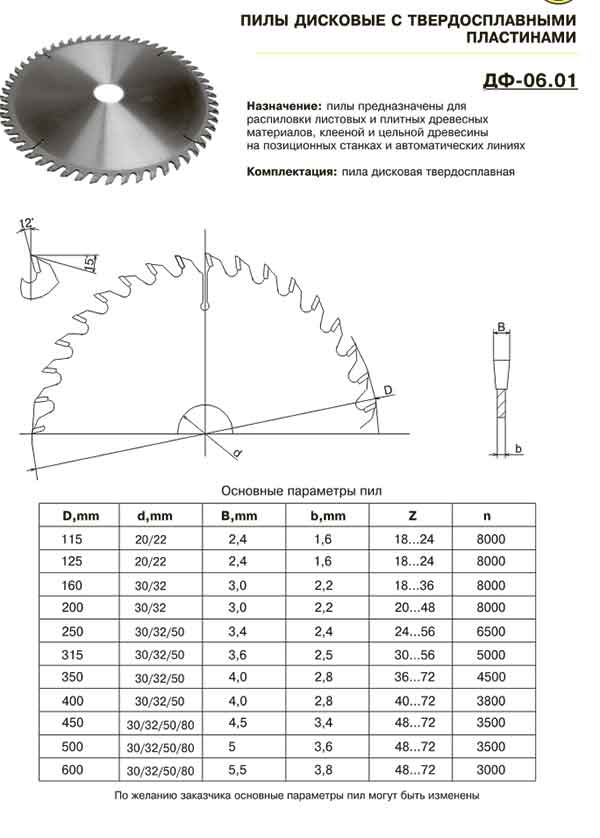
Основные параметры диска для циркулярной пилы
Наружный (внешний) диаметр
Определяется внутренним размером защитного кожуха – диск с большим диаметром не установится на пилу с меньшими габаритами кожуха. Основные размеры режущего инструмента для ручных циркулярных пил располагаются в диапазоне 130-250 мм. Внешний диаметр на скорость резки не оказывает существенного влияния, но определяет глубину прорезания. С увеличением пропила значительно нагружается двигатель, происходит нагрев металла диска и самого обрабатываемого изделия.
Внутренний, посадочный диаметр
Имеет несколько размеров: 16, 20, 22, 30, 32. Важный параметр – диаметр должен соответствовать размеру силового вала на пиле, под которую подбирается диск. На некоторых моделях дисков расположены дополнительные отверстия, фиксирующие диск на штифтах.
Количество зубьев на диске
Влияет на такие параметры, как скорость резки и чистота обработки. С уменьшением количества зубьев скорость обработки увеличивается, улучшаются условия для отвода стружки, но ухудшается чистота пропила. При увеличении числа зубьев рез получается более чистым, но возрастает нагрузка на двигатель. Условно по количественному соотношению диски можно разбить на три группы:
- большое количество резцов, находится в диапазоне 80-90 шт.;
- среднее количество (40-80 шт.);
- малое количество (10-40 зубьев).
Диски со средним количеством резцов относят к универсальному типу. Ими можно обрабатывать мягкую и твёрдую древесину, выполнять поперечные и продольные резы, применять для обработки различных изделий из древесины.
Наклон зуба
Определяется отклонением от радиуса диска поверхности режущей кромки. При отклонении к тыльной стороне зуба наклон называется отрицательным, при обратной стороне наклона – положительным. Для продольного пиления целесообразнее применять зуб с положительным наклоном, так как в процессе обработки происходит своеобразный захват материала, наезд диска на деталь, что способствует более быстрому резу заготовки в целом. Наклон зуба подразделяют:
- стандартный наклон – угол изменяется от 5° до 15°;
- положительный, агрессивный наклон составляет 15-20°;
- обычный, отрицательный угол лежит в диапазоне от 0° до -5°.
