

2Е450АФ30 Координатно-расточный станок с ЧПУ. Назначение и область применения
Координатно-расточный станок с ЧПУ 2Е450АФ30 предназначен для обработки отверстий с точным расположением осей и получистового и чистового контурного фрезерования. Применяя поставляемые со станком поворотные столы, можно производить обработку отверстий и плоскостей, расположенных под различными углами друг к другу.
Станок 2Е450АФ30 применяется в инструментальных, ремонтных, опытных и производственных цехах машиностроительных заводов в условиях единичного или мелкосерийного производства при обработке сложных деталей с большим количеством переходов при неповторяющихся деталях или партиях деталей, т. е. в тех случаях, когда тщательная технологическая подготовка производства экономически нецелесообразна. Оператор сам выбирает инструмент, режимы резания, определяет последовательность переходов. Математическое обеспечение системы ЧПУ обеспечивает работу на станке вручную. Работа может производиться в прямоугольной или полярной системах координат, в абсолютной системе отсчета или в приращениях по выбору оператора. При этом исключается ошибка по вине оператора, связанная с подсчетом координат, так как на цифровой индикации отображается размер, указанный на чертеже.
Применение позиционно-контурной системы ЧПУ мод. 2С42-65-03 расширяет технологические возможности станка и повышает его производительность.
Программа обработки детали может составляться непосредственно на рабочем месте в режиме диалога, причем программа может быть задана сразу полностью или программироваться в процессе обработки первой детали с последовательной обработкой и запоминанием каждого кадра. При этом оператору не требуются специальные знания по программированию.
На станке в режиме программной обработки производятся:
- обработка отверстий большого диаметра, торцовых углублений и различных кольцевых канавок фрезерованием, т. е. многолезвийным инструментом вместо однолезвийного
- контурное фрезерование поверхностей, образованных прямыми и дугами окружностей
Станок имеет ряд преимуществ по сравнению с заменяемым станком модели 2Е450АФ1-1:
- повышение производительности в 1,91 раза
- повышение точности позиционирования в 1,1 раза
- повышение надежности
- расширение технологических возможностей
- наличие цифровой индикации и ПНК по оси Z с дискретностью отсчета 0,001 мм и т. д.
Станок по техническому уровню для координатно-расточных станков особо высокой точности находится на уровне мировых стандартов.
Разработчик — Московский завод координатно-расточных станков.
Класс точности станка — А по ГОСТ 8—82.
Техника безопасности
ЗАПРЕЩАЕТСЯ:
- Начинать работу без проверки на исправность и заземление;
- Начинать рабочую деятельность без спецодежды;
- Работать без защитных очков и головного убора.

Во избежание травм выполняйте следующие требования:
- Спецодежда должна плотно прилегать к телу;
- Не нагромождайте станок ненужными предметами;
- Не использовать сломанный инструмент;
- Не пытаться остановить патрон во время процесса резания;
- Проверяйте закрепление сверла в патроне;
- Дождитесь остановки станка, после чего вы можете покинуть рабочее место;
- Ни в коем случае не поправлять деталь во время работы станка.

Мобильные расточные станки
Главная / Продукция / CLIMAX / Мобильные расточные станки
Мобильные (портативные) расточные станки Climax предназначены для токарной обработки внутренних цилиндрических поверхностей диаметром от 38 мм до 3000 мм, торцевых плоских поверхностей диаметром до 2500 мм, (расточки вала, блока, цилиндра) с точностью, качеством и скоростью, как современные высокоточные стационарные станки.
Специально разработанные крепления со сферическими подшипниками, самоцентрирующиеся монтажные конусы, подвижные приводы вращения и подачи упрощают монтаж и настройку, и позволяют применять данное портативное оборудование для работы в любом пространственном положении, условиях ограниченного пространства.
Все модели портативных расточных станков CLIMAX могут комплектоваться электрическим, пневматическим или гидравлическим приводом вращения расточной штанги, мобильными автоматическими наплавочными комплексами, высокоточными системами позиционирования и юстировки.
- Диаметр расточной штанги — 31,8 мм
- Диаметры растачивания — 38,1-127 мм
- Осевой ход — 254 мм
- Крутящий момент на расточной штанге — 54,2 Н·м
- Диаметр расточной штанги — 44,5 мм (31,8 мм опционально)
Диаметры растачивания — 38,1-254 мм
Осевой ход — 609,6 мм
Крутящий момент на расточной штанге — до 565,4 Н·м
- Диаметр расточной штанги — 57,2 мм (44,5 мм, 31,8 мм опционально)
Диаметры растачивания — 38,1-609,6 мм
Осевой ход — 914,4 мм
Крутящий момент на расточной штанге — до 1036 Н·м
- Диаметр расточной штанги — 63,5 мм (47,6 мм опционально)
Диаметры растачивания — 50,8-106,7 мм
Максимальный ход — длина штанги
Крутящий момент на расточной штанге — 88,1 Н·м
Тип привода — пневматический, гидравлический
- Диаметр расточной штанги — 88,9 мм
Диаметры растачивания — 152,4-1069,3 мм
Максимальный ход — длина штанги
Крутящий момент на расточной штанге — до 2467,6 Н·м
- Диаметр расточной штанги — 127 мм
Диаметры растачивания — 260,4-1587,5 мм
Максимальный ход — длина штанги
Крутящий момент на расточной штанге — до 3930 Н·м
- Диаметры расточной штанги — 203,2 мм
Диаметры растачивания — 459,7-2481,6 мм
Максимальный ход — длина штанги
Крутящий момент на расточной штанге — до 8227 Н·м
Применение мобильных расточных станков:
- Мобильный расточной станок BB5000
- Мобильный расточной станок BB4500 (Восстановление отверстия в очистном комбайне Eickhoff)
- Мобильный расточной станок BB4500 (Восстановление отверстий в проушинах ковша Liebherr)
Заявка отправлена.
Скоро наш менеджер свяжется с вами.
nt-tools.ru
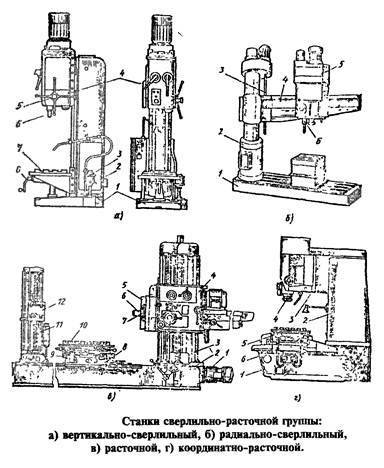
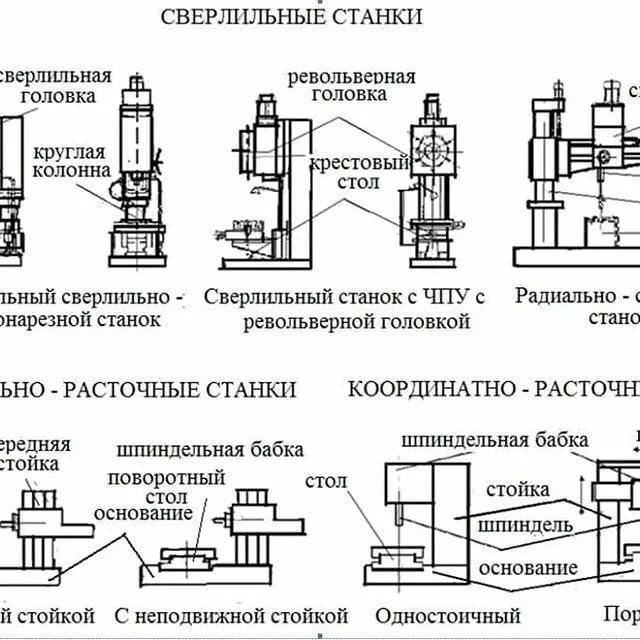
2 Разновидности оборудования
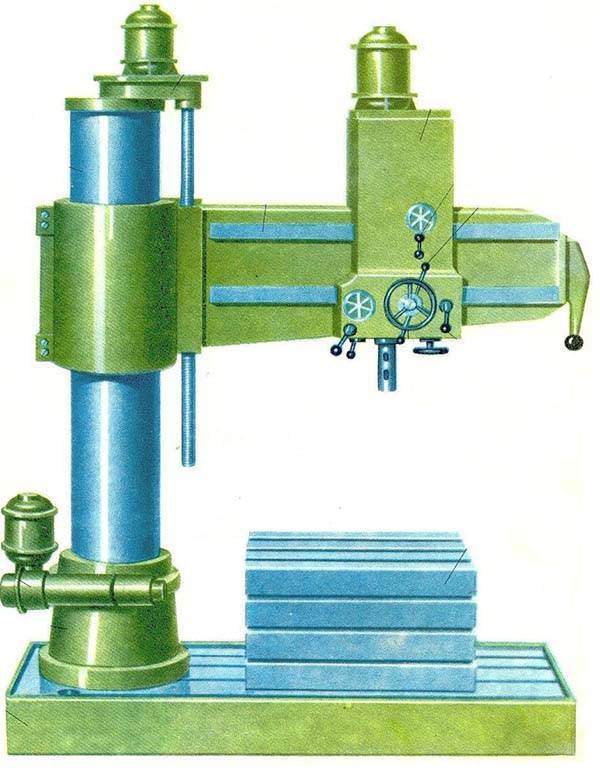
Все разнообразие расточных станков, в зависимости от функционального назначения и конструктивных особенностей, классифицируется на следующие разновидности:
- сверлильно-расточные;
- расточно-наплавочные (мобильные и стационарные);
- фрезерно-расточные;
- токарно-расточные.
Сверлильно-расточные станки — ранее наиболее распространенная группа оборудования, которую можно было встретить в любом металлообрабатывающем цеху, однако сейчас большая часть операций по сверлению выполняется на фрезерном оборудовании, ввиду чего применение таких агрегатов сократилось. В зависимости от области применения они делятся на универсальные и специализированные (для масс производства конкретной детали).







