

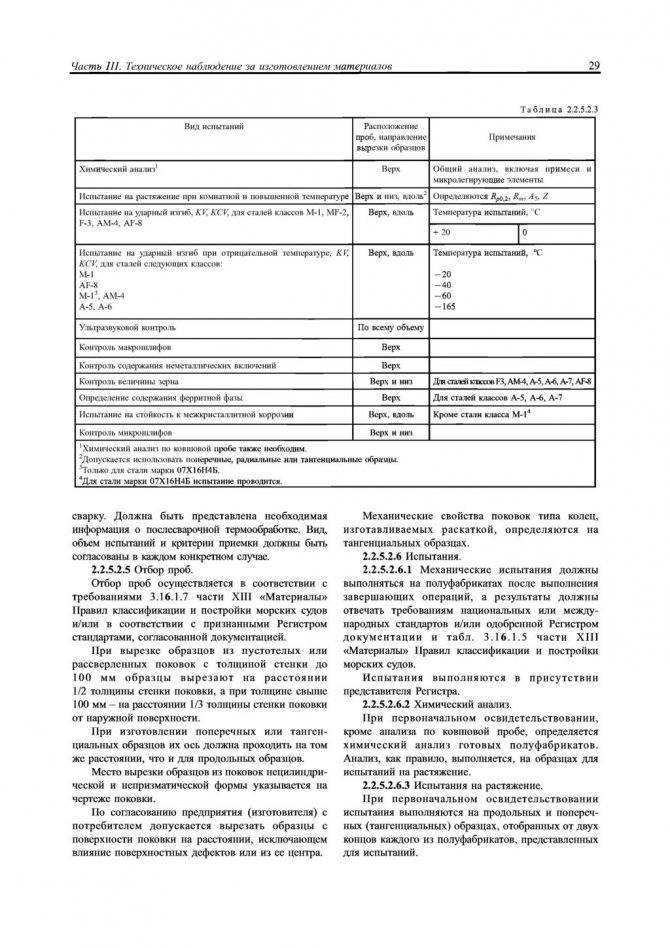
ОПРЕДЕЛЕНИЕ СОДЕРЖАНИЯ ФЕРРИТНОЙ ФАЗЫ МЕТАЛЛОГРАФИЧЕСКИМ МЕТОДОМ
2.1. На образцах, вырезанных вдоль волокна, изготовляют шлифы по плоскости, проходящей от центра до середины радиуса прутка (см. чертеж).
2.2. Микрошлиф подвергают электролитическому или химическому травлению. Электролитическое травление осуществляют в 10 %-ном водном растворе щавелевой кислоты при комнатной температуре и плотности тока 0,03-0,08 а/см в течение 20-40 с. Химическое травление осуществляют в реактиве следующего состава: 20 мл воды, 20 мл концентрированной соляной кислоты и 4 г медного купороса. Травление проводят при комнатной температуре в течение 8-10 с. Допускается травление в реактивах другого состава, обеспечивающих быстрое и качественное травление (участки не должны быть окисленными, а их границы должны быть тонкими и резкими).
2.3. Содержание СФФ в стали оценивают просмотром всей площади травленого микрошлифа.
2.4. На каждом шлифе при увеличении 280-320 и диаметре поля зрения микроскопа 0,38-0,43 мм определяют место с наибольшим содержанием СФФ, которое визуально оценивают в баллах или в процентах путем сравнения с фотоэталонами прилагаемой шкалы. Арбитражные определения содержания СФФ проводят по фотоснимку, сделанному при увеличении 280-320, с диаметром фотоотпечатка, соответственно равным 115-130 мм.
2.5. Прилагаемая к настоящему стандарту шкала для определения содержания СФФ — пятибалльная и имеет дополнительные фотоэталоны в 0,5; 1,5 и 2,5 балла. Шкала представлена двумя рядами фотоэталонов, различающимися по величине и количеству участков (см. вкладки).
2.4, 2.5 (Измененная редакция, Изм. N 2).
2.6. (Исключен, Изм. N 2).
2.7. Содержание СФФ в плавке оценивают двумя способами:
а) по максимальному баллу или проценту из оценок двух образцов;
б) по среднему баллу или проценту из оценок двух или более образцов. Способ оценки устанавливается стандартами и техническими условиями на продукцию.