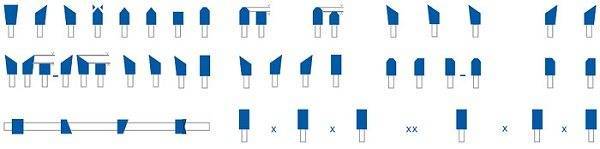
Конфигурация зубьев
Каждый тип резца сконструирован и выполнен для решения определённой задачи. Подразделяются:
- Плоский резец – применяется для быстрого продольного пиления мягкой или твёрдой древесины, имеет обозначение FT.
- Сменный резец – имеет последовательно чередующийся сменный наклон зубьев в одну или другую сторону. Резцы дают ровный и достаточно чистый пропил. Применяется для поперечного и продольного реза древесины, обработки фанеры, ОСП, ДСП и композитных плит, обозначаются символом ATB.
- Комбинированный резец – это последовательная смена групп из сочетания четырёх сменных резцов (ATB) и одного плоского (FT). Обозначаются как Combi. Этот тип диска относят к универсальным из-за возможности выполнять разные виды пропилов.
- Трапециевидный плоский резец – выполнен из следующих друг за другом плоских зубьев. Более высокий заточен под трапецию, низкий является плоским. Применяется для обработки древесины и изделий из неё, для полимерных материалов и мягких цветных металлов. Имеет обозначение TCG.
- Сменный резец с увеличенной наклонной боковой частью – разработан для обработки материала, склонного к раскалыванию, а также для чистового поперечного пиления. Обозначается HiATB.
Толщина диска
Определяет фактическую ширину пропила. Стандартный размер составляет 3,2 мм. Кроме этого, толщина диска сказывается на прочности самого режущего инструмента. Уменьшение параметра приводит к тяжёлым режимам работы, перегреву диска и к поломке. Больший размер вызывает повышенный расход обрабатываемого материала, то есть «перевод в стружку».
Дисковые пилы применяются при обработке различных материалов. Соответственно и режущий инструмент выполняется под конкретные задачи.
Разновидности заточки режущих зубьев
Для лучшего понимания того, как производится заточка дисковых пил, нужно изучить особенности и строение тех частей инструмента, посредством которых осуществляется распиливание материала. Режущие зубья представляют собой основной элемент, участвующий в распиливании древесины.
Выполняются они из твердосплавного металла. Режущие зубья состоят из 4-х рабочих плоских поверхностей: передней (а), задней (б) и двух боковых плоскостей (в), у которых вспомогательная роль. Посредством одной главной (1) и двух дополнительных (2 и 3) режущих кромок образовываются линии пересечения, каждой указанной рабочей плоскости.









В зависимости от своей конфигурации дисковая пила может иметь различные виды режущих зубьев:
- Прямой тип зубьев. Зачастую используется при ускоренном продольном пропиливании. Не обладают идеальным качеством распила.
- Скошенный (косой) тип зубьев. Имеют характерный угловой обрез на правых и левых задних поверхностях. В некоторых случаях диски имеют зубья с разной стороной скоса, которые чередуются по всей окружности пилы. Используя такие диски можно распиливать древесину, ДСП и различную пластмассу. Большой угол скоса обеспечивает качественный пропил без скола на режущей кромке.
- Трапециевидный тип зубьев. По сечению режущих поверхностей обладают трапециевидной формой. Такая конфигурация позволяет работать без затупления на протяжении длительного периода времени. Нередко диск имеет прямые зубья, которые чередуются с трапециевидными. В таких случаях трапециевидный элемент играет основную роль при черновом распиливании, тогда как при помощи прямого типа зубьев выполняется чистовая обработка.
- Конический тип зубьев. Обладают конусообразным видом. Как правило, выполняют вспомогательную функцию для предварительных надрезов на ламинате. Коническим типом зубьев осуществляется обработка указанного напольного покрытия. Такая пила позволяет не допустить сколы на материале, как это часто случается при использовании основной пилы.
