Специальные, специализированные и универсальные станки
Еще одно разделение деревообрабатывающего оборудования на виды осуществляется по технологическим характеристикам:
- Устройства, предназначенные для работы с однотипными изделиями с незначительными отклонениями по размерам, называют специальными. Такие машины широко используются в промышленном производстве для обработки ряда деталей, имеющих сходные параметры. Примером специального станка служит формато-раскроечный с ценой от 235 до 440 тыс. рублей.
- Специализированные устройства выполняют только одну операцию, но с возможностью переналадки по размерам. Обладают высокой точностью и качеством обработки. Так, например, промышленный образец фуговального станка обойдется от 80 до 350 тыс. рублей, а рейсмусового – от 85 до 230 тыс. рублей, а циркулярной пилы – порядка 130-200 тыс. рублей.
- Станки общего назначения (универсальные) объединяют в себе две и более функций. Чаще всего, востребованы в домашних мастерских или на небольших производствах. Из-за их многозадачности, замедляется процесс изготовления, поскольку теряется время на переналадку. Также несколько страдает точность отдельных операций, но в большинстве случаев такие погрешности несущественны. В качестве примера – многоцелевая установка, выполняющая 5 типов работ: пиление, строгание, фрезерование, фугование, рейсмусование, стоит около 400–600 тыс. рублей. Рассчитанная только на строгание и реймусование – от 20 до 100 тыс. рублей. Разброс цен очень большой за счет разного набора операций, его мощности, качественных характеристик и уровню механизации.
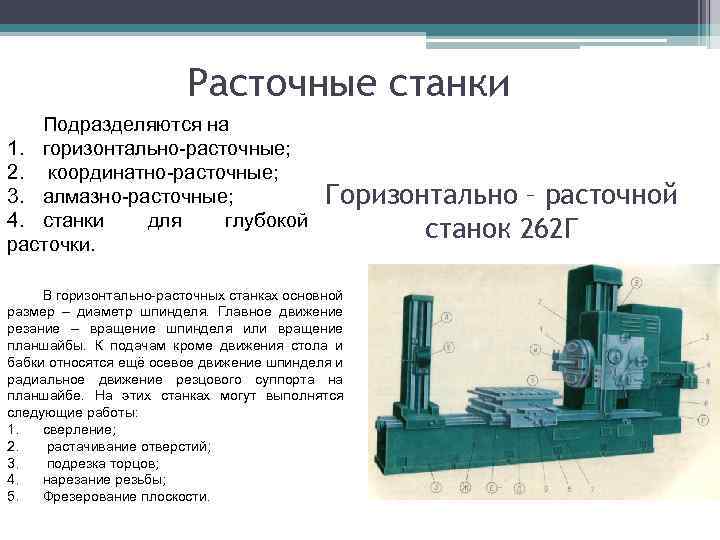
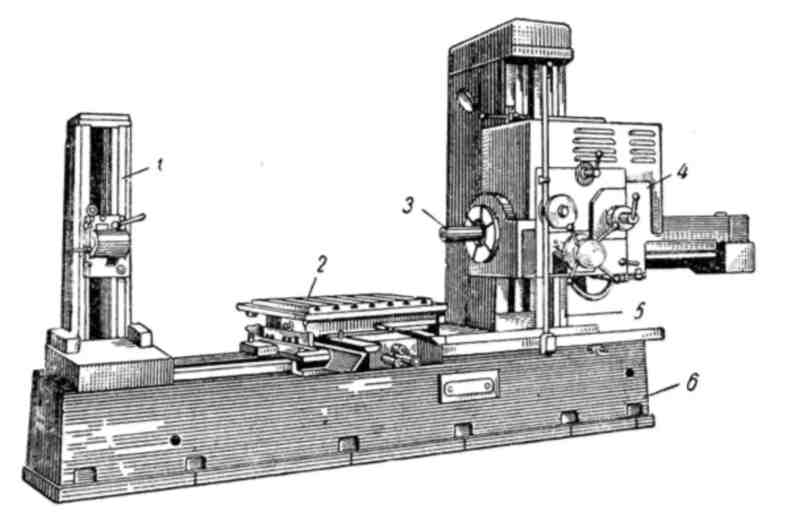
Что такое расточный станок, устройство и принцип действия
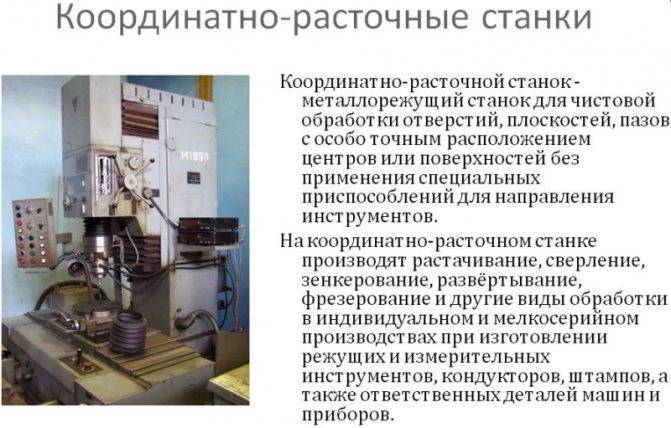
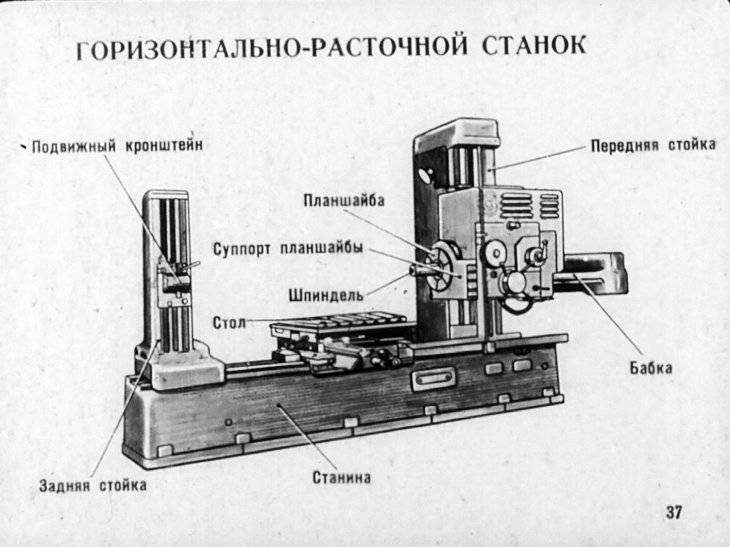
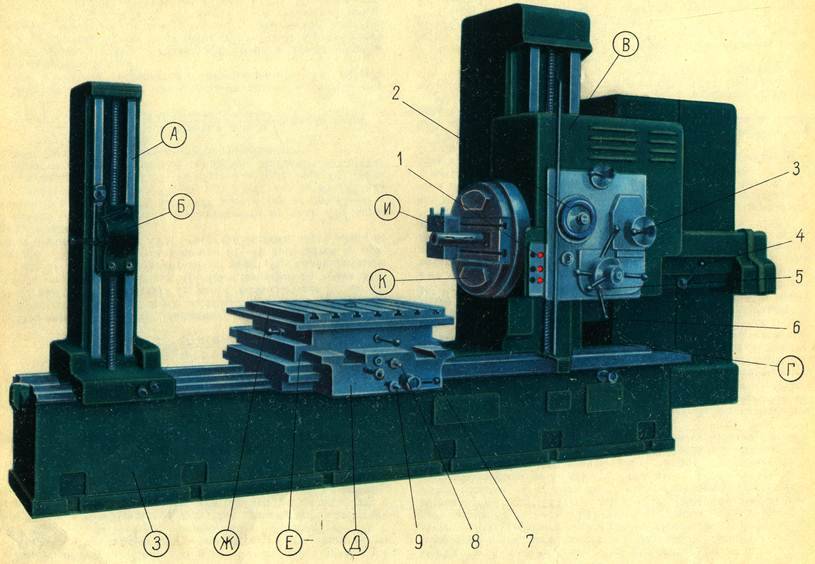
