

Станки и приспособления для гнутья арматуры
В процессе развития строительных технологий и методов обработки металлов был создан не один станок для гибки арматуры. Все подобное оборудование работает по одному принципу, различие моделей состоит лишь в определенных конструктивных особенностях и максимальном диаметре сгибаемого прутка.
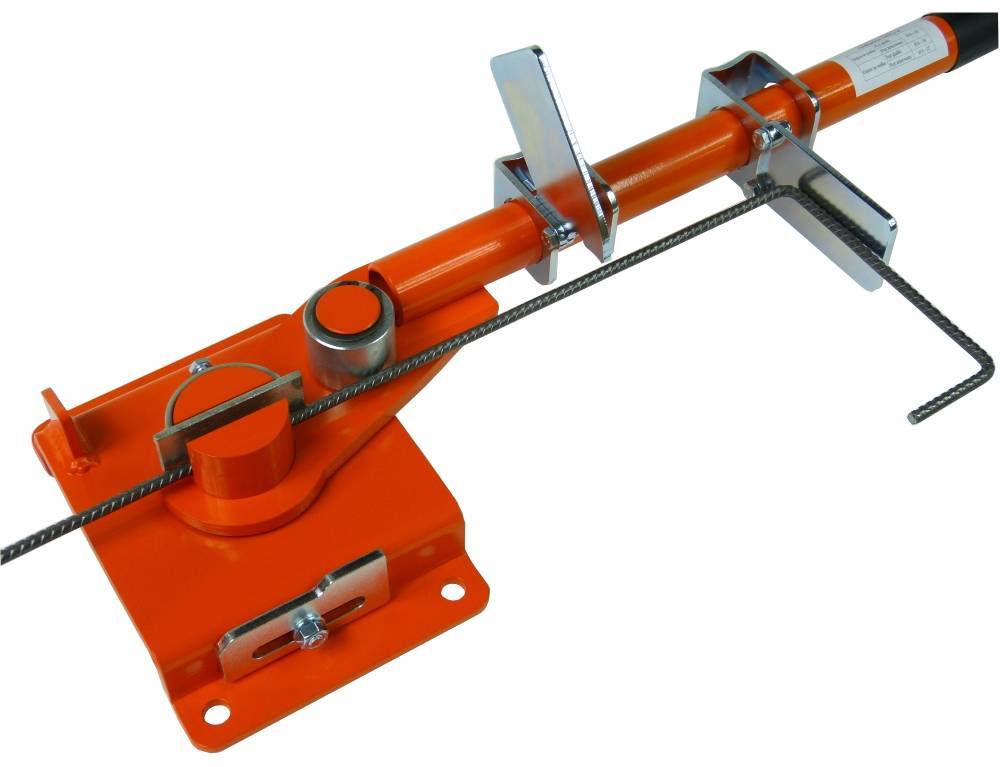
Любой гибочный станок, в том числе и самодельный станок для гибки арматуры, работает по следующему принципу: пруток фиксируется между двумя роликами (центральным и упорным), а при помощи третьего ролика (гибочного) арматура подвергается гибке под требуемым углом. Что удобно, станок для выполнения гнутья металлической арматуры может выполнять изгиб прутка как в левую, так и в правую сторону. Требуемый радиус изгиба обеспечивает упорный вал, благодаря которому арматура не деформируется по всей длине.
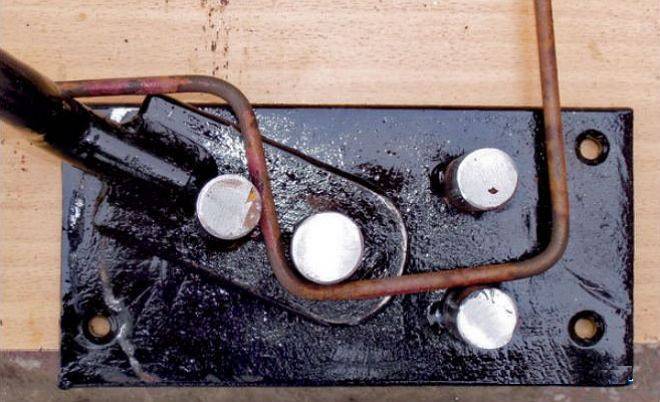
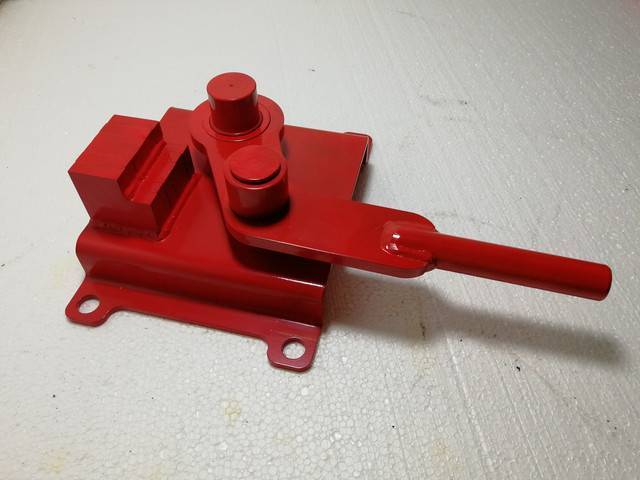
Один из вариантов самодельного станка, состоящего из двух частей — подвижной (рычаг) и неподвижной (основание)
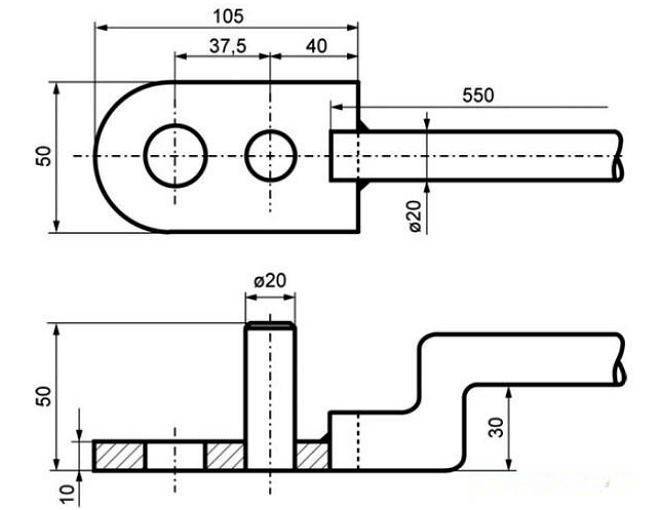
Чертеж подвижной части
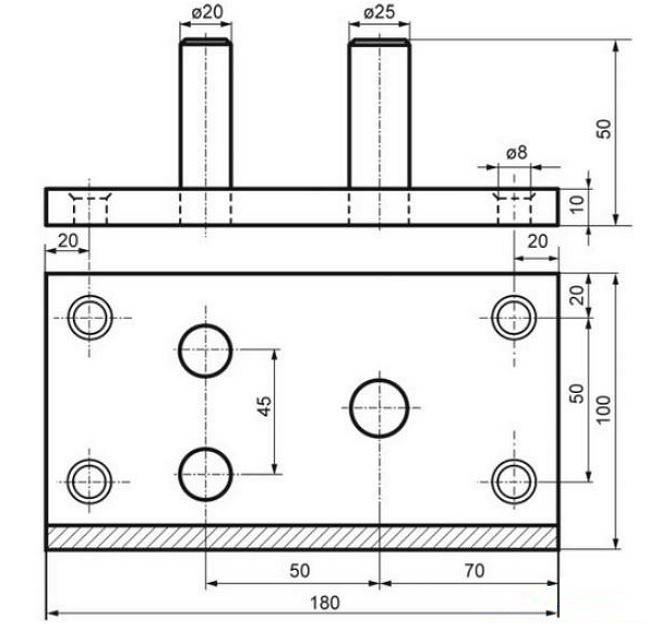
Чертеж неподвижной части
Станки, предназначенные для гибки арматуры, в том числе и изготовленные своими руками, могут быть двух типов:
- ручные;
- с механическим приводом.
Основным рабочим органом станков с механическим приводом является вращающийся диск, на котором закреплены изгибающий и центральный пальцы. Между этими пальцами имеется зазор, в который и помещают пруток, подвергаемый гибке. Уложенная в этот зазор арматура упирается одним концом в ролик, жестко закрепленный на корпусе устройства. При вращении диска изгибающий палец воздействует на арматуру и изгибает ее вокруг центрального вала.

Ручной станок для гибки AFACAN 16PT (цена примерно 5500 рублей). Одна из моделей именно этого турецкого производителя упоминалась на видео в начале данной статьи
Конкретный станок для гибки арматуры в зависимости от своего назначения может принадлежать к одной из следующих групп:
- легкой (для гибки прутков диаметром от 3 до 20 мм);
- тяжелой (диаметр обрабатываемых прутков – от 20 до 40 мм);
- сверхтяжелой (для арматуры диаметром от 40 до 90 мм).
Оборудование с механическим приводом может использоваться для одновременного сгибания нескольких прутков арматуры. Современная промышленность выпускает станки, которые могут применяться для гибки прутков, диаметр которых находится в пределах от 3 до 90 мм. Для тех случаев, когда необходимо изгибать арматуру под разными углами, лучше всего использовать оборудование с гидравлическим приводом. Такой универсальный станок для гибки арматуры позволяет получать поверхность сгиба без трещин и складок, которые могут привести к образованию внутренних напряжений. Это оборудование также дает возможность доводить угол сгиба до 180 градусов.
На современном рынке можно оптимально подобрать станок для выполнения гибки арматуры различного типа, в том числе и переносного, которое отличается простотой в использовании и доступной стоимостью. Гнутье арматуры можно выполнять как при помощи специального оборудования, так и при помощи трубогиба, который устанавливается на обычных верстаках.
Такие приспособления для гибки можно изготовить и своими руками. При этом они используются для прутков с диаметром не более 14 мм и не предназначены для тех случаев, когда необходима высокая производительность. Чаще всего такие приспособления применяются при выполнении частного строительства.

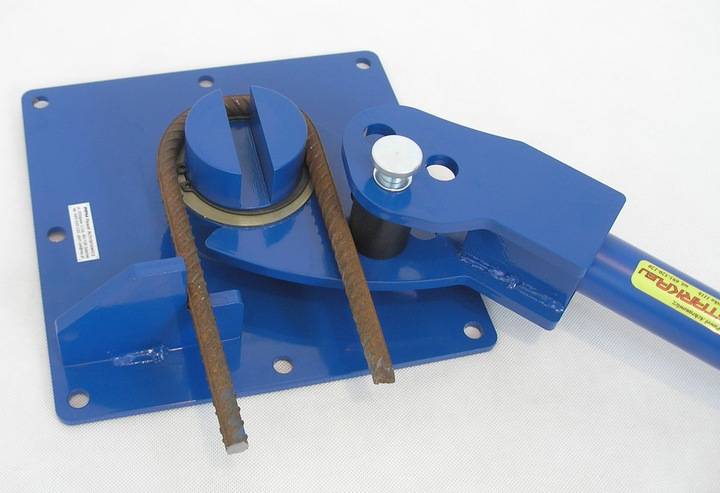
Еще одна вариация станка для гибки: швеллер в качестве основания, два уголка, ось вращения и рукоятка
Выбирая оборудование для быстрой гибки арматуры, следует учитывать два основных фактора: максимальный диаметр прутка, который необходимо согнуть, и объем предстоящих работ. При гибке прутка его части подвергаются различным нагрузкам: наружная поверхность – растяжению, а внутренняя – сжатию.









Техника безопасности
Перед тем как работать сваркой инвертором мастеру необходимо позаботится о собственной безопасности и обустройстве рабочего места. Для этого нужно:
- надеть специальный костюм, который имеет рукава, полностью скрывает участки шеи, на запястьях плотно застегивается. Костюм должен быть из натуральной ткани с повышенной прочностью и плотностью, устойчивой к плавлению и возгоранию;
- руки защитить сварочными рукавицами;
- обувь использовать лучше кожаную с толстой подошвой;
- для защиты глаз использовать маску;
- для предотвращения поражения током обустроить деревянный настил под ногами.
Из рабочего места следует убрать все лишние предметы, позаботится о качественном его освещении.
Порядок подготовки к работе и непосредственно выполнение сварочного процесса наглядно описывает самоучитель сварки инвертором, который можно найти в интернете.
Станки для сгибания арматуры
Люди уже давно стали использовать станки для гибки металла. Например, из арматуры можно согнуть петли, хомуты, кольца и другие необходимы и полезные изделия. Конструкция этого оборудования отличается, но принципиально технологический процесс у всех одинаковый.
Специальное оборудование обычно применяется в ситуациях, когда руками согнуть арматуру невозможно из-за ее толщины. Прут закрепляется между центральным и упорным валом инструмента, после чего металл загибается под воздействием гибочного вала в нужную сторону. Деформация может происходить как в одну, так и в другую сторону. Упорный вал служит преградой для изменений всей поверхности и не дает провернуться незадействованной части основной заготовки.
Если использовать для сгибания тиски или клинья, то редко достигается нужная точность изгиба, а с помощью ручного арматурогиба можно все сделать намного быстрей и точней. Станок может согнуть металлический прут толщиной от 12 до 25 мм, это зависит от модели станка и его конструкции.
Ручное оборудование предназначено для сгибания арматурной стали в холодном состоянии. Промышленным способом сейчас изготавливаются два вида станков:
- Стационарные
- Переносные
Также можно изготовить гибочный станок и своими руками, имея чертеж и необходимые подручные средства. Можно воспользоваться специальными видеороликами, где поэтапно видно, как происходит весь процесс создания станка. По стоимости он обойдется дешевле промышленного станка, а по своим техническим показателям не будет уступать готовому, поэтому станет хорошей альтернативой промышленному аналогу.
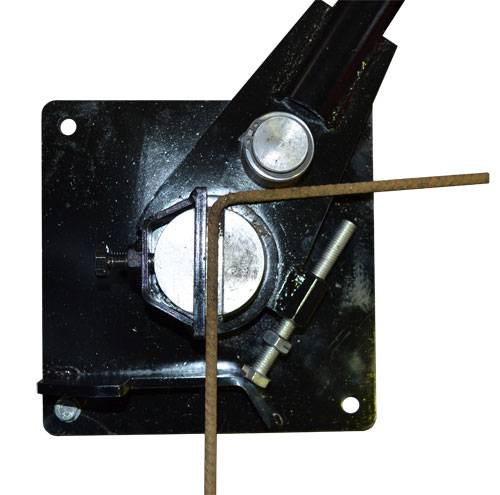
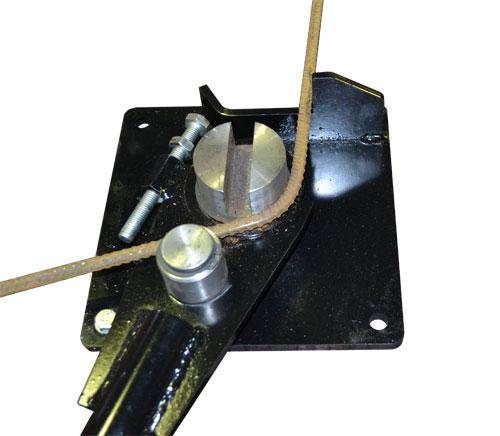
Еще один дополнительный вариант
Схема вязки арматуры проволокой.
Если вам неважно сохранение толщины, гнуть арматуру можно с помощью сварки, то есть сначала разогреть, а потом согнуть. Сгибание в этом случае происходит очень легко, главное соблюдать меры безопасности, чтобы не обжечься о разогретый металл. Либо используя болгарку, подрезать прут с одной стороны, а потом произвести сгиб
Либо используя болгарку, подрезать прут с одной стороны, а потом произвести сгиб.
- Также можно использовать для этого паяльную лампу и молоток. Для удобства можно применять какое-либо приспособление, чтобы закрепить арматуру, например, тиски.
- Но на самом деле это не обязательно, если у вас есть помощник. Разогреваете арматуру паяльной лампой и сгибаете либо вручную, либо с помощью молотка. Есть разные способы разогреть арматуру, горячий металл гнуть просто, однако нужно знать и еще кое-что. Этот способ значительно снижает прочность арматуры и не годится для устройства фундамента, на который предполагается высокая нагрузка. Поэтому прежде чем решиться на такой способ, посоветуйтесь с профессионалами или самостоятельно произведите расчеты.
Строительные умельцы с выдумкой подходят к этому делу, к примеру, используя для сгибания металлических прутов два рядом расположившихся дерева. Естественно, не на каждом участке растут деревья, но вполне возможно, что вы придумаете что-то свое, новое, оригинальное и удобное.









2 Устройства для гибки арматурных прутков
За историю развития технологий строительства и металлообработки человечество изобрело далеко не одно приспособление для гибки арматуры. Принцип действия у всех одинаков, а отличие состоит в конструкциях оборудования и диаметре сгибаемой арматуры, зависящих от модели.
Деталь, подвергаемую изменению, фиксируют между центральным и упорным роликом (валом) устройства. Третьим роликом (гибочным) металл изгибают в нужную сторону на требуемый угол. Закругление можно делать как по часовой стрелке, так и против. Препятствием для деформации вдоль всей длины служит упорный вал, не позволяющий провернуться или сдвинуться незадействованной части заготовки.
Основных вариантов оборудования два:
- ручные модели;
- с механическим приводом.
Приводные станки, кроме специальных, действуют по одной схеме. Рабочим органом является диск, который насажен на вертикальный вал и вращается в горизонтальной плоскости. На диске установлены изгибающий и центральные пальцы – между ними закладывают арматуру. Упорный ролик закреплен на стойке – арматура упирается в него при вращении диска и изгибается вокруг центральной втулки под действием изгибающего пальца, который двигается по наружной поверхности прута.

Станки отличаются по мощности, производительности и подразделяются на 3 группы в зависимости от назначения:
- для легкой арматуры – диаметр прутков 3–20 мм;
- тяжелой – 20–40 мм;
- сверхтяжелой – 40–90 мм.
Подобное устройство для гибки арматуры способно согнуть несколько прутков одновременно. Выпускается также оборудование для диаметров 3–90 мм. Если необходимо изготовить сложную конструкцию с переменными углами сгиба, то лучше всего подойдет гидравлический станок. Он позволяет гнуть прутки более качественно, без образования на поверхности заготовки изломов и складок, сопровождающих напряжение металла. На таком станке можно выполнить изгиб под углом до 180°.

Выбор оборудования для гибки определяется диаметром арматуры и объемом работ. Прежде чем приступить к обработке металла, следует учесть, что разные части прутка подвергаются различным напряжениям, внешняя – растяжению, а внутренняя – сжатию. Неправильный выбор станка или его неграмотное применение могут привести к появлению не только складок и изломов, но и к повреждению арматуры. Поэтому необходимо точное определение всех размеров заготовки, соответствующая настройка оборудования и правильная фиксация в нем прутка.
Приспособления для гибки арматуры

Сегодня придумано довольно много всевозможных станков для гибки арматуры. Все они работают по одному принципу, но имеют свои конструктивные и технические особенности.
Наиболее популярным вариантом гибочного станка является устройство с центральным и упорным роликом, между которым закрепляется арматура. Изгибание изделия происходит с помощью третьего ролика. Гибка может проводиться как по часовой стрелке, так и против нее. С помощью такого станка вы можете придать арматуре нужный угол изгиба. Чтобы пруток сгибался не по всей длине, а только в определенном месте, имеется упорный ролик, ограничивающий площадь изгиба.
Современные мастера используют два основных вида гибочного станка:
- Ручные устройства;
- Станки с механическим приводом.
Все механические устройства выглядят примерно одинаково и имеют схожие схемы строения. Здесь имеется вал, который расположен вертикально. На него надевается диск с зафиксированными на его поверхности изгибающим и центральным пальцами. На стойке гибочного станка есть специальный ролик, в который во время процесса изгибания упирается заготовка.








Существует специальная технология сгибания арматуры с помощью подобных устройств. Пруток помещается между изгибающим и центральным пальцами. Затем диск начинает поворачиваться, а пруток упирается в ролик. Здесь вступает в работу изгибающий палец, который начинает гнуть изделие вокруг центрального ролика.
Все станки отличаются между собой мощностью и способностью согнуть ту или иную арматуру. Выделяют три группы устройств для гибки:
- Легкой арматуры (диаметр от 3 до 20 мм):
- Тяжелой арматуры (диаметр от 20 до 40 мм):
- Сверхтяжелой арматуры (диаметр от 40 до 90 мм).
Каждый из вышеперечисленных станков нужен для определенных целей. Например, на моделях последней группы можно гнуть сразу несколько прутков. Это очень удобно, если вам нужно обработать большое количество заготовок. На сегодняшний день производители предлагают даже универсальные станки, с помощью которых можно гнуть арматуру 3-миллимитровую арматуру, так и 90-миллимитровую. Некоторые покупают станки с гидравлическим приводом, который дает больше пространства для работы. С помощью такого устройства можно не просто гнуть прутки, но и создавать сложные конструкции из арматуры. При желании из прутка можно сделать даже кольцо.
Такое профессиональное оборудование помогает производить действительно качественную гибку арматуры. Благодаря такому станку вы сможете изгибать прутки даже на 180 градусов. Кроме того, заготовки не будут иметь заломов и складок, из-за которых их нельзя будет использовать в строительстве.
Ручные станки для сгибания арматуры также популярны среди мастеров. Производители предлагают как небольшие переносные модели, так и более тяжелые стационарные. Если вам нужно согнуть арматуру для своих нужд, можно воспользоваться специальным приспособлением либо трубогибом. С их помощью вы сможете выполнять несложные работы, например, гнуть прутки с диаметром не более 14 мм. Как правило, такие станки устанавливаются на столе или верстаке, где ими удобно пользоваться. Тем, кто планирует производить гибку арматуры на постоянной основе, такое устройство не подойдет. Для этих целей необходимо приобретать более дорогое и профессиональное оборудование.
В целом, выбор станка для сгибания арматуры зависит от двух основных факторов. Первый – это диаметр заготовок, а второй – количество обрабатываемых изделий. Если вы подберете неправильное устройство, это может стать причиной появления дефектов на поверхности прутков. Под излишним воздействием они будут ломаться или сжиматься гармошкой
По этой причине крайне важно сразу определиться с типом арматуры, которую вы собираетесь гнуть, и, исходя из этого, выбирать станок. Также не забудьте сделать правильную настройку оборудования, чтобы получить более качественный и точный изгиб прутков
Пошаговая инструкция по сборке
Станок из домкрата

При желании можно сконструировать универсальный прибор, способный сгибать не только арматуры, но и трубы. Чтобы сделать станок из домкрата, понадобится подготовить модель, способную поднимать до двух тонн груза.
- Профиль из стали нарезают на отрезки до 5 см.
- Затем выбирают арматуру с диаметром не меньше 12 мм.
- Концы прутьев помещают внутрь профиля и сваривают вместе.
- Полученные конструкции приваривают друг к другу, в итоге должно получиться приспособление, играющее роль клина для сгибания.
- Рабочую часть фиксируют на домкрате, выставив его правильно по вертикали и горизонтали.
- После изготавливают несущую конструкцию Т-образной формы с высотой 40 см и шириной 30 см.
- Из уголка вырезают полосы по форме труб, приваривают их к раме и фиксируют домкрат при помощи их.
- К боковым частям несущей рамы приваривают отрезки уголка, затем к ним прикрепляют петли.
Домкрат вставляют на подготовленное место, далее нужно положить на сгибатель кусок заготовки и работать ручкой. По итогу арматура согнется на 90 градусов и обретет нужный радиус сгиба.
Станок из уголка
Конструкция из уголка считается более простой и изготавливается по следующей инструкции:
- От уголка отрезают куски 20х20 или 30х30 длиной до 1 метра. Размеры и толщина зависят от диаметра прутьев арматуры.
- К основе из профиля П-образной формы приваривают штырь;
- Далее отрезают часть трубы с диаметром, позволяющим свободно надевать ее сверху. К нему приваривают часть уголка, убедившись что труба и уголок расположены перпендикулярно.
- Уголок с трубой надевают на штырь, отмечая, в каком месте был приварен самый маленький отрезок. Затем его снимают и приваривают к станине еще один кусок углового профиля.
- Еще одну часть арматуры приваривают к концу подвижной конструкции, за которую нужно будет держаться во время работы. На нее надевают рукоятку, она не должна быть сделана из металла.
- После к станине приваривают ножки из прочной арматуры.
- Трущиеся поверхности трубы и оси смазывают солидолом либо машинным маслом для облегчения процесса.
Готовый к работе арматурогиб устанавливают на большом кирпиче или камне, чтобы он не соскакивал в процессе работы. После в него вставляют прут арматуры и пробуют его согнуть. Качество устройства проверяют по тому, насколько правильно оно будет гнуть вставленную арматуру.










Требования к гибке арматурных стержней
Для гибки арматуры большого сечения используют мощные станки заводского производства, для стержней небольшого сечения можно применять ручные устройства, изготовленные своими руками. Такие самодельные приспособления вполне подходят для изгибания монтажных петель, крючков, лапок. Устройства-самоделки используются для изгибания прутов диаметров не более 14 мм при необходимости гибки небольших партий арматуры. Чаще всего популярны среди частных застройщиков.
Для сохранения рабочих характеристик прутов при их изгибании соблюдают следующие условия:
- Угол сгиба не должен быть меньше 90°.
- Радиус скругления в месте сгиба – не менее 10-15 диаметров.
- Применяемое оборудование должно соответствовать диаметру обрабатываемых стержней и классу прочности арматурной стали, иначе на внутренней стороне полученного угла могут образоваться складки, а на наружной – трещины. Также важными моментами являются: правильная настройка приспособления и надежная фиксация стержня.
Не рекомендуется практиковать народные методы с применением высокотемпературного воздействия, включающие следующие этапы:
- надрез болгаркой места сгиба арматурного стержня;
- подогрев места сгиба паяльной лампой или другим источником открытого огня;
- гибка на требуемый угол.
При использовании такого метода в месте изгиба снижаются механические характеристики из-за надрезов и воздействия высоких температур. При воздействии нагрузок на такой стержень он может разрушиться. Если в проекте нет разрешения на применение подобного способа гибки, использовать его не рекомендуется.
Устройство приводного арматурогиба
Выпуском подобной техники занимаются многие отечественные и зарубежные фирмы. Стоит отметить ручные арматурогибы производства Stalex (Польша, линейка DR), Afacan (Турция), отечественные устройства типа LMG от компании Ангстрем с ручным и электрическим приводом, ручные арматурогибы АРГ-1 и пр.
Устройство и работу арматурогиба, оснащённого комбинированным (электрическим и пневматическим) приводом рассмотрим на модели SB6-12 (Китай). Приводной арматурогиб включает в себя следующие узлы:
- Кассету под пруток.
- Ролики для подачи.
- Привод.
- Гибочно-отрезную балку.
- Фиксаторы.
- Встроенный компрессор.
- Гибочный инструмент.
- Пульт управления.
- Узел удаления готового изделия из рабочей зоны.

Арматурогиб работает по следующему принципу. Выбирается требуемая программа гиба из имеющихся, после чего автоматически устанавливаются размеры заготовки и ход гибочно-отрезной балки. Пруток размещают по упорам и включают электродвигатель, в результате чего происходит одновременные рез и правка арматурного стержня. Ролики продвигают на позицию реза следующую часть прутка, которая одновременно перемещает отрезанную заготовку в гибочную матрицу. Ход гибочных ползунков выполняется сжатым воздухом, который подаётся от компрессора. В процессе возвратного хода согнутое изделие при помощи сбрасывателя удаляется из зоны деформирования.
Оборудование подобного класса используется на специализированных предприятиях и крупных мастерских, которые выполняют заказы в массовом количестве.
Последовательность изготовления конструкции трубогиба
Итак, теперь непосредственно об этапах работы, которые выполняются самостоятельно:
- после того, как валы заказаны, приступают к изготовлению основания под самодельный трубогиб. Для него подойдет толстая металлическая пластина (не менее 10 мм) квадратной формы. Для крепления основы к столу необходимо просверлить четыре отверстия по углам пластины, либо же приварить к металлическому столбу, замурованному в пол;
- по центру пластины с помощью сварки крепят штифт такого же диаметра, как и малый тройной вал;
- следующим этапом необходимо изготовить поворотный механизм. Для этого три металлические пластины сваривают в виде буквы П (ширина пластин более 50 мм), причем высота конструкции зависит от диаметров большого и малого вала: в этой высоте должны поместиться полностью подвижный шкив и половина стационарного;
- для монтирования валов потребуется просверлить несколько отверстий. Ножки буквы П находятся на расстоянии друг от друга, чуть большем, чем высота валов. К верхней планке конструкции приваривают ручку, длиной около 25 см, на которую впоследствии надевают трубку-рычаг;
- большой штифт монтируется в первую очередь и закрепляется шплинтами за пластиной в виде буквы П, а малый вал надевают вместе со всей конструкцией;
- для оборудования стопора трубы к станине приваривают еще один штифт, установленный вертикально. Он будет служить в качестве упора.
После того, как самодельный трубогиб собран, необходимо провести испытания.
Для этого лучше всего использовать остатки гофры, а не новый материал.
- Если нужно согнуть трубу без сплющивания места изгиба, то ее заполняют песком.
- Тонкостенные изделия легко гнутся холодными, а дюймовые лучше разогреть.
Облегченные модели трубогибов
Существует несколько способов изготовить более простой конструкционно самодельный трубогиб. Для первого варианта устройства, с помощью которого можно легко согнуть стальные и алюминиевые трубы, понадобится деревянный шаблон, толщиною чуть больше, чем обрабатываемая гофра.









Для изготовления шаблона используют доски, которые выпиливают под наклоном. Это необходимо для того, чтобы сгибаемый материал не выскользнул за шаблон. Соединенные доски фиксируют на поверхности стола или на другом удобном основании. На нем же крепят и упор, с помощью которого будет производиться изгиб.
Обрабатываемый материал помещается между шаблоном и упором, затем медленно гнется с противоположного конца. Для облегчения работы можно воспользоваться рычагом, который вставляют либо в саму трубу, либо поверх нее. Не рекомендуется гнуть трубу в центре шаблона, поскольку можно ее поломать. Это наиболее простая конструкция трубогиба.
Второй способ похож на предыдущий, только в качестве шаблона используются металлические крючки, которые закрепляют поверх фанерного листа по линии предполагаемого изгиба. Преимущество данной конструкции заключается в том, что крючки можно переставлять для изменения радиуса трубы.
Преимущества и недостатки ручных трубогибов
Основные достоинства ручных устройств:
- Ручной трубогиб обладает небольшими габаритными размерами и весом. Гибка труб с их помощью возможна практически в любом месте: в мастерской, на дачном участке, в гараже или на строительной площадке. Как правило, необходимость в трубогибе для круглых труб возникает в тех местах, где прокладывают инженерные системы.
- Еще одно преимущество заключается в том, что с помощью таких устройств легко осуществляется гибка труб из мягкого металла или же тонкостенных изделий.
- Ручной агрегат достаточно мобилен: при необходимости его с легкостью можно перенести в любое место.
- С работой на ручном трубогибе справится даже самый неопытный пользователь: принцип его работы настолько прост, что не разобраться в нем просто невозможно.
Однако, наряду с достоинствами, существуют и недостатки использования подобного прибора. Один из наиболее важных: отсутствие возможности изогнуть трубу большого диаметра. Также затруднительной будет гибка толстостенной гофры.