Важные характеристики
Чтобы читатели не потерялись в дебрях современного рынка оснастки для циркуляционных пил, мы подготовили 5 основных критериев, которые помогут определиться с выбором
Рассмотрим их по степени важности
Внешний диаметр
Наружный, или внешний диаметр диска не должен превышать размеры кожуха циркулярной пилы, иначе его не получится установить на посадочное место. Увеличение параметра приводит к росту глубины пропила. Характеристика варьируется в пределах от 65 до 500 мм.
Читать также: Приспособление для поднятия машины своими руками
Посадочный диаметр
Посадочный, или внутренний диаметр — величина отверстия в центре оснастки. Определяет, подойдет ли пильный диск для крепления на шпинделе. Самые популярные размеры: 16, 20, 22, 30 и 32 мм. Но полный диапазон гораздо шире — от 11 до 50 мм.
Число зубьев
С увеличением количества зубьев снижается скорость обработки, но улучшается чистота реза. И наоборот: чем меньше зубьев — тем быстрее идет работа, но пропил становится все менее аккуратным. У характеристики есть своя классификация, представленная в таблице:






| № | Наименование | Количество зубьев, шт |
| 1 | Большое | 80-90 |
| 2 | Среднее | 40-80 |
| 3 | Малое | 10-40 |
Наклон заточки зубьев
Наклон заточки — угол отклонения режущей кромки зуба от радиуса пильного диска. На картинке наглядно показано, как характеристика может влиять на процесс работы. Углы бывают такими:
Стандартный: 5-15°. Универсальная заточка. Подходит для всех видов распила.
Положительный: 15-20°. Идеален для продольного пиления за счет эффекта «захвата».
Отрицательный: от до –5°. Применяется для поперечного реза, не образует сколов.
Толщина диска
Стандартный параметр равен 3,2 мм. Чем тоньше диск, тем сильнее он нагревается и быстрее выходит из строя. Большая толщина гарантирует долгий срок службы оснастки, но замедляет работу. В этом случае растет перерасход материала из-за широкого пропила.
Виды режущих зубьев
Чтобы лучше понять, как производится правильная заточка дисковых пил, следует разобраться в особенностях и строении той части диска, которая производит распил дерева. Этой главной частью являются режущие зубья.
Все зубья производятся из твердосплавных металлов. Каждый из них (рис. 1) имеет 4 рабочие плоские поверхности: передняя (а), задняя (б), а также две боковые плоскости (в). Они играют вспомогательную роль. Одна главная (1) и две дополнительные (2 и 3) кромки для резки материала образуются на линиях пересечения указанных рабочих плоскостей.
В соответствии с конфигурацией все режущие зубья дисковых пил делятся на следующие разновидности:
Рисунок 2. Схема угла заточки.
- Прямые зубья. Чаще всего применяются для ускоренного продольного распиливания. Не рассчитаны на идеальное качество пропила.
- Скошенные (косые) зубья. Характеризуются наличием на задней плоской поверхности зуба углового обреза с левой или правой стороны. Иногда на диске зубья с разными сторонами скоса чередуются и тогда они называются попеременноскошенными. Такие элементы применяются для резки не только древесины, но и ДСП, различных пластмасс. При большом угле скоса обеспечивается качественное пиление без сколов на кромках пропила.
- Трапециевидные зубья. В сечении режущей поверхности имеют вид трапеции. Благодаря такой конфигурации долго не тупятся. Часто на диске чередуются с прямыми зубьями. В этом случае трапециевидные элементы осуществляют черновое распиливание, в то время как прямые производят чистовую обработку.
- Конические зубья. Имеют конусообразный вид. Обычно выполняют вспомогательные функции предварительной надрезки ламината. Такими зубьями обрабатывают указанное напольное покрытие для недопущения сколов при разрезании ламинатных панелей основной пилой.
Как сделать самодельное приспособление для заточки?
В качестве инструкции для изготовления приспособления для заточки циркулярных пил мы представим перечень конструктивных элементов, чертежи с их размещением и штатным местом в устройстве.