Координатно-расточные машины относятся к категории широкоуниверсального оборудования. Все сложные обработки отверстий при точном соблюдении координат выполняют на этих агрегатах. Особенность, присущая всем расточным станкам – наличие у них шпинделя вертикального или горизонтального направления. Последний представляет собой вал, снабженный приспособлением для удержания инструмента режущей группы (сверла, резцы, фрезы, зенкер, метчик), и имеющий возможность перемещаться в линейном направлении по оси.
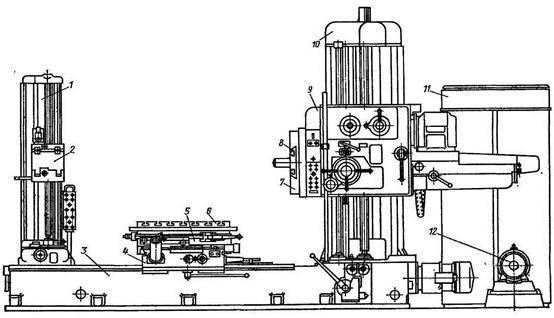
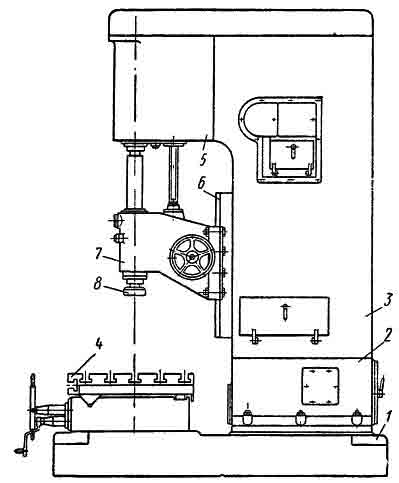
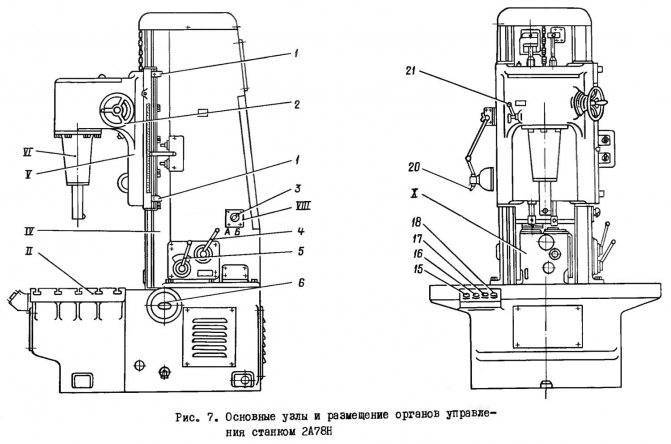
Координатный расточный станок для работы с отверстиями конструктивно состоит из:
- Станины.
- Стойки.
- Головки расточной.
- Стола на салазках.
- Траверсы.
Работая с деталью на станке, ее закрепляют на рабочем столе, инструмент для обработки зажимают в головке расточной шпинделя. Ориентируясь на высоту детали, выставляют, затем фиксируют головку. Выполняя перемещение стола в любом из двух взаимно перпендикулярных направлений, добиваются установки шпинделя в точку необходимых координат. При помощи вращения шпинделя закрепленный инструмент обрабатывает заготовку.
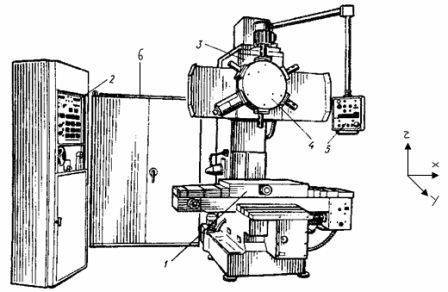
Оборудование с ЧПУ
ЧПУ могут дополняться как алмазно-, так и горизонтально-, токарно- или координатно-расточные станки. Современная электроника, конечно же, в разы повышает удобство пользования этим оборудованием. Работой станка с ЧПУ токарь управляет не вручную, а через компьютер. Это позволяет добиться высочайшей точности сверления или резки и максимальной производительности.
Использоваться расточные станки с ЧПУ могут как для черновой, так и для чистовой обработки заготовок. Стоят они, конечно же, намного дороже обычных моделей. Работать на таких станках могут только токари, прошедшие переквалификацию по соответствующей программе.
