

3.5.г Цинкование
Цинкование — процесс диффузионного насыщения поверхности детали цинком. Химико-термические методы цинкования включают в себя горячее цинкование или цинкование погружением, цинкование в порошке цинка — шерардизация, цинкование в парах цинка. Кроме этих методов используется электролитическое цинкование, металлизация напылением и нанесение цинкосодержащих красок. Цинкование — процесс, способствующий резкому повышению коррозионной стойкости. Повышение коррозионной стойкости при цинковании стальных деталей достигается за счет двух химических процессов: цинк, по отношению к железу являясь электроположительным металлом, тормозит коррозию поверхности детали. Под воздействием атмосферной влаги на цинкованной поверхности стальной детали образуется слой карбонатов и оксидов цинка, оказывающий также защитное действие. Температура цинкования зависит от способа проведения операции. Так, при цинковании в порошках температура процесса колеблется в пределах 370–430 °С, при цинковании погружением — 430–470 °С. Также широк интервал времен выдержек при цинковании. Если при цинковании в порошковых смесях слой толщиной около 0,1 мм достигается в среднем за 10 часов, то при цинковании погружением толщину слоя в 0,3 мм получают в первые 10 секунд процесса.
Цинкование в парах цинка осуществляется в восстановительной среде водорода при температурах 850–880 °С и давлении около 80 мм водяного столба. Время такого процесса достаточно велико и обычно составляет десятки часов. Толщина полученных слоев обычно не превышает 0,1–0,2 мм.
В зависимости от режима насыщения в диффузионном слое на поверхности железа может образоваться η-фаза (твердый раствор железа в цинке), далее слой интерметаллидных фаз FeZn13, FeZn7, Fe3Zn10, а ближе к сердцевине — твердый раствор цинка в железе.
Для повышения коррозионной стойкости различных изделий (листы, трубы, проволока, посуда, аппаратура для получения спиртов, холодильников, газовых компрессоров и т. д.) чаще применяют цинкование путем погружения изделий в расплав цинка.
4.Заключение
В данной работе я рассмотрел понятия термической и химико-термическая обработки сплавов
Термическую обработку применяют для изменения механических свойств и структуры металлов и сплавов. Основные способы термической обработки – это отжиг, закалка и отпуск. Выбор того или иного способа термической обработки зависит от состава сплава и тех свойств которые хотим получить, на основании анализа диаграмм состояния. Также необходимо учитывать динамику изменений структуры материалов.
К химико-термической обработке относятся такие виды обработки сплавов,как: цементация, азотирование, нитроцементация, цианирование, борирование, силицирование, диффузионная металлизация стали и др.
Одним из наиболее эффективных и универсальных процессов химико-термической обработки является борирование.
Борирование применяют для повышения износостойкости поверхностного слоя стального изделия, в частности, при повышенных температурах, повышения его твердости и износостойкости.
Изделия, подвергшиеся борированию, обладают повышенной до 800 °С окалиностойкостью и теплостойкостью до 900–950 °С. Твердость борированного слоя в сталях перлитного класса составляет 15 000–20 000 МПа.
Технология цементации стали, ее сущность и назначение — методики и видео
В зависимости от специфики применения различных металлов и сплавов нередко производится их дополнительная обработка. Это позволяет выделить (усилить) те или иные свойства образца. Что представляет собой цементации стали, зачем она нужна, в каких случаях целесообразно ее проводить – об этом читатель в доступной форме узнает из предлагаемой статьи.
Существуют различные методики химико-термического воздействия на материалы. Одна из них – цементация. Применяется данная технология для сталей малоуглеродистых и легированных, содержание элемента «С» в которых не превышает 0,25%.
Назначение – повышение таких характеристик сплава, как износостойкость, прочность, твердость.
Для реализации чаще всего используются специальные печи, где процесс протекает при высокой температуре – порядка 945 (±15) ºС.
В зависимости от габаритов и конструкционных особенностей изделия оно выдерживается в таких условиях в течение нескольких часов. По сути, это комплексная обработка детали (химическая + термическая) с целью придания ей твердости.
Пастами
Технология самая простая, но не всегда применимая. Для деталей, имеющих сложную конфигурацию, с различными выступами, пазами и тому подобное, она явно не подходит.


Методика – поверхностное нанесение цементирующей пасты на образец. Ее слой выбирается большим по сравнению с расчетной глубиной проникновения углерода в сталь (примерно в 7 раз).
Условия – температурный режим выставляется в зависимости от вида пасты, в пределах от 900 до 1 000 ºС.
Такую цементацию стали можно провести и в домашних условиях, при наличии сушильного шкафа с требуемыми параметрами.
Газовой средой
Одна из самых эффективных методик, которая широко применяется в промышленности. Она существенно упрощает процесс цементации, сокращает время обработки стали и повышает производительность. Главное условие – правильно подобрать смесь по долевому содержанию углерода и оптимальный температурный режим.
Методика – продукция загружается с цементационную печь, в которую подается газ.
Кипящим слоем
Такой способ лишь отчасти напоминает предыдущий.
Методика – в печи, на решетке газораспределительной, помещается так называемый корунд. Эндогаз (смесь, в которую вводится метан) подается снизу и, поднимаясь, его разжижает, вследствие чего мельчайшие фракции начинают перемещаться вместе с потоком к обрабатываемому изделию. При высокой температуре происходит диффузия частичек корунда, и как результат, насыщение поверхностного слоя образца углеродом.
Особенность – степень цементации легко регулировать, изменяя подачу газа. Такая технология позволяет равномерно насыщать сталь по всей площади.
Такой способ, с учетом затрат и небольшой сложности, специалисты рекомендуют использовать при мелкосерийном производстве заготовок.
Твердым карбюризатором
В качестве насыщающей среды при такой технологии цементации используются полукоксы каменноугольный, торфяной или древесный уголь с гранулами от 3 до 10 мм при обязательном добавлении веществ, инициирующих процесс (активизаторов).
Методика – обрабатываемые образцы помещаются в металлическую емкость, на песчаный затвор. Они располагаются так, чтобы со всех сторон их можно было обложить слоем карбюризатора. Следовательно, соприкосновение изделий со стенками резервуара или друг с другом не допускается.
Условия цементации – температура 925 (±25) ºС. Время выдержки зависит от слоя насыщающей среды. Определяется из расчета: на 0,1 мм – 1 час термической обработки. Процесс можно ускорить, доведя нагрев до 975 – 980 ºС. Это сокращает время проведения технологической операции, но повышает эн/затраты и снижает качество готового продукта. На его поверхности образуется сетка, которую придется удалять.
В ряде случаев это довольно сложно, например, если изделие характеризуется рельефностью.
Электролитическим раствором
Методика – по сути, это разогрев постоянным током. Роль анода в цепи играет обрабатываемая деталь.
Условия – U = 150 – 300В. Это позволяет, в зависимости от силы тока, изменять температуру в пределах 500 – 1 100 ºС. Электролит готовится из нескольких компонентов, а в качестве активизаторов используются вещества с высоким содержанием углерода. Например, ацетон, сахароза, глицерин.



Процессы восстановления цианида
Цианид, остающийся в хвостовых потоках золотоперерабатывающих заводов, потенциально опасен. Поэтому на некоторых предприятиях цианидсодержащие потоки отходов обрабатываются на стадии детоксикации. Этот шаг снижает концентрацию этих цианидных соединений. Процесс, лицензированный INCO, и кислотный процесс Каро окисляют цианид до цианата , который не так токсичен, как ион цианида, и который затем может реагировать с образованием карбонатов и аммиака:
- CN-+ → OCN-
- OCN-+ 2 часа2O → HCO- 3+ NH3
Процесс Inco обычно может снизить концентрацию цианида до уровня ниже 50 мг / л, тогда как кислотный процесс Каро может снизить уровни цианида до 10-50 мг / л, при этом более низкие концентрации достигаются в потоках растворов, а не в суспензиях. Кароновая кислота — пероксомоносерная кислота (H 2 SO 5 ) — превращает цианид в цианат. Затем цианат гидролизуется до ионов аммония и карбоната. Кислотный процесс Caro позволяет достичь уровней сброса WAD ниже 50 мг / л, что обычно подходит для сброса в хвосты. Перекись водорода и щелочное хлорирование также могут использоваться для окисления цианида, хотя эти подходы менее распространены.
Более 90 шахт по всему миру в настоящее время используют схему детоксикации Inco SO 2 / воздух для преобразования цианида в гораздо менее токсичный цианат перед сбросом отходов в хвостохранилище. Обычно этот процесс продувает сжатый воздух через хвосты с добавлением метабисульфита натрия , который выделяет SO 2 . Известь используется для поддержания pH на уровне около 8,5, а сульфат меди добавляется в качестве катализатора, если в экстракте руды недостаточно меди. Эта процедура может снизить концентрацию цианида, разлагающегося на слабой кислоте (WAD), до уровня ниже 10 ppm, установленного Директивой ЕС по отходам горнодобывающей промышленности. Этот уровень сопоставим с 66-81 миллионной долей свободного цианида и 500-1000 миллионной долей общего цианида в пруду в Бая-Маре . Оставшийся свободный цианид разлагается в пруду, а цианат-ионы гидролизуются до аммония. Исследования показывают, что остаточный цианид, оставшийся в хвостах золотых рудников, вызывает постоянный выброс токсичных металлов (например, ртути) в подземные и поверхностные водные системы.
Разновидности металла, который можно обрабатывать
Выделяют три основные группы металла, который используется для закалки:
- Сталь с неупрочняемой сердцевиной. В эту группу входят следующие марки стали, пригодной для цементирования — 20, 15 и 10. Эти детали имеют небольшой размер, используются для эксплуатации в бытовых условиях. Во время закалки происходит трансформация аустенита в феррито-перлитную смесь.
- Сталь со слабо упрочняемой сердцевиной. В эту группу вошли металлы таких марок, как 20Х, 15Х (хромистые низколегированные стали). В этом случае проводят дополнительную процедуру лигирования с помощью небольших доз ванадия. Это обеспечивает получение мелкого зерна, что приводит к получению более вязкого и пластичного металла.
- Сталь с сильно упрочняемой сердцевиной. Этот вид металла используют для изготовления деталей со сложной конфигурацией или большим сечением, которые выдерживают различные ударные нагрузки, подвергаются воздействию переменного тока. В процессе закалки вводится никель или при его дефиците используют марганец, при этом для дробления зерна добавляют малые дозы титана или ванадия.
История
В 1783 году Карл Вильгельм Шееле обнаружил, что золото растворяется в водных растворах цианида. Благодаря работам Багратиона (1844 г.), Эльснера (1846 г.) и Фарадея (1847 г.) было определено, что для каждого атома золота требуется один цианид-ион, то есть стехиометрия растворимого соединения.
Промышленный процесс
Джон Стюарт Макартур разработал цианидный процесс для извлечения золота в 1887 году.
Расширение добычи золота в Рэнде Южной Африки начало замедляться в 1880 — х годах, так как новые месторождения были обнаружено , как правило, колчеданные руды . Золото не могло быть извлечено из этого соединения ни одним из доступных тогда химических процессов или технологий. В 1887 году Джон Стюарт Макартур , работая в сотрудничестве с братьями Робертом и Уильямом Форрестами для компании Tennant в Глазго , Шотландия, разработал процесс Макартура-Форреста для извлечения золота из золотых руд. В том же году было выдано несколько патентов. Путем суспендирования измельченной руды в растворе цианида было достигнуто разделение до 96% чистого золота. Впервые этот процесс был использован на Rand в 1890 году и, несмотря на эксплуатационные недостатки, привел к буму инвестиций по мере открытия более крупных золотых приисков.
К 1891 году фармацевт из Небраски Гилберт С. Пейтон усовершенствовал процесс на своем руднике Меркур в Юте, «первом горнодобывающем предприятии в Соединенных Штатах, добившемся коммерческого успеха процесса цианида на золотых рудах». В 1896 году Бодлендер подтвердил, что для этого процесса необходим кислород, в чем сомневался МакАртур, и обнаружил, что перекись водорода образуется в качестве промежуточного продукта. Примерно в 1900 году американский металлург Чарльз Вашингтон Меррилл (1869-1956) и его инженер Томас Беннетт Кроу улучшили очистку цианидного фильтрата с помощью вакуума и цинковой пыли. Их процесс — это процесс Меррилла – Кроу .
Цементация стали
Цементацией называют процесс, позволяющий насытить стальную конструкцию углеродом. Сердцевина остается мягкой, однако, благодаря слою покрытия прочность поверхности повышается. В процессе использования такие детали не подвергаются воздействию извне, не деформируются от ударов и не стираются.
Цементации подвергают элементы, выполненные из углеродистой либо легированной стали, содержание углерода в которой не менее 0,08% и не более 0,35%. Для цементации используют составы, богатые углеродом. Их называют карбюризаторами. Такие составы могут быть жидкими, твердыми и даже газообразными.
Цементация сталей происходит через нагрев деталей, предварительно упакованных в изготовленные из железа ящики, туда же помещается карбюризатор. Твердое вещество состоит из 70% древесного угля, 20–25% углекислого бария, а оставшаяся часть – углекислый кальций (3–5%).
Цементация осуществляется при температуре в 920–930 ОС, этот показатель позволяет сделать процесс максимально быстрым. Обогащение слоя стали происходит, когда частицы угля соприкасаются с поверхностью элемента. Передатчик углерода в данной ситуации – газовая среда. Правильно организованная цементация поверхностного слоя стальной детали продолжается от 5 до 14–15 часов.
Цементации в жидкой среде принято подвергать изделия небольшого размера, выполненные из углеродистой или легированной стали. Их на некоторое время опускают в соляные ванны, которые содержат расплавленные вещества:
- соду;
- поваренную соль;
- карбид кремния.
Схема цементации стали
Газовая цементация
Суть газовой цементации в том, что деталь из легированной стали сначала необходимо нагреть, а затем прокалить в печи, температура в которой составляет от 920 до 950 ОС. В камеру печи на протяжении всего периода цементации подают газ с содержанием метана.
При использовании данного метода продолжительность цементации стальной детали уменьшается в несколько раз. Так, глубина слоя цементирования в 1,2 м может быть зафиксирована уже после 4–5 часов нахождения детали в газовой камере.
Газовая цементация сталей обладает явными преимуществами по сравнению с первыми двумя способами:
- возможность регулировки процесса посредством изменения количественного и качественного состава газа;
- отсутствие габаритного оборудования;
- относительная чистота процесса, отсутствие угольной пыли;
- возможность проводить закалку стали непосредственно в камере печи.
Газовая цементация достаточно экономична в сравнении с использованием твердых и жидких карбюризаторов.







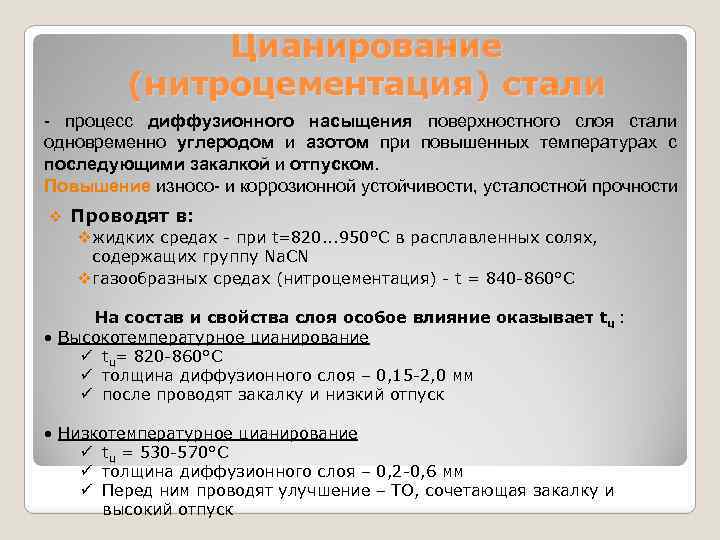
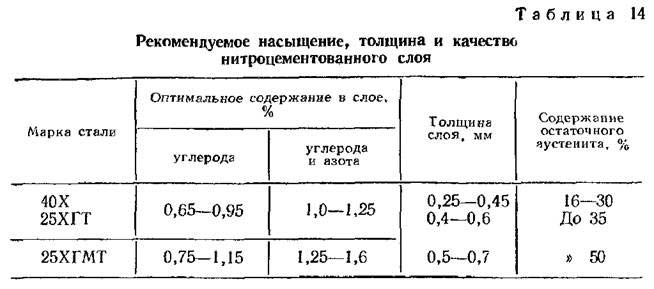
Нитроцементация стали
Изделия из стали, которые применяются в узлах трения, например, в шестернях редукторов, требуют повышенной прочности для увеличения срока службы и надежности работы узлов. Высокопрочная легированная сталь имеет высокую стоимость и трудно обрабатывается. Вместе с тем, для большинства узлов не требуется высокая прочность всего объема детали, а только поверхностного слоя, непосредственно воспринимающего нагрузку. Для таких целей разработаны методы упрочнения поверхностного слоя, одним из них является нитроцементация.

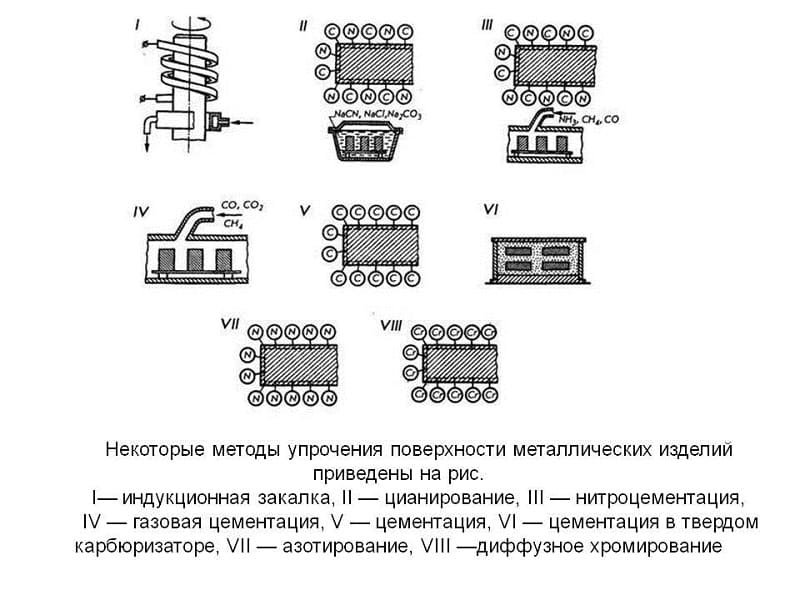
Среди химико-физических методов можно выделить следующие:
- цементация;
- азотирование;
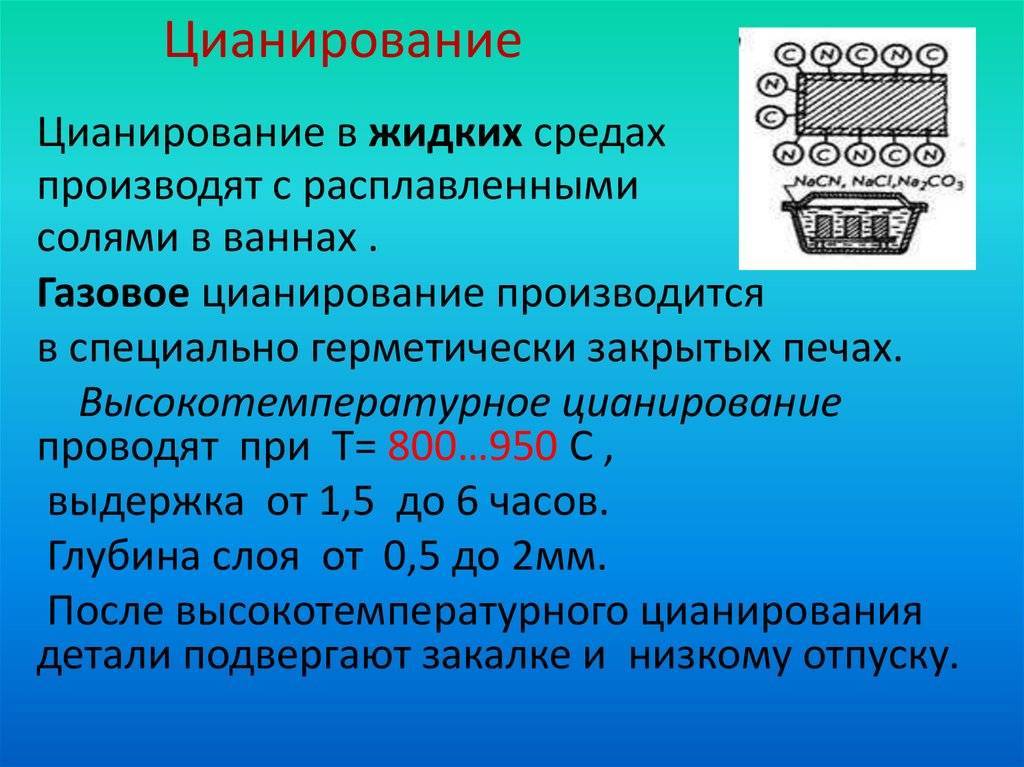
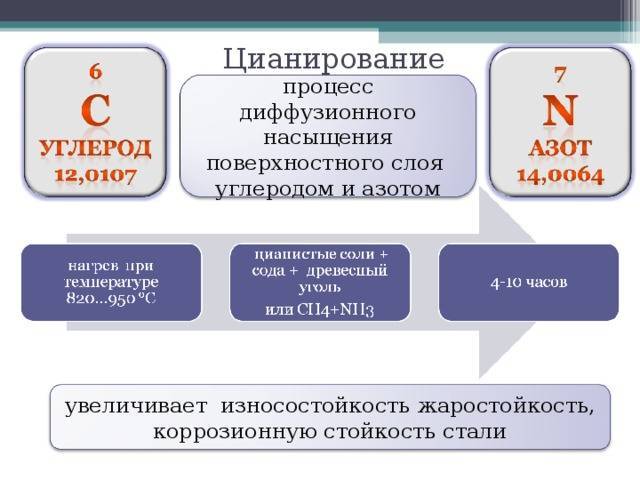
- цианирование;
- нитроцементация.
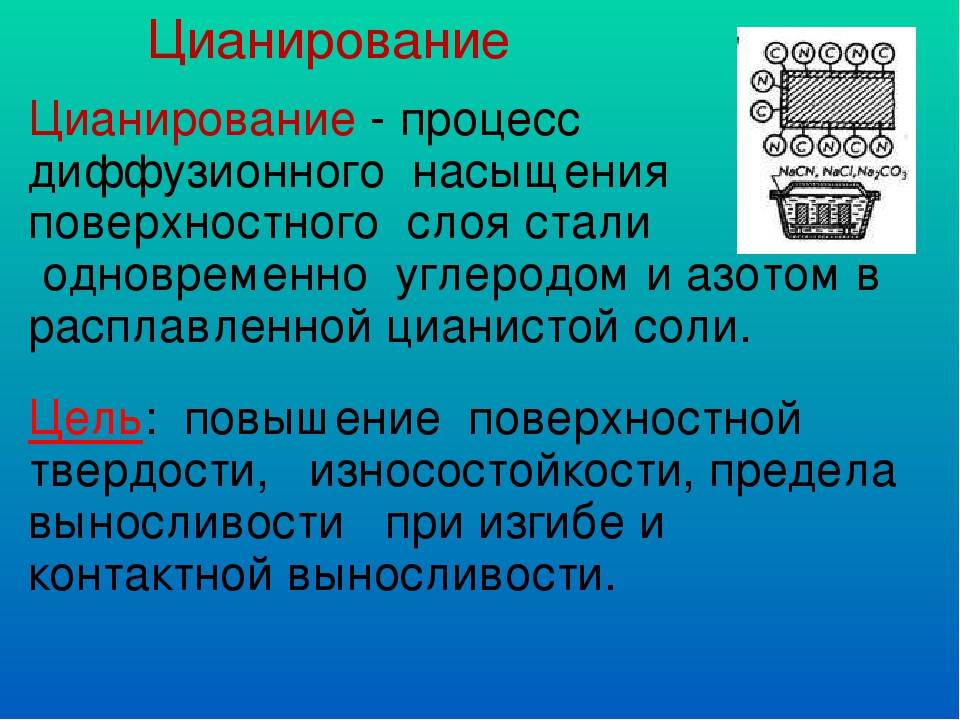
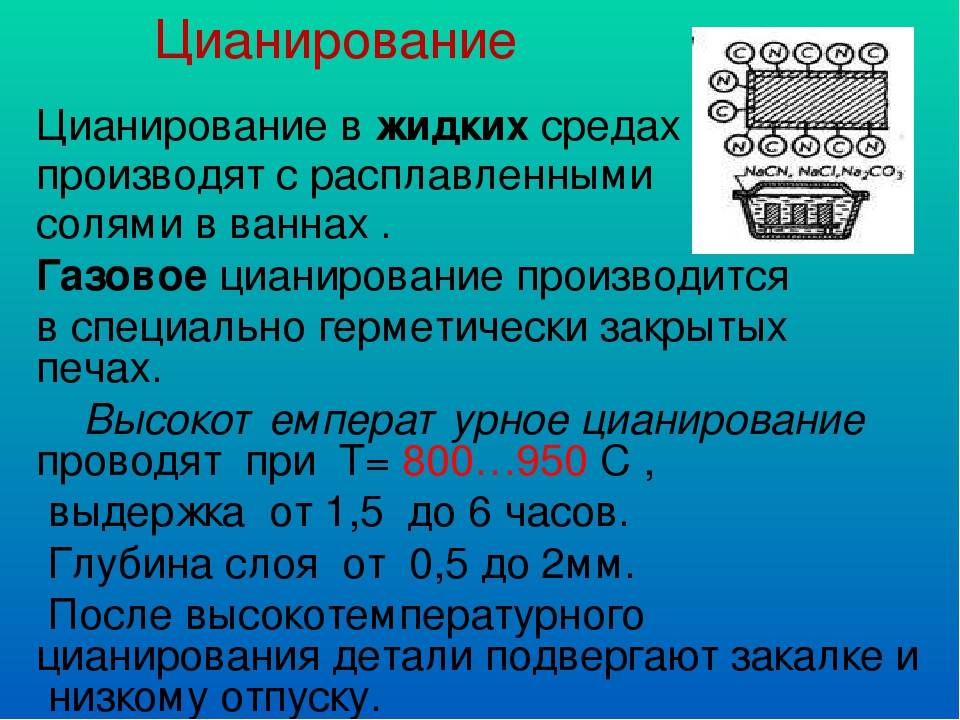
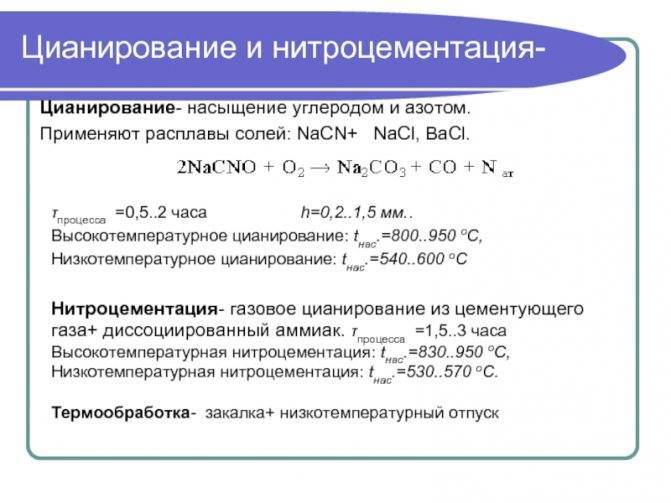
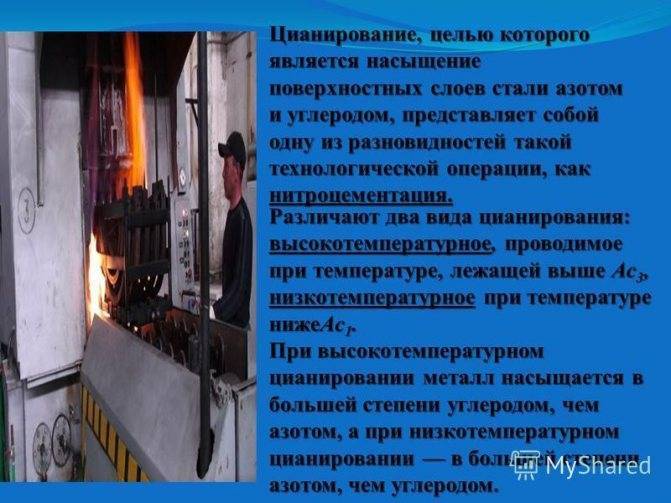
Два последних пункта подразумевают насыщение атомами азота и углерода тонкого внешнего слоя металла, но различаются технологией применения. Нитроцементация стали производится в газовой среде, а цианирование ведется в жидком расплаве солей. Рассмотрим метод нитроцементации подробнее.
В отличие от цементации, цианирование стали придает металлоизделиям еще большую прочность и устойчивость к нагрузкам и коррозии. При этом сам процесс протекает гораздо быстрее и часто даже экономнее.
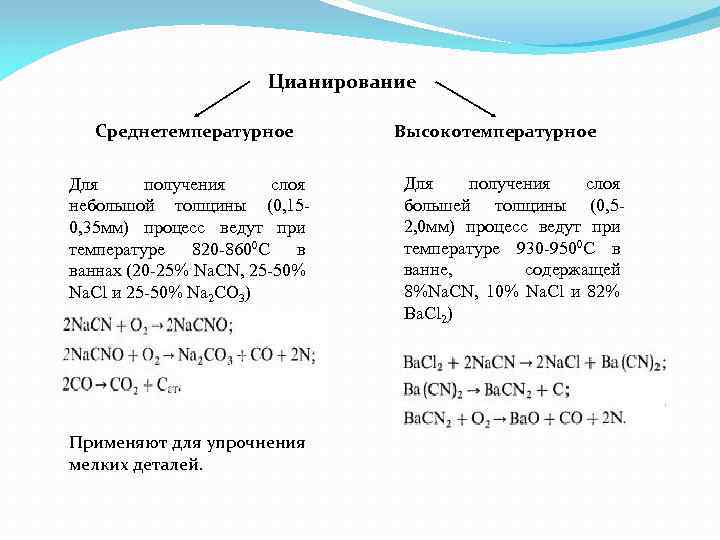
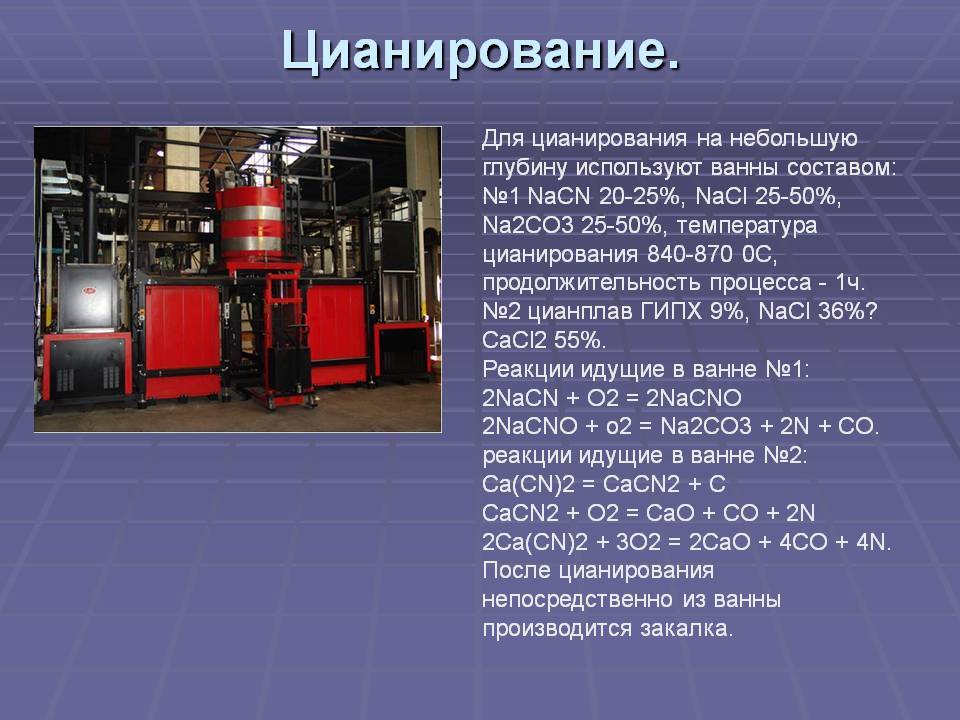
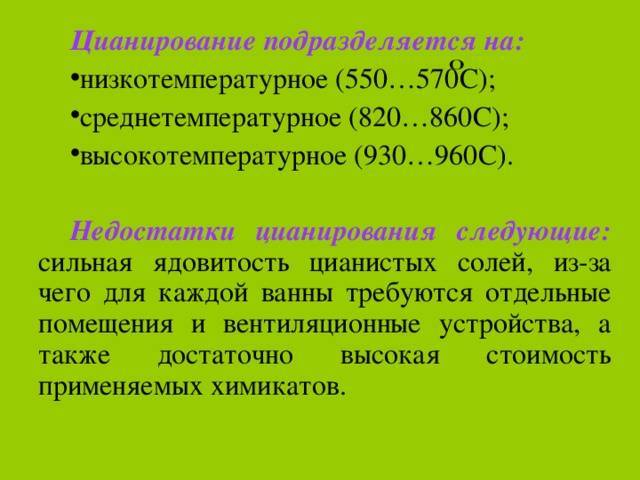
Насыщение стали углеродом и азотом может происходить в трех агрегатных средах — жидком, твердом и в газе. Но в случае с цианированием процедура может протекать как в высокотемпературном (при 900°), так и низкотемпературном (чуть более 500°) режиме.
Особенности способов цианирования стали:
- В твердых средах применяется в случае, когда нужно укрепить поверхность быстрорежущей стали (для изготовления режущих инструментов, работающих на больших оборотах). Происходит в герметичной среде под большой температурой и в специальном древесном угле с желтым минералом гексацианоферратом;
- Нитроцементация в газе происходит как в среднетемпературном режиме — при 550°, так и в высокотемпературном — более 950°. Материал нагревают в газе, содержащем углерод с примесями аммиака, что создает прочную пленку от 0,30 до 2-х миллиметров;
- В жидкости цианирование стали происходит также в двух температурных режимах — среднем и высоком. В первом случае в жидком растворе используются цианистые соли, отдающей атомы азота. Во втором — в растворе преобладает атомы углерода, так как он лучше диффундирует (передается) при высоких температурах.
В процессе цианирования происходит выделение сильнодействующих токсинов. Этим оно отличается от цементации и поэтому все чаще в производстве используется газовый метод, который минимизирует вредные последствия выделяемых ядов.
Классификация среды в которой проходит цементация стали
Обогащение стали углеродом и изменение атомной решетки металла может проводиться в разной среде:
- твердой;
- газообразной;
- жидкой;
- электролитическом растворе.
Также возможно проведение цементирования с помощью паст.
Каждый из способов обработки требует отдельного рассмотрения, так как обладает своими особенностями.
Цементация с использованием твердой среды
Чтобы обработка прошла успешно, необходимо использовать твёрдый карбюризатор. На производстве для этого используют смесь древесного угля, полученную из дуба и берёзы. Дополнительно, к углю добавляется соль угольной кислоты, которая насыщена кальцием или другими щелочными металлами. Чтобы углерод выходил быстрее и насыщал сталь, заранее подготовленную смесь дробят до мелкой фракции. Она просеивается сквозь несколько сит, чтобы на выходе получились одинаковые крупицы размером в 10 мм.
Рабочий процесс:
- Когда смесь подготовлена, её помещают в ящики.
- Позже в них закладываются заготовки. Ящики герметизируются со всех сторон и разогреваются до 800 градусов.
- Температура медленно повышается до 950 градусов.
Длительность обработки будет зависеть от того, какую толщину углеродного слоя необходимо получить на выходе.
Древесный уголь (Фото: Instagram / coalbaltic)
Цементация в газовой среде
Обработка в газовой среде применяется при изготовлении двигателей. Сталь обогащается углеродом только на 2 мм вглубь. В качестве газов используются любые смеси, обогащенные углеродом.
Этапы обработки:
- Заготовки помещаются в герметичную печь. Она разогревается до 950 градусов.
- Постепенно, в печь начинает подаваться газ, насыщенный углеродом.
- Выдерживается заготовка в течение 12 часов.
На поверхности стали нарастает слой 1,2 мм. Если нужно ускорить обработку, температуру могут поднимать свыше 1000 градусов. Благодаря этому, процесс сокращается на 4 часа.
Цементация в жидкой среде
Под словами «жидкая среда» подразумеваются расплавленные соли.
Этапы обработки:
- Ванны с расплавленной солью разогревают до 850 градусов.
- В них опускают заготовки и оставляют на продолжительное время.
Чтобы получить цементируемую сталь в жидкой основе, максимальная толщина слоя должна составлять 0.5 мм. Чтобы получить такой результат, необходимо выждать 3 часа.

Ванны с расплавленной солью
Цементация в вакууме
Чтобы ускорить процесс обработки стали, применяется способ цементации в вакууме. Этапы обработки:
- Изначально, заготовки раскладываются в печи. Она герметизируется.
- Внутри создаётся вакуум.
- Начинается разогрев печи до определённой температуры.
- Выдержка в среднем занимает 60 минут.
- Далее, камера заполняется углеводородным газом. Верхние слои обогащаются углеродом.
- В печи повторно создаётся вакуум.
Науглероженный слой требуемой толщины получается только после трёх стадий создания вакуума и подачи углеводорода под давлением. Охлаждаются заготовки в печи, с помощью инертных газов.
Цементация пастами
Один из популярных способов цементации — обработка с помощью паст. Они состоят из пыли древесного угля. Пасты наносятся на заготовку. Состав накладывается таким слоев, чтобы он был больше в 8 раз, чем требуемая толщина углеродного слоя. Далее, заготовки помещаются в индукционную печь и разогреваются до температуры в 1000–1100 градусов.
Цементация в электролитическом растворе
Процесс обработки подразумевает под собой помещение заготовок в раствор электролита. Изначально, он нагревается до 450–1050 градусов. Далее, в раствор подаётся напряжение в 150–300 вольт. Происходит обогащение металла углеродом.
Обработанные изделия (Фото: Instagram / zubixdetal)
Преимущества нитроцементации перед цементацией
- Смещаются критические точки превращений к более низким температурам. Это позволяет снизить температуру процесса до 810-850оС. Такая температура, по сравнению с температурой цементации (910-1050оС) приводит к гораздо меньшим короблениям изделий;
- Из-за относительно невысоких температур процесса, аустенитное зерно при нитроцементации может вырастать гораздо меньше, чем при науглероживании в процессе цементации;
- Процесс нитроцементации в ряде случаев проходит гораздо быстрее, чем процесс цементации. При этом чаще всего, нет необходимости делать закалку с повторного нагрева, как при цементации.
Плюсы и минусы нитроцементации
Среди плюсов нитроцементации можно подчеркнуть высокую технологичность процесса, простоту и удобство регулировки показателей. Выбирая режим температур, состав смеси газа и, а именно, время обработки, легко можно настраивать толщину насыщаемого слоя в зависимости от предъявляемых требований. Невысокая температура обработки уменьшает риск деформации изделия и облегчает последующую закалку, потому как нужно только небольшое время для уменьшения температуры заготовки. Аналогичным образом уменьшается время технологического цикла производства продукции. Отделанные изделия имеют большое качество поверхности и отличные физико-механические свойства. У низколегированных сталей после обработки встречается увеличение устойчивости к коррозии.
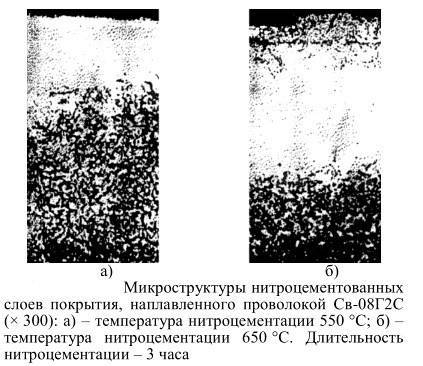
Микроструктура нитроцементованных слоев
Среди большинства хороших свойств нельзя забыть, что аналогичная методика металлобработки имеет и минусы. Очень большой недостаток такой разновидности нитроцементации, как цианирование – высокая ядовитость элементов производства. Для насыщения азотом и углеродом применяются цианистые соли натрия и кальция, которые считаются очень ядовитыми веществами.
Менее серьёзный недостаток, который во многих сферах применения считается несущественным – несколько очень высокая хрупкость металла после обработки. Но потому как изменения затрагивают только сравнительно тоненький слой, эта характеристика считается незначительной и нивелируется очень высокой сопротивляемостью материала к изнашиванию.
При изготовлении деталей, нуждающихся в цианировании и следующей закалке нужно неукоснительно выполнять очередность и время выполнения частей тех. процесса. Так закалка обязана делаться тут же после завершения процесса насыщения, потому как вторичный нагрев заготовки приводит к оттоку молекул азота от обработанной поверхности. Уменьшение концентрации азота может составлять до 60%.
Как мы говорили, невысокая температура обработки позволяет соединить в едином процессе несколько вариантов обработки. Детали после завершения процесса насыщения просят короткого отрезка времени на подстуживание для последующей закалки в масле. Аналогичным образом, закалку в масле можно делать конкретно в нитроцементационной печи.
Все разновидности нитроцементации засчет ускорения насыщения стали углеродом если сравнивать с цементацией дают преимущество во времени обработки до 50-60%. Аналогичным образом, важные достоинства нитроцементации заключаются в сокращении времени производства с наименьшим риском негативного влияния на геометрию деталей. Одновременно повышаются рабочие качества благодаря присутствию азота.
Состав смеси газа очень просто настраивать как до, так и в процессе обработки. Сильно уменьшается время нагрева составляющих процесса, так как газ, подаваемый в камеру, может уже иметь нужную температуру.
Потому как процессы нитроцементации и цементации технологически аналогичные, для них может применяться одно и тоже оборудование, что значительно облегчает переход на иной ассортимент товаров или изменение технологии производства.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Свойства и применение цианированных сталей
Стали, которые прошли обработку методом цианирования, резко отличаются от обычных увеличением параметра усталостной прочности, предела выносливости. Область применения таких сталей разнообразна:
- конструкции строительные сварного типа;
- переплеты фонарные, а также оконные в зданиях промышленного назначения;
- различные мелкие метизы: шайбы, собачки, заклепки, звездочки, муфты – все то, что эксплуатируется при температуре до –40 градусов по Цельсию;
- шестерни, валы в механизмах, где присутствует трение.

Это интересно: Особенности закалки различных видов стали – способы, температура, прочие нюансы
Основные дефекты при нитроцементации
В процессе нитроцементации могут возникать дефекты обрабатываемых деталей.
Отслаивание
Это явление возникает при насыщении поверхности детали углеродом и связано со слишком низкими температурами или быстрым нагревом. В первом случае содержание углерода по направлению к центру выравнивается слишком медленно. При быстром нагреве содержание углерода резко снижается по мере удаления от поверхности детали. Такие резкие изменения провоцируют отделение цементованного слоя от изделия в виде отслаивания оболочки.




Грубозернистый излом
Грубозернистость обрабатываемого слоя может быть обусловлена несколькими факторами: перегревом, передержкой при закаливании, переизбытком углерода в цементованном слое из-за высокой или изменяющейся температуры при обработке. Эти дефекты можно устранить повторной закалкой. Грубозернистость сердцевины может возникнуть из-за слишком низкой температурой закалки. А если речь идет о низколегированных или углеродистых сталях, то этот дефект может объясняться слишком большими размерами деталей, что не позволяет достаточно прокалить сердцевину.
Мягкая поверхность
Этот дефект поверхности обработанных изделий обуславливается рядом нарушений процесса нитроцементации (возникновение пустот при набивке деталей, возникновение корки графита на поверхности детали). Такой изъян может вызывать и дефект закалки, связанный с низкой скоростью охлаждения или с образованием паровой рубашки. При азотировании мягкие пятна связаны с обработкой необезжиренных деталей.
Малая толщина насыщенной пленки
Такой дефект возникает при низкой температуре азотирования. Изъян крайне опасен, так как выявить обычными методами контроля его невозможно. Но устранить проблему можно повторной процедурой с соблюдением температурного режима.
Повышенная хрупкость
Связана с азотированием обезуглероженной поверхности. Последняя образуется на детали при термической или горячей обработке давлением. Этот слой необходимо механически удалить.
Твердость азотируемой поверхности немного ниже твердости слоя, лежащего непосредственно под поверхностью. При такой обработке высоконагруженных частей необходимо отшлифовать верхний слой, тем самым удаляя его.






