

Подготовка
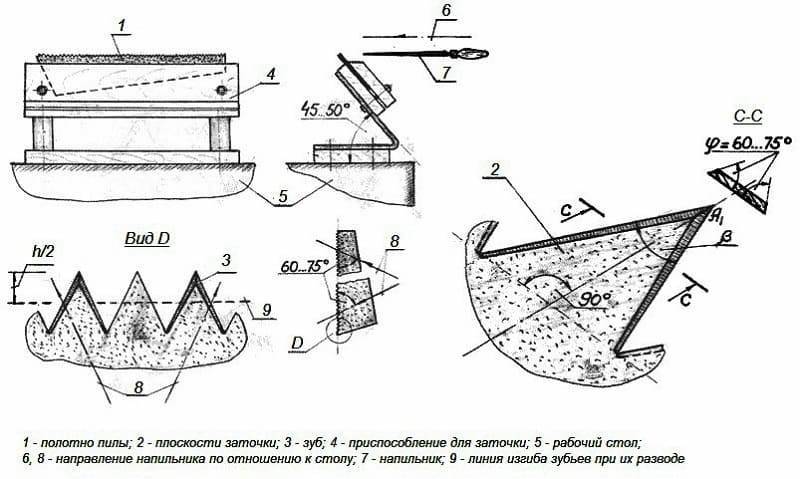
Перед началом работ необходимо обесточить инструмент, деталь которого утратила прежние характеристики. Диск плотно фиксируется при помощи специальных брусков, которые размещаются по обеим его сторонам. Для всех зубьев ставятся отметки на полотне, при этом в процессе прикладываются равные усилия и идентичное количество движений инструмента. Так можно произвести качественную, равномерную обработку диска.
Деталь устанавливается обратно после достижения необходимого вида и проверки углов заточки. Далее необходимо сделать пробный распил на станке и удостовериться в качестве проведенных работ
Важно, чтобы все зубья размещались на одной плоскости, в ином случае перемещение бруска будет неравномерным, а работа станка будет сопровождаться характерным шумом. Также это возможно в случае если некоторые зубья требуют корректировки
Если заточка пильных дисков выполняется самостоятельно, стоит помнить про развод кромок, при котором все зубья постепенно отгибаются в различные стороны, но расстояние между ними остается одинаковым. Эти действия можно выполнить при помощи специального инструмента под названием разводка, он обеспечивает равномерный отгиб в средней части всех элементов. После проведения такой процедуры пила приобретет более свободный ход, а ширина пропила станет больше.
С учетом того, что пропил производится не самим диском, а его кромками, которые постепенно снимают слои древесины, становится ясно, что с увеличением развода зубцов снижается вероятность заклинивания, а пропил приобретает большую ширину. Стоит отметить, что в этом случае для работы инструмента приходится прикладывать больше усилий. При отсутствии специальных приспособлений многие пользуются разводным ключом для разведения зубьев, но такая методика имеет множество ограничений и подходит не для всех пил.
На вид разводки в первую очередь влияет порода древесины, которая впоследствии будет обрабатываться. К примеру, для получения ровного распила без каких-либо недочетов и выступов на мягкой породе требуется большая разводка. Желательно, чтобы зубья отклонялись в выбранную сторону на 5-10 мм. Заточка пильных дисков по дереву производится только после осуществления разводки, иначе зубья окажутся непригодными для использования из-за возникшей деформации.
Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.
Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.
Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Как определить необходимость заточки, степень износа и решаем точить или выкидывать
Рабочей поверхностью диска являются зубья-резцы определенной режущей конфигурации. Поскольку диск является расходным элементом пилы, то с выполненными объемами работы режущие характеристики зубьев снижаются, заточка приходит в неудовлетворительное состояние.
Следующие факторы свидетельствуют о том, что резцы нуждаются в оперативной заточке:
- Необходимо увеличить нажим диска на поверхность древесины для зарезания и создания пропила.
- Из-под защитного кожуха появляется дым, ощущается запах горящей древесины.
- Защитный кожух сильно греется.
- Мелкие опилки.
Вследствие этих факторов наступают следующие негативные последствия для ручной циркулярной пилы:
- Снижается производительность.
- Увеличивается расход электроэнергии.
- Усиливается нагрузка на электродвигатель и редуктор.
В конечном итоге это приведет к выходу устройства из строя.