Токарно-расточный станок, как правило, применяется для обработки плоскостей и отверстий внутри корпусных конструкций. Такое оборудование нередко называется координатным, поскольку оно позволяет добиться высокой точности расположения отверстий относительно плоскости базовой поверхности. Помимо стандартной функциональности данные агрегаты могут выполнять разметочные операции.
Мобильный расточно-наплавочный станок
Мобильный расточно-наплавочный станок существенно отличается от рассмотренных механизмов. Это портативное оборудование, используемое для ремонта и восстановления цилиндрических отверстий на крупногабаритной технике. Такие агрегаты могут работать в любом месте и пространственном положении, что делает их незаменимыми в сфере автомобильного, судового и авиационного строительства.
Отдельно выделим алмазно-расточные станки, характерной особенностью которых является использование твердосплавных резцов с алмазным напылением, позволяющих вести обработку заготовок из закаленных сталей. Такие агрегаты зачастую используются для высокоточного растачивания автомобильных деталей — шатунов, втулок, цилиндров и т.д.
2.2 Популярные модели расточных станков
Одной из наиболее распространенных вертикальных расточных агрегатов является модель 2Е78П, которую Майкопский станкостроительный завод производит с 1982 года по сегодняшний день. Данное оборудование также способно выполнять фрезерные операции по деталям из стали, чугуна и цветных металлов.
Рассмотрим технические характеристик 2Е78П:
- диаметр растачиваемых отверстий — от 29 до 200 мм;
- диаметр сверления — до 15 мм;
- максимальные габариты обрабатываемых деталей: 75*50*45 см, вес — до 200 кг;
- размеры рабочего стола — 100*50 см;
- мощность привода — 2200 Вт;
- обороты шпинделя — 26-120 мин.
2Е78П
Среди горизонтального оборудования выделим станок 2А622Ф4, производитель — Ленинградский станкостроительный завод им. Свердлова. Данный агрегат оснащен ЧПУ — числово-программным управлением, которое значительно расширяет его функциональные возможности.
ЧПУ позволяет запрограммировать автоматическое перемещение рабочего механизма по четырем осям — X, Y, Z, W. Также предусмотрена возможность ручного управления с пульта. В станке используется система ЧПУ отечественной разработки — CNC 2C42, соответствующая классу автоматизации Ф4. Агрегат оснащен электронным дисплеем, на который выводятся данные о режиме работы станка.
Технические характеристики модели 2А622Ф4:
- диаметр растачиваемых отверстий — от 15 до 250 мм;
- диаметр сверления — до 50 мм;
- максимальные габариты обрабатываемых деталей: 100*100*125 см, вес — до 5000 кг;
- размеры рабочего стола — 125*125 см;
- мощность привода — 20000 Вт;
- обороты шпинделя — 4-1250 мин.
2А622Ф4
Это крупногабаритное оборудование для промышленной эксплуатации, ориентированное на использование в условиях единичного и серийного производства. Размеры станка составляют 398*634*398 см, вес — 20 тонн. Среди эксплуатационных преимуществ данного агрегата выделим наличие быстродействующих гидрозажимов, автоматически фиксирующих заготовку, устройство шпиндельного узла на прецезионных подшипниках и использование телескопических направляющих.
Расточные станки: назначение и сферы использования
Применяться такое оборудование может для выполнения таких операций, как:
- нарезание резьбы, внутренней и наружной;
- сверление отверстий глухих и сквозных;
- зенкерование;
- подрезка торцов заготовок;
- торцевое и цилиндрическое фрезерование и т. д.
Чаще всего это оборудование используется для чистовой или получистовой обработки. Однако бывает, что с его применением производят и чистовую. Корпус детали на таких станках обрабатывается редко, но иногда эта операция все же производится. Ремонт расточного станка выполняется примерно по такой же технологии, что и токарного. То же самое касается и особенностей эксплуатации. Конструкцию эти два типа станков имеют схожую. Как и многие другие специальные разновидности оборудования, предназначенного для обработки металлических и деревянных заготовок, расточный станок был когда-то сконструирован на основе именно токарного.
Лучшие модели
Самыми популярными производителями координатно-расточных станков, таким образом, являются МЗКРС и «Стан-Самара». Наиболее же востребованные на производстве модели — это:
- координатно-расточной станок 2А450;
- модель 2Д450;
- станок 2В440А;
- оборудование 2431;
- станок 2421.