Разновидности
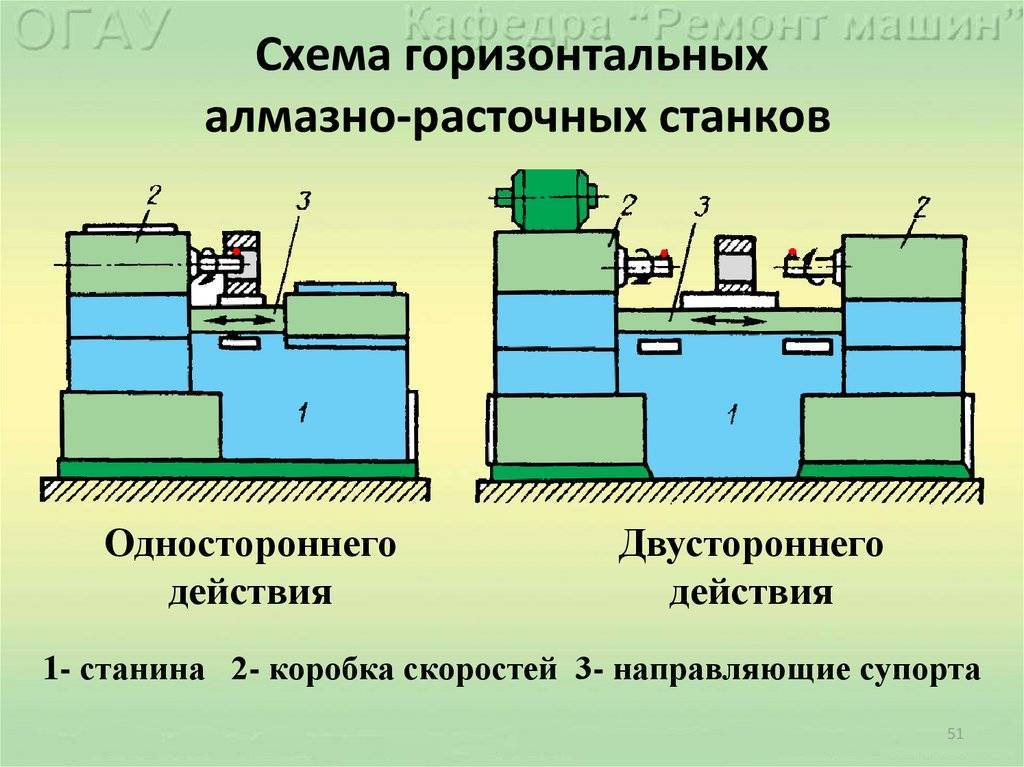
Координатно-расточные станки по типу конструктивного исполнения бывают двух видов:
- Одностоечные. Заготовка в оборудовании закрепляется на рабочем столе, который перемещается по горизонтали в двух направлениях. При этом режущий инструмент устанавливается в шпиндель и двигается вертикально.
- Двухстоечные. Как и аналог имеет стол с возможностью крепления обрабатываемой заготовки, двигается только в продольном направлении. Применяемая в конструкции траверса имеет направляющие для перемещения шпинделя с инструментом по горизонтали и вертикали.
По автоматизации станка различают:
- установленные индикаторы, возможность набора координат для обработки;
- применение числового программного управления;
- приспособление для автоматической замены режущего инструмента в зависимости от условий обработки;
- возможность синхронизации с блоком программного управления рабочего стола, где закрепляется заготовка.
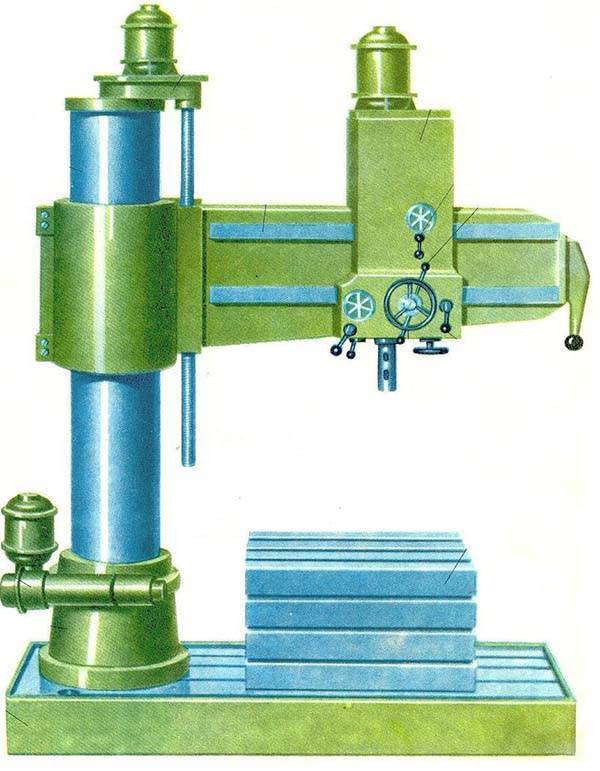
Одностоечный координатно-расточный станок (Фото: Instagram / rage_83)
Эксплуатация станков
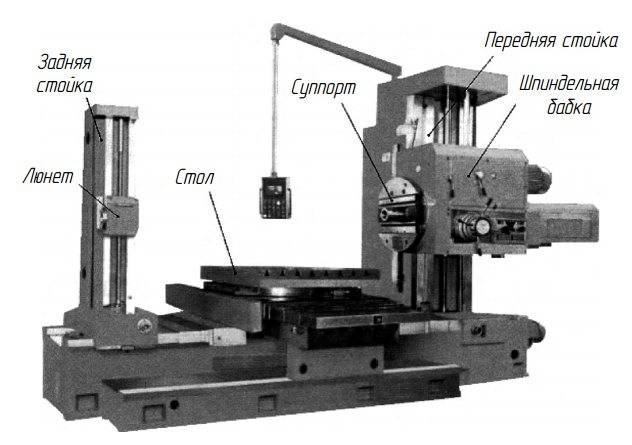
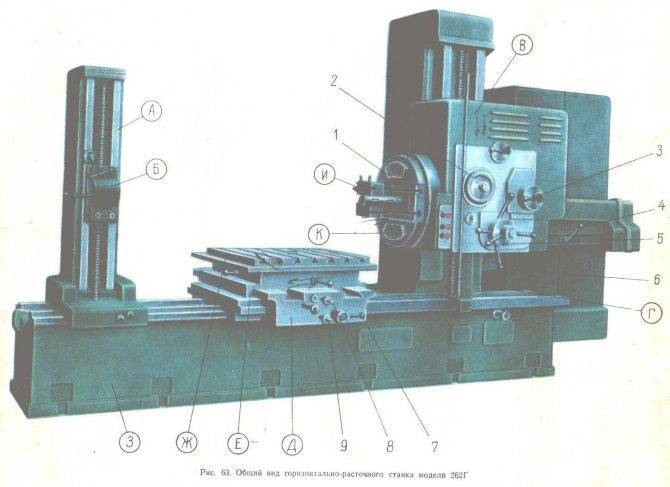
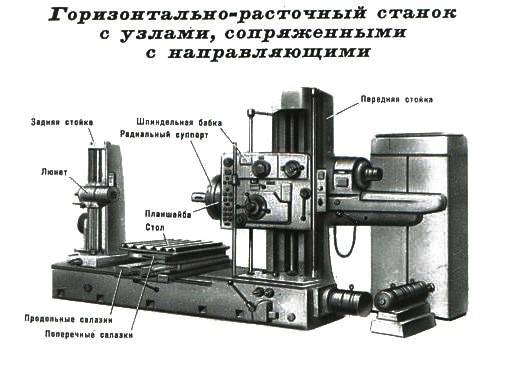
По способу управления подобное оборудование принято разделять на 3 категории — комбинированное, ручное и с ЧПУ. Данная разновидность расточных станков неслучайно считается одной из наиболее востребованных на производстве. Горизонтально-расточные станки сочетают в себе точность обработки и удобство работы. Вне зависимости от метода управления, все модели горизонтально-расточных станков отличает подвижность шпинделя. Его расположение относительно конструкции дало название данной разновидности станков. Возможность выдвинуть шпиндель актуальна в ситуациях, когда специалисту приходится вести работу в труднодоступных местах. Во время обработки детали подобные станки осуществляют вращательно-поступательные движения. При создании резьбы или выполнении другой задачи движется не только шпиндель станка, но и обрабатываемая деталь. Скорость во время работы станка может варьироваться специалистом. Конструкционные особенности горизонтально-расточных станков разнообразны. Например, в некоторых изделиях предусмотрена подвижность люнета станка. Наиболее часто