачивая резцы оснастки, рекомендуется последний проход абразивом делать по задней плоскости зуба. В среднем, величина стачивания металла зуба должна находиться в пределах 0,05 – 0,15 мм.
Заточка диска в домашних условиях
Диски для пил обычно затачиваются на специальном станке. Покупать аналогичный станок для дома не имеет смысла, если вы не собираетесь открыть бизнес по заточке оснастки для циркулярок.

Но как заточить дисковую пилу без профессионального оборудования? Чтобы наточить пильный диск своими руками, потребуется наличие:
- точильного настольного станка (можно для этих целей приспособить болгарку);
- абразивного круга (лучше, если это будет алмазный тарельчатый диск для заточки);
- простого приспособления, которое можно сделать из обрезков ДСП.
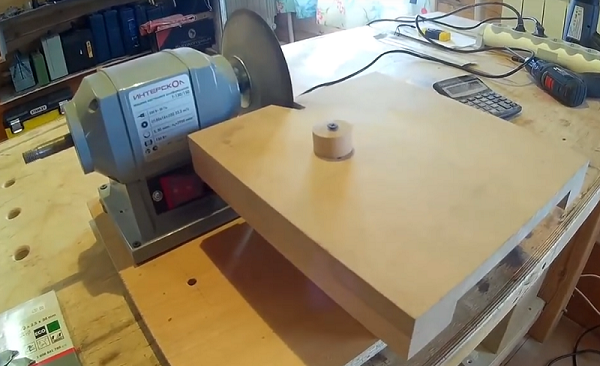
Последняя приспособа представляет собой столик, состоящий из подвижной верхней каретки и неподвижного основания. На следующем фото показано основание без каретки.

Чтобы каретка двигалась правильно, в горизонтальной плоскости, по ее краям можно закрепить планки или установить ее на мебельные телескопические направляющие. Далее, в определенном месте каретки (находится экспериментальным путем) устанавливается шайба диметром, соответствующим посадочному отверстию оснастки.

На эту шайбу одевается пильный диск и вместе с кареткой пододвигается к алмазному кругу.

Для равномерной заточки можно между двумя зубьями (слева и справа от точильного круга) вкрутить по саморезу, которые будут служить одновременно и упором, и ограничителем.
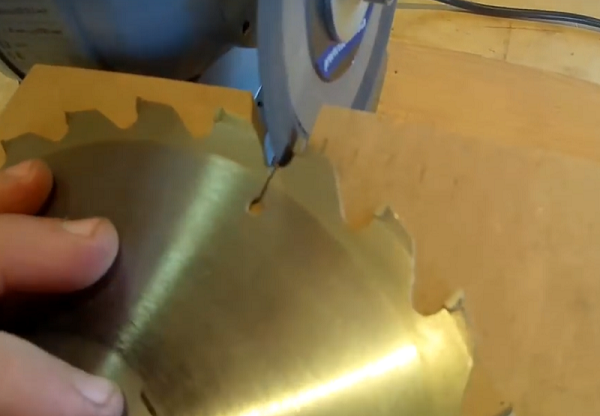
После правки первого резца (рекомендуется наметить маркером) каретка отодвигается от алмазного круга, диск переставляется на один зуб по упорам, и заточка циркулярной пилы продолжается.
Принципы и углы затачивания
Чтобы понять, как наточить циркулярную пилу правильно, необходимо знать основные принципы проведения процедуры:
- Перед началом работы определяют степень износа каждого зубца диска.
- Самый значительный износ отмечается на верхней режущей кромке, ее линия округляется до 0.3 мм и более, а также на передней поверхности зуба.
- Операция выполняется в 2 этапа – формируется форма проблемных зубцов и их поверхностей, выполняют заточку режущей кромки. При сильной изношенности диска сначала выравнивают переднюю и верхнюю часть, затем боковые и основную грани.
- Если на пильном элементе отмечается разводка зубьев, то первым восстанавливают угол наклона, а затем приступают к граням.
Рабочие элементы дисковых пил обрабатываются по 4 главным углам заточки – передний, задний и 2 среза поверхностей. Их величина зависит от назначения инструмента, вида распиливаемого материала и направления пиления. Агрегаты для продольной резки затачивают под передним углом от 150 до 250. Если пила предназначена для поперечного распиливания, то величина показателя составляет 5-10 градусов. Универсальные модели, которые используют для обработки материалов в разных направлениях, затачивают под углом 150.