Какие технические характеристики имеют эти станки, можно посмотреть в представленной ниже таблице.
| Параметр | 2А450 | 2Д450 | 2В440А | 2431 | 2421 |
| Рабочая поверхность стола (мм) | 1100 х 630 | 800 х 400 | 560 х 320 | 450 х 250 | |
| Вес станка (кг) | 7300 | 7800 | 3630 | 2510 | 1610 |
| Минимальный/максимальный диаметр отверстия (мм) | 30/250 | 25/250 | 18/125 | 12/80 | |
| Максимальный вес обрабатываемой заготовки (кг) | 600 | 320 | 250 | 150 | |
| Частота вращения шпинделя (оборотов в минуту) | 50-2000 | 75-3000 | 135-3000 | ||
| Общая мощность электродвигателей (вКт) | 4,5 | 2 | 2,2 | 2,81 | 10 |
Все эти модели координатно-расточных станков отличаются надежностью, высокой производительностью и ремонтопригодностью. Использоваться такие станки могут на предприятиях металлургической отрасли, машиностроения и т. д.







Главные характеристики
Основанный еще при СССР завод производил несколько моделей К.Р станков для промышленности. Среди них имеются такие, как:
- Координатно-расточный станок 2431 – его основное назначение сводится к совершению чистовых операций, используя элементы деталей, что не превышают 250 кг. и которые могут делать точнейшее обрабатывание отверстий и их поверхностей. Такой агрегат предназначен для часовой, радиотехнической, а также приборостроительной промышленности.
- Координатно-расточной станок 2а450 – данный агрегат дозволяет совершать обрабатывания отверстий, где указанные размеры между ними расположены в прямоугольной системе координат. На нем же делается проверка межцентровых дистанций и линейных величин. Координатно-расточный станок 2а450 имеет свои преимущества, к ним относится тот факт, что установленное на нем счетное устройство способно высчитывать не только целые, а и дробные размеры координат.
- 2д450 координатно-расточной станок – осуществляет такие же действие, что и предыдущий тип оборудования с учетом того, что он оснащен маневренными столешницами, позволяющие обрабатывать детали с наклонными и взаимно перпендикулярными отверстиями, и делать протачивание торцовых плоскостей. При этом расточный станок 2д450 может обрабатывать рабочую деталь весом до 600кг.
- Координатно-расточной станок 2421 – это одностоечный агрегат, обладающий высочайшей точностью, а также имеет оптическую систему отсчета. Он используется в приборостроение, где элементы деталей могут достигать весом до 150 кг. Кроме этого, координатно-расточный станок 2421 имеет дополнительное оснащение, к которым относятся и иные устройства, в их числе имеется режущий инструмент, что существенно повышает его функциональность.
- Координатно-расточной станок 2в440а – с помощью данного оборудования проводится сверления отверстий в диаметре до 40 мм. Кроме, проверочных функций линейных размеров и межцентровых расстояний можно совершать фрезеровочные работы не большой сложности.
- Координатно-расточной станок 2е440а – помимо расточки на этом агрегате можно совершать сверление и фрезеровку в легкой форме. Координатно-расточной станок 2е440а в своем комплекте имеет прямоугольный стол, что способен двигаться, как в продольном, так и в поперечном направлении и регулируется вручную.
- Координатно-расточной станок с ЧПУ – оборудование данного типа позволяет обрабатывать детали, осуществлять штамповку, делать пресс-формы, что требуют особой точности в мелкосерийном и в производстве крупных партий изделий. Благодаря тому, что координатно-расточной станок с ЧПУ имеет в распоряжении универсальный маневренный стол, входящий в комплект, обработка элементов производится под любим углом независимо от плоскости стола.
- К.Р. станок 2а430 представляет собой оборудование, что имеет крестообразный стол, а также индуктивно-измерительную систему, что оснащена винтовыми проходными датчиками. Кроме этого, такие расточные станки укомплектованы приспособлением для изначального ввода координатных значений и автоматической остановкой стола в обозначенном положении.
- К этой серии также относится и расточной станок МОД – он имеет отличия от своих аналогов раздельным приводом стола и салазок. Кроме этого, стол передвигается по горизонтальной направляющей станины, одна из них плоская, а вторая V-образная. Что касается установки расстояний, то они выполняются при помощи оптической системы, что состоит из стеклянных линеек. В данном случае, линейка стола составляет 1000 делений, а линейка салазок всего 630. Задаваемый параметр размеров проектируется на монитор экрана, увеличивая масштаб в 75 раз.
- К особо точным относится и К.Р станок 2411, используемый в качестве механической обработки отверстий, что пропорционально расположены относительно осей, где размеры задаются в прямоугольной системе координат.
Видео: координатно-расточной станок 2431сф10.
Это интересно: Вертикальный настольно-сверлильный станок 2М112 — характеристики, паспорт
3 Расточные головки и спецприспособления для станков
Обработка деталей на координатно-расточных установках осуществляется при помощи специального инвентаря. Чаще всего используются расточные головки, которые монтируются в различные приспособления. Хорошо известен, например, универсальный механизм, дающий возможность выполнять одновременное растачивание в матрицах конуса и отверстий.
Головки для него обязательно имеют державку (выполнена цельнометаллической) хвостовика, на которой располагается паз, необходимый для перемещения резца на ползуне. Кроме того, головки оснащаются интегрированным в распределительную планку автоматическим элементом. Во время работы он периодически отсылает сигналы ползуну, который и передвигает резец.

Устанавливают и используют рассматриваемый механизм далее указанным способом:
- хвостовик рабочей автоматической головки монтируют при помощи кольца-зажима на шпиндель;
- к цилиндру (снизу) подсоединяют ролик на роликодержателе, который крепится к небольшому хомутику.
Также активно используется и приспособление, позволяющее выполнять высокоэффективное и быстрое растачивание пресс-формы (ее матрицы). Эту заготовку ставят на стол и фиксируют с двух сторон посредством болтов прижимами. Обработка полости матрицы (ее растачивание) выполняется при помощи головки регулирующего типа. Форма корпуса такой головки – квадратная. Она снабжена кольцом-регулятором со шкалой, в нижней части устройства располагается паз («ласточкин хвост»).