горизонтально-расточные станки на производстве применяются для работы с чугунными и стальными элементами. Так как на подобном оборудовании производится обработка деталей сложной конфигурации, принято выделять модели с разным диаметром шпинделя. На горизонтально-расточных станках, оснащенных шпинделем диаметром менее 12,5 см проводится работа с малогабаритными элементами. Стол такого станка свободно перемещается в 2 направлениях. Оборудование с диаметром шпинделя не превышающим 20 см предназначено для более крупных элементов, стол станка имеет ограниченную подвижность (1 ось). Для наиболее массивных деталей предназначены станки со шпинделем диаметром 32 см. Столы таких станков не обладают подвижностью.
По своему техническому устройству станки обладают определенным сходством с токарно-винторезным оборудованием. Одним из наиболее важных различий является то, что в подобных станках нет задней бабки. Ее заменяет люнет. В отличие от токарного оборудования, в горизонтально-расточном станке предусмотрена планшайба. Она позволяет передвигать резец во время обработки деталей
С учетом особенностей конструкции перед приобретением горизонтально-расточного станка необходимо обратить внимание не только на мощность его двигателя, но и на диапазон подачи. Диаметр шпинделя необходимо сопоставлять с габаритами деталей, обработка которых планируется на станке. Размеры стола и его подвижность также определяются в зависимости от планируемых работ
Станки требуют постоянного контроля за состоянием подвижных элементов. Необходимо регулярно выполнять их чистку и смазку. Ремонт горизонтально-расточных станков с ЧПУ может провести наша компания







Размеры стола и его подвижность также определяются в зависимости от планируемых работ. Станки требуют постоянного контроля за состоянием подвижных элементов. Необходимо регулярно выполнять их чистку и смазку. Ремонт горизонтально-расточных станков с ЧПУ может провести наша компания.

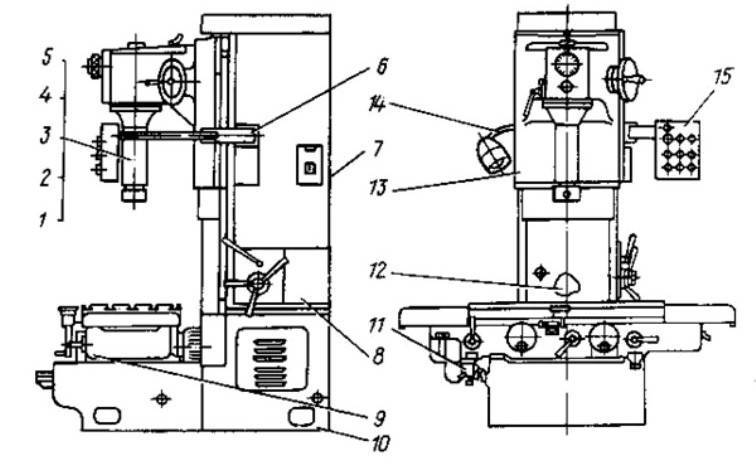
Конструкция координатных станков
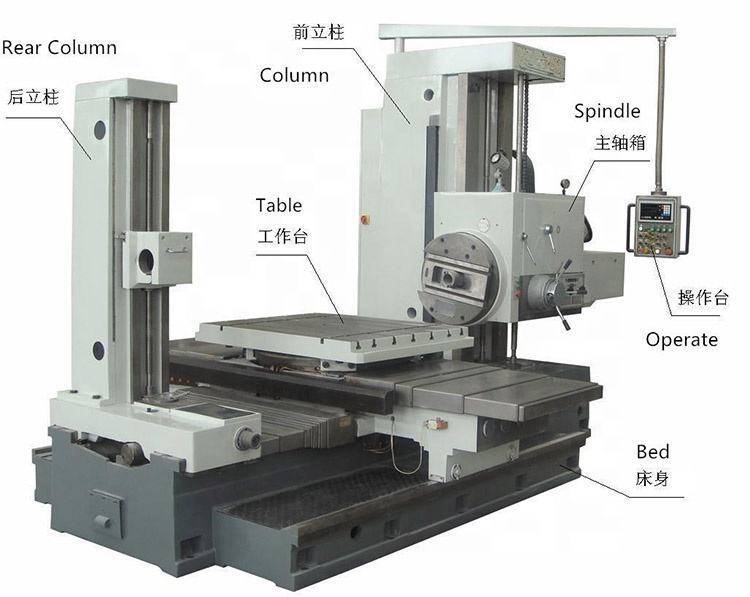
Одностоечное оборудование этого типа включает в себя следующие основные элементы:
- крестовой стол, предназначенный для передвижения заготовки в двух направлениях (взаимно перпендикулярных);
- станина;
- расточная головка.