2.8. Норма содержания СФФ в зависимости от назначения стали устанавливается стандартами и техническими условиями на продукцию. Если результаты испытаний неудовлетворительные, то повторно проводят испытания на образцах, отобранных от других штанг; при оценке плавки по п. 2.7а — на том же количестве, при оценке плавки по п. 2.7б — на удвоенном количестве образцов. Результаты повторных испытаний являются окончательными.
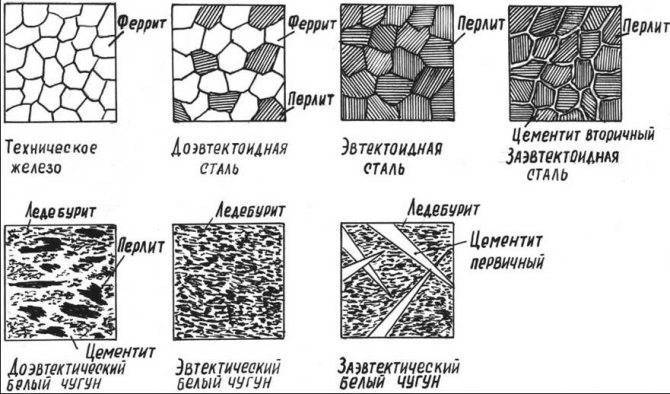
Состав, структура и назначение сталей
К наиболее распространенным сталям аустенитно ферритного класса относятся стали типа 08Х22Н6Т, 12Х21Н5Т, 03Х23Н6, 08Х18Г8Н2Т, 08Х21Н6М2Т, 03Х22Н6М2. Микроструктура хромоникелевой стали 08Х22Н6Т и хромо-никель-молибденовой 08Х21Н6М2Т представлена на рис 18.1. Количество аустеннтной и ферритной фаз в сталях этого класса колеблется обычно в пределах 40—60 % Химический состав аустеннтно ферритных сталей приведен в табл 18.1, механические свойства — в табл. 18.2.
Аустенитно-ферритные стали имеют относительно высокие пределы те кучести и прочности прн удовлетворительных пластичности и ударной вяз кости, а также высокую коррозионную стойкость и хорошую свариваемость Это позволяет сократить удельный расход металла при изготовлении химической аппаратуры, рассчитываемой на прочность, благодаря уменьшению толщины листа Согласно диаграмме состояний сплавы Fe—Cr—Ni обладают некоторыми характерными особенностями область существования двухфазной аустенитно ферритной структуры в них находится в интервале температур 20—1350 °С, при нагреве стали выше температуры 1100°С аустенит превращается в феррит и тем интенсивнее, чем выше температура и длительность нагрева, при температуре выше 1200 °С происходит полное γ→α превращение, при последующем охлаждении происходит обратное превращение феррита в аустенит. Конечное соотношение количества структурных составляющих зависит от скорости охлаждения стали При изотермической выдержке в области температур 700—800 °С в стали возможно образование хрупкой составляющей σ фазы. Аустенитно-ферритиые стали поставляются в закаленном состоянии с температур 950— 1050 °С. Разница по содержанию Сг и Ni между аустенитной и ферритной фазами составляет 2—5%. Аустенитно-ферритные стали теряют вязкость при нагреве их в интервале температур 450—650 °С Это связано с тем, что хрупкость, обусловленная выделением карбидов, усиливается действием так называемой 475° хрупкости.
Примерное назначение и температура эксплуатации аустенитно-ферритных сталей указаны в таблице 18.3.
Строение и свойства
При повышении температуры аустенитные стали превращаются в жидкий раствор с определённым процентным отношением железа и углерода. Если температура раствора превышает линию так называемого ликвидуса (это около 1700 °C),образовавшийся расплав становится статически неустойчивым. Его состояние оценивают по двум составляющим:фазовой и структурной.
Для первой составляющей основным показателем является фаза состояния полученной смеси. Она определяет состояние металла по следующим показателям:
- раствора углерода в железе;
- количество различных образований (непосредственно феррит, в том числе высокотемпературный, аустенит, цементит).