По нему двигается ползун с резцом на держателе. Настройка головки осуществляется двумя микровинтами (один предназначен для предварительной регулировки, второй – для точной). Применяются на координатных станках и иные специальные приспособления для растачивания отверстий, зенкерования и так далее. Их конструкция зависит от того, какие конкретно операции выполняются на агрегате. Заметим, что не во всех подобных механизмах используются головки.
Алмазно-расточные станки
Алмазно-расточные станки принадлежат к группе отделочных станков. Они предназначены для тонкого растачивания точных цилиндрических поверхностей, а при наличии дополнительной оснастки и для обработки торцов, канавок, конических и фасонных поверхностей вращения; эти станки наиболее эффективны в условиях массового, крупносерийного, а иногда и мелкосерийного производства.
Под тонким растачиванием понимают окончательную отделочную обработку отверстий, выполняемую алмазным или твердосплавным режущим инструментом. Алмазный инструмент применяют главным образом для растачивания деталей из цветных сплавов, эбонита, текстолита, резины и других синтетических материалов, а обработку черных металлов производят твердосплавным режущим инструментом. Алмазное растачивание в ряде случаев заменяет шлифование.
К числу деталей, для обработки которых применяют алмазно-расточные станки, относятся шатуны, втулки, вкладыши, гильзы, головки блока, отверстия под палец в поршнях и ряд других.
Особенности процесса тонкого растачивания. Процесс тонкого растачивания характеризуется высокими скоростями резания, малой величиной подачи и небольшой глубиной резания, обеспечивающей минимальную шероховатость обработанной поверхности. Режим тонкого растачивания: скорость резания до 1000 м/мин, величина подачи 0,01—0,1 мм/об и глубина резания 0,05—0,55 мм. Высокая точность обработки отверстий, отклонение от круглости 0,003—0,005 мм и шероховатость поверхности 0,16-0,63 мкм.
К алмазно-расточным станкам предъявляют высокие требования, главными из которых являются: высокая частота вращения шпинделя, превышающая 6000 об/мин; устойчивые малые величины подачи (менее 0,04 мм/об); бесступенчатое регулирование подачи, высокая скорость ускоренных ходов (4—7 м/мин); высокая точность вращения шпинделя при отсутствии вибраций.
Базовые детали алмазно-расточных станков, такие, как станины, столы, салазки, выполняют массивными, жесткими, с большим числом ребер жесткости
Особое внимание уделяют шпинделям
Точность вращения шпинделя в значительной степени определяет выходную точность обработки. Шпиндели монтируют на высокоточных подшипниках качения или скольжения. Передачу вращения на шпиндель для получения низкой шероховатости обрабатываемой детали осуществляют ременной передачей. Шпиндель и закрепленные на нем детали обычно подвергают балансировке. Применение гидравлической установки дает возможность не только применить бесступенчатое регулирование подачи, но также автоматизировать цикл перемещения стола и другие вспомогательные операции. Электродвигатели, насосы и другие механизмы станка изолируют от точных элементов путем их выноса за пределы станка, что также способствует уменьшению тепловых деформаций базовых деталей станка.
Алмазно-расточные станки по « расположению оси шпинделя делят на две большие группы: горизонтальные и вертикальные. Существуют также специальные станки с наклонными шпинделями и комбинированные. Кроме того, они бывают одношпиндельные и многошпиндельные, односторонние и двусторонние.