Устройство должно включать следующие конструктивные элементы.
- Электродвигатель, который закрепляется на подставке таким образом, чтобы на его вал можно было смонтировать шлифовальный диск (альтернативой может стать УШМ).
- Подставка, позволяющая подавать резцы к шлифовальной поверхности в одной плоскости и на одной оси.
- Регулировочные винты для оснащения площадки возможностью изменять параметры угла наклона в вертикальной и горизонтальной оси.
- Фиксаторы для закрепления полотна циркулярки и площадки, на которой оно размещено.
- Устройство для подачи двигателя вперед-назад.
- Защитный кожух для вращающихся элементов двигателя.
В статье рассмотрели все, что может пригодиться для заточки диска дисковой пилы, этих данных вполне достаточно, чтобы провести процедуру своими руками и получить хороший результат. Если, вы уверены в своих силах, то дерзайте, пробуйте, точите, желательно в первый раз потренироваться на старом диске. В противном случае, обратитесь в мастерскую, в ней наточат диск быстро и качественно, на специальном оборудовании, за умеренную плату.








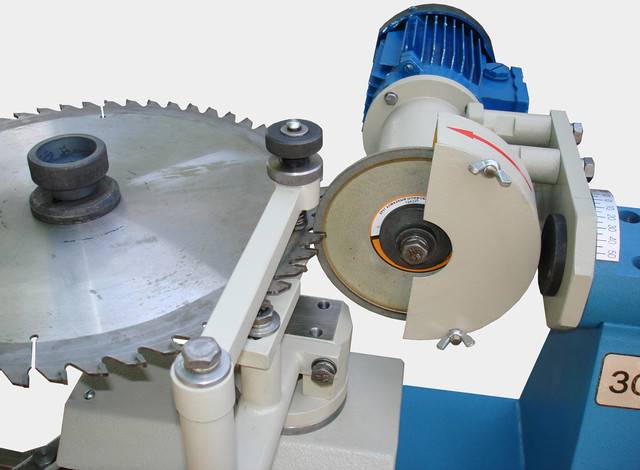
Недорогие станки от 5 до 30 тыс. рублей
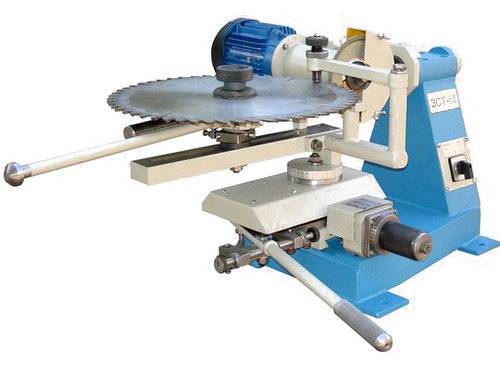
К категории недорогих станков для заточки дисковых пил относятся как легкие малогабаритные устройства с упрощенной конструкцией и небольшой мощностью привода, так и популярные полнофункциональные модели. Все они представляют собой российские бренды, произведенные в Китае, и в целом имеют неплохие отзывы. Станок JMY 8-70 в России также продается под индексами MTY 8-70 и LTT JMY 8-70.