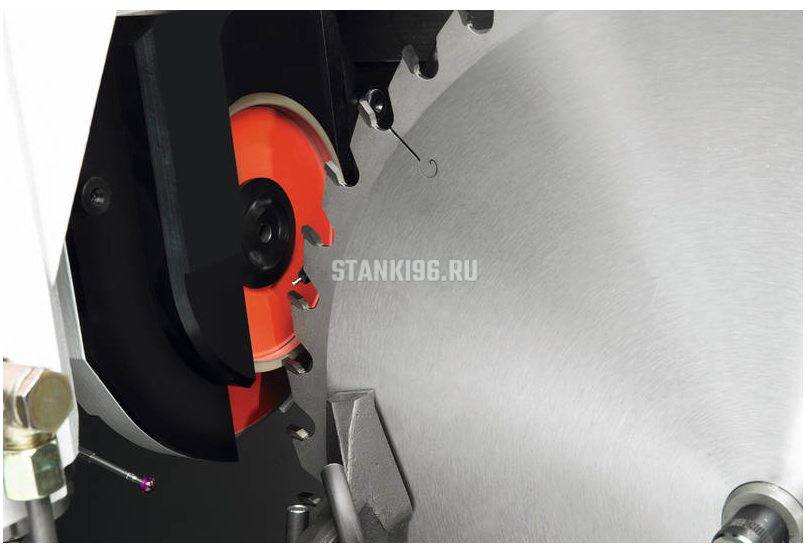
Общие требования к заточке
Для обеспечения качественного результата и безопасности работы эксперты рекомендуют соблюдать ряд правил:
- диск необходимо надежно зафиксировать в таком положении, чтобы все зубья были отчетливо видны;
- элемент ложен плотно прилегать к дискам и удерживающим брусьям;
- обязательно контролирует равномерность съема металла по профилю зубьев;
- во избежание разогрева и деформации материала диск не должен прижиматься к точильному кругу;
- при использовании алмазных точильных элементов обязательно используют охлаждающую жидкость;
- перед заточкой диск очищают от загрязнений моющими растворами.
При соблюдении всех правил процедуры до полного износа диска можно проводить 25-30 заточек.
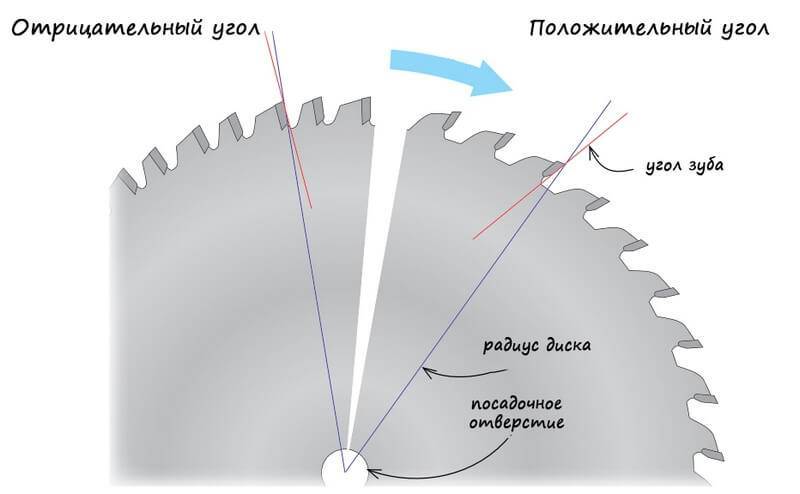
Наклон заточки зубьев
Под данным понятием понимают угол отклонения режущей кромки зуба от радиуса диска. Величина показателя индивидуальна для каждого рабочего элемента. Ее обычно указывают в паспорте или на боковине.
Выделяют следующие виды углов:
- Положительный – обозначается маркировкой POZ 10, составляет от 15 до 20 градусов. Увеличивает подачу агрегата, но делает разрез грубым
- Отрицательный – маркируется символами NEG-5. Варьируется в диапазоне от 0 до -5 градусов. Диски с отрицательным углом наклона обладают медленной скоростью, но качество распила выше.
- Нулевой. Элементы с таким показателем используют для резки металла.
Если вы планируете пилить древесину в продольном направлении, то выбирать нужно первый вариант, в поперечном – второй тип дисков. Режущие круги с углом 15 градусов считаются универсальными. Они способны выполнять распил материала вдоль и поперек.
Заточка зубьев предполагает обязательную разводку зубьев
Разводка зубьев
Первым этапом процедуры выступает проверка расстояния между зубьями диска. Его подгон осуществляют под тот тип материал, с которым чаще придется работать. Для обработки твердых пород древесины зубцы разводят на расстояние в 1.5-2 раза больше, чем толщина полотна. При работе с мягким материалом данная величина должна превышать толщину в 2-3 раза.
При выполнении разводки нужно следить, чтобы зубцы были отогнуты равномерно. При их расположении на разном расстоянии от центра будет происходить постоянное заклинивание режущего круга, что уменьшит скорость распиловки, отразится на качестве реза в худшую сторону.
Разводку рекомендуют осуществлять специальным приспособлением с одноименным названием. Наличие упора не позволит отогнуть зуб на большее расстояние, чем предусмотрено стандартом.
Все зубцы делятся на 2 группы. Сначала выполняют разводку элементов одного типа, а затем остальных, поэтому их загиб осуществляют через один по всей длине режущего полотна в противоположные направления.