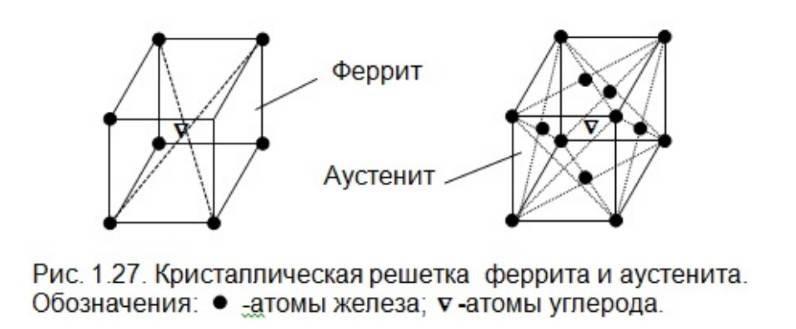
Структурная составляющая часть образца определяется как гомогенная или квазигомогенная форма. Общая структура образовавшегося феррита составляет равноосные кристаллы. В трёхмерном пространстве решётка ферритной фазы представляет объёмно-центрированный куба. Эти кристаллы определяют твёрдость феррита и способность углерода в нём растворяться. Опыт показывает, что при температуре равной 727 градусов в феррите растворяется только 0,02% углерода.





Кроме этого к основным свойствам феррита относятся:
- обладает сильными ферромагнитными свойствами (до температуры 770 °С — точка Кюри);
- является теплопроводным элементом;
- хорошим проводником электрического тока;
- обладает повышенной пластичностью.
К основным недостаткам относятся невысокая прочность и недостаточная твёрдость. Последний показатель зависит от величины образованного зерна и находится в интервале от 65 до 130 НВ.
В зависимости от этапа проходящих превращений ферритная фаза находится в следующих состояниях:
- как основа кристаллической решётки образовавшегося сплава;
- второе или избыточное состояние (располагается по границам так называемых перлитных образований);
- элемент феррито-графитного эвтектоида.
Каждое состояние требует точного определения и выявления возникающих преобразований. От них во многом зависят характеристики конечного продукта.Полное отсутствие ферритного образования или незначительное его содержание проявляется с образованием горячих трещин. Завышенное содержание этого показателя снижает пластичность, ударную вязкость и антикоррозийную стойкость.
Свариваемость сталей
Аустенитно-ферритные стали отличаются повышенной склонностью к росту зерна в зоне термического влияния при воздействии сварочного термического цикла. Наряду с ростом ферритных зерен возрастает общее количество феррита. Последующим быстрым охлаждением фиксируется образовавшаяся структура. Размеры зерна и количество феррита, а также ширина зоны перегрева зависят от погонной энергии сварки,соотношения структурных составляющих в исходном состоянии и чувствительности стали к перегреву. Соотношение количества структурных составляющих (γ- и α-фаз) в исходном состоянии в значительной степени зависит от содержания в стали Ti. Количеством титана в стали также определяется устойчивость аустенитной фазы против γ→δ-превращения при сварочном нагреве. Чем выше содержание Ti, тем чувствительнее сталь к перегреву (рис. 18.2). Вследствие роста зерна и уменьшения количества аустенита наблюдается снижение ударной вязкости металла околошовной зоны и угла загиба сварных соединений аустенитно-ферритных сталей. Менее чувствительными к сварочному нагреву являются стали, не содержащие Ti,— это стали 03Х23Н6 и 03Х22Н6М2.
ОТБОР ОБРАЗЦОВ И ВЫРЕЗКА ШЛИФОВ
1.1. Число образцов для определения содержания СФФ в
плавке стали устанавливают стандартами и техническими условиями на продукцию;
их должно быть не менее двух.
1.2. Образцы отбирают от любых прутков контролируемой
плавки в произвольных местах:
а) при контроле на двух или трех шлифах — от разных
прутков;
б) при контроле на большем числе шлифов образцы должны
быть отобраны не менее чем от трех прутков.
Место отбора образцов от штанг, соответствующих
определенному месту по высоте слитка, может быть установлено по соглашению
сторон.