| № | Модель | Макс. диаметр (мм) | Мощность привода (Вт) | Вес (кг) | Тип управления | Цена (руб.) |
| 1 | «Калибр Мастер» ЭЗС-110 Дм | 400 | 110 | 2,4 | ручное | 6 000 |
| 2 | EINHELL BT-SH 90/350 | 350 | 110 | 5,7 | ручное | 6 500 |
| 3 | JMY 8-70 | 550 | 250 | 42 | ручное | 18 000 |
| 4 | «Кратон» SBS-600 | 600 | 370 | 54 | ручное | 25 000 |
| 5 | «Энкор Корвет» 472 | 600 | 370 | 45 | ручное | 27 000 |
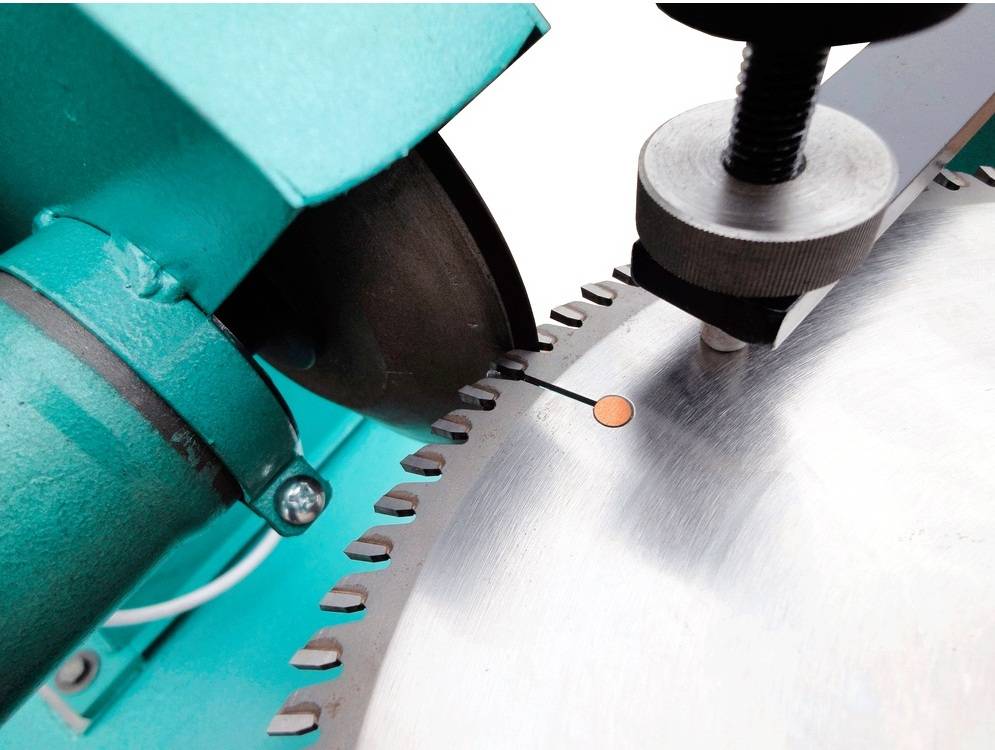
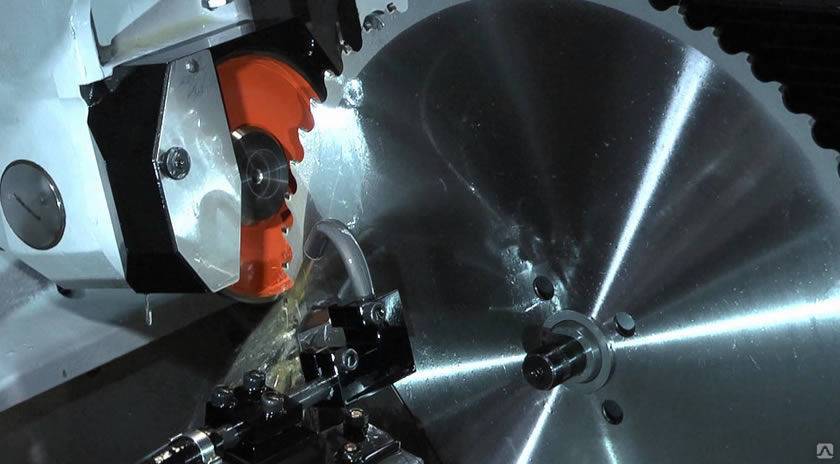
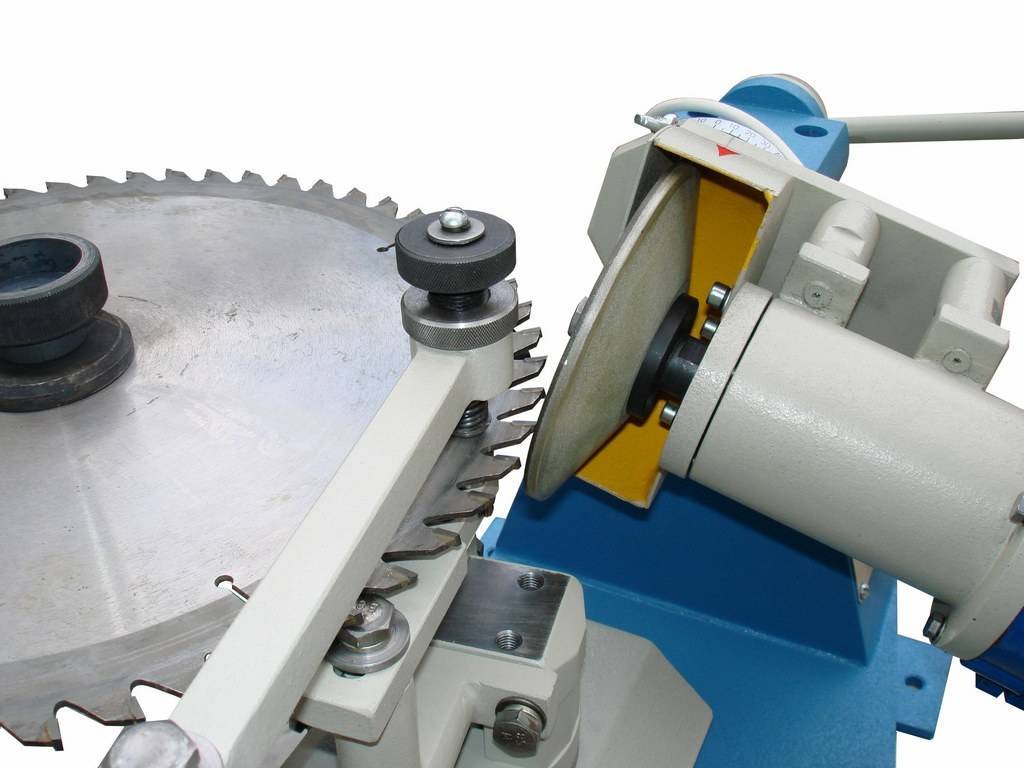
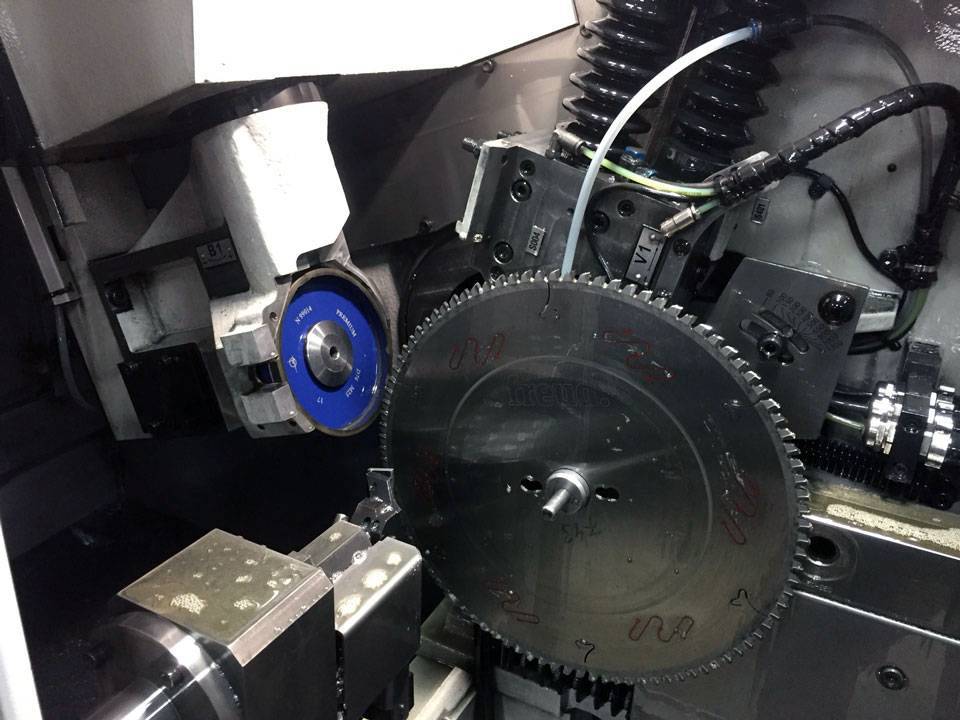
Как станком заточить диск
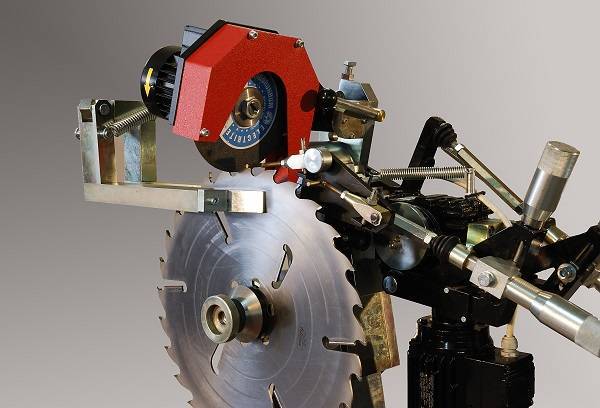
Для восстановления целостности режущих дисков используется два способа — это ручной и автоматизированный. Ручным методом выполнять процедуру не только сложно, но еще и требуется много времени. Именно поэтому имеет смысл купить заточной станок для пильных дисков или же изготовить устройство самостоятельно.