www.4ne.ru
Типы координатно-расточных станков
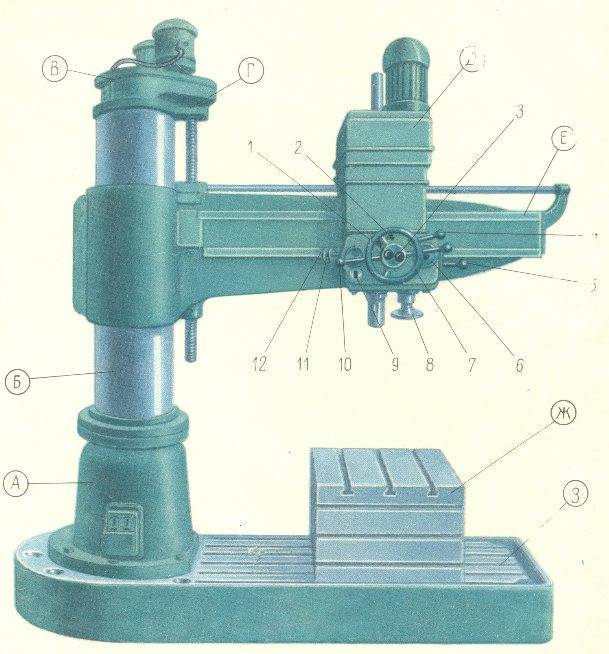
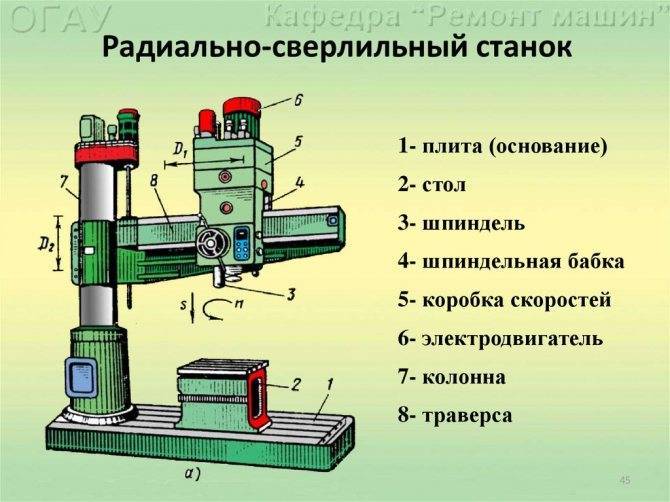
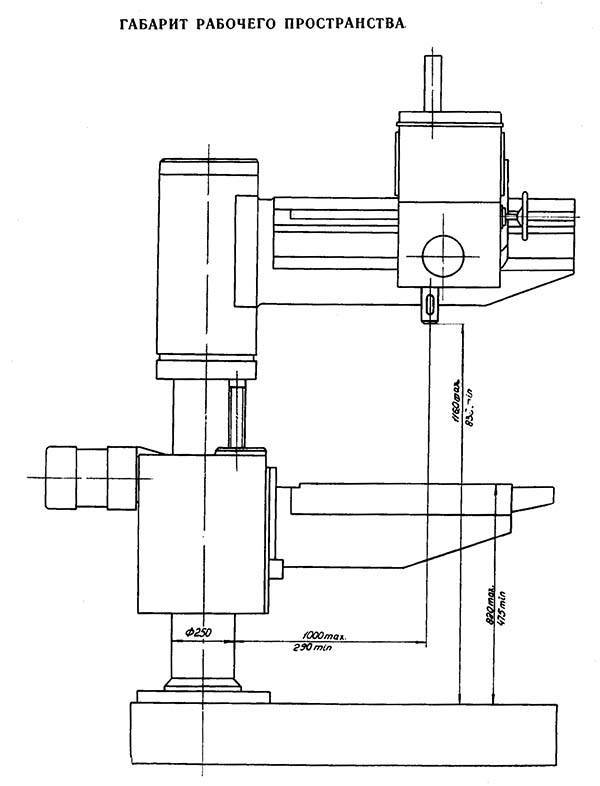
Координатный расточный станок представлен двумя основными типами конструкций: одностоечной и двухстоечной. Одностоечные модели снабжены крестовым столом, на котором закрепленная заготовка имеет возможность перемещаться по взаимно перпендикулярным линиям в горизонтальной плоскости. Подача обрабатывающего инструмента осуществляется за счет движения шпинделя по вертикали.
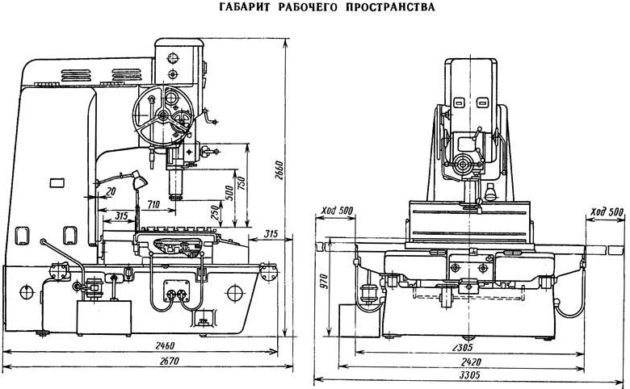
Габарит рабочего пространства координатно-расточного одностоечного станка
Двухстоечные станки также имеют стол для крепления заготовок. В этой модели стол перемещается на салазках по продольной линии между стойками, а расточная головка на шпинделе – по траверсе в продольном направлении. Шпиндель в этом случае тоже имеет возможность двигаться вдоль вертикали.
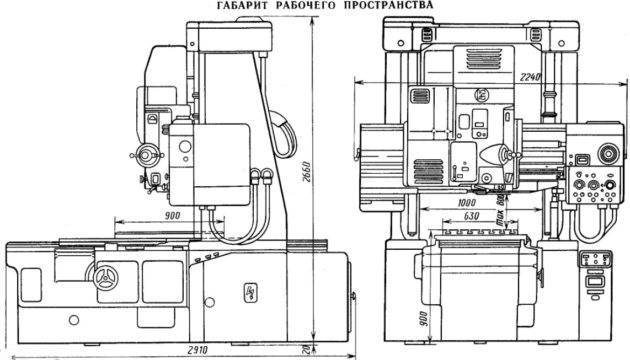
Станок координатно-расточный двухстоечный — габариты
В зависимости от уровня автоматизации, координатно-расточные станки бывают:
- с наличием индикации и системы набора координат;
- со встроенным ЧПУ;
- с функцией автоматической смены инструментария и заготовок;
- с функцией подключения к ЧПУ дополнительного оборудования, к примеру, поворотного стола.
Самый базовый параметр любых координатно-расточных станков – это диаметр шпинделя расточного. Чем он больше, тем крупнее станок по габаритным размерам.
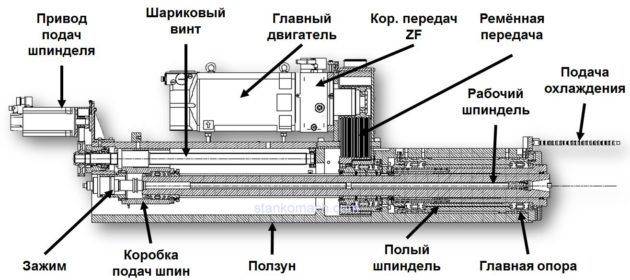
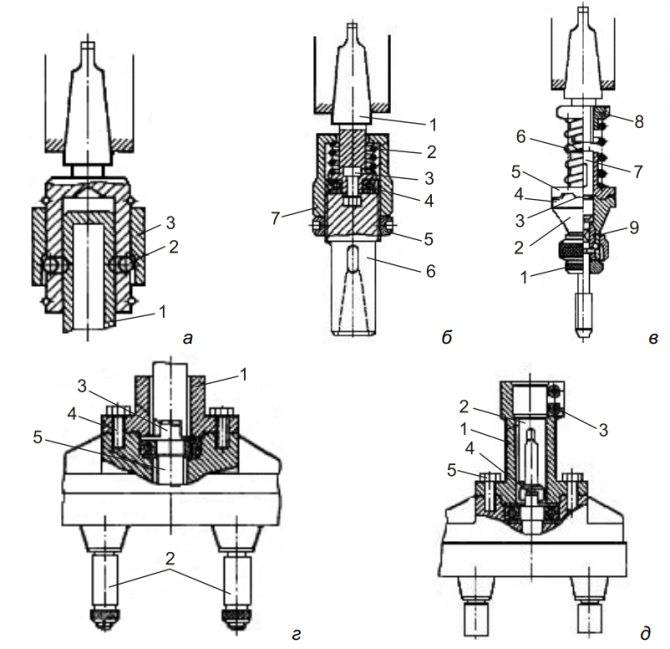
Основные узлы шпинделя
Принцип работы инструмента
Хвостовик вставляется в конусное отверстие шпиндельного механизма координатно-расточного станка. Для точной работы без вибрации хвостовая часть головки должна в точности повторять контуры шпинделя. После монтажа хвостовая часть фиксируется штатным винтом станка. Согласно требованиям технологии обработки заготовку необходимо тщательно зафиксировать в неподвижном положении во избежание смещения во время расточных работ. Такое положение позволяет головке точно выполнять свои функции с минимальным риском получения брака.
При обработке небольших отверстий, диаметр которых не превышает 40 мм, положение резцов регулируется только перемещением ползуна.
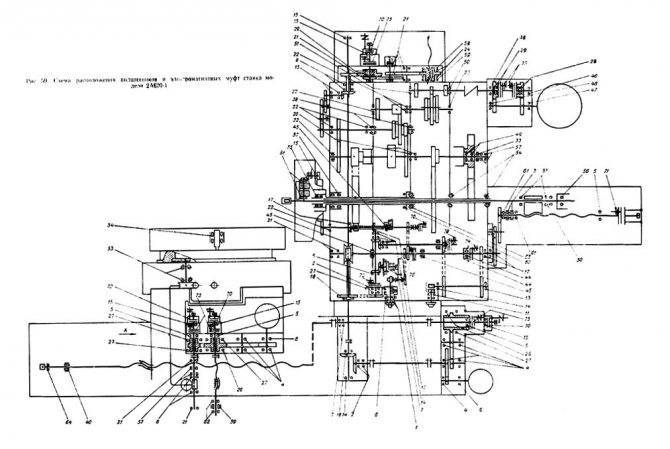
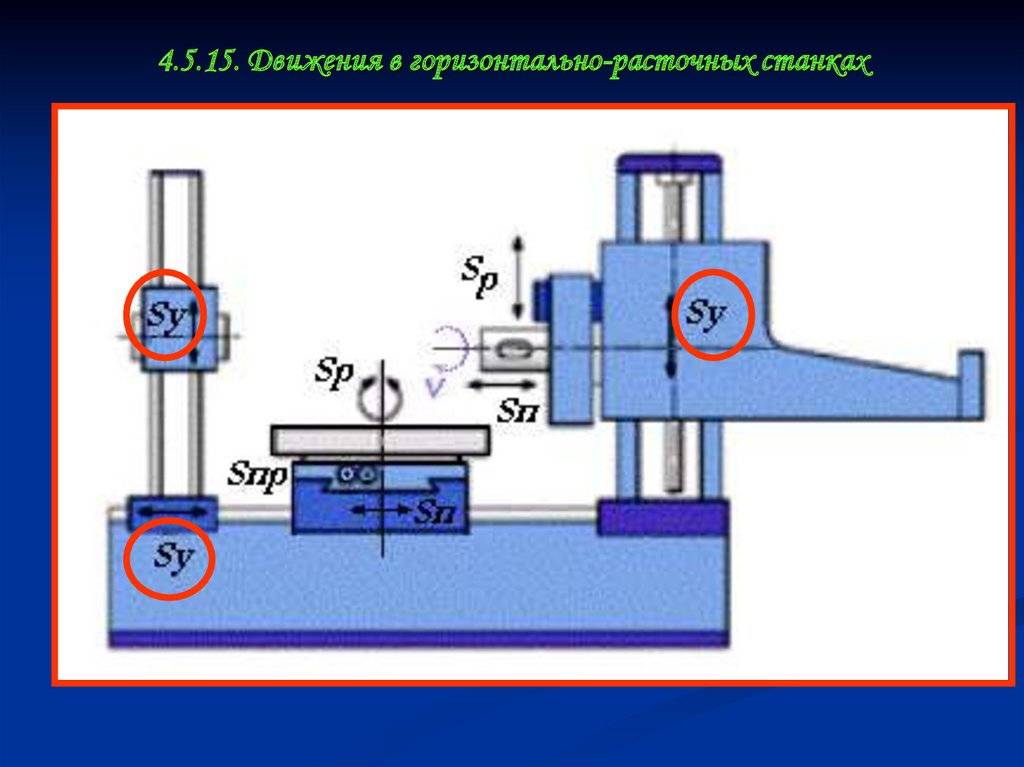
Кинематическая схема горизонтально-расточного станка 2А620
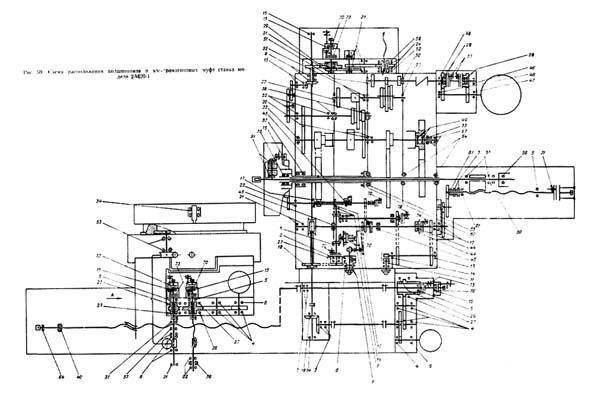
Кинематическая схема горизонтально-расточного станка 2а620
Привод главного движения горизонтально-расточных станков 2А620Ф1
Привод вращения шпинделя и планшайбы осуществляется посредством двухступенчатого агрегата скоростей с электромагнитными муфтами, монтируемого на шпиндельной бабке. Кинематические схемы станков показаны на рис. 14, 15 и в табл. 2.
Для защиты от динамического воздействия в механизме главного привода имеется упругая муфта (рис. 16).
Передача движения на шпиндель осуществляется двумя парами зубчатых колес 63, 64 (100) и 65, 66 (69) (рис. 17, 18, 19). Большее колесо 64 (100) приводит во вращение шпиндель в нижнем диапазоне скоростей с большими моментами, а другое, меньшее колесо 66 (99) — в верхнем диапазоне скоростей с меньшими моментами. Передача движения на планшайбу осуществляется парой колес 36, 35. Для включения вращения планшайбы имеется специальная рукоятка.
Осевое перемещение шпинделя, радиальное перемещение суппорта планшайбы (рис. 20), вертикальное перемещение шпиндельной бабки и продольное перемещение стола осуществляются от общего электродвигателя постоянного тока через редуктор, который размещен на станине станка (рис. 21).
Распределение движения в цепи перемещения шпинделя, шпиндельной бабки, радиального суппорта и стола продольно производится посредством электромагнитных муфт.
В кинематической цепи привода радиального суппорта имеется планетарный механизм с сателлитами 26 и 71, обеспечивающий возможность перемещения суппорта во время вращения планшайбы (рис. 22).
Осевое перемещение расточного шпинделя осуществляется шарико-винтовой передачей 86 и 84, расположенной в хвостовой части шпиндельной бабки (рис. 23).
Вертикальное перемещение шпиндельной бабки осуществляется посредством вращающейся гайки, расположенной в редукторе на шпиндельной бабке, и неподвижного шарикового винта, закрепленного на стойке (рис. 24).