Как станком заточить диск
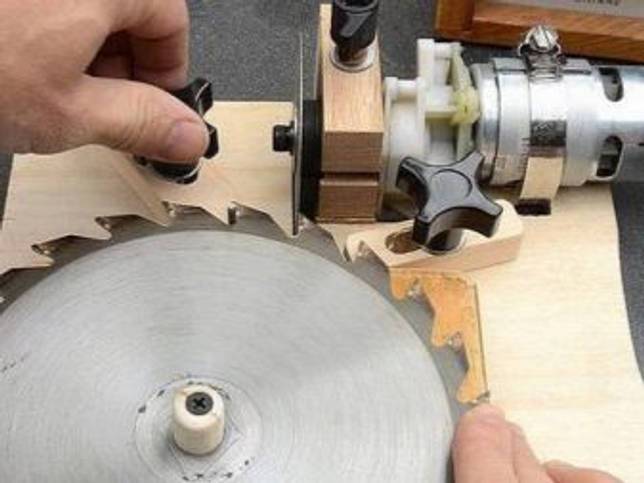
Для восстановления целостности режущих дисков используется два способа — это ручной и автоматизированный. Ручным методом выполнять процедуру не только сложно, но еще и требуется много времени. Именно поэтому имеет смысл купить заточной станок для пильных дисков или же изготовить устройство самостоятельно.
Простым приспособлением для заточки пильных дисков считается точило или наждачный станок, на валу которого нужно закрепить специальный круг — алмазный, эльборовый, а также из напыления карбида кремния. Сложность реализации процесса в том, что затачиваемую оснастку необходимо зафиксировать в неподвижном положении, поэтому держать диск в руках при его заточке не рекомендуется. Это не только опасно, но еще и способствует снижению качества заточки.
Это интересно! Перед тем, как приступать к реализации работ, необходимо очистить поверхность затачиваемой оснастки от нагара. Для этого можно использовать керосин, солярку или промышленные очистители. Если не произвести очистку, то производительность насадки удастся восстановить до 75%-80%.







Инструкция по правильной заточке режущих дисков для циркулярных пил:
- Каждый зуб, который подвергается заточке, должен располагаться перпендикулярно к полотну
- Принцип заточки заключается в том, что к вращающемуся полотну (алмазному кругу), необходимо подводить каждый зуб диска
- От величины усилия прижима зависит количество снимаемого слоя металла. Чем больше износ или стертость зубьев, тем сильнее следует прижимать оснастку к полотну
- Аналогичным способом выполняется процедура для каждого звена
Чтобы выполнять заточку дисков от циркулярных пил, для этого не обязательно покупать специальное оборудование. К домашнему точильному станку нужно приделать стойку, которая состоит из неподвижной и подвижной части, а также крепление. При помощи такого приспособления можно легко и быстро выполнять затачивание в домашних условиях.
Задача усложняется, когда необходимо выдержать соответствующий угол затачивания. Чтобы модернизировать и расширить функционал установки, понадобится изготовить регулятор наклона подвижной подставки. В качестве регуляторов используются болты с гайками, за счет которых можно выставить необходимый угол наклона подставки.
Подвижная подставка представляет собой квадратную рамку, в центре которой располагается фиксатор для установки диска. Фиксатор имеет одинаковый диаметр с затачиваемой оснасткой. В подставке делается паз, через который выполняется выдерживание необходимого угла заточки. Производить работы по затачиванию не трудно, поэтому при частых работах с обработкой древесины циркулярной пилой, изготовить заточной станок необходимо обязательно.
Это интересно! Выполнять работы по затачиванию автоматизированным способом намного быстрее и проще, однако для этого понадобится специальное оборудование. Ручной способ в этом плане не требует никакого оборудования, кроме напильника.
Виды разводки зубьев циркулярной пилы
Сложность процесса разводки обусловлена необходимостью отводить зубцы в сторону на одинаковое расстояние. Этого можно добиться, применяя заводское приспособление для разводки циркуляционных пил. Каждый зуб нужно начинать разводить с середины его размера. Для разных по плотности древесных материалов степень разводки зубьев должна быть своя, но, не углубляясь в подробности, можно сказать, что на распиловку мягких пород разводят шире, чем на твердые.
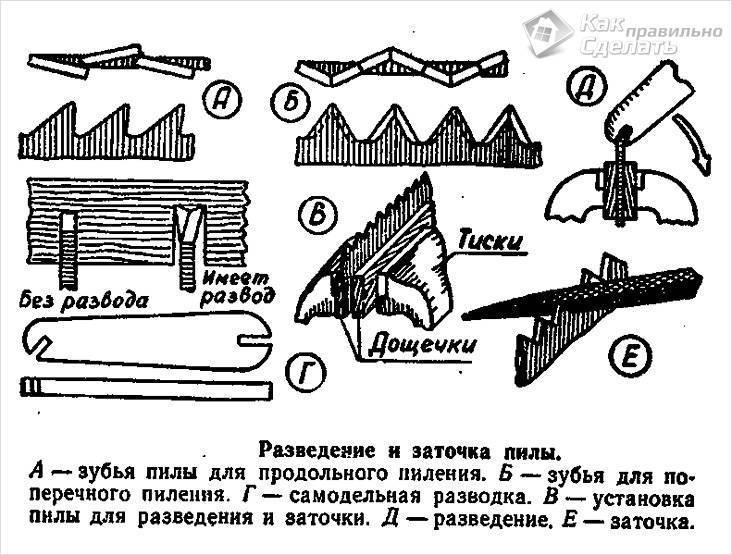
Различают три основных способа разводки:
- Разводка зачищающего типа. Этот метод сводится к тому, что зуб через два остается на своем месте без изменения, остальные отклоняют в разные стороны. Такая подготовка пилы хороша для работы с твердотельной древесиной.