В конструкцию двухстоечного станка входят:
- стойки и станина;
- расточные головки;
- стол;
- траверса.
Режущий инструмент в таких станках может передвигаться в полярных и прямоугольных координатах. Основой оборудования этого типа является станина. Этот элемент состоит из двух плоских и одной Т-образной направляющих. По ним в процессе работы передвигаются салазки. Также на станине закреплены пульт управления и устройство набора координат.

На стойках размещаются такие элементы, как блок направляющих, коробка скоростей, кожух клиноременной передачи.
Специальные приспособления для станков
Любая обработка отверстий на расточном оборудовании не может обойтись без специального оборудования. Прежде всего, большое значение имеют головки, которые помещаются еще в какие-то детали. Сама головка должна состоять из державки известного всем хвостовика. Державка выполняется из цельнометаллического материала и размещается на пазе, чтобы помогать передвижению резца. В голове, кроме державки, есть еще и элемент, которые срабатывает автоматически. Именно это позволяет работать головке и двигаться ползуну. Необходимо в работе расточного оборудования обосновать и наличие другого приспособления, которое помогает все детали растачивать эффективно, качественно и, самое главное, быстро. Но для этого такое приспособление необходимо на столе крепко зафиксировать, даже можно с двух сторон, используя, например, болты. Головка в таком случае необходима регулирующая. Такого типа головка практически всегда имеет квадратную форму. Маленькие винты в станке необходимы для того, чтобы помогать настраивать головку и регулировать ее. Но есть небольшое предупреждение: не во всех типах расточного оборудования могут быть головки.
Обработка заготовок
 Для обработки деталей понадобится специальный инвентарь. В большинстве случаев пользуются расточными головками, монтирующимися в разные приспособления. У головок имеется цельнометаллическая державка хвостовика; на ней разместился паз, перемещающий резец ползуна.
Для обработки деталей понадобится специальный инвентарь. В большинстве случаев пользуются расточными головками, монтирующимися в разные приспособления. У головок имеется цельнометаллическая державка хвостовика; на ней разместился паз, перемещающий резец ползуна.
А также часто применяется приспособление, позволяющее заниматься выполнением эффективного и быстрого растачивания пресс-форм (их матриц). Заготовка ставится на столе и фиксируется с двух сторон болтами прижимами. Полость матрицы обрабатывается посредством квадратной регулирующей головки. Ее дополняют кольцо-регулятор со шкалой, снизу — паз. По нему передвигается ползун с резцом на держателе. Микровинты позволяют настроить головку. Стоит отметить, что головки используются не во всех механизмах подобного типа.
Расточное оборудование имеет ряд важных достоинств:
- Простота и универсальность технологической оснастки.
- Повышенная производительность.
- Уменьшенная длительность производственного цикла.
- Быстрая подготовка оборудования к переориентированию на выпуск новых деталей.
Токарно-расточные станки
Основной особенностью оборудования этой разновидности является очень высокая скорость вращения шпинделя. Токарно-расточной станок может использоваться для обработки как плоских деталей, так и цилиндрических.
При работе на таком оборудовании заготовка крепится на столе. При этом шпиндель совершает вращательно-поступательное движение.





Современной промышленностью выпускаются в том числе и токарно-расточные станки крупногабаритные. Диаметр обточки у такого оборудования может быть равен 4 м. При этом на станке допускается выполнять обработку деталей длиной до 32 м. Наиболее востребованной моделью токарно-расточного станка на данный момент является 2А656РФ11.
Технические характеристики

Чтобы выбрать расточной станок для обработки конкретного типа деталей, необходимо обратить внимание на основные технические характеристики. К таковым относятся:
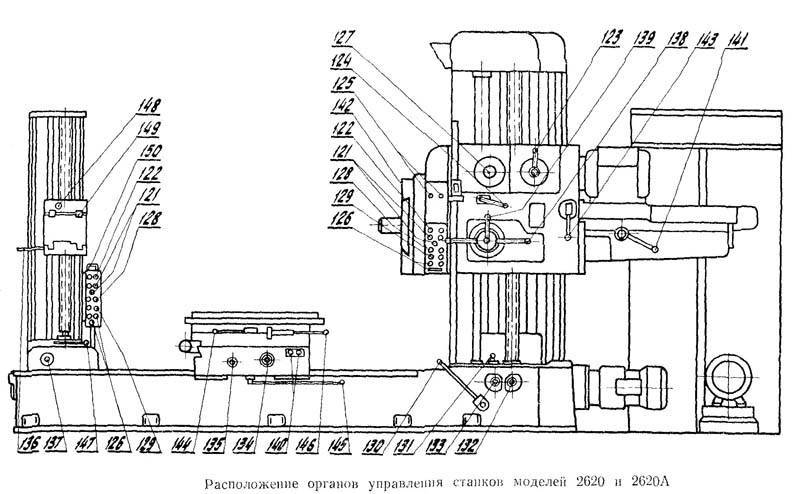
- Наибольший диаметр растачиваемого отверстия и обтачиваемого торца. Например, у горизонтально-расточного станка модели 2620 – это 320 и 530 мм. Соответственно, невозможно обработать отверстие или торец больше этих размеров.
- Размеры рабочей поверхности стола, которые следует выбирать в зависимости от габаритов заготовки.
- Мощность двигателя. Эта характеристика влияет на дальнейший выбор мощности, скорости и подачи для обработки детали.
- Максимальный вес обрабатываемой детали. Например, у координатно-расточного станка модели 2Е440А предел по весу – 320 кг.
- Размеры станка. В производственных условиях на эту характеристику никто не обратил бы внимания. Но если выбирать станок для работы в домашних условиях, тогда нужно учесть максимальную длину, ширину и высоту, так как слишком большой аппарат не поместится, например, в гаражное помещение.