На станках смонтирован механизм предотвращения падения шпиндельной бабки при обрыве троса противовеса (рис. 25).
При подвешенном противовесе шпиндельной бабки деталь 243, соединенная с тросом противовеса, находится в верхнем положении, сжимая пакет тарельчатых пружин 244. При этом шарик 245, упираясь в бурт детали 243, через систему рычагов фиксирует смонтированную в редукторе шпиндельной бабки деталь 248 в верхнем положении.
При обрыве троса противовеса деталь 243 под воздействием пакета тарельчатых пружин 244 переместится вниз, освобождая шарик 245 и через систему рычагов деталь 248. Деталь 248 под воздействием пружины 249 переместится в нижнее положение и зацепится с деталью 247, фиксирующей вал 246 от проворота. При этом шпиндельная бабка надежно фиксируется от падения.
Привод поперечного перемещения и поворота стола
Поперечное перемещение стола и поворот стола осуществляются от общего электродвигателя постоянного тока через редуктор, который размещен на заднем торце нижних саней.
Распределение движения к цепи поперечного перемещения и поворота стола производится посредством электромагнитных муфт в редукторе (рис. 26).
Кинематика нарезания резьбы
Станок позволяет нарезать метрическую и дюймовую резьбу (см. „Таблица набора сменных шестерен для нарезания резьбы»).
Нарезание резьбы производится выдвижным шпинделем при его осевом перемещении или радиальным суппортом планшайбы при продольном перемещении стола.
Для нарезания резьбы цепь подачи шпинделя соединяется с приводом вращения шпинделя посредством гитары с набором сменных зубчатых колес, расположенной па переднем торце шпиндельной бабки.
Для нарезания левых резьб па гитаре устанавливается паразитная шестерня.
Для перемещения суппорта планшайбы от штурвала при нарезании резьбы подачей стола следует включить рукоятку, расположенную на крышке шпиндельной бабки.
Кинематика штурвала
На шпиндельной бабке имеется штурвальное устройство для перемещения от руки шпинделя, радиального суппорта, шпиндельной бабки и продольного перемещения стола.
турвал позволяет осуществлять тонкое перемещение подвижного органа и быстрое перемещение выдвижного шпинделя.
Включение штурвала осуществляется кнопкой с пульта на шпиндельной бабке.
Модели одностоечных станков
Координатный расточный станок 2Е450А (аналог устаревшей модели – 2Д450)
Это оборудование призвано обрабатывать отверстия с расположением осей в предельной точности. Установку размеров проводят в прямоугольной координатной системе. Комплектуется станок поворотным столом для работы с деталями в полярной системе координат. Устройства отсчета собраны на оптике, позволяющей производить отсчет целых и дробных частей координатной величины.

Координатно-расточный станок 2Д450
Станок позволяет делать:
- Сверловку отверстий;
- Фрезерование чистовое;
- Контроль линейных размеров, расстояний межцентровых и разметку;
- Нарезку резьбы;
- Операции с наклонными отверстиями и расположенными взаимно перпендикулярно;
- Проточку плоскостей торцевых.
Координатный расточный прецизионный станок 2431
Сверхточный универсальный станок для работы в системе координат при помощи оптической оснастки. Способен обрабатывать детали весом до четверти тонны, производить с ними чистовые операции, обеспечивая предельную точность расстояний между отверстиями и поверхностями, которые обрабатываются. Станки задействованы в радиотехнической, приборостроительной, часовой сферах, в инструментальных цехах.
На оборудовании можно отверстия:
- Сверлить;
- Рассверливать;
- Растачивать;
- Развертывать.

А также подрезать торцы, точно размечать шаблоны, осуществлять контроль над линейными размерами и межцентровыми расстояниями.
Станок координатный расточный с УЧПУ – 2440СФ4
Одностоечный вертикальный многоцелевой агрегат для обработки деталей средней величины. Он рассчитан для выполнения работ в единичном и серийном производстве. На станке можно изготавливать инструменты контрольно-измерительные, образцы эталонные, а также выполнять точные замеры.







К базовой модели можно установить дополнительное оборудование, управляемое ЧПУ:
- Магазин инструментария с системой замены инструмента автоматическим режимом;
- Поворотный стол, кантуемый накладной;
- Головку шлифовальную универсального образца.

Двухстоечный координатный расточный станок (модель 2455АФ10)
Агрегат представляет собой координатно-расточную и измерительную машину, широко используемую в промышленности. Возможности при работе с матрицами, кондукторами и прессформами:
- Сверловка отверстий;
- Зенкерование;
- Развертывание;
- Растачивание.