- Вариант классической разводки, когда поочередно зубья пилы отводят то вправо, то влево. Этот универсальный способ можно применять практически для всех типов пил.
- Так называемая волнистая разводка, отличительной чертой которой является отведение зубцов не на строго определенное расстояние от центра, а на разные расстояния с отклонением в пределах 0.3–0.7 миллиметров.
Как определить момент, что пора наточить ножовку?
Как определить, что пришло время заострить зубья инструмента.
Опытный хозяин знает, когда и как заточить ножовку, но простому обывателю не сложно определить этот момент самостоятельно. Как правило, изменяется звук, издаваемый при работе и однородность цвета режущей кромки.
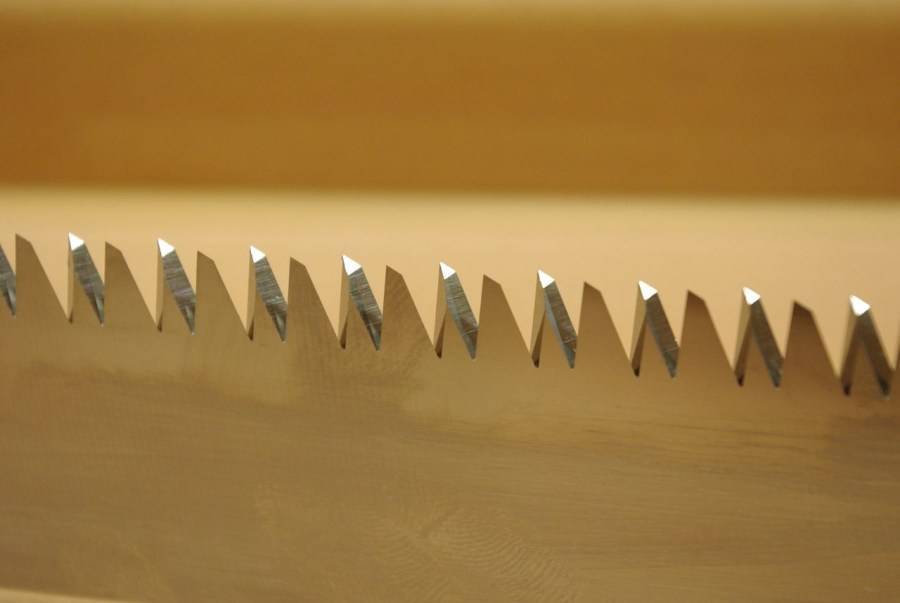
Острые резцы отличаются равномерным износом режущей кромки.
На необходимость «подправить» пилу указывают следующие признаки:
• пиление идет тяжело и неравномерно; • срез получается неровный; • полотно часто застревает; • становится сложно удержать заданную траекторию.
Кроме того, затупленная ножовка часто застревает и приходится прилагать много усилий для завершения процесса.
Формы режущей части и угол заточки
Виды профилей ленточных пил
На первом этапе определяется тип ленточной пилы. Главным показателем является форма зубьев. В зависимости от этого параметра они разделяются на делительные, столярные или предназначенные для распиловки бревен. Изначальную геометрию и угол разводки определяет производитель. Эти данные рекомендуется узнавать еще на этапе закупки комплектующих. Они нужны для определения параметров станка.
Для твердых видов древесины значение переднего угла должно быть минимальным. Это обеспечивает оптимальный контакт материала обработки с металлом. Если же планируется обработка мягких сортов – для увеличения скорости обработки можно использовать модели с большим значением переднего угла.
Определяющими параметрами для самостоятельного обновления режущей кромки являются:
- шаг зуба. Это расстояние между режущими элементами конструкции. Часто встречающиеся значения – 19, 22 и 25 мм;
- высота зуба. Величина от его основания до вершины;
- угол. Главное значение, которое необходимо знать для формирования режущей плоскости. Для столярных моделей он составляет 35°. В делительных пилах угол равен от 18° до 22°. В конструкциях для обработки бруса – 10°-15°;
- развод. Определяет отклонение зуба от общей плоскости полотна.