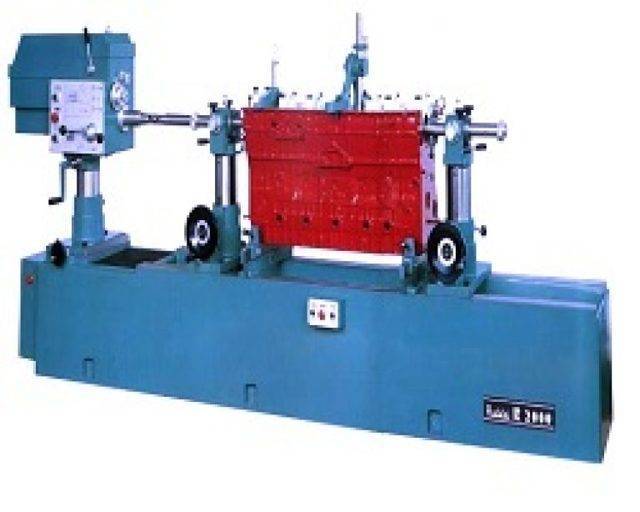
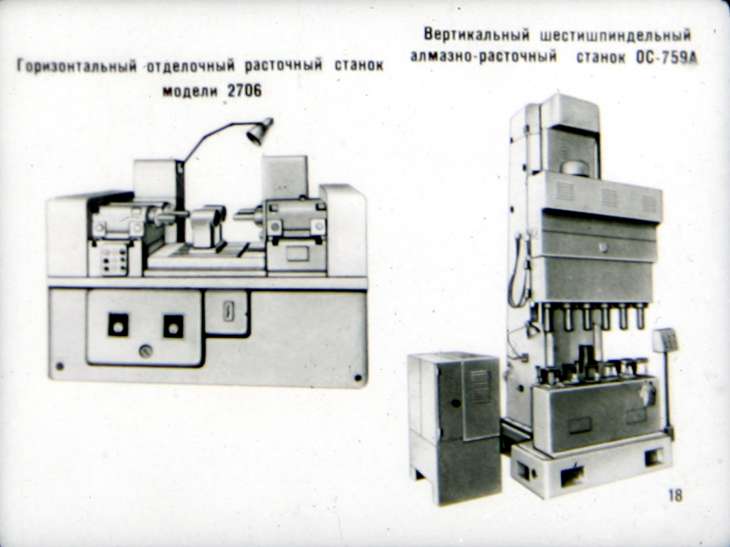
Расточные станки: горизонтальные, координатные, алмазные
Расточные станки по классификации ЭНИМС (Экспериментальный научно-исследовательский институт металлорежущих станков) относятся к группе сверлильных станков и делятся на несколько типов:
- горизонтально-расточные станки — применяются для обработки крупногабаритных и массивных заготовок, которые невозможно обрабатывать вращением в небольших производствах и ремонтных цехах;
- координатно-расточные станки – применяются для точного растачивания отверстий, которые имеют взаимозависимость между собой по межцентровому расстоянию и расположены относительно общих баз;
- алмазно-расточные станки – служат для точного растачивания отверстий, канавок, конических поверхностей и т.д. в основном для деталей с большой программой выпуска, т.е. в условиях крупносерийного производства алмазным или твердосплавным инструментом.
Некоторые модели расточных станков оснащаются УЦИ (устройствами цифровой индикацией) и системами ЧПУ (числовым программным управлением). Это помогает повысить производительность и точность.
Горизонтально-расточной станок Координатно-расточной танок Алмазно-расточной станок
Горизонтальные расточные станки
Горизонтально-расточные станки обрабатывают отверстия в корпусных деталях большого размера, которые устанавливаются на стол или плиту. Заготовки устанавливают и закрепляют на столе или плите относительно рабочих органов, после чего координируют положение инструмента. Чем больше габариты и вес заготовки, тем труднее ее установить и перемещать по столу. Если заготовка имеет габариты большие, чем габариты стола, тогда ее устанавливают на плите вне станка.
Режимы резания назначаются в зависимости от материала, вида резания, точности, жесткости и т.п.
Характеристики
Основной характеристикой при выборе горизонтальных расточных станков данного типа является диаметр шпинделя, размеры которого составляют от 80 до 320 мм.
Классификация
Условно горизонтально-расточные станки можно разделить на три группы:
- А – применяются для обработки негабаритных деталей, оборудование этой группы имеют диаметры шпинделя от 80 до 110 мм;
- Б – применяются для обработки средних заготовок, диаметры шпинделя составляют от 150 до 220 мм;
- В – применяются для обработки массивных и крупногабаритных деталей, с диаметром шпинделя до 320 мм и размерами столов от 800×900 до 1600×1800 мм.
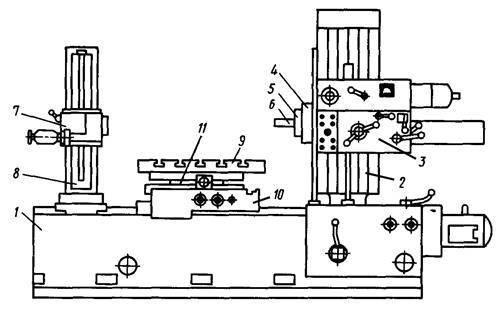
Кинематическая схема
На рисунке представлена кинематическая схема горизонтального расточного станка 2620В с максимальным диаметром растачивания 20 мм высокой точности.
Кинематическая схема 2620В
Координатно-расточные станки
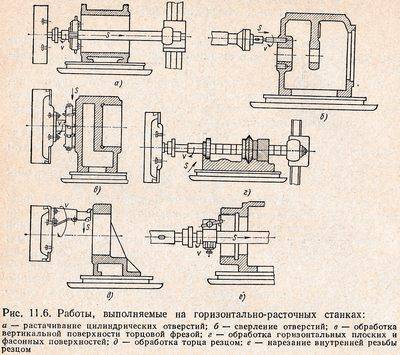
Широко применяются в инструментальных и опытных производствах, когда необходимо изготовить детали с высокой точностью. На координатно-расточных станках можно выполнять операции:
- сверления,
- растачивания,
- фрезерования,
- растачивание фасонных поверхностей: 2D-контуров и 3D-поверхностей,
- шлифование,
- нарезание резьбы,
- измерение линейных и угловых размеров.
- На видео происходит проверка на точность:

Классификация
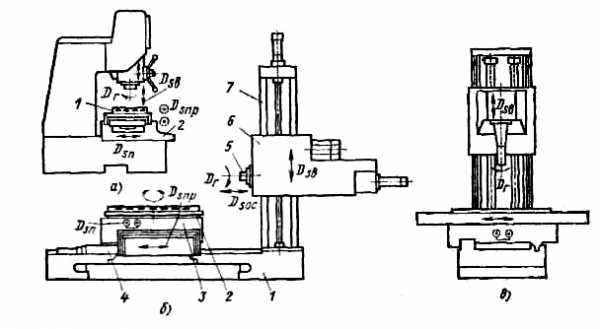
В зависимости от расположения основных узлов оборудование можно классифицировать на:
- одностоечные с вертикальным расположением шпинделя;
- одностоечные с горизонтальным расположением шпинделя;
- двухстоечные с вертикальным расположением шпинделя;
- двухстоечные с вертикальным и горизонтальным расположением шпинделя.