Помимо этого, можно выполнять чистовое, получистовое фрезерование фигурных контуров и плоских поверхностей. При модификации оборудования поворотным столом плоской либо универсальной конструкции доступно измерение угловых координат. За счет мощной опоры станок обладает повышенной прочностью, жесткостью и малым температурным коэффициентом расширения, что обеспечивает более точную обработку изделий.
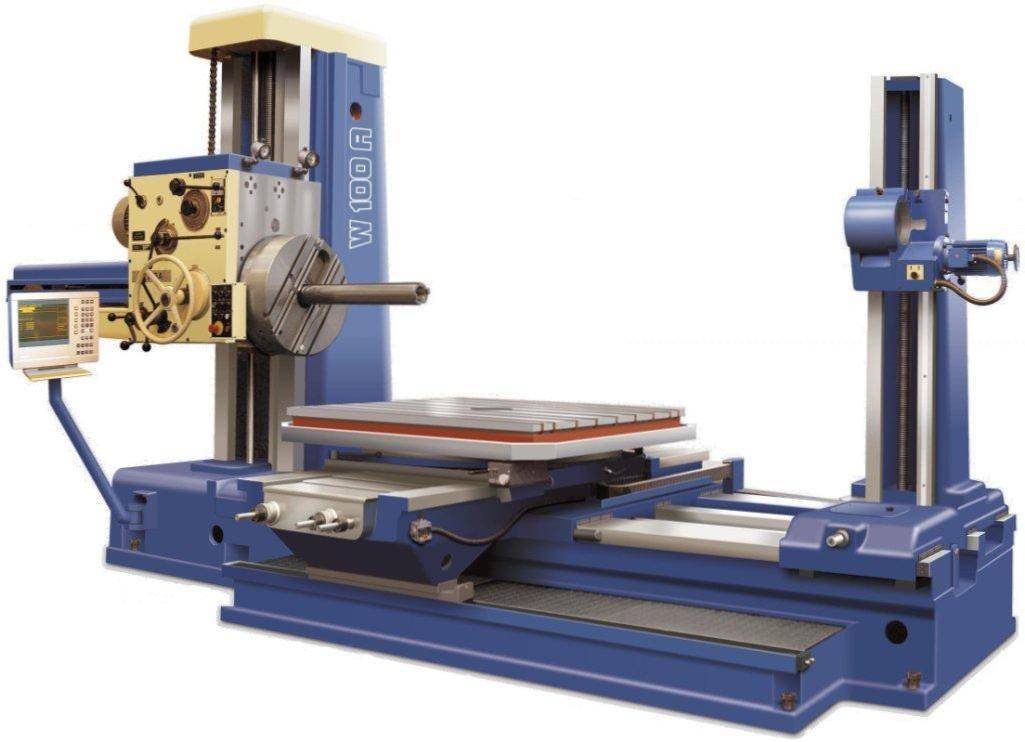
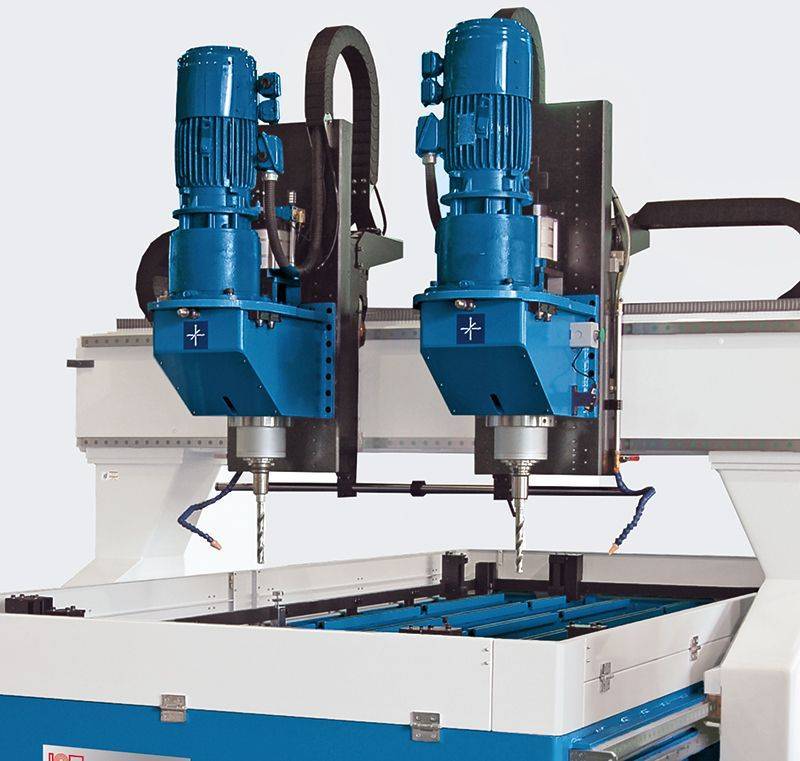
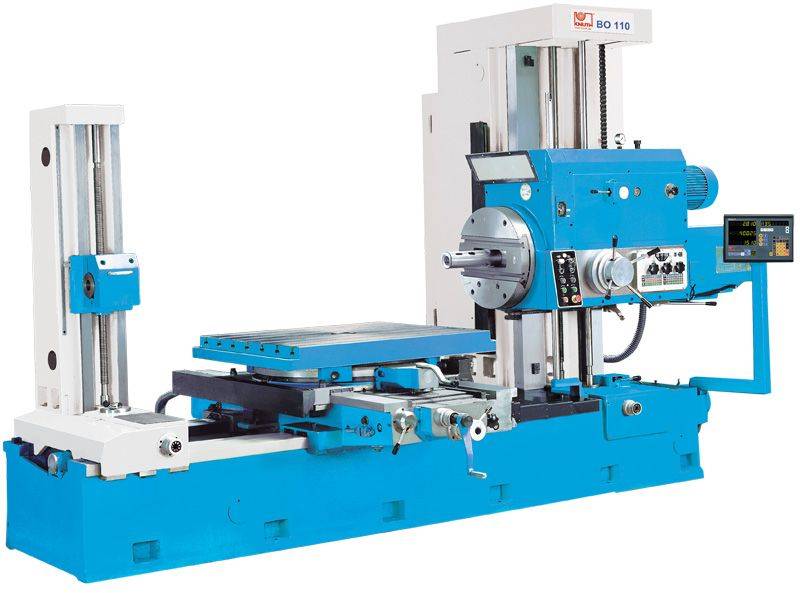
Универсальные горизонтальные расточно-фрезерные станки
Горизонтальные расточно-фрезерные станки — оборудование для металлообработки, имеющее отличные технологические возможности, используются для выполнения таких операций, как:
— растачивание (увеличение размера и выравнивание внутренних поверхностей) отверстий в заготовках массового и мелкосерийного производства,
— сверление и зенкерование,
— обработка внутренней и внешней резьбы,
— обточка заготовок цилиндрических форм, цилиндрическое и торцевое фрезерование поверхностей и пазов.
Горизонтальные расточные фрезерные станки имеют следующие особенности:
- при расточке отверстий крупного диаметра могут использоваться как планшайба, так и основной шпиндель, планшайба благодаря крупному диаметру располагает значительной устойчивостью к поперечно-осевым нагрузкам и высоким моментам вращения, но её скорость вращения ниже, чем у шпинделя. За счет использования числового программного управления траектория движения шпинделя может быть не только кольцевой, но и различной геометрической;
- для повышения производительности и расширения возможностей станка применяются фрезерные головки, предназначенные для выполнения работ по изменению размера и формы заготовок под любым углом; применение такого оборудования позволяет вырезать пазы и продольные выступы на отдельных поверхностях, обрабатывать торцы деталей, фрезеровать многогранники и выполнять многие другие технологические операции;
- станок оснащен поворотным столом, управляемым от ЧПУ или плитным настилом;
- станки могут быть оснащены одной из систем для охлаждения инструментов: охлаждение инструмента с помощью регулируемых форсунок и внутреннее охлаждение инструмента через шпиндель. это одно из преимуществ горизонтальных расточных фрезерных станков, когда необходимо высокоскоростное вращение шпинделя;
- рабочий стол позволяет выполнять интерполирование по продольной оси, оси вращения, в обеих одновременно, а также комплексно с другими управляемыми осями станка.
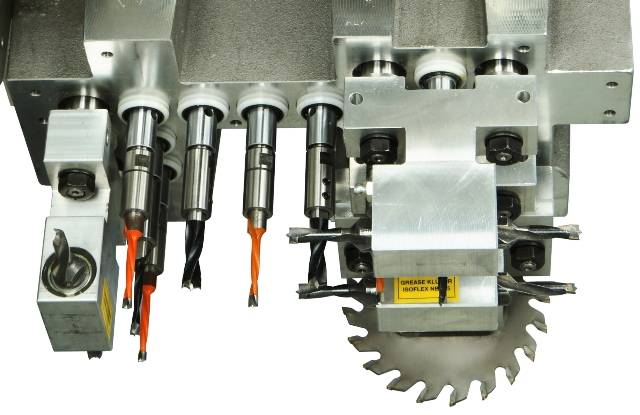
Расточные станки с ЧПУ могут быть оснащены автоматической сменой инструментов, состоящей из цепного, меандрового или стеллажного магазина, что превращает их в обрабатывающие центры. Поиск инструмента осуществляется на основе кодирования гнезда в магазине. Устройство осуществляет автоматическую смену инструмента во фрезерных головках и в шпинделе станка. Горизонтальный поворотный стол обеспечивает плавное движение подачи и скоростное установочное перемещение. Современные многоцелевые станки имеют конструкцию стола, выполняющего высокоточный разворот и фиксацией в определенном месте. Оборудование данного типа подходит для массового производства с регулярно повторяющимися действиями. Они пользуются популярностью за счет возможности работы с большими заготовками. Наличие стола поворотного типа позволяет без перестановки заготовки работать продолжительное время в автоматическом режиме.
Диаметр шпинделя классифицирует оборудование на :
- легкое — диаметр шпинделя 100 мм и 105 мм, 5-ти координатные станки готовы выполнять поставленные задачи такие как, сверления, растачивания, фрезерования и нарезания резьбы с большой точностью и высокой производительностью;
- среднее — диаметр шпинделя 112 мм и 130 мм, 5-ти координатные станки с полно управляемым поворотным столом;
- тяжелое — свыше 130 мм, используются для обработки деталей с большим размером и весом или сложных деталей трёхразъёмной величины
Многофункциональные станки работают по 5 координатам за счет позиционным замкнутым ЧПУ. Оборудование отличается высокой точностью.