С целью устранения резонанса в некоторых видах режущих инструментов делают переменный шаг расположения зубьев. Это не влияет на ручную заточку, но требует тщательной установки параметров во время автоматизированной.
Как заточить диск вручную напильником
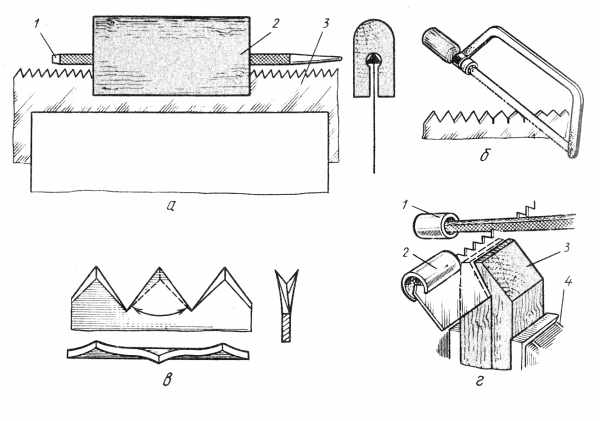
Если наждачного станка нет в наличии, то процедуру можно выполнить вручную. Принцип заточки заключается в том, что затачиваемый диск следует зафиксировать в неподвижном положении. Для этого используются тиски или струбцина. Когда оснастка будет зафиксирована, останется только взять в руки маркер, и отметить точку начала проведения работ. Далее напильником выполняются работы по заточке.
- Использовать рекомендуется плоский напильник, но подойдет также и треугольный. Главное требование к напильнику — это свободное вхождение между зубьями
- Сильно изнашивается передняя и верхняя часть зуба, поэтому этот износ следует восстановить
- На начальном этапе восстанавливается задняя поверхность зубцов, а затем передняя
- При заточке нужно прилагать одинаковое усилие. Кроме того, величина зубцов, а точнее их размер, должен быть одинаковым
Выполнять работы по затачиванию вручную намного труднее и дольше, поэтому такой способ рационален только в одном случае, если приходится не часто работать циркулярной пилой. Если работы инструментом выполняются часто, то рационально купить наждачный станок и изготовить из него оборудование под заточку дисков циркулярной пилы.

![Как правильно заточить пилу по дереву | [инструкция]](https://101benzopila.ru/wp-content/uploads/4/5/8/458d6821fe56b9f1eb25f0a04ae86c4a.jpeg)








Станки
Вся техника, которая обеспечивает заточку, имеет один принцип работы. Различия присутствуют лишь в производительности оборудования.
В комплект инструмента входит абразивный круг, а также шлифовальный материал.
Использование станков, чтобы точить зубья предоставляет ряд преимуществ:
- возможность придерживаться заданного угла;
- увеличивает эффективность производственных операций и их скорость;
- есть возможность применять самые разные диски.
С помощью станка можно работать даже с покрытиями из твердых сплавов. Зернистость заточного диска варьируется. В качестве примера можно сказать, что если диаметр составляет 126 мм, то частота оборотов может быть 2300 оборотов в минуту.
Скорость вращения диска может отклоняться в пределах 510-720 оборотов в минуту, все зависит от того, какой коэффициент хрупкости имеет диск.
От функциональности установки зависит, будет ли перемещаться заготовка или шпиндель. Возможно также движение всего устройства.
Угол наклона может замеряться с помощью маятникового угломера, у некоторых агрегатов присутствует встроенная шкала, чтобы определять угол наклона зубьев.
Зубья, как правило, затачиваются сначала с фронта, затем с тыла.
Агрегаты имеют круги таких параметров:
- толщина от 15 до 42 мм;
- внешний диаметр 11-252 мм;
- отверстие для крепежа (16, 20, 33 мм).
Очень много зависит от ТТХ абразива, на них следует акцентировать особое внимание
Разводим и точим
Разводка и заточка ленточных пил не производятся отдельно друг от друга. Их следует произвести последовательно, сначала развести, а потом наточить полотно. Разводят полотно для того, чтобы снизить его трение об обрабатываемый материал и чтобы не допустить зажатие ленты. Разводку делают разную, в зависимости от задач станка. Наиболее часто встречается поочередная, когда зубцы отгибают от плоскости полотна в разные стороны по очереди. Менее распространена разводка для зачистки материала. Ее отличием от предыдущей является то, что из 3 зубов один не отгибают, т.е. первый отгибается вправо, второй влево, третий остается ровным.
Самой сложной и редкой является волнистая разводка, при которой каждый зубец отгибают на «индивидуальный» угол. Разводку можно осуществлять обычными пассатижами, при этом следует тщательно выдерживать углы отклонения зубов и плотно фиксировать полотно. Главным нюансом является то, что в процессе разводки отклоняют только 2/3 или ½ длины зуба, а не весь зуб (от основания).