Преимуществами одностоечных станков являются наличие дополнительного пространства, что позволяет легко устанавливать заготовки, приспособления и инструмент. Оборудование с горизонтальным расположением шпинделя характеризуется большей жесткостью – это позволяет обрабатывать глубокие отверстия, применяя дополнительную оснастку. Основной недостаток одностоечных станков – малый ход шпиндельной бабки по длине в вертикальном направлении. Двухстоечные станки обладают большей жесткостью и большим перемещением по длине шпиндельной бабки. Большая жесткость сказывается в лучшую сторону на точности обрабработки.
Минусам двухстоячной компоновки является более худший обзор установленной заготовки.
Разновидности машин
Многоосевые системы находят применение не только для изготовления отверстий и металлообработки. Координатное управление может быть реализовано под следующие цели:
- По аналогичному принципу строится координатно-шлифовальный станок.
- Система печати плат может иметь аналогичную структуру.
- Автоматика покраски автомобилей и других деталей.
- Наполнение форм различными материалами проводится по координатной сетке.
На основе уже готового станка существует множество решений под узкие задачи в производстве. Специалисты компаний производителей способны доработать некоторые модели и снабдить роботами, компрессами для удержания деталей либо осуществить более сложный проект.
Принцип работы агрегата
Механическое воздействие оказывает обрабатывающий инструмент в виде резцов разной формы и размеров. Вращение обеспечивается за счет привода, подключенного к столешнице с заготовкой или к тумбе с интегрированным шпинделем, который поддерживает рабочий момент в средних диапазонах 225-550 об/мин. Трансляция момента в алмазно-расточном станке обычно сообщается посредством ременной передачи. Что касается регуляции рабочего режима, то частоту вращения можно настраивать путем изменения сменных шкивов или управления ступенчатой передачей. В агрегатах с гидравлической рабочей установкой реализуется бесступенчатый принцип настройки передач, что позволяет оптимизировать управляющие процессы с циклами перемещения заготовок в режиме поточной обработки. Гидравлика также дает возможность выноса вспомогательных механизмов за пределы базы станка, что минимизирует негативное влияние тепловых деформаций и повышает точность механического воздействия на детали.
Классификация оборудования
Расточные агрегаты обладают некоторыми конструктивными особенностями. В зависимости от типа выполняемых работ оборудование может быть специализированным или универсальным.
Главный признак агрегатов подобного рода — шпиндель (может располагаться как в горизонтальном, так и в вертикальном положении), с помощью которого приводится в движение осевая подача. Так как оборудование приспособлено под выполнение разных задач, то зачастую заготовка проходит полный цикл обработки
Важно, что изделие не нужно перемещать между несколькими станками
Потому установки для растачивания пользуются особым спросом в отрасли машиностроения, где существует острая необходимость в постоянной сложной обработке деталей. Главная характеристика, влияющая на уровень производительности — сечение шпинделя. В нем фиксируется рабочий инструмент.
Алмазно-расточной станок
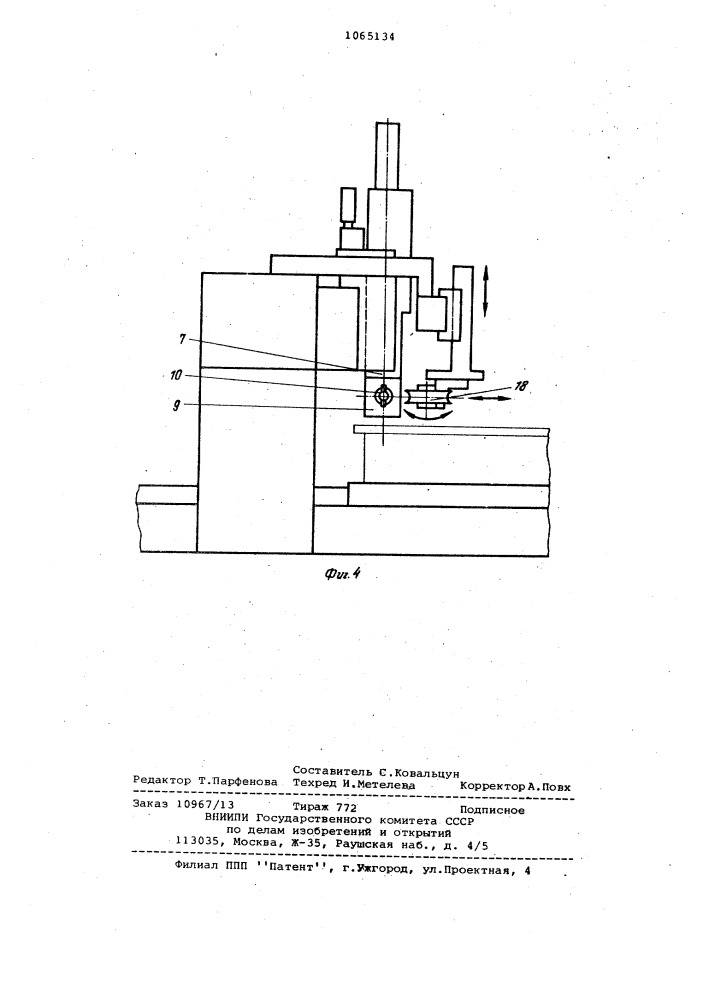
335043 О П И С А Н И ИЗОБРЕТЕН И К АВТОРСИОМУ СВИДЕТЕЛЬСТВ юз Советск иалистическихРеспублик висимое от авт. свидетельстваявлено 06,Х.1970 ( 1481584/25-8 М. Кл. В 23 Ь 41/ заявкиприсоединени Комитет по делам изобретений и открытий при Совете Министров СССР,1972, Бюллетень13 публиковано та опубликования описания 15 Х.1972 Авторыизобретен ф. Дубиненко и В. Ш, Казацк явите АЛМАЗНО-РАСТОЧНОЙ СТАНОК 5 Известны алмазно-расточные станки с устройствами для копменсации тепловых деформаций. Однако в них должны быть установлены специальные охлаждающие агрегаты, кроме того, они не учитывают температурных 5 смещений в горизонтальной плоскости стола с установленной на нем обрабатываемой деталью, а также моста со шпиндельной головкой в случае смещения последней относительно вертикальной оси моста. 10Предлагаемый алмазно-расточный станок отличается от известных тем, что мост выполнен в виде плиты с направляющими скалками, каждая из которых соединена с фиксирующим устройством, управляемым сигналами, посту пающими от регистрирующих несоосность осей шпиндельной головки и обрабатываемой детали датчиков.Указанные отличия позволяют компенсировать горизонтальные смещения оси обрабаты ваемой детали путем получения разнонаправ ленных и регулируемых переметцений оси шпиндельной головки.На чертеже представлена схема предлагаемого станка, 2 Станок состоит из станины 1, подвижного стола 2, шпиндельной головки 8, установленной на мосту 4 с направляющими скалками 5 (по две с каждой стороны моста).Каждая направляющая скалка 5 входит в 30 упругую гидропластную втулку б, смонтированную в выступах 7 станины 1. На станине 1 мост 4 крепится при помощи фиксирующих устройств, состоящих, например, из четырех гидроцилиндров 8 с,пружинами 9 и поршнями 10 проставок 11 и гидропластных втулок б,Направленные температурные смещения оси шпиндель ной головки осуществляются следующим образом: с пуском станка масло подается в верхние полости двух, например левых, гидроцилиндров 8, в результате чего освобождаются левые направляющие скалки 5 моста 4.