1.3. При металлографическом методе определения СФФ
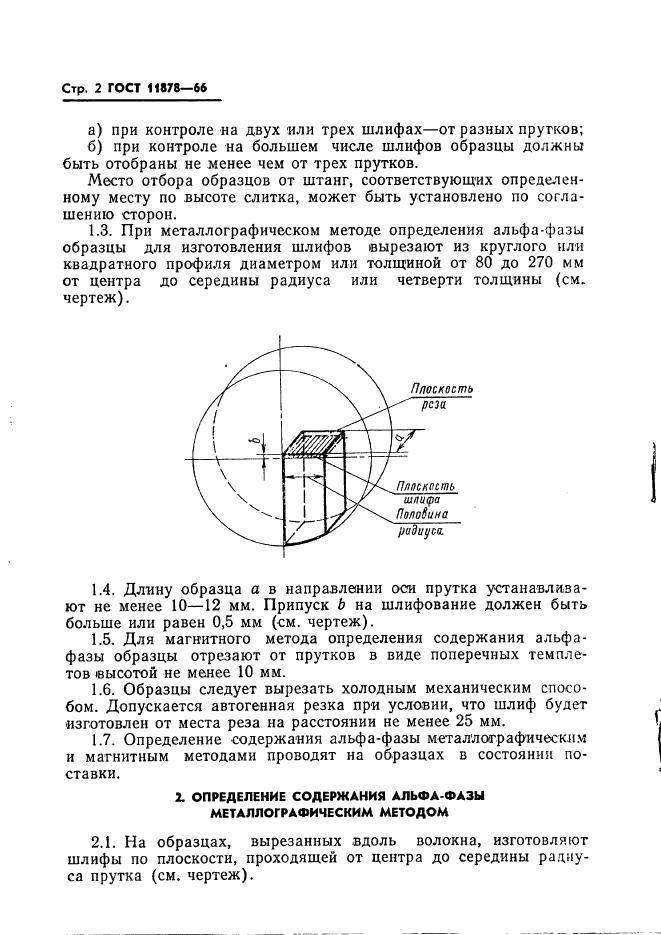
образцы для изготовления шлифов вырезают из круглого или квадратного профиля
диаметром или толщиной от 80 до 270 мм от центра до середины радиуса или
четверти толщины (см. чертеж).
1.4. Длину образца а в направлении оси прутка
устанавливают не менее 10 — 12 мм. Припуск b на
шлифование должен быть больше или равен 0,5 мм (см. чертеж).
1.5. (Исключен,Изм. № 2).
1.6. Образцы следует вырезать холодным механическим
способом. Допускается автогенная резка при условии, что шлиф будет изготовлен
от места реза на расстоянии не менее 25 мм.
1.7. Определение содержания СФФ металлографическим и
магнитным методами проводят на образцах в состоянии поставки.
Количество – ферритная фаза
На рис. 166 показано влияние температуры деформации на изменение твердости и количества ферритной фазы трех сталей с различным содержанием никеля.
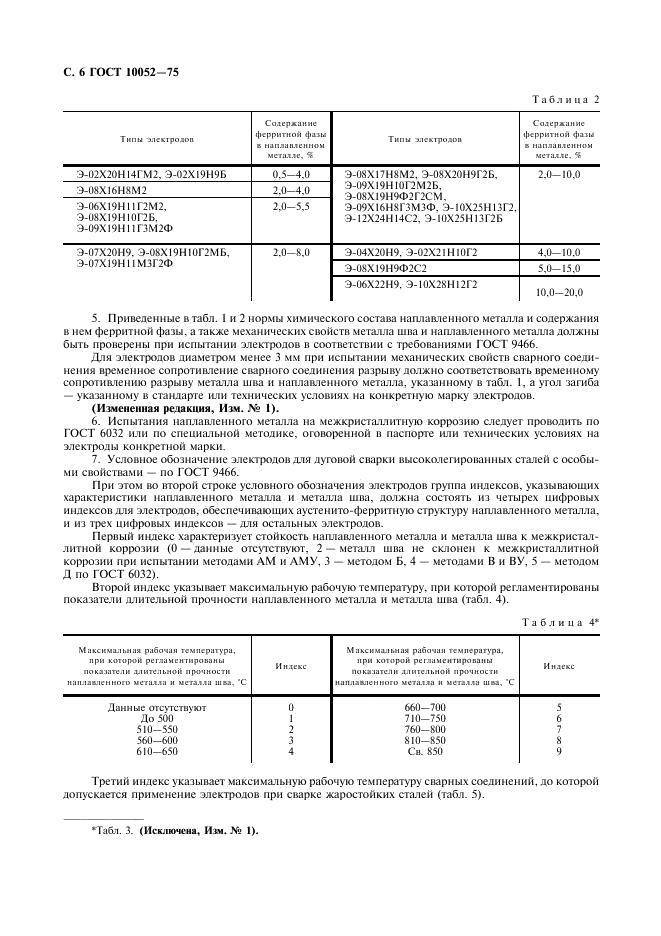
Электроды, дающие наплавленный металл аустенит-ного типа, должны проходить проверку на количество ферритной фазы в наплавке. Наплавку производят при режимах, рекомендованных для электродов данного типа и диаметра, на пластину или трубу из соответствующей аустенитной нержавеющей стали.