Простым приспособлением для заточки пильных дисков считается точило или наждачный станок, на валу которого нужно закрепить специальный круг — алмазный, эльборовый, а также из напыления карбида кремния. Сложность реализации процесса в том, что затачиваемую оснастку необходимо зафиксировать в неподвижном положении, поэтому держать диск в руках при его заточке не рекомендуется. Это не только опасно, но еще и способствует снижению качества заточки.
Это интересно! Перед тем, как приступать к реализации работ, необходимо очистить поверхность затачиваемой оснастки от нагара. Для этого можно использовать керосин, солярку или промышленные очистители. Если не произвести очистку, то производительность насадки удастся восстановить до 75%-80%.
Инструкция по правильной заточке режущих дисков для циркулярных пил:
- Каждый зуб, который подвергается заточке, должен располагаться перпендикулярно к полотну
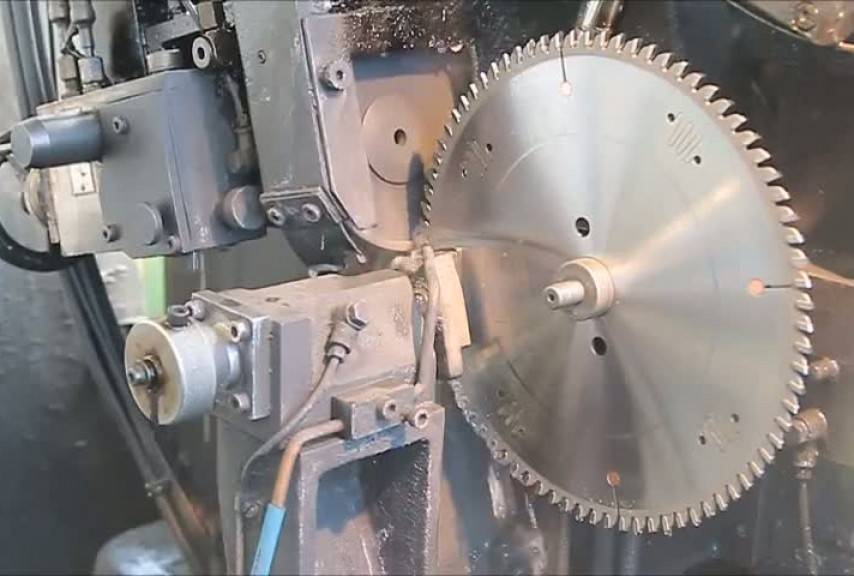
- Принцип заточки заключается в том, что к вращающемуся полотну (алмазному кругу), необходимо подводить каждый зуб диска
- От величины усилия прижима зависит количество снимаемого слоя металла. Чем больше износ или стертость зубьев, тем сильнее следует прижимать оснастку к полотну
- Аналогичным способом выполняется процедура для каждого звена