Чтобы наточить ленточную пилу, следует приобрести точильные круги и точильный станок. Материал кругов определяется исходя из материала пилы
Особое внимание следует уделить форме точильного круга, которая зависит от режущей поверхности пилы. Форма точильного круга определяет углы заточки
Стандартно при начале работы в точильный станок устанавливают круг и закрепляют его, затем в специальный зажим вставляют ленту полотна и тоже закрепляют. Процесс заточки происходит следующим образом: вращающееся точило опускают к полотну, производят заточку одного зуба, затем поднимают и переходят к следующему. Когда заточены все зубцы в пределах перемещения точила, станок отключают, разжимают и смещают полотно, чтобы точились следующие зубцы. При этом маркером помечают начальные зубья.






Когда нужно точить дисковую пилу
Есть совершенно определенные признаки, по которым можно судить о состоянии инструмента. Заточка пил необходима тогда, когда явно проявляется следующее:
- Во время работы возникает дым, специфический запах паленой древесины, кожух, прикрывающий зубья пилы, начинает быстро нагреваться.
- При передвижении инструмента вдоль заготовки нужно прикладывать значительные усилия, как бы продавливать пилу вперед.
- После раскроя материала и визуального осмотра пиленой кромки виден черный нагар или много сколов, задиров волокна, выщербленных участков.
- При внимательном осмотре зубьев пилы в увеличительное стекло можно увидеть, что режущие части имеют не острые, а закругленные кромки.

Все это требует немедленного прекращения работ, иначе велик риск порчи материала и износа дисковой пилы до такого состояния, когда заточка ей уже не поможет.
Виды дисков и зубьев, а также особенности их восстановления
Зубья диска изготавливаются из специализированного сплава вольфрама и кобальта (об этом свидетельствует маркировка на «лицевой» стороне диска) -ВК, ВК6 и др.).
Зуб имеет следующие геометрические плоскости:
- Переднюю;
- Заднюю;
- Боковые – две вспомогательные грани.
При пересечении геометрических плоскостей возникают две рабочие (режущие) грани:
- Главная.
- Вспомогательная.
Геометрическая форма зуба:
- Прямая. С их помощью распиливается деревянный листовой материал в продольном направлении.
- Трапециевидная. Такая форма обеспечивает длительность заточки при работе с древесиной разной твердости.
- Скошенная. Главная или вспомогательная грань имеет угловой скос, который позволяет диску зарезаться не только в однородную структуру дерева, но также и в клееные ДСП, ДВП. Кроме того «скошенный зуб» может резать пластик.
- Коническая. Универсальная форма, которая позволяет выполнять продольную и поперечную резку. Эта форма имеет один недостаток, который заключен в быстрой потере остроты рабочей грани.
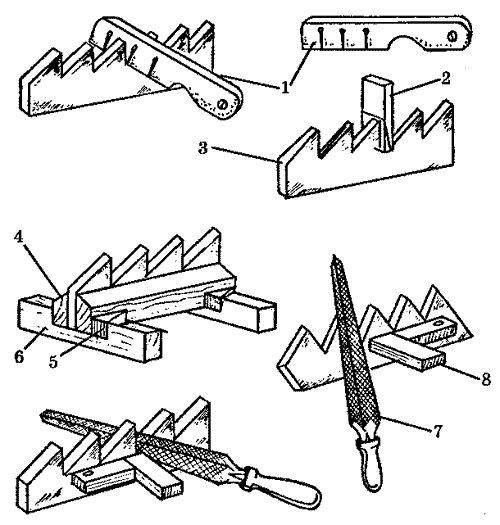
Приспособления для заточки
Для удобства рабочего процесса будет не лишним подготовить и специальное основание для крепления пилы. Ни на коленях, ни на табуретке с шаткими столиками операцию выполнять нельзя.

Оптимальная база – жестко зафиксированный слесарный верстак, на котором будет находиться зажимное устройство. К слову, некоторые модели таких верстаков имеют зажимы наподобие тисков уже в самой конструкции. Но как наточить ножовку в остальных случаях? Придется продумать фиксатор самостоятельно, причем так, чтобы он позволял надежно крепить пилу под углами в диапазоне 45-90° относительно поверхности рабочего стола.
Такое приспособление можно изготовить из фанерного листа толщиной 2 см. Оптимальные параметры по ширине и толщине – 55 х 20 см. На этом основании устанавливаются два направляющих треугольника, сваренные из металлической полоски. Они и выступят опорными элементами для крепления. Для этих полосок заранее продумываются отверстия фиксации. Дополнительно они насаживаются на клеевую основу. Направляющие дополняются регулирующей деревянной планкой с барашковыми гайками, которые позволят регулировать силу зажима. Как минимум гайки должны зажимать планку подобно тискам с двух позиций по краям.