Электроды, дающие наплавленный металл аустенит-ного типа, должны проходить проверку на количество ферритной фазы в наплавке. Наплавку производят при режимах, рекомендованных для электродов данного типа и диаметра, на пластину или трубу из соответствующей аустенитной нержавеющей стали.
Однако при сварке под флюсом некоторых марок жаропрочных сталей требование обеспечения в металле шва регламентированного количества ферритной фазы не всегда может быть достигнуто.
Нержавеющие хромоникелевые стали в пределах химического состава наряду с основной структурой аустенита практически содержат некоторое количество ферритной фазы ( а-фазы) обычно оцениваемое баллами.
Для устранения склонности к горячим трещинам и повышения стойкости против межкрлсталлитной коррозии необходимо содержание в наплавленном металле некоторого количества ферритной фазы.
Для устранения склонности к горячим трещинам и повышения стойкости про-тин межкристаллитпой коррозии необходимо содержании в наплавленном металле некоторого количества ферритной фазы.
Образцы на основе разработанного цементно-известково-зольного вяжущего после десяти дней воздействия агрессивной среды слегка потемнели, что объясняется присутствием некоторого количества ферритных фаз из портландцемента. Химическим анализом было зафиксировано наличие сероводорода по всему цементному камню, следы свободной и сульфатной серы.






У нержавеющих сталей аустенитного класса типа Х18Н9Т при обычных методах разливки в изложницы, особенно в случае крупных слитков, наблюдается значительное увеличение количества ферритной фазы по мере приближения от периферии к центру слитка в связи с большей дендритной ликвацией при уменьшении скорости кристаллизации. Частицы ферритной фазы в осевой части слитка более крупные.
| Влияние концентрации азотной кислоты при 80 С на скорость коррозии сталей ( продолжительность испытания 100 ч. 1 – Х18Н9Т. 2 – ОХ22Н5Т. 3 – 1Х21Н5Т.| Зависимость механических свойств стали на основе Х21Т после оптимальной термической обработки от содержания никеля. |
Для сталей ОХ22Н5Т, ОХ18Г8Н2Т или других подобного типа характерным является прямая зависимость между повышением температуры нагрева металла и технологическими свойствами, что связано с увеличением при этих условиях количества ферритной фазы.
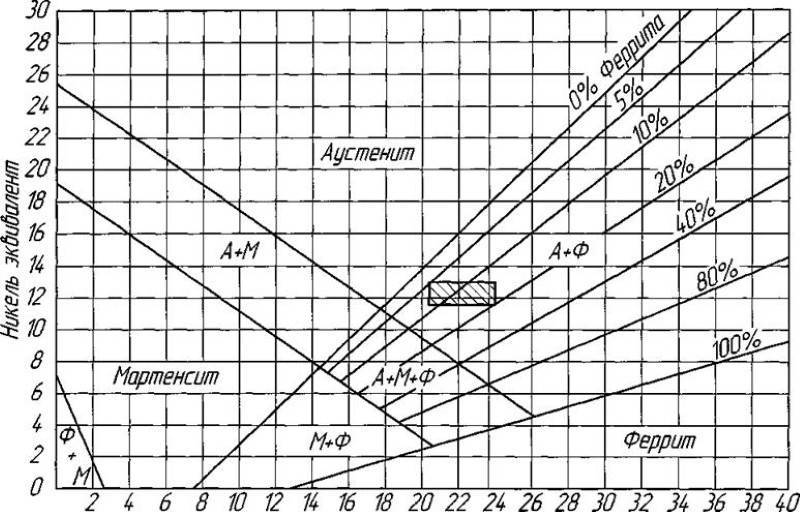
Помимо прямых методов экспериментального определения сопротивления сплавов образованию горячих трещин, существуют косвенные: оценка по диаграммам состояния, основанная на представлении об увеличении склонности сплавов к образованию горячих трещин с расширением эффективного интервала кристаллизации ; по количеству ферритной фазы в аустенит-ных сталях в соответствии с диаграммами Шеффлера
При отсутствии сертификатов материалы можно использовать для работы только после их предварительной проверки; при этом проверяют химический состав сварочной проволоки и наплавленного металла, механические свойства сварного шва или наплавки, для аустенитных электродов, кроме того, – количество ферритной фазы и, при наличии требований, – склонность к межкристаллитной коррозии. Результаты проверки должны отвечать требованиям ГОСТ 9467 – 75; 10052 – 75; 2246 – – 70 или ТУ на сварочные материалы.