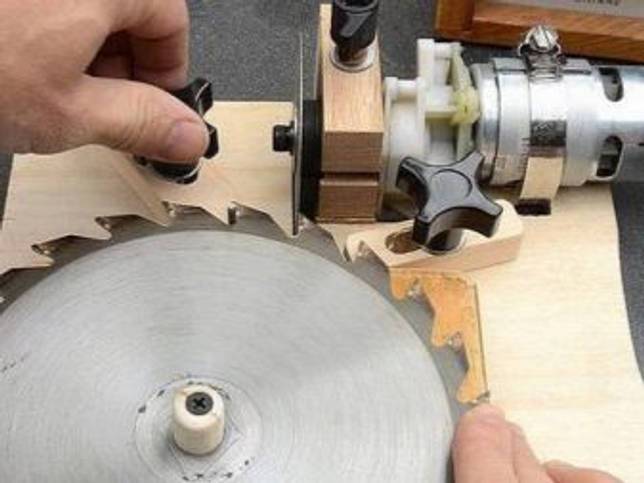
Чтобы выполнять заточку дисков от циркулярных пил, для этого не обязательно покупать специальное оборудование. К домашнему точильному станку нужно приделать стойку, которая состоит из неподвижной и подвижной части, а также крепление. При помощи такого приспособления можно легко и быстро выполнять затачивание в домашних условиях.
Задача усложняется, когда необходимо выдержать соответствующий угол затачивания. Чтобы модернизировать и расширить функционал установки, понадобится изготовить регулятор наклона подвижной подставки. В качестве регуляторов используются болты с гайками, за счет которых можно выставить необходимый угол наклона подставки.
Подвижная подставка представляет собой квадратную рамку, в центре которой располагается фиксатор для установки диска. Фиксатор имеет одинаковый диаметр с затачиваемой оснасткой. В подставке делается паз, через который выполняется выдерживание необходимого угла заточки. Производить работы по затачиванию не трудно, поэтому при частых работах с обработкой древесины циркулярной пилой, изготовить заточной станок необходимо обязательно.







Это интересно! Выполнять работы по затачиванию автоматизированным способом намного быстрее и проще, однако для этого понадобится специальное оборудование. Ручной способ в этом плане не требует никакого оборудования, кроме напильника.
Способы увеличения срока службы пильных дисков
Процесс формирования новой режущей кромки является трудоемким и долгим. Поэтому рекомендуется выполнять ряд условий для увеличения срока службы диска.
Прежде всего, следует ознакомиться с рекомендациями производителя. В них указано количество оборотов (максимальное и минимальное) для различных типов обрабатываемых материалов. Для металла это параметр должен быть меньше, чем для дерева.
Твердые напайки имеют большой срок эксплуатации. Однако они чаще скалываются и обламываются. Альтернативная мягкая практически не подвержена таким дефектам. Но время ее службы меньше, чем у твердой.
Не допускается появление шершавостей на режущей поверхности. В дальнейшем они могут привести к появлению сколов и трещин.
В видеоматериале показан пример станка для заточки дисков, сделанного своими руками: