

Гриндер «от Чапая» − краткий обзор
Андрей Чапай разработал собственный вариант гриндера. Модель настолько полюбилась мастерам, что скоро стала именем нарицательным. Сотни и тысячи образцов шлифовальных машин «от Chapay» нашли своё почетное место в мастерских в разных уголках России и стран СНГ. Главным преимуществом разработки считается его универсальность. Идея такая – создать станок, который может служить для обработки разных материалов под разным углом. Для этого мастер разработал особое крепление поворотного стола.
Гриндер «от Чапая»− универсальный станок для обработки изделий сложной формы из металла, пластика и дерева
Можно купить изделие, что называется, «под ключ», а можно выбрать скромный набор инструментов и оборудования: выбрать конкретный мотор, набор сопутствующих деталей или заказать собственную разработку.
К сведению! Самые распространенные модели гриндеров: «ГЧ-10», «ГЧ-12», «ГЧ-16» (профессиональная серия), а также новые мобильные версии гриндера 610 серии «ГЧ610-63» и «ГЧ610-71» − изготавливаются с цинковым покрытием.
Общие моменты, характерные для всех станков:
важно, что все поверхности гриндера отшлифованы, что упрощает работу с инструментом и защищает обрабатываемые детали от царапин, даёт дополнительную плавность хода;
точное, выверенное расположение роликов помогает исключить перекосы во время хода ленты;
существует разновидность моделей, которые могут идти без покраски и защитного покрытия;
поверхности эффективно работают на скольжении;
не забывайте, что для того, чтобы исключить коррозию изделия, достаточно периодически протирать его специальным маслом или силиконовым спреем;
универсальность работы достигается из-за особой конструкций прижимной площадки.
Особенность прижимной площадки в том, что она может поворачиваться строго вертикально и строго горизонтально, обеспечивая при этом разный прижим
В качестве дополнительных элементов в комплектацию входят: диск для установки вместо ведущего валика. Его рекомендуют использовать при обработке по металлу, в случае, если необходимо счищать серьёзные объёмы лакокрасочного материала или налёта от ржавчины.
Один из самых популярных моделей гриндера – №16. Он изготовлена на усиленной поворотной основе, станина снабжена двумя стойками. Основание для станины 2 металлических листа, толщиной 12 мм. Металл обеспечивает необходимость жёсткость конструкции. Специальные крепежи позволяют быстро и без усилий разворачивать гриндер как в вертикальное, так и в горизонтальное положение.
В конструкции используется увеличенная шлифовальная лента – 1600-1800×50 мм и достаточно мощный двигатель – 2,2 кВт. Станок обладает более высокой производительностью и идеально подходит для непрерывных работ на крупных промышленных производствах. Цена такого изделия на данный момент варьируется от 55 000 до 60 000 рублей.
Какой выбрать двигатель для гриндера.
В сети интернет встречается информация о гриндерах сделанных с применением электродвигателей от старых стиральных машин. Такие электродвигатели маломощные и мало оборотистые. Чаще всего это 180 ватт и1400 оборотовмин. Таким гриндерам, как правило не хватает скорости движения ленты и мощности двигателя, поэтому на них можно выполнять нетяжелые работы, например, заточка ножей или обработка небольших деревяшек. На что-то более серьезное они не рассчитаны.
Ниже приведена формула расчета мощности двигателя для гриндера.
Формула расчета мощности двигателя:
P(вт)=(D*N)570,
где D-диаметр приводного колеса в мм, N-обороты двигателя в минуту.
Если применяется двигатель трёхфазный, но включенный в однофазной сети 220В, то его расчетная мощность при подключении треугольником с рабочим конденсатором примерно в 1.5…1.6 раз ниже от номинала. Это необходимо учитывать. Например, по расчету необходим электродвигатель мощностью 800 ватт, и двигатель будет использоваться трёхфазный, но в сети 220В. Тогда необходимая мощность такого двигателя будет равна: 800*1.6=1280ватт.
Оптимальный выбор — это однофазный двигатель с оборотами не менее 2800-3000 и мощностью не менее 800 ватт. С таким электродвигателем можно будет обрабатывать на гриндере каленые стали, а не только затачивать “карандаши.”
Если в изготовлении гриндера будет применяться двигатель открытого типа, как на стиральных машинах, то следует задуматься о его защите от абразива и металлической пыли. Такую защиту можно сделать из пластиковой бутылки емкость 5 литров или какой-либо другой пластиковой тары.
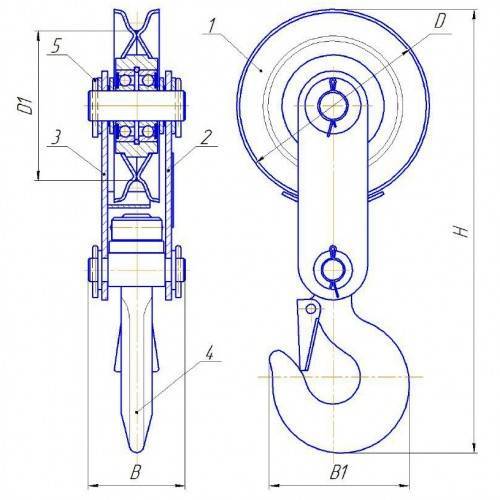
Запасовка полиспастов
Запасовка – процедуру изменения местоположения шкивов и дистанции между ними. Целью этой операции является регулирование скорости и высоты подъема грузов в соответствии с определенной схемой прохождения троса по блокам грузоподъемного механизма. Существуют следующие разновидности запасовки:









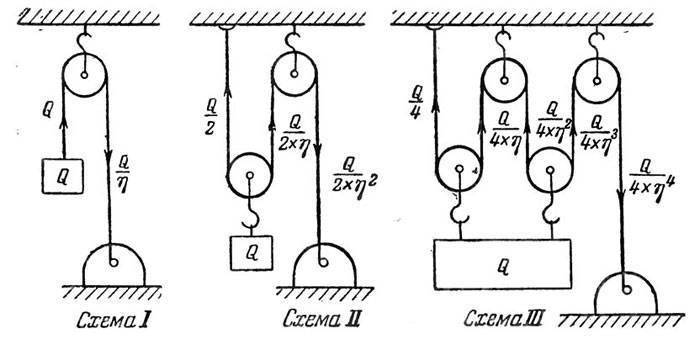
- Однократная. На крюке закрепляется 1 веревка, которая проводится через все неподвижные блоки и наматывается на барабан.
- Двукратная. Первый конец каната крепят на головке поворотного элемента крана, второй – на лебедке. Этот способ запасовки может применяться на кранах стрелового типа.
- Четырехкратная. 2 рабочих ветви троса проводятся через шкивы рабочей стрелы. Соседние полиспасты скрепляются между собой при помощи статичного блока, устанавливаемого на стойке платформы. Этот метод запасовки используется для устройств с большой грузоподъемностью.
Существует также переменная запасовка. Она бывает как двукратной, так и четырехкратной. Подвижные ролики устанавливаются на нескольких подвижным обоймах, удерживаемых при помощи каната. Кратность запасовки изменяется посредством опускания подвески крюка на опору при сматывании веревки.
Расчет полиспаста
Перед изготовлением полиспаста требуется рассчитать основные технические характеристики грузоподъемной конструкции. Расчеты требуется для составления чертежей и производятся согласно параметрам рабочего помещениями и весом груза.
Для определения нагрузок, влияющих на блочную систему в ходе эксплуатации, нужно рассчитать параметры, действующие на отдельные блоки:
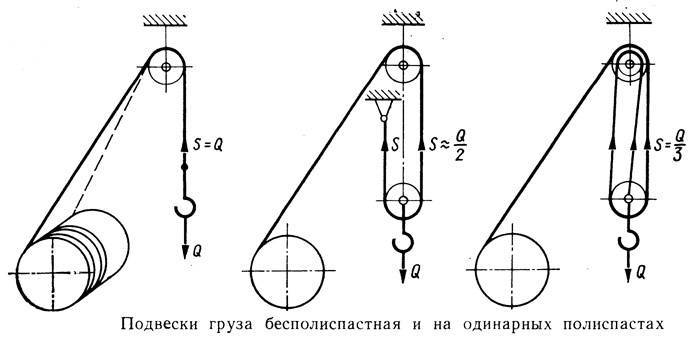
- Силу воздействия поднимаемого груза (SC).
- Тяговую силу двигателя (SM).
- Угол отклонения (α). При расчете параметров полиспаста этой характеристикой можно пренебречь, потому что у современных устройств угол отклонения отсутствует.
- Диаметр блока (D).
- Диаметр втулки (d).
Уравнение, использующееся для нахождения моментов силы, имеет следующий вид: SM * R = SC*R + l*SC*R + N* g*d/2, где:
- SM * R – момент силы, с которой груз оказывает влияние на блочную систему.
- l – коэффициент, характеризующий жесткость ручного веревочного каната при огибании ролика. Он зависит от структуры витков троса и определяется экспериментальным методом.
- Нагрузка на ось шкива. Она определяется по формуле: 2*SC*R.
- g – коэффициент, характеризующий силу трения втулки шкивов.
- 97% — используется в качестве среднего значения, если в элементах грузоподъемного устройства присутствуют подшипники качения и втулки из бронзы.
- 95% — используются подшипники скольжения.
- 93% и ниже – при работе грузоподъемного механизма в суровых природных условиях или в помещениях с высокой температурой.
При расчете также рекомендуется определить КПД остальных обводных роликов, в зависимости от конструктивных особенностей грузоподъемного механизма.
Эксплуатационные характеристики полиспастов и их выбор
На эффективность, которой обладают полиспасты, на их назначение и устройство в конкретном механизме влияние оказывают следующие факторы:
- Грузоподъёмность основного механизма, в составе которого работают данные узлы.
- Количество обводных блоков: с ростом их числа потери на трение возрастают.
- Углы отклонения канатов от средней плоскости барабана.
- Диаметры блоков.
- Диаметр каната/высота цепи.
- Материал каната.
- Характер опор (в подшипниках качения или скольжения).
- Условия смазки всех осей полиспаста.
- Скорость вращения блоков или перемещения тяговых канатов (в зависимости от назначения устройства).
Наибольшие потери в полиспастах связаны с условиями трения. В частности, КПД рассматриваемых механизмов, которые работают в подшипниках скольжения, в зависимости от условий их эксплуатации, составляет:
- При неудовлетворительной смазке и при повышенных температурах — 0,94…0,54;
- При редкой смазке – 0,95…0,60;
- При периодической смазке — 0,96…0,67;
- При автоматической смазке – 0,97…0,74.
Меньшие значения соответствуют полиспастам с максимально возможной кратностью. Потери на трение для узлов, которые работают в подшипниках качения, гораздо ниже, и составляют:
- При недостаточной смазке и высоких температурах эксплуатации – 0,99…0,83;
- При нормальных рабочих температурах и смазке – 1,0…0,92.
 Таким образом, применяя современные антифрикционные покрытия контактной поверхности блоков, можно практически исключать потери на трение.
Таким образом, применяя современные антифрикционные покрытия контактной поверхности блоков, можно практически исключать потери на трение.
Углы отклонения каната, располагающегося на блоке/блоках полиспаста, определяют не только износ канатов и блоков, но и безопасность производственного персонала грузоподъёмного устройства. Объясняется это тем, что при превышении допустимых показателей сход каната с блока чреват производственной аварией. На данный параметр влияют материал канатов, профиль канавки барабана, а также направление навивки.Материалами канатов чаще всего служат типы ТЛК-О по ГОСТ 3079, ЛК-Р по ГОСТ 2688 и ТК по ГОСТ 3071. Третий тип имеет наименьшую жёсткость (не более 1,7), что положительно сказывается на предельно допустимом угле отклонения каната на полиспасте. Соответственно для канатов двух первых типов жёсткость достигает 2.
Нормальными углами отклонения от оси полиспаста считаются углы 7,5…2,5 (меньшие значения принимаются для максимальных соотношений диаметра блока к диаметру каната). Вообще при проектировании данных устройств это соотношение всегда стараются выбирать в диапазоне значений 12…40. Допустимый угол отклонения канатов из маложёстких материалов меньше: до 6,5…2.
ГОСТ допускает увеличение предельного отклонения, по сравнению с рекомендуемым не более, чем на 10…20% (зависит от режима работы грузоподъёмной техники). На уравнительном блоке допустимые углы отклонения могут увеличиваться, но не более, чем в 1,5 раза.
Для снижения углов отклонения на барабанах полиспастов изготавливают профильные канавки, причём угол их направления зависит от направления навивки. Поэтому барабаны в механизмах современной конструкции всегда выполняют с крестовым профилем, пригодным под оба типа навивки.
Характеристики, которым должна соответствовать лента для шлифовального агрегата
Подбор абразивной полосы – важный этап во время сборки мини-гриндера своими руками. В первую очередь нужно определиться с протяженностью ленты и ее шириной. На геометрические параметры полосы оказывают влияние два основных фактора:









- размеры гриндера;
- назначение агрегата.
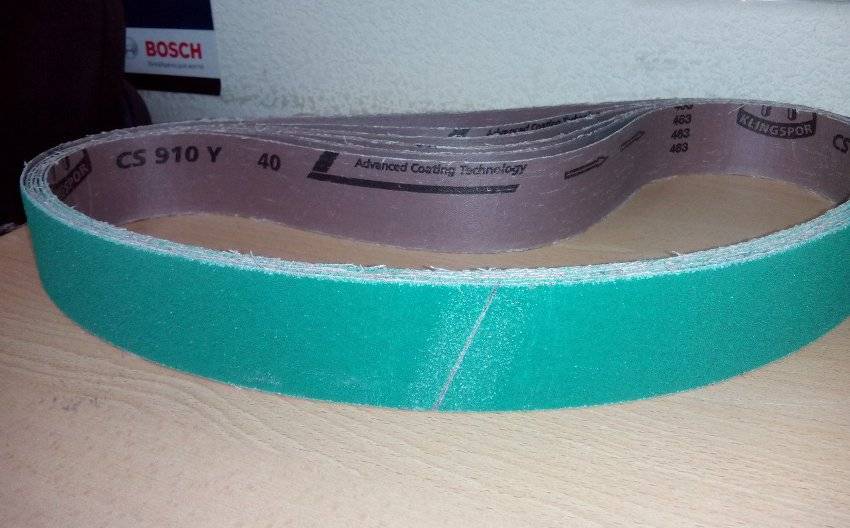
Тканевая основа лучше выдерживает поверхностное натяжение
Бесконечные абразивные полосы также подразделяются на типы по зернистости. Длина шлифовальных полос может быть разной (от 610 до 1830 мм). Такие ленты имеют ширину 50 или 100 мм. Первый вариант чаще всего встречается в агрегатах, собранных своими руками в домашних условиях.
Качественная абразивная полоса в обязательном порядке должна иметь эластичную основу из ткани
При выборе подходящего инструмента также необходимо обращать внимание на то, какое количество оборотов может выдержать полоса. Рекомендуется приобретать изделия, которые способны работать при 1500 об/мин. Такой вариант лучше всего подходит для изготовления ленточного гриндера своими руками
Чертеж, составленный ранее, должен содержать информацию о габаритах абразивной полосы и других ее характеристиках
Такой вариант лучше всего подходит для изготовления ленточного гриндера своими руками. Чертеж, составленный ранее, должен содержать информацию о габаритах абразивной полосы и других ее характеристиках.
Хорошая лента обязана иметь высокую абразивную стойкость. От этого показателя зависит резистентность ленты к износу. Для самодельных аппаратов рекомендуется использовать ленты, протяженность которых составляет не более 123 см. Абразивная полоса должна быть не только устойчивой к износу, но и иметь хорошую сопротивляемость к высоким температурам, образующимся во время трения о заготовку во время работы.
Стоит отметить, что ленты небольшой длины гораздо более подвержены износу, нежели изделия большей протяженности
Специалисты советуют обратить внимание на картинки с изображением готовых изделий. Фото аппаратов позволяют дать ответ на вопрос о том, как сделать гриндер своими руками. Чертеж устройства можно значительно упростить, если в его сборке используются уже готовые элементы, приобретенные отдельно
Чертеж устройства можно значительно упростить, если в его сборке используются уже готовые элементы, приобретенные отдельно.

От выбора ленты зависит скорость и качество обработки изделий
И, наконец, особое внимание необходимо уделить месту склейки абразивной ленты. Стык двух концов полосы должен быть максимально аккуратным, без каких-либо дефектов или выступов
Как склеить ленту для шлифовального агрегата самостоятельно
Ленточные шлифовальные аппараты содержат пружину, которая выполняет очень важную функцию: натягивает просевшую в результате износа ленту. Смена ленты производится несколько раз даже при обработке небольшой заготовки. Это следует запомнить.
При сборке гриндера своими руками из фанеры или металла абразивную полосу можно изготовить самостоятельно. Склейка такой ленты – сложное мероприятие, которое не терпит ошибок. В интернете существует множество советов о том, как правильно выполнить склейку ленты, однако многие из них являются неверными.










Процесс склейки выглядит следующим образом. Вначале нужно подобрать наждачный материал на тканевой основе. Затем стоит подготовить оба конца абразивной полосы. Для этого производится их зачистка. Шов на полосе выполняется исключительно методом «встык». Специалисты обязательно рекомендуют усиливать склеенную ленту с внутренней стороны посредством плотной полоски ткани, которая фиксируется с помощью специального клеевого состава.

Склейка ленты – сложное процесс, который не терпит ошибок
Для того чтобы соединить концы абразивной полосы, требуется приобрести специальный клеевой состав. Лучший вариант – применение эластичного клея. Экономить при этом не стоит, так как дешевые средства, как правило, не отличаются хорошим качеством.
Перед началом склеивания необходимо подготовить полосу для ленточного наждака. Гриндер своими руками (из подручных материалов) нуждается в надежной абразивной полосе, которую сложно выполнить в домашних условиях. Процесс производится с применением клеевой палочки, которая устанавливается на термопистолеты. Вначале производится подогрев состава. Для этого можно воспользоваться обычным феном, который есть в каждом доме.
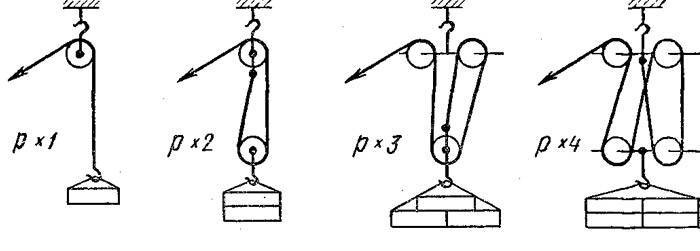
Кратность
Это основная характеристика, показывающая, во сколько раз полиспаст теоретически увеличивает усилие или скорость. Величина кратности определяется количеством ветвей троса, между которыми распределена нагрузка и может быть чётной или нечётной. В первом случае свободный конец троса закрепляется на неподвижной части грузоподъёмного механизма, а во втором прицепляется к обойме крюка.
Может показаться, что увеличивая число блоков можно бесконечно умножать усилие.
Однако никто не отменял трение, на преодоление которого даже в лучших моделях шкивов тратится не менее 10% усилий. Поэтому если подсчитать реальный выигрыш с учётом трения для полиспаста кратностью 5:1 (5*0,9*0,9*0,9*0,9 = 3,28), результат окажется более скромным. А если вместо блоков использовать карабины (например, в альпинизме), у которых потери на трение значительно больше выигрыш будет ещё скромнее.
Устройство
Простой полиспаст состоит из двух шкивов, связанных верёвкой, тросом, цепью. Шкив изготовляется в виде металлического колеса, вращающегося на оси. По внешнему краю сделан жёлоб для укладки троса. Шкивы, входящие в состав конструкции, называются блоками. Одни из них крепятся неподвижно, другие меняют положение по мере движения груза. Подвижные блоки размещаются со стороны тяжести. Неподвижный блок изменяет направление движения троса и вектор приложения усилия, а подвижные увеличивают усилие, прилагаемое к грузу. Перемещение груза происходит за счёт того, что он через систему блоков подтягивается канатом к закреплённой части полиспаста.
Правила работы с грузоподъемными машинами и механизмами
К работе по подъему грузов допускаются агрегаты, у которых есть зарегистрированный допуск к эксплуатации. Документ оформляется на основании комплекса проведенных испытаний. Оператор должен иметь соответствующую техническую подготовку, пройти инструктаж
Особое внимание уделяется грамотной фиксации подвешенной конструкции, подъёмного навесного механизма
При отсутствии постоянного крепления контроль положения во время перемещения выполняется напрямую стропальщиком, оператором, грузчиком. Для слаженной работы каждого из специалистов в условиях действующей стройки или производства часто используются заранее оговоренные сигнальные жесты.
В отдельных случаях возникает необходимость в дополнительной защите подвешенного товара от возможных повреждений, механических воздействий (особенно часто такие ситуации происходят при работе с веществами, которые представляют повышенную химическую, врыво-, пожароопасность). При автоматизации техники алгоритм движения зависит от параметров и свойств материала, особенностей технологического процесса.
Техника безопасности
Стандартные требования безопасности в работе с грузоподъёмными механизмами вне зависимости от их конструктивных особенностей и сферы использования – допуск лиц старше 18 лет в спецодежде, средствах индивидуальной защиты после прохождения обучения, инструктажа, сдачи экзаменов на наличие необходимых для выполнения поставленных задач навыков. Также необходимо выполнить следующие действия:
- проверить исправность узлов агрегата, приспособлений для захвата;
- убедиться в том, что уровень освещения достаточен для работы;
- использовать для обвязки стропы, которые соответствуют по своим параметрам весу перемещаемых конструкций;
- транспортировку мелких товаров выполнять в контейнере;
- не оставлять подвешенными конструкции на время перерыва;
- не допускать поднятия конструкций, которые примёрзли к земле, забетонированы, засыпаны землёй;
- выдерживать при подъёме минимум 0,5 м до самой высокой точки стационарных конструкций по траектории движения;
- не допускать перемещения над людьми.
https://youtube.com/watch?v=ajxYWhGmuHA
После окончания выполнения запланированных работ крюк поднимают, выключают рубильник. Грузозахваты убирают в место, предназначенное для хранения. При выявлении любых неисправностей, о них сообщают сменщику или мастеру цеха.
Виды бруса
По форме изделие можно разделить на 2 типа: обычный и профилированный. Обычный – это простой брус прямоугольной формы, на профилированном же есть специальные вырезы и пазы, обеспечивающие простоту сборки конструкций и дополнительную теплоизоляцию помещения. По структуре изделия делятся на цельные и клееные. Цельный брус состоит из цельного массива дерева, а клееный – из нескольких элементов, склеенных между собой.
При изготовлении клееного изделия применяются предварительно отобранные ламели определенных параметров. Ламели изготавливают по специальной технологии из древесины, с исключением всех изъянов. После проведения определенных манипуляций ламели склеивают двухсоставным древесным клеем при определенных условиях. Все эти манипуляции позволяют получить изделия максимально точных размеров и с определенными характеристиками.










Как правило, укладка венцов из бруса – дело непростое. Но при желании, необходимых знаниях и достаточных ресурсах можно все сделать и своими руками. Для начала необходимо определиться с размерами дома и размещением комнат, нарисовать план и рассчитать все затраты. При строительстве сруба возможны варианты: «с остатком» и «без остатка». Необходимо сразу определиться с подходящим вариантом и выбрать тип материала: профилированный или обычный.
В первую очередь нужно возвести фундамент дома согласно предварительному плану. Укладка бруса для дома начинается с первого венца. Укладка бруса на фундамент начинается с покрытия места соприкосновения материалом, который обеспечит должную гидроизоляцию. Первый венец наиболее сильно подвержен влиянию губительных факторов, поэтому специалисты советуют подбирать изделие для него из наиболее твердого материала (желательно дуб или лиственница). Для надежности и дополнительной устойчивости необходимо закрепить первый венец на фундаменте.
Способы крепления венца на фундаменте:
- Предварительно вставить в фундамент арматуру и на нее надевать брус, как показано на фото;
- После установки просверлить отверстия и закрепить венец анкером;
- После установки в просверленные отверстия забить нагель.
Еще один острый вопрос – это выбор варианта укладки бруса в углы. Не будем вдаваться в изысканные и сложные методы. Рассмотрим самые распространенные и заслуживающие доверия.
Способы укладки бруса в углы с остатком:
- «в полдерева»;
- «в курдюк»;
- «в охряп».
Укладка без остатка:
- на коренном шипе;
- на вставном шипе;
- «в лапу».
Все способы укладки имеют свои достоинства и недостатки. Одни не всегда дают ожидаемый результат, но просты в сборке, другие дают отличные показатели, но смущает сложность исполнения. Подробнее рассмотреть все методы можно на видео.
Все элементы скрепляются между собой деревянными нагелями, которые вставляют в просверленные отверстия. Укладка профилированного бруса даст возможность добиться максимально точной и быстрой сборки конструкции.
Схемы компоновки механизмов подъема
Скрыть рекламу в статье
Скрыть рекламу в статье
Механизмы подъема должны быть выполнены так, чтобы опускание груза или стрелы осуществлялось только от работающего двигателя. По характеру привода механизмы подъема бывают с ручным и механическим приводом
Схема механизма подъема с ручным приводом представлена на рис. 2.1 а. Движение от рукоятки 1 (или тягового колеса) передается через зубчатую (червячную) передачу 4 на барабан 3, на который наматывается канат. Свободный конец каната от блока крюковой подвески 5 крепят к раме механизма. Обычно на первом валу механизма устанавливают ручной или педальный тормоз 2.
Схема механизма подъема с электроприводом представлена на рис. 2.1 б. Они в отличие от механизмов с ручным приводом позволяют получать большие скорости подъема и обеспечивают большую грузоподъемность. Вал электродвигателя соединяют с быстроходным валом редуктора упругой втулочно-пальцевой муфтой 5, одну полумуфту которой используют в качестве тормозного шкива. Иногда вместо тормозного шкива используют полумуфту, обращенную к редуктору. Это делают для повышения эксплуатационной надежности механизма, чтобы при поломке пальцев муфты избежать падения груза, так как редуктор и барабан будут заторможены. Тихоходный вал редуктора соединяют с валом барабана обычно при помощи зубчатых муфт общего назначения, специальных муфт, встроенных в барабан, или открытых зубчатых передач.
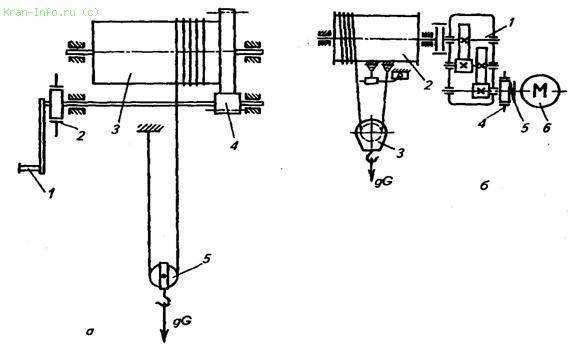
Р и с. 2.1. Схемы механизма подъема:
а – с ручным приводом; 1 – рукоятка; 2 – тормоз; 3 – барабан; 4 – зубчатая передача;
5 – крюковая подвеска;
б – с электроприводом; 1 – редуктор; 2 – барабан; 3 – крюковая подвеска; 4 – тормоз;
5 – муфта; 6 – электродвигатель.
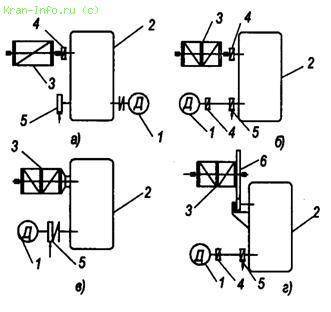
При разработке конструкции механизма подъема необходимо учитывать схему компоновки узлов и конструктивное выполнение соединения редуктора с барабаном (рис. 2.2). Компоновка узлов двигателя 1 и барабана 3 по разные стороны от редуктора (рис. 2.2 а) отличается удобством монтажа и обслуживания, но имеет большие габаритные размеры. Более компактной по сравнению с предыдущей является схема (рис. 2.2 б), однако она имеет большой размер по ширине из-за значительных размеров муфты 4, соединяющей редуктор сбарабаном. В наиболее рациональной монтажной схеме (рис. 2.2 в) соединение редуктора с барабаном выполнено путем установки одной из опор оси барабана в расточке тихоходного вала редуктора. Чтобы избежать применения дорогого и громоздкого трехступенчатого редуктора при небольших скоростях подъема, применяют механизмы с открытой тихоходной зубчатой передачей (рис. 2.2 г).










Основные узлы (барабан, редуктор, тормоз) нормализованы, что обеспечивает удобство их монтажа, взаимозаменяемости и выполнены так, чтобы:
· опускание груза осуществлялось только от работающего электродвигателя;
· исключалась возможность отключения привода без наложения тормоза;
· при использование кулачковых, фрикционных или других механических приспособлений, для включения или переключения скоростей рабо-чих движений, исключалась их самопроизвольная работа;
· в механизмах, передающих крутящий момент применялись шлицевые шпоночные, болтовые и другие соединения в соответствие с нормативными документациями;
· не допускалось применение сварных узлов и деталей;
· в конструкциях соединений элементов исключалось произвольное развинчивание и разъединение.
Навигация: Начало | Другие книги | Отзывы:
Пошаговое описание работ по изготовлению гриндера (шлифовального станка)



Чертежи, схемы, прототипы, которые взятые за основу.

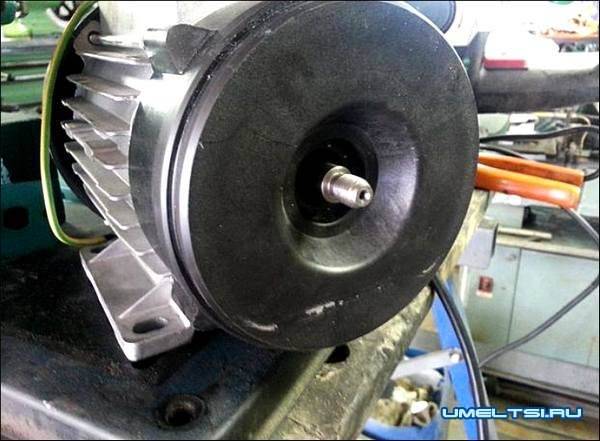
Растачиваем фланец на электрическому двигателю, используя токарный станок.
Гриндер — станок ленточно-шлифовального типа, используемый для сухого шлифования изделий, выполненных из металла, различных сплавов, древесины, искусственного камня, пластика и других материалов.
Самодельный гриндер в сборе
Вопросом о том, как сделать ленточный гриндер своими руками, задаются многие домашние мастера, ведь с помощью такого оборудования можно выполнять разные технологические операции с изделиями, изготовленными из различных материалов. С помощью ленточного гриндера можно снимать заусеницы, устранять дефекты поверхностей, зачищать ржавчину, снимать облой, ликвидировать последствия плазменной и лазерной резки, зачищать сварные швы.