Инструкция по затачиванию
Сперва нужно приготовить оборудование, необходимое для работы:
Чтобы сделать заточку качественнее, можно подготовить дополнительные инструменты:
- Устройство, позволяющее крепить пилу под требуемым углом.
- Слесарный молоток.
Разводка
Прежде чем возвращать остроту пиле, нужно настроить зубья, то есть развести их. Разводка — это установка режущих зубцов под определённым углом относительно полотна и друг друга. Если посмотреть на разведённую пилу, видно, что они, чередуясь, отклоняются вправо и влево от самой пластины полотна. Такая конфигурация даёт ножовке свободу в глубоком пропиле. Она не застревает, потому что не касается стенок всей плоскостью.
Чтобы «на глаз» выставить верный угол каждому зубцу, нужен солидный опыт, который есть не у каждого плотника. Он приходит после многих десятков заточенных пил. Для менее опытных плотников есть инструмент, именуемый разводкой. Наиболее примитивный его вариант — плоская стальная пластина с прорезью. В эту щель с минимальным зазором, в натяжку, вставляется ножовка.
Процесс разводки выглядит так:
- Закрепить ножовку в тисках так. Нужно добиться, чтобы зубцы на 2 см выступали над губками.
- Зубцы зажимаются в пазу, после чего отгибаются в середине.
- Сперва нужно отогнуть в одну сторону все чётные зубцы, потом в противоположном направлении отогнуть нечётные.
- В конце можно развести губки тисков по рассчитанной ширине разводки и попытаться провести пилу между ними.
- Чрезмерно отогнутый зубец заденет за тиски. Плоскогубцами отогните его чуть сильнее.
Подгонка зубьев по высоте
Все режущие выступы должны быть одинакового размера, чтобы производительность пиления не ухудшалась. Более длинные зубья испытывают большие нагрузки и быстрее стираются, в то время как короткие даже не касаются древесины.







Протяжка полотна становится дёрганой, неравномерной, тратится больше сил. Ухудшается точность разреза, поверхность среза становится более шероховатой.
Подгонка осуществляется до начала заточки. Убедиться, что ни один из зубцов не выступает, можно так: прижмите полотно к листу бумаги, положенному на стол.
Вершины зубцов отпечатается на листе, и по пробелам в этом узоре можно будет отрегулировать их высоту. Чтобы сделать это, в слесарных тисках зажмите пилу и напильником сточите слишком длинные зубцы.
Непосредственно заточка
Для возвращения зубьям былой остроты не подойдёт брусок, которым точат кухонные ножи. Нужен особый инструмент: напильник с треугольным сечением или надфиль. Очень хорошо, если есть несколько напильников с разным сечением и шагом насечки: это позволит идеально обработать каждый зубец.
Этапы заточки:
- Одной рукой возьмите напильник за рукоять, а другую положите на конец инструмента.
- Определитесь с углом заточки. Обычно он равен 15-30 °. Определить его можно на глаз, транспортиром или воспользоваться нехитрой техникой. Придайте деревянному бруску форму равнобедренного треугольника с углами 90, 60 и 30 градусов, потом пользуйтесь им как мерилом.
- Наточите левые режущие грани чётных (дальних от вас) зубьев. На каждый требуется отводить равное количество проводок напильника, чтобы снять одинаковое количество стружки. Давление на инструмент должно быть одинаковой силы.
- Поверните ножовку другой стороной, после чего снова заострите левые кромки чётных зубцов.
- Заострите вершины зубьев.
- Не забывайте с помощью бруска контролировать угол заточки.
Процесс кажется очень простым, хоть и монотонным, но есть ряд нюансов:
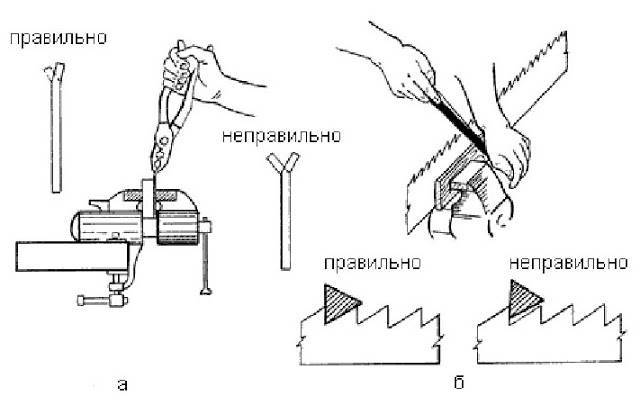
- Закреплять пилу в тисках нужно очень плотно в целях безопасности. Не стоит бояться повредить металл полотна сильным сжатием.
- Рабочее место должно быть хорошо освещено, чтобы было проще определять углы и остроту.
- Металл снимается, только когда напильник двигается по направлению от плотника.
- Чем сильнее затуплена пила, тем крупнее могут быть насечки на напильнике, но для доводки зубьев всегда нужно брать напильник с маленькими насечками.
- Фиксируя инструмент в тисках просовывайте его между губками максимально глубоко. Для предотвращения раскачки ножовки наружу должны оставаться только зубья.
- В процессе работы на затачиваемых гранях неизбежно будут заусеницы. Чтобы их убрать, достаточно провести по металлу мелкозернистым абразивом (наждачной бумагой).
- Для проверки качества нужно внимательно рассмотреть зубья на свету. Они должны блестеть.
Улучшения качества заточки
Выше был рассмотрен классический вариант, которым может воспользоваться кто угодно. Есть способ сделать процесс заточки эффективнее и легче.
При использовании многокоординатных тисков с поворачивающейся станиной можно зафиксировать полотно так, что двигать напильник придётся только в горизонтальной плоскости.
Требования к разводке ножовки
Ширина разведения вершин зубцов соответствует ширине пропила. Экспериментальным путем установили, что наилучшая ширина разводки превышает толщину лезвия в полтора — два раза для твердых сортов дерева и в два-три — для более мягких. Учитывая наиболее популярную толщину пилы по дереву один миллиметр, получаем величину развода до полумиллиметра для твердых сортов и до миллиметра для мягких.
При разводке также очень важно, чтобы все зубья отгибались под равными углами. Зубцы, разведенные шире остальных, будут увеличивать сопротивление протяжки и быстро изнашиваться
Зубцы, разведенные уже остальных, не будут участвовать в процессе пиления, а их вершины будут тормозить протяжку и снижать ее равномерность, затрудняя работу.
Внимание: отгиб зубьев проводится, начиная со средней части. Попытка отогнуть зубец у основания приводит к снижению прочности лезвия и к его разрушению
Подготовка
Полотно нужно надежно зафиксировать в тисках. На коленях или табурете заточить тоже можно, но держать ножовку так неудобно. Место, в котором проводится заточка, должно быть хорошо освещенным, в целях безопасности надевают рукавицы. Ничто постороннее, типа телевизора, не должно отвлекать от работы.
Для восстановления рабочих характеристик столярно-слесарного инструмента необходимо использовать только качественный напильник. Обычно берут трехгранный, а для маленьких зубьев садовой ножовки предусмотрен специальный четырехгранный напильник.
Грани резцов обязательно следует зачистить надфилем или напильником, у которого мелкая бархатная насечка. Если приходится пользоваться подержанным напильником, то его предварительно очищают при помощи стальной щетки.
С резцов стачивают небольшой слой покрытия. В процессе их обработки напильник не должен соскальзывать, а хорошо цепляться за них. Если этого не происходит, то напильник не пригоден для обработки или резцы полотна перекалены. Для заточки следует взять другой инструмент. В случае неудачно проведенной повторной попытки рекомендуется сменить ножовку.
Процесс заточки
К ручной заточке зубьев ножовки по дереву предъявляют следующие требования:
- для работы необходимо использовать качественные напильники (надфили);
- напильники должны применяться только для обработки пилы;
- на каждый зуб должно приходиться равное количество проходов вне зависимости от формы зуба;
- запрещено менять угол наклона напильника и вращать его в процессе заточки;
- напильник необходимо двигать только в одну сторону, от себя;
- грань зуба должна быть матовой, при наличии глянца необходимо повторить заточку;
- при работе полотно необходимо надежно фиксировать в тисках, при этом зубцы должны немного выступать и располагаться на одинаковой высоте;
- рабочее место должно быть хорошо освещено.
Для заточки пилу нужно жёстко зафиксировать, чтобы при воздействии на неё напильником она не вибрировала. Иначе качество работы будет низким.








Фиксируют полотно ножовки вертикально, часто в тисках, в самодельных струбцинах, но если нет ни того ни другого, то можно обойтись и без них.