Ось шпиндельной головки 8 смещается в горизонтальной плоскости в результате температурных деформаций моста 4 влево в сторону освобожденных направляющих скалок 5, Когда смещение оси шпиндельной головки достигнет установленной величины, датчик, регистрирующий это смещение, подает сигнал на отключение масла от левых цилиндров 8, вследствие чего левые направляющие скалки 5 будут вновь зафиксированы усилиемпружины 9.При необходимости смещения оси шпиндельной головки 8 вправо масло подается к правым гидроцилиндрам 8, произойдет освобождение правых направляющих скалок 5 моста 4, Теперь ось шпиндельной головки 8 будет смещаться вправо вместе с расширяю335043 датчиков, на станине которого установл н мост, несущий шпипдельную головку, отличающийся тем, что, с целью компенсации горизонтальных смещений оси обрабатываемой 5 детали путем получения разнонаправленныхи регулируемых перемещений оси шпиндельной головки, мост выполнен в виде плиты с направляющими скалками, каждая из которых соединена,с фиксирующим устройстзом, 10 управляемым, сигналами, поступающими стрегистрирующих несоосность осей шпиндельной головки и обрабатываемой детали датчиков.2. Станок по п. 1, отличающийся тем, что 15 фиксирующее устройство выполнено, например, в виде гидроциливдра с,подпружиненным поршнем и установленной в выступах станины гидропластной втулки, во внутреннее отверстие которой входит направляющая 20 скалка. оставитель Г, Довиа Корректор Т. Китае Текр урилко ри акт аказ 1401/8 Изд.593 ЦНИИПИ Комитета по делам изобретений Москва, Ж, Раупунова,я, п нп щимся в эту сторону мостом 4, т. е. в процессе работы станка можно смещать ось шпиндельной головки 3 в горизонтальной плоскости относительно первоначального положения вправо и влево на величину, определяемую датчиком и равную смещению оси обрабатываемой детали.В качестве фиксирующих устройств можно применить любое другое известное приспособление. Также ясно, что скалки,в этом случае могут быть выполнены не цилиндрической формы, а их число — другим
Важно только, чтобы мост имел возможность направленного горизонтального перемещения, управляемого с помощью датчиков и фиксирующих устройств.Предмет изобретения1. Алмазно-расточной станок с компенсацией гемпературных смещений по сигналам Тираж 448 Подписноеоткрытий при Совете Министров СССРая наб., д. 4/5 Смотреть
4/5 Смотреть
Условия эксплуатации станка
Поскольку назначение оборудование связано с выполнением высокоточных операций механической обработки, к организации рабочего процесса следует подходить тщательно и ответственно. В первую очередь должны быть проверены все узлы и детали станка на предмет целостности и надежности функционирования. Далее проверяется электротехническая инфраструктура, в том числе качество предохранительной базы и система заземления.




Рекомендованные условия эксплуатации алмазно-расточных станков – в закрытом помещении при температуре от 10 до 35 °C с коэффициентом влажности до 80 %. В целях безопасности должна быть организована система отвода металлической стружки и приточно-вытяжная вентиляция. Сам станок должен быть прочно зафиксирован, а с рабочих поверхностей убраны лишние инструменты и материалы. Оператор приступает к работе в защищенной спецодежде при стабильном освещении с достаточной яркостью.
Принцип выбора
При покупке оборудования следует учитывать следующие параметры:
- допустимый размерный ряд обрабатываемых деталей;
- массу станка;
- диапазон внутренних отверстий;
- количество оборотов шпинделя с инструментом в минуту;
- величину, массу заготовки;
- мощностные показания приводных двигателей по всем направлениям движения элементов оборудования.
Преимущества и недостатки
Достоинства:
- повышенная точность обработки заготовки в отличие от аналогов;
- увеличение производительности станка при использовании блока ЧПУ;
- использование в промышленности с возможностью монтажа оборудования в линиях серийного производства;
- защита рабочей зоны;
- получение отверстий сложных форм, при использовании программных координат;
- небольшие размеры;
- в промышленности данный аппарат способен заменить несколько станков.
Недостатки:
- высокая стоимость;
- сложный ремонт и обслуживание координатно-расточных станков, в результате чего требуется привлекать обученный персонал.
Высокоточное оборудование (Фото: Instagram / stan.samara)
Производители и стоимость
Выпуском данного оборудования занимаются несколько компаний среди которых:
- ЗАО «Стан-Самара». Основано в 1991 году, параллельно на предприятии производят оборудование для шлифования.
- ОАО МЗКРС. Расположено в Москве, основано в 1942 году.
- Зарубежная модель Newall. Особенностью производимого оборудования считается размеры стола 380х530 мм.
- WKV, а также WHN.
При покупке координатно-расточных станков потребитель должен быть готов к затратам. Стоимость оборудования зависит от технических параметров и изменяется от 150000 рублей до 1500000 рублей.