

