При отсутствии сертификатов материалы можно использовать для работы только после их предварительной проверки; при этом проверяют химический состав сварочной проволоки и наплавленного металла, механические свойства сварного шва или наплавки, для аустенитных электродов, кроме того, – количество ферритной фазы и, при наличии требований, – склонность к межкристаллитной коррозии. Результаты проверки должны отвечать требованиям ГОСТ 9467 – 75; 10052 – 75; 2246 – 70 или ТУ на сварочные материалы.
Получение строго дозированного количества феррита в сварных швах является достаточно сложной задачей. Количество ферритной фазы зависит от соотношения в стали ферритизаторов и аустениза-торов. Однако по допускам ГОСТа 2246 – 60 на содержание элементов это соотношение может изменяться в широких пределах.
Аустенитные нержавеющие стали
Никель является элементом, который повышает устойчивость аустенита. Присутствие никеля в стали увеличивает размер аустенитной области, тогда как феррит почти полностью изчезает из железо-хромово-углеродистых сплавов (рисунок 3).
Рисунок 3 – Сечение диаграммы состояния железо-хром-никель-углерод при 18 % хрома и 8 % никеля. При низком содержании углерода аустенит является устойчивым при комнатной температуре.
Если содержание углерода становиться ниже 0,03 %, то карбиды в стали вообще не образуются и сталь является полностью аустенитной при комнатной температуре (рисунок 4).
Рисунок 4 – Аустенитная нержавеющая сталь
Аустенитные нержавеющие стали обладают высокой пластичностью, способностью обработке давлением и коррозионной стойкостью.
Термическая обработка нержавеющих сталей аустенитного класса заключается в закалке в воде с температуры 1050-1100 °С. Такой нагрев вызывает растворение карбидов хрома, а быстрое охлаждение фиксирует состояние пресыщенного твердого раствора
Очень важно отметить, что в результате закалки твердость этих сталей не повышается, а снижается. Поэтому для аустенитных нержавеющих сталей закалка является смягчающей термической операцией
Свою прочность аустенитная нержавеющая сталь получает за счет холодного наклепа — нагартовки. Аустенитные стали могут получать деформационное упрочнение до значительно более высоких величин, чем ферритные нержавеющие стали. При деформациях порядка 80-90 % предел текучести достигает 980-1170 МПа, а предел прочности — 1170-1370 МПа. Ясно, что такого наклепа можно достичь только при изготовлении таких видов изделий, как тонкий лист, лента, проволока.
Аустенитные нержавеющие стали являются немагнитными, что дает им преимущество во многих применениях.
Представителями аустенитных нержавеющих сталей являются стали 12Х18Н9 и 17Х18Н9, 12Х18Н10Т и 12Х18Н9Т, 08Х18Н10Т, 08Х18Н12Б, 03Х18Н11 по ГОСТ 5632-72.
Проверка ПРИБОРОВ
4.1. Перед началом работы новый прибор градуируется.
4.1а. Методику первичной и периодических поверок ферритометров (по ГОСТ 26364) устанавливают в соответствии с ГОСТ 8.518*.
_______
* С 1 января 2012 г. вводится в действие ГОСТ 8.518-2010.







(Введендополнительно ,Изм. № 2). 4.2. Градуировку прибора, т.е. получение градуировочной кривой зависимости показаний прибора от содержания СФФ, проводят по эталонным образцам с различным содержанием СФФ. Рекомендуется построение одной градуировочной кривой для прутков размером от 80 до 180 мм и второй – 180 мм и более.
4.3. Эталоны необходимо изготовлять из прутков контролируемой марки стали.
