

Цинкование в домашних условиях
Своими руками возможно провести лишь две методики цинкования — холодную и гальваническую. Именно эти способы просты, доступны, не требуют больших финансовых вложений.
Гальванизация изделий
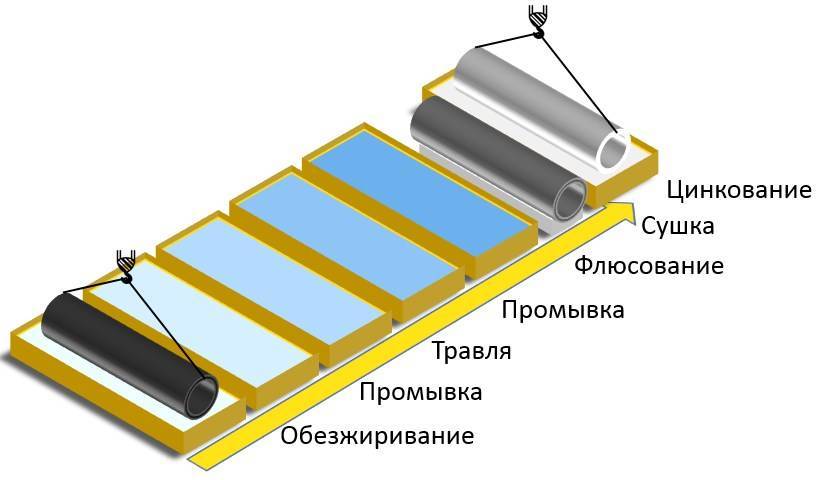
Перед электрохимическим цинкованием нужно хорошо подготовить деталь. Для этого ее промывают, чистят, протравливают, обезжиривают. Все действия требуют точности, аккуратности. Как источник тока можно использовать обычный автомобильный аккумулятор или зарядное устройство на 6 – 12 Вольт, 2 – 6 Ампер.
На наличие сколов, дефектов, толщину покрытия сильно влияют исходные данные поверхности (рельефность, сложность изгибов), плотность тока на единицу площади, температура раствора электролита. В качестве последнего выступает любая цинковая соль, которая может растворяться в воде.
Лучше всего работает такой раствор:
- цинк сернокислый — 400 г;
- магний либо сернокислый аммоний — 100 г;
- уксуснокислый натрий — 30 г;
- вода — 2 литра.

Можно взять обычный аккумуляторный электролит (вода и серная кислота) и вводить порошок цинка, пока не прекратится реакция. Работать следует только в хорошо проветриваемом помещении с применением перчаток, респиратора, очков.
Деталь помещают в стеклянную посуду (можно заменить винилпластиковой), закрепив на краю емкости. Электролит процеживают, заливают в посуду. Затем делают химическое активирование — изделие помещают в раствор на 10 секунд, достают, промывают водой. После можно приступать к процедуре цинкования.
Готовят цинковый электрод — в любом кусочке цинка сверлят отверстие, продевают медную проволоку, подвешивают в емкости. Желательно, чтобы по площади поверхность электрода была равна детали, которую нужно обрабатывать. Подключают медные провода к источнику питания, минус подводят к самому изделию. Так воздействуют на деталь 10 – 40 минут. В итоге получится качественное цинковое покрытие.
Самостоятельное холодное цинкование
Наносить покрытие в виде краски еще проще. Краска сама по себе — специальная форма цинка, поэтому эффективность процедуры будет довольно высокой.
Для начала надо купить основной материал, внимательно ознакомившись с содержанием цинка (обычно от 85 %)
Если на упаковке указано, что состав чувствителен к качеству подготовки основания, важно провести ее тщательно. Для некоторых красок требуется разведение растворителем или последующая обработка финишными покрытиями

Средства в спреях уже готовы к применению. Остальные материалы реализуются в двухупаковочной форме: в одном флаконе находится цинковый порошок, во втором — жидкий связующий компонент. Согласно указанным пропорциям эти компоненты смешиваются (обычно от 1:1 до 1:3). Перемешивать средство нужно очень хорошо, так как из-за большой плотности состав постоянно расслаивается. Начинать работать можно только, предварительно убедившись в однородности массы.
Нанесение на деталь осуществляется при температуре +5…+40 градусов, влажность не должна быть ниже 30 %. Перед работой надевают защитные очки, перчатки, респиратор, помещение регулярно проветривают. Наносить средства нужно валиком, кистью, краскопультом, после полного высыхания (сутки) разрешено окрашивать изделие любыми подходящими средствами.
Если наносить оцинковку в 2 слоя, давая первому просохнуть 30 минут, срок службы изделия составит не менее 10 лет. Кроме окрашивания, допускаются и иные методы обработки. Так, зачастую мастеров интересует, можно ли варить черные металлы после оцинковки? Технология холодного цинкования предполагает последующую сварку, поэтому стоит уточнить, как приварить деталь, и произвести работу.










Применяя технологию цинкования, можно надежно защитить изделия от коррозии. В итоге есть шанс своими руками создать крепкое покрытие и серьезно сэкономить на повторной покупке изделий.
Горячее цинкование: что это такое и немного истории
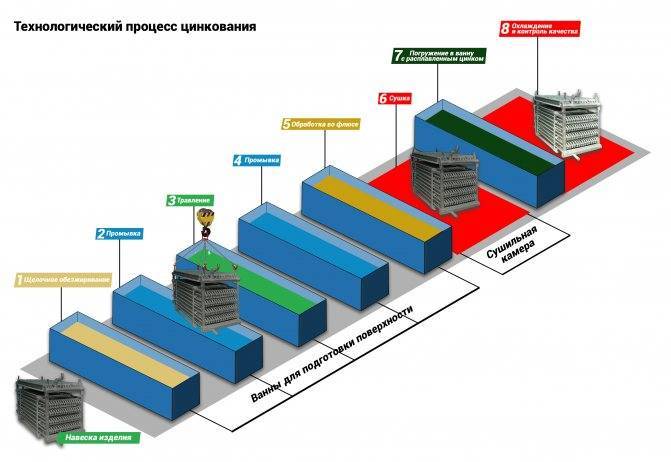
Горячее цинкование – покрытие металлического изделия слоем цинка для защиты от коррозии с помощью его погружения в ванну с расплавленным цинком. Температура металла — 450 градусов по Цельсию.
Основоположником горячего цинкования является Поль Жак Малуэн (французский химик). Именно он в 1742 году додумался «искупать» стальные детали в расплавленном цинке. О своем открытии Поль объявил в Королевской академии.
И лишь спустя почти целую сотню лет эта технология была модернизирована и запатентована. Таких успехов смог добиться Сорель в 1836 году, доказав эффективность метода путем множественных исследований.
Преимущества холодного цинкования
Из всех способов защитить любой металл от коррозии является обработка его поверхности цинковым покрытием. Хорош в этом плане горячий или электрохимический метод цинкования. Но в связи с технологическими сложностями (высокая стоимость процесса, сложность проведения и прочее) эти методы не всегда успешно применяются. В этом случае холодное цинкование металлических поверхностей является лучшей альтернативой, которая имеет ряд преимуществ, за счет использования разных растворов для цинкования.
Но какие преимущества дает использование краски кумиксан? Прежде всего – это отсутствие каких-либо ограничений по объему обрабатываемых изделий. Будет обработано именно столько поверхностей, сколько необходимо. При этом чтобы обработать изделия составом для холодного цинкования не нужно демонтировать и доставлять их на место проведения процесса. Все работы можно сделать непосредственно на территории объекта.
Весь процесс нанесения краски для оцинковки металла производится в оптимальном диапазоне температуры: от -20 до +40 градусов, в то время как само покрытие холодный цинк способно выдерживать гораздо больший диапазон: от -60 до + 120 градусов. При этом оно эластичное, а поэтому не подвергается деформации и эффективно выполняет защитные функции. Процесс обработки холодным способом позволяет использовать различные составы для цинкования.
Сам процесс соответствует требованиям ГОСТа 9.305-84. Его можно выполнить самостоятельно, без привлечения сложного и дорогого оборудования. Плюс к этому – низкая стоимость обработки.
Гальваническое цинкование
Гальваническое цинкование (также называется электролитическим) — это электрохимический метод антикоррозионной обработки металлических деталей. По факту является самым распространённым, хотя и не наилучшим. Распространённость гальванического цинкования связана с тем, что обработанные детали имеют презентабельный внешний вид. Они получаются блестящими, яркими, и могут иметь оттенки от белого, до серебристого с голубым.
Технология заключается в следующем. Обрабатываемую деталь (необязательно металлическую, то есть, токопроводящую) погружают в электролит, в котором содержится цинк. Такая жидкость обладает способностью проводить электрический ток. Когда он протекает через электролит, цинк, являющийся анодом в данном случае, разрушается, и его ионы оседают на поверхности обрабатываемой детали.
Преимущества гальванического цинкования:
- презентабельный внешний вид защитного покрытия;
- тонкий слой цинка (10-20 мкм), что позволяет обрабатывать прецизионные детали;
- равномерность оцинковки;
- сравнительно низкая себестоимость процесса;
- возможность обработки неметаллических предметов, которые не могут выдержать, например, процесса горячего цинкования;
- способность к самовосстановлению;
- достойная прочность удержания цинка на поверхности.
Недостатки:
- слишком малая толщина слоя цинка для интенсивной эксплуатации изделий в агрессивной среде (имеется в виду вне сухих помещений);
- абсолютная неустойчивость к механическим нагрузкам;
- низкая общая коррозионная устойчивость.
В силу перечисленных плюсов и минусов гальванический метод цинкования востребован только в тех сферах, где больше требуется презентабельный внешний вид, либо временная защита от коррозии (например, на период складского хранения или транспортировки). Поэтому он считается больше декоративным, нежели защитным.
4 Параметры домашнего гальванического цинкования
Факторы, определяющие добротность покрытия:
- Плотность тока – величина силы тока, поделенная на площадь поверхности изделия. Должна быть 0,5–10 А на 1 квадратный дециметр (оптимально 1,5 А/дм2). Регулятором напряжения добиваются не слишком бурного протекания реакции. Если с поверхности изделия пузырьки будут идти чрезмерно активно, то покрытие получится неровным и слабым.
- Температура электролита должна быть комнатной (18–25 °С).
- Плотность электролита – варьируется в широком диапазоне (от нуля и до величины растворимости солей цинка).
- Геометрия изделия – у детали сложной формы, в зависимости от удаления различных ее фрагментов от цинкового электрода, может быть существенная разница в толщине покрытия разных участков (слабое покрытие в углублениях, а на острой кромке образуются наросты).

Исходя из выше описанного, целесообразно расстояние до электрода увеличить, использовать 2 цинковых анода, деталь покрутить, поэкспериментировать. Цинкование возможно проводить в 2 или 3 слоя с сопутствующим удалением образовавшихся наростов.
Дефекты гальваники
Дефекты покрытия значительно ухудшают как защитные свойства, так и внешний вид изделий. Причин для образования дефектов чаще всего две: это нарушение технологических операций в процессе цинкования и недостаточно высокое качество поверхности металла. Однако существуют и другие причины. Далее перечислены основные и наиболее серьезные дефекты гальванических покрытий, причины их возникновения и пути предотвращения данных проблем.







Недостаточная адгезия
Недостаточная адгезия чаще всего приводит к необходимости выполнять оцинковку заново, что несет дополнительные материальные затраты. Недостаточное сцепление может наблюдаться между основным металлом и покрытием. Причиной чаще всего является брак в процессе подготовки поверхности.
Качество обезжиривания нужно проверить на партии деталей, которые очищаются вручную, тем самым добиваясь полной смачиваемости. Затем осуществляют следующие операции: травление и активация, растворы для которых также следует проверить и при необходимости заменить. Если этого недостаточно, то рекомендуется произвести анализ основного электролита, выяснить есть ли в нем примеси.

Процесс гальванического цинкования
Причинами отслаивания основного покрытия от подслоя является:
- недостаточная промывка после меднения или декапирования;
- подслой меди имеет пятна на поверхности.
Для исключения данной проблемы следует выполнять регулярные испытания на общую адгезию.
Питтинг
Питтинг представляет собой язвы и полости в металле, начинающиеся образовываться с поверхности изделий. Внешне питтинг проявляется с образования углублений на поверхности металла. Питтинги возникают в основном в защитном слое в местах различных дефектов.
Питтинг нередко путают с питтинговой коррозией, представляющей собой коррозию металла, в результате которой в металле и образуются питтинги. Подобный дефект требует повторного нанесения покрытия или забраковки детали.
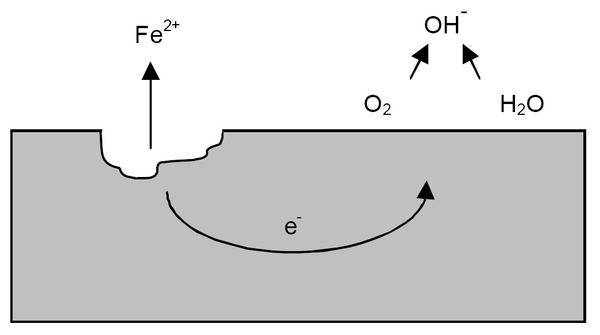
Механизм возникновения коррозионных ям — питтинга, под воздействием кислорода. Фото Википедия
Питтинговая коррозия образуется при наличии в электролите посторонних примесей, при завышенной плотности тока, недостаточном перемешивании, пониженной температуры и pH. Для устранения данных проблем следует выполнить проработку электролита, введение смачивателя, дополнительное смешивание, снижение плотности тока, повышение температуры и pH.
Шероховатость
Шероховатость покрытия встречается достаточно часто. Для возникновения данной проблемы существует две категории причин:
- те, которые образуются на предварительном этапе — некачественно выполненная подготовка изделий: шлифовка, очистка;
- те, которые возникают в процессе нанесения покрытия: наличие в электролите твердых частиц, нарушение технологических режимов.
В первом случае от исполнителя требуется выполнить дополнительную обработку поверхности, а во втором — осуществить фильтрацию и коррекцию электролита.
Неоднородности внешнего вида
Неоднородности внешнего вида подвержены детали с блестящим покрытием, выражается она в матовых пятнистых участках неправильной формы и разных размеров. Причинами для этого служит чрезмерное травление и нарушение пропорции компонентов электролита или присутствие примесей. Кроме этого, существует еще одна причина — повышенная пористость покрытия.
Хрупкость покрытия
Хрупкость покрытия может быть вызвана наличием в электролите органических загрязнений, высокой концентрацией цинка, недостаточным количеством циана или щелочи или значительной температурой электролита. Для этого следует выполнить анализ электролита.
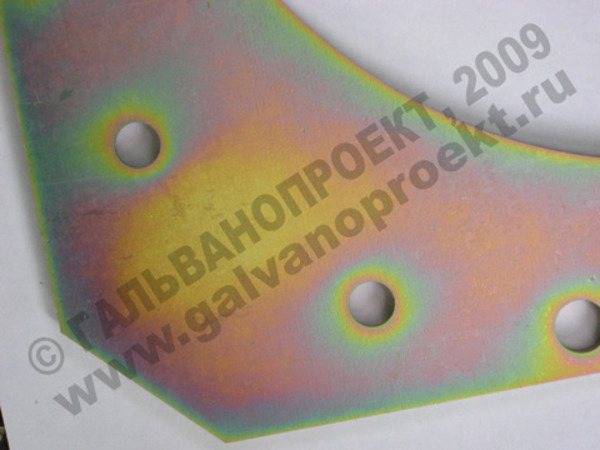
Качественное гальваническое цинковое покрытие с радужным хроматированием. Фото ГальваноПроект
Темный цвет
Темный цвет покрытия вызывается наличием в электролите примесей.
Таким образом, основной причиной дефектов является несоблюдение режимов технологических процессов. Поэтому следует быть бдительным, осуществлять жесткий контроль всех операций.









ХОЛОДНОЕ ЦИНКОВАНИЕ МЕТАЛЛА
Защита металла от коррозии. Холодное цинкование металлоконструкций.
Технология холодного цинкования металла известна с середины ХХ века. Впервые в промышленных масштабах для защиты от коррозии этот метод был применен в Австралии в 1942 г.: трубопровод Морган Вьялла был покрыт цинк-силикатным составом вручную кистью и валиком. Это покрытие сохранилось до наших дней, толщина его практически не изменилась. И, по словам специалистов, оно прослужит еще неопределённо долгое время. Необходимо заметить, что условия эксплуатации этого трубопровода можно отнести к экстремальным – сильные перепады дневных и ночных температур, засушливый климат, морская (агрессивная) атмосфера. Сегодня технология холодного цинкования металлоконструкций с использованием цинк-силикатных составов широко используется в мостостроении, для защиты от коррозии строительных конструкций, стальных элементов дорожной инфраструктуры, портовых сооружений, им защищают конструктивные элементы речных и морских судов, нефтедобывающих морских платформ и т.д. Метод не заменим для защиты металла от коррозии больших и массивных конструкций, которые невозможно оцинковать другим способом из-за их габаритов.
В цинк-силикатную композицию «Кольчуга» входят две составляющие: цинковый порошок и силикатное связующее (силикат натрия). Перед нанесением композиции цинковый порошок (с размером частиц от 3 до 7 микрон) вводится в жидкий силикат натрия. Вся смесь тщательно перемешивается и наносится на защищаемую поверхность кистью, валиком, краскопультом, как обычные ЛКМ. Подготовка поверхности проводится в соответствии с инструкцией по применению.
Преимущества метода холодного цинкования металлоконструкций с использованием цинк-силикатного состава «Кольчуга»:
- Низкая стоимость, весь процесс окраски производится на месте, что позволяет вести параллельно другие работы, сократить сроки строительства, простои оборудования; простота утилизации отходов, окрасочное оборудование промывается обычной водой;
- Сочетание трех механизмов защиты от коррозии: барьерного, ингибиторного, катодного;
- Это единственный способ, позволяющий обрабатывать металлы толщиной менее 2 мм;
- Высокая ремонтопригодность: восстановление первоначального покрытия на сварных швах и участках повреждений непосредственно на месте эксплуатации объекта; возможность нанесения на горяче оцинкованную поверхность;
- Экологичность: неорганическая основа покрытия (силикат натрия) при полимеризации не выделяет вредных веществ, не имеет запаха, не токсична, взрыво-пожаробезопасна;
- Хорошая декоративность: множество оттенков серого цвета от почти черного до почти белого. Совместимость со многими декоративными финишными красками.
Применяя холодное цинкование металлоконструкций с композицией «Кольчуга», вашим объектам гарантирована долговечная и надежная защита от коррозии. Срок службы покрытия 30 и более лет в атмосферных условиях всех климатических зон.
Зачем нужно цинкование
Покрытие цинком или цинкование — популярный способ защиты стали от коррозии. Наряду с иными анодными покрытиями (никелем, хромом) метод наиболее часто применяется для нанесения на:
- конструкции из железа, иных металлов;
- опоры ЛЭП;
- оборудование на судах, в портах;
- дорожные ограждения.

Оцинковка используется в автомобильной промышленности: при помощи тонкого слоя цинка производят защиту деталей мото-, автотехники, кузова легкового автомобиля. Применяется цинкование и в нефтедобывающей, газодобывающей промышленности — для обработки труб, в том числе самых крупных трубопроводов. Технология используется в производстве метизов, проволоки, сетки, батареек, закладных, арматуры, металлопроката, прочих стальных изделий.
Коррозия меняет структуру металла, приводит его в непригодность. Созданная цинковая серебристо-белая пленка работает не только на поверхности, а и насыщает верхние слои металла, что усиливает антикоррозионную защиту.
Особенности и преимущества
Смысл проведения цинкования заключается в создании так называемой гальванической пары со сталью или иным основным металлом. У цинка высокая степень отрицательного заряда (у стали намного ниже). При воздействии агрессивной среды на поверхностный слой цинка химические реакции практически исключены — изделие оказывается надежно защищенным от повреждения.
Эффективная защита металлоконструкций и деталей сохраняется, пока толщина слоя цинка достаточная. После истончения оцинковки результативность покрытия снижается, так как на месте покрытия формируется слой гидроксида цинка, а его протективные свойства низкие.

Основное свойство цинкового слоя — барьерная защита металлических изделий. Но оцинковывать детали рекомендуется и ради электрохимической протекции, для улучшения внешнего вида конструкций. Метод цинкования имеет преимущества и недостатки.
Достоинства технологии:
- возможность провести процесс в домашних условиях;
- низкая стоимость цинка;
- возрастание прочности изделия;
- стойкость к перепадам температур, действию химии, физическим факторам;
- повышение срока службы конструкции;
- неподверженность окислению.
К минусам относится необходимость наличия специального оборудования, приспособления для проведения цинкования. При цинковании поверхности своими руками нельзя в будущем подвергать ее механической обработке — слой цинка будет стираться.

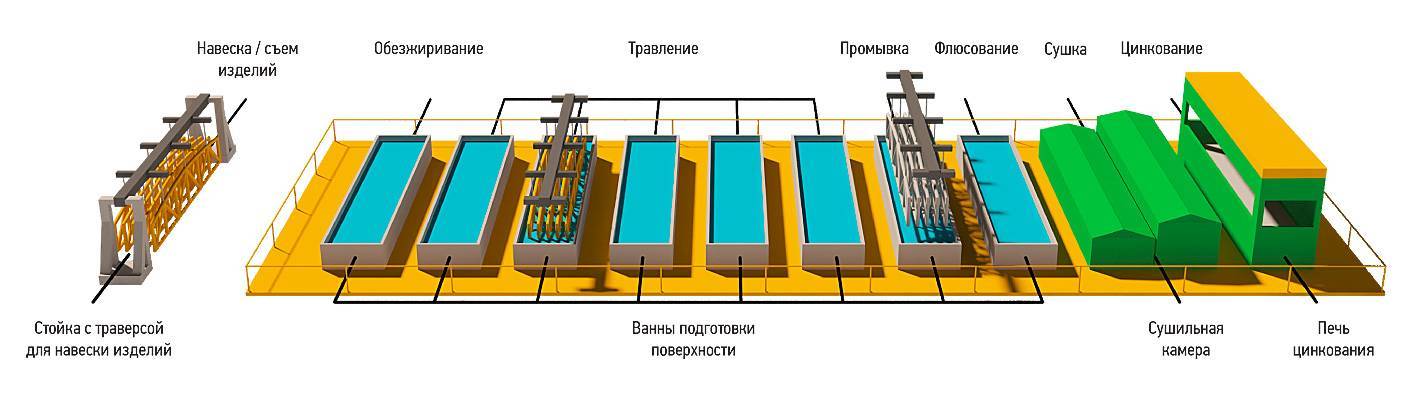
4 Технология и оборудование гальванического цинкования на производстве
На производстве электролитическое цинкование включает следующие технологические процессы, производимые с изделиями:
- Очистка их от окалины, ржавчины, смазочно-охлаждающих и лакокрасочных составов. Химическая обработка в обезжиривающих и щелочных растворах.
- Промывка водой в проточной ванне.
- Электролитическое обезжиривание.
- Промывка.
- Травление в растворе воды и соляной кислоты. Позволяет удалить оставшиеся окалину и ржавчину без растворения основного металла. При этом происходит декапирование поверхности – активация перед цинкованием.
- Промывка.
- Само цинкование.
- Промывка.
- Может проводиться осветление в растворе воды с азотной кислотой для снятия окисной пленки.
- Промывка.
- Может проводиться фосфатирование.
- Промывка.
- Может проводиться пассивация электролитическим хроматированием (и/или хроматирование распылением).
- Сушка.

В зависимости от типа изделия и соответствующей технологии некоторые этапы промывки могут проводиться щеточно-моечным способом. Могут быть дополнительные операции. Например, гальваническое цинкование полосы начинают с ее разматывания, сварки концов, а затем правки. Заканчивают – промасливанием и сматыванием.









В соответствии с типом покрываемых изделий и объемом производства применяют различные гальванические линии и сопутствующее им дополнительное оборудование. Эти линии представляют из себя определенную последовательность промывочных и технологических ванн, необходимых для создания однослойных либо многослойных цинковых покрытий с требуемыми функциональными свойствами. Все гальваническое оборудование по степени механизации классифицируется на:
- механизированные линии с полностью автоматическим управлением;
- с возможностью частичного ручного управления;
- линии с полностью ручным обслуживанием;
- мини-линии.

В комплект поставки линии, в зависимости от ее модели, помимо ванн входят:
Отличия от горячего цинкования
Методика холодного цинкования имеет ряд отличий от горячего способа, делающих её более популярной. Одним из главных плюсов является возможность решения проблем с коррозией качественно и безопасно. К остальным достоинствам относят:
- Принцип нанесения цинкосодержащего состава. При горячем способе металлоконструкции погружают в заполненную цинковым сплавом ёмкость, ограничивающую размеры детали. Крупные предметы удобнее обрабатывать холодным методом, напоминающим покраску;
- Температуру, при которой наносится состав для холодного цинкования – не больше 40 градусов, то есть более чем в 10 раз меньше по сравнению с горячим методом. В большинстве случаев подходят даже стандартные комнатные условия;
- Возможность регулирования качества покрытия. Так, при использовании горячей методики исполнитель работ регулирует только температуру, получая практически непредсказуемый результат. Холодное цинкование требует аккуратности, но позволяет получить более эстетичный вид.
Преимущества холодной обработки металла дополняются меньшей стоимостью работ. А единственным минусом можно назвать только увеличение времени на их выполнение. Зато холодное цинкование своими руками может проводиться даже в домашних условиях – без использования специализированного оборудования и специальных условий.

Суть и назначение процесса цинкования металла
Цинк является основным компонентом специальной химической смеси, которой принято покрывать изделия из металла во избежание развития коррозионных процессов. Повышенная влажность, воздействия механического характера, химические реакции – все это может спровоцировать окисление поверхности металла, однако оцинкованные изделия гораздо меньше подвержены коррозии.
Поверхность изделия будет сохранять свой первоначальный вид до тех пор, пока не разрушится полностью верхний цинковый слой. В местах, где цинк подвергается наиболее сильному воздействию, под влиянием молекул воды и кислорода образуется защитный слой гидроксида, который также сохраняет целостность металла.
Цинкование алюминия и других видов металлов происходит с использованием разных методов, однако наибольшее влияние на эффективность результата данной процедуры оказывает класс толщины цинкового слоя, который определен по ГОСТ 14918-80.
| Класс толщины | Масса м2 площади покрытия (с двух сторон), г | Толщина цинкового слоя, мкм |
|---|---|---|
| Повышенный (П) | От 570 до 855 | От 40 до 60 |
| 1 | От 258 до 570 | От 18 до 40 |
| 2 | От 142,5 до 258 | От 10 до 18 |
Технологический процесс, схема покрытия металла цинком
- Данная технология представляет собой электролитический химический процесс — электролиз.
- К двум, находящимся в емкости с электролитом, металлам: стальным деталям и чистому цинку подводится электрический ток посредством специальных электродов.
- Цинк используется любой формы (пластины, шары), загружается в специальные сетчатые контейнеры.
- Анод (цинк) в процессе электролиза растворяется, ионы цинка оседают на стальной поверхности изделий, формируя покрытие с толщиной 4-20 мкм.

Гальваническое цинкование
- Растворение цинковых анодных электродов осуществляется в результате прохождения электрического напряжения через электролит с катодной плотностью 1-5 А/дм.
- Для защиты деталей от коррозии в метизном производстве, сегодня применяются три метода гальванического цинкования: щелочное, кислотное и цианидное.
- Наиболее распространенной технологией цинкования является метод гальванического цинкования в электролитах со слабокислой средой. Эта технология обеспечивает высокую степень укрываемости и качественный внешний вид цинковой поверхности. Благодаря этому методу снижается склонность цинкуемых деталей к водородной хрупкости и появляется возможность цинковать изделия сложной конфигурации из стали и чугуна.
Для каких целей металлоконструкции подвергают оцинковке
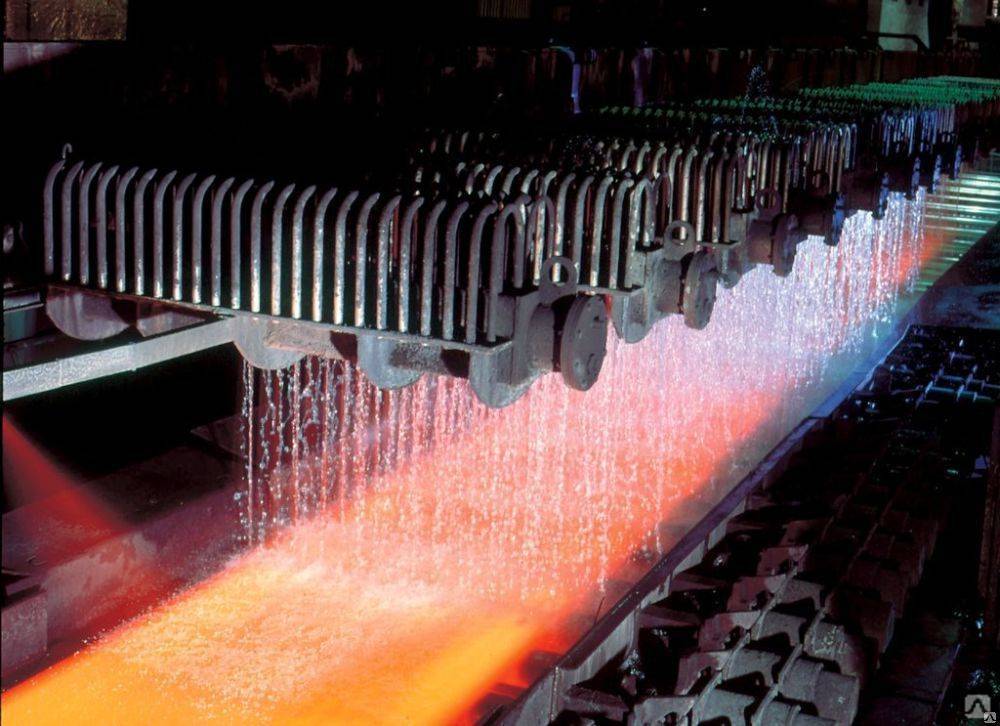
Процесс подразумевает наложение тонкого слоя цинка, перед нанесением поверхность обрабатывается механическими и химическими способами. Покрытие обеспечивает защиту не только барьерную, но и электрохимическую реакцию. Горячее цинкование используется в большинстве случаев при работе с металлами, так как оно наиболее подвержено градирующим процессам. Способ горячего цинкования является наиболее приемлемым, так как имеет сбалансированную стоимость процесса, высокий результат.

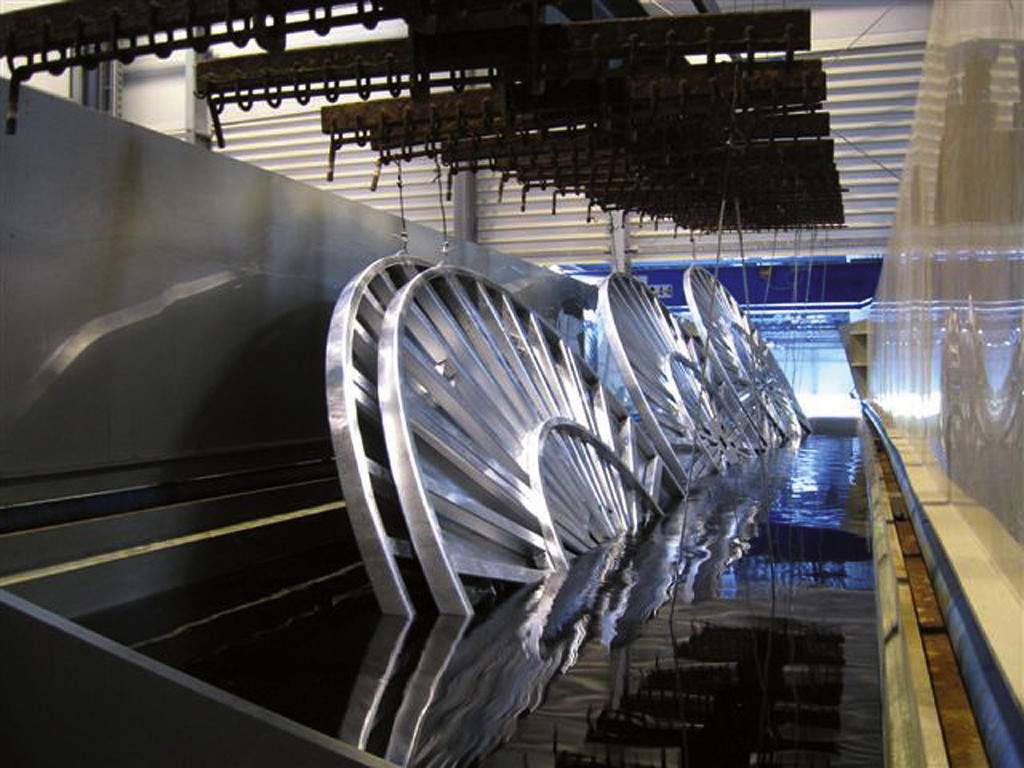
Способ горячего цинкования на производстве
Основное назначение цинкования – повышение прочности металлоконструкции. Оцинкованную деталь не нужно окрашивать для защиты от коррозии, в совокупности процесс приближен к стоимости окраски, но имеет больше преимуществ.
Гальванический метод цинкования
Зато гальванический метод цинкования придает оцинкованой поверхности чрезвычайно привлекательный вид.
Он состоит в том, что через ванну с электролитом течет ток, причем анодом служат цинковые пластины, а катодом — изделия из стали. Под действием тока цинк растворяется в электролите, и его ионы оседают на железе. В результате получается тонкая (от 4 до 20 микрон) пленка, которая не только защищает сталь от коррозии, но и придает поверхности эстетичный внешний вид. Поверхность, покрытая гальваническим цинком может приобрести (в зависимости от своей толщины) сине-голубой, светло-серый или матово-белый металлический блеск. Главными достоинствами такого покрытия будет равномерность его толщины по всей покрываемой поверхности.
Но за этими плюсами идут и свои минусы: тонкое и красивое гальваническое покрытие будет не стойким к истиранию, а увеличение его толщины будет чревато тем, что сталь в процессе гальваники может приобрести заодно и т.н. «водородную хрупкость». Тем не менее, гальваническое цинкование. в силу своей малой себестоимости очень часто используется для антикоррозионной защиты разных видов крепежа, металлических изделий и декоративных элементов.










Технология гальванического цинкования
- Изначально деталь обезжиривают, промывают.
- Затем происходит травление в растворе соляной кислоты с удалением загрязнений, ржавчины, солей и окалины.
- Конструкции, подвергаемые цинкованию, и цинковые пластины погружаются в ванну с электролитом. Пластины и конструкции подключаются к источнику постоянного тока. Во время электролиза цинковый анод растворяется, и оседает на поверхности стального изделия.
- Затем идет промывка и осветление в азотной кислоте с удалением окисных пленок, дополнительная промывка.
- Пассивация с нанесением дополнительного защитного слоя.
- Промывка и сушка гальванически оцинкованных изделий.
- Контроль внешнего вида изделия.
Горячее цинкование
 Покрытие горячим цинком осуществляется по ГОСТ 9.307-89 «ЕЗСКС, Покрытия горячие цинковые. Общие требования и методы контроля». Выписка из ГОСТ 9.307-89 (п.2.Требования к покрытию):
Покрытие горячим цинком осуществляется по ГОСТ 9.307-89 «ЕЗСКС, Покрытия горячие цинковые. Общие требования и методы контроля». Выписка из ГОСТ 9.307-89 (п.2.Требования к покрытию):
2.1. Внешний вид покрытия
2.1.1. При внешнем осмотре поверхность цинкового покрытия должна быть гладкой или шероховатой, покрытие должно быть сплошным. Цвет покрытия от серебристо-блестящего до матового темно-серого.
2.1.2. На поверхности изделий не должно быть трещин, забоин, вздутий.
2.1.3. Наличие наплывов цинка недопустимо, если они препятствуют сборке. Крупинки гартцинка диаметром не более 2 мм, рябизна поверхности, светло-серые пятна и цвета побежалости, риски, царапины, следы захвата подъемными приспособлениями без покрытия до основного металла не являются дефектами.
Допустимо восстановление непокрытых участков, если они не шире 2 см и составляют не более 2% общей площади поверхности. Непокрытые участки защищают слоем цинкосодержащего лакокрасочного покрытия (минимальная толщина 90 мкм, массовая доля цинка в сухой пленке 80%-85%) или газотермическим напылением цинка (минимальная толщина 120 мкм).
Принцип работы цинкования
Способ защиты от ржавчины имеет в качестве основы химический процесс окисления. Большинство металлов на воздухе вступают в реакцию с кислородом, в результате поверхность покрывается пленкой, которая начинает играть защитную роль. Исключением из этого ряда выступает железо и его сплавы, они образую пленку рыхлого состава, которая не защищает, а, наоборот, способствует дальнейшему окислению материала и его разрушению. Для того, чтобы защитить сталь и другие металлические материалы на основе железа используется цинк. Он образует с Fe гальваническую пару, и в силу большей активности первым начинает окисляться, образуя пленку, которая служит защитой поверхности.
Толщина пленки получается разной в зависимости от технологии, может быть тонкой — от 6 мкм или плотной – до 1,5 мм.
Преимущества
Содержит грунт глубокого проникновения — благодаря чему материал ложится на поверхность не коркой, а впитывается в металл и становится одним целым с поверхностью. Отличная укрывистость, высокая адгезия к цветным и черным металлам и финишным покрытиям. После нанесения образует прочное эластичное покрытие, устойчивое к вибрационным, ударным нагрузкам.
| Содержит грунт глубокого проникновения для высокой защиты металла |
| Позволяет работать по ржавой и влажной поверхности металла |
| Формула «Тройная защита»: водостойкость, химстойкость, антикоррозийность |
| Устойчиво в агрессивной среде: нефтепродукты, кислоты, соленая вода, реагенты |
| Наносится от -30°С до +35°С и влажности до 90% |
| Не требует предварительного грунтования |
| Срок службы покрытия от 25 лет |
| Покрытие эластично, устойчиво к вибрационным, ударным нагрузкам |
| Срок хранения материала до 10 лет в невскрытой таре |