Предлагаем ознакомиться Клей для сотового поликарбоната
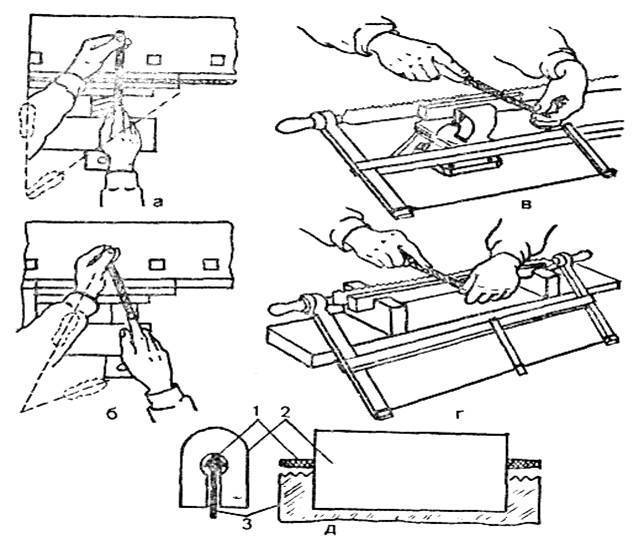
Метод фиксации без специальных приспособлений — «на краю верстака». Полотно ножовки укладывают так, чтобы с края стола свисали лишь зубья пилы. Однако ручки пилы всегда толще полотна, а потому место рядом с ней не получиться положить плотно к верстаку. Поэтому нужно использовать угол стола, и тогда рукоять пилы не будет мешать.
Фиксация пилы
Если есть струбцина, то зафиксировать можно так.
Фиксация пилы без струбцины
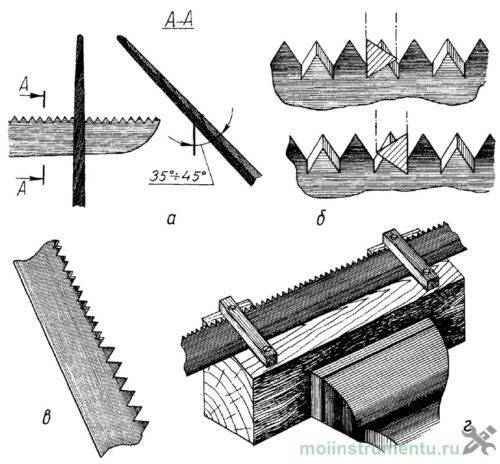
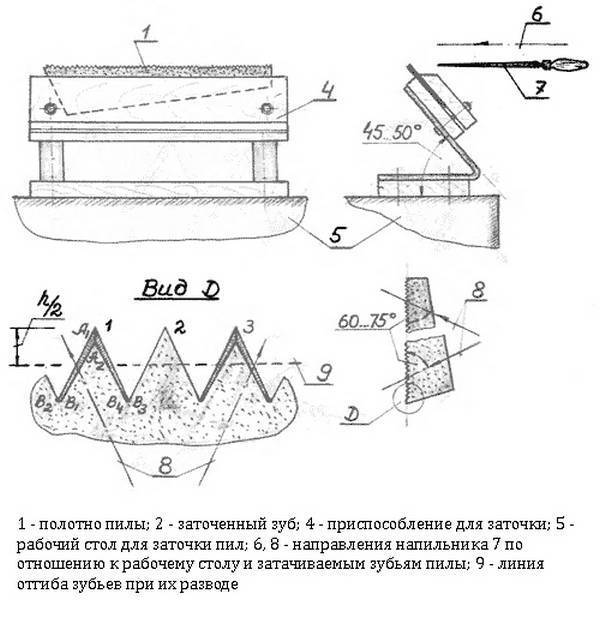
1 В правую руку берётся напильник или надфиль, и, прижимая левой рукой полотно ножовки, приступают к заточке.
2 Точиться зубья пилы через один. Движения напильника при таком способе производят сверзу вниз. Напильник прикладывается к затачиваемому зубу и поступательным движением вниз с усилием перемещают вниз.
3 Напильник нужно держать с наклоном в двух плоскостях. В горизонтальной – это около 30 градусов. В вертикальной – около 60 градусов. Углы наклона индивидуальны для каждой пилы, ведь они могут отличаться как по форме зуба, так и по его размеру.
4 Заточка левой грани зуба.
Заточка левой грани зуба
5 Заточка правой грани зуба.
Заточка правой грани зуба
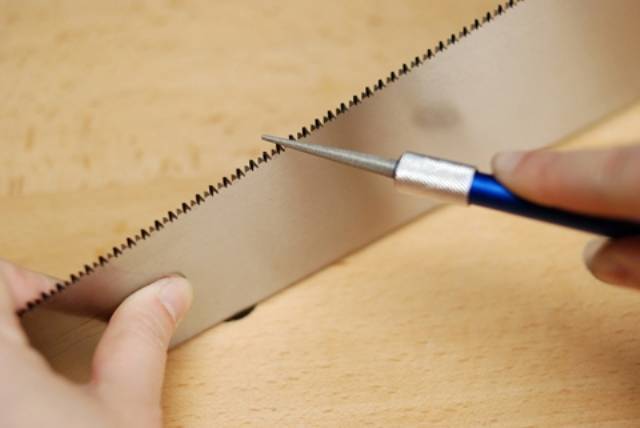
6 Вот, что должно получаться: справа от указки-напильника – обработанные зубья, слева – нет.
Справа от указки-напильника – обработанные зубья, слева – нет