Допускается изготовление эталонов для стали марок 17Х18Н9, 12Х18Н9, 12Х18Н9Т, 04Х18Н10Т, 08Х18Н10, 04Х18Н10, 02Х18Н10, 06Х18Н11, 12Х18Н12Т, 08Х18Н12Т, 08Х18Н12Б, из стали марки 12Х18Н10Т.
(Измененная редакция Изм. № 1).
4.4. В качестве эталонов используют микрошлифы, вырезанные и изготовленные в соответствии с пп. и . Одну из сторон микрошлифа, расположенную поперек оси прутка, приготовляют как макрошлиф в соответствии с п. .
4.5. Содержание СФФ в эталонах металлографическим методом определяют путем балльной оценки по методике, изложенной в разд. .
4.6. Содержание СФФ в эталонах магнитным методом определяют в соответствии с методикой, изложенной в разд. .
4.7. По данным, соответствующим эталонам с различным содержанием СФФ, строят градуировочную кривую прибора в координатах «показание прибора – балл СФФ». Каждые 5 – 6 точек кривой должны определяться не менее чем 10 результатами, полученными на разных эталонных образцах.
Примечание. Допускается градуировка прибора в координатах «показание прибора – объемное содержание СФФ». В этом случае содержание СФФ в эталонных образцах определяют одним из методов количественной металлографии, например точечным, и выражают в процентах.
4.8. Правильность работы прибора в течение эксплуатации и после ремонта проверяют периодически по двум-трем эталонным образцам с заранее фиксированными показаниями, соответствующими разным участкам градуировочной кривой прибора.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ ПОСТАНОВЛЕНИЕМ Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 15.03.66
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на которую дана ссылка | Номер пункта |
| ГОСТ 8.518-84 | 4.1а |
| ГОСТ 26364-90 | 3.4, 4.1а |
5. Ограничение срока действия снято по протоколу Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 2-93)
б. ИЗДАНИЕ (июнь 2011 г.) с Изменениями № 1, 2, утвержденными в октябре 1974 г., декабре 1987 г. (ИУС 10-74, 3-88)
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ ПОСТАНОВЛЕНИЕМ Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 15.03.66
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на которую дана ссылка | Номер пункта |
| ГОСТ 8.518-84 | 4.1а |
| ГОСТ 26364-90 | 3.4, 4.1а |
5. Ограничение срока действия снято по протоколу Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 2—93)
6. ИЗДАНИЕ (июнь 2011 г.) с Изменениями № 1, 2, утвержденными в октябре 1974 г., декабре 1987 г. (ИУС 10-74, 3-88)





Редактор М.И. Максимова Технический редактор В.Н. Прусакова Корректор М.С. Кабашова Компьютерная верстка А.Н. Золотаревой
Сдано в набор 16.06.2011. Подписано в печать 29.07.2011. Формат 60×84 Vs- Бумага офсетная. Гарнитура Таймс. Печать офсетная. Уел. печ. л. 0,93 + вкл. 0,47. Уч.-изд. л. 0,45 + вкл. 0,35. Тираж 156 экз. Зак. 691.
, 123995 Москва, Гранатный пер., 4. Набрано во на ПЭВМ.
Отпечатано в филиале — тип. «Московский печатник», 105062 Москва, Лялин пер., 6
ГОСТ 11878-66
Г0СТ1ШШ
ОПРЕДЕЛЕНИЕ СОДЕРЖАНИЯ ФЕРРИТНОЙ ФАЗЫ МЕТАЛЛОГРАФИЧЕСКИМ МЕТОДОМ
2.1. На образцах, вырезанных вдоль волокна, изготовляют шлифы по плоскости, проходящей от центра до середины радиуса прутка (см. чертеж).
2.2. Микрошлиф подвергают электролитическому или химическому травлению. Электролитическое травление осуществляют в 10 %-ном водном растворе щавелевой кислоты при комнатной температуре и плотности тока 0,03-0,08 а/см в течение 20-40 с.Химическое травление осуществляют в реактиве следующего состава: 20 мл воды, 20 мл концентрированной соляной кислоты и 4 г медного купороса. Травление проводят при комнатной температуре в течение 8-10 с.Допускается травление в реактивах другого состава, обеспечивающих быстрое и качественное травление (участки не должны быть окисленными, а их границы должны быть тонкими и резкими).
2.3. Содержание СФФ в стали оценивают просмотром всей площади травленого микрошлифа.
2.4. На каждом шлифе при увеличении 280-320 и диаметре поля зрения микроскопа 0,38-0,43 мм определяют место с наибольшим содержанием СФФ, которое визуально оценивают в баллах или в процентах путем сравнения с фотоэталонами прилагаемой шкалы.Арбитражные определения содержания СФФ проводят по фотоснимку, сделанному при увеличении 280-320, с диаметром фотоотпечатка, соответственно равным 115-130 мм.
2.5. Прилагаемая к настоящему стандарту шкала для определения содержания СФФ — пятибалльная и имеет дополнительные фотоэталоны в 0,5; 1,5 и 2,5 балла.Шкала представлена двумя рядами фотоэталонов, различающимися по величине и количеству участков (см. вкладки).
2.4, 2.5 (Измененная редакция, Изм. N 2).
2.6. (Исключен, Изм. N 2).
2.7. Содержание СФФ в плавке оценивают двумя способами:
а) по максимальному баллу или проценту из оценок двух образцов;
б) по среднему баллу или проценту из оценок двух или более образцов.Способ оценки устанавливается стандартами и техническими условиями на продукцию.
2.8. Норма содержания СФФ в зависимости от назначения стали устанавливается стандартами и техническими условиями на продукцию.Если результаты испытаний неудовлетворительные, то повторно проводят испытания на образцах, отобранных от других штанг; при оценке плавки по п. 2.7а — на том же количестве, при оценке плавки по п. 2.7б — на удвоенном количестве образцов. Результаты повторных испытаний являются окончательными.
Материалы для производства силикатных бетонов
Основным вяжущим компонентом в силикатном бетоне выступает тонкомолотая известь кипелка или известь-пушонка, которая в сочетании с заполнителями и составляет основное сырье для производства силикатных бетонов. После добавления воды и последующей тепловой обработки в автоклавах, силикатобетонная смесь превращаться в прочное бетонное изделие.
Известь, применяемая для производства силикатных смесей должна отвечать следующим свойствам:
- средняя скорость гидратации;
- умеренный экзотермический эффект;
- вся фракция должна быть одинаково обожженной;
- MgO менее 5%;
- время гашения извести — 20 мин не более.
Недожог известковой массы приводит к повышенному расходу материала. Пережог снижает время гидратации извести, что приводит к вспучиванию, появлению трещин на поверхности изделий и др.






Известь
Известь, применяемая для производства силикатобетона, обычно используется в виде тонкомолотых известковых смесей следующего состава:
- известково-кремнеземистые — соединение извести и кварцевого песка;
- известково-шлаковые (известь и доменный шлак);
- известково-зольные — топливная сланцевая или угольная зола и известь;
- известково-керамзитовые и другие подобные компоненты, получаемые из отходов промышленного производства пористых заполнителей;
- известково-белитовые вяжущие, получаемые при низкотемпературном обжиге известково-кремнеземистой сухой смеси и кварцевого песка.
В качестве кремнеземистых заполнителей используют следующие материалы:
- кварцевый молотый песок;
- металлургические (доменные) шлаки;
- зола ТЭЦ.
Наиболее часто в качестве заполнителей выступают кварцевые пески средней и мелкой фракции, которые по своему составу должны выглядеть следующим образом:
- 80% и более кремнезема;
- менее 10% глинистых включений;
- 0,5% и меньше примесей слюды.
Крупные включения глины в структуре кварцевого песка снижают морозостойкость и прочность силикатного бетона.
Кварцевый песок
Тонкомолотый кварцевый песок оказывает значительное влияние на формирование высоких эксплуатационных свойств силикатных бетонов. Так, с повышением дисперсности частиц песка увеличивается морозостойкость, прочность и другие характеристики силикатных материалов.
При выборе составляющих для изготовления силикатного бетона необходимо знать следующее:
- Расход вяжущего увеличивается пропорционально увеличению прочности бетона.
- Снижение расхода вяжущих в составе силикатной смеси наблюдается при повышении дисперсности мелкого кварцевого песка, и увеличивается при повышении формовочной влажности силикатобетонного раствора.
- Дисперсность молотого кварцевого песка должна быть в 2,5 раза ниже дисперсности молотой извести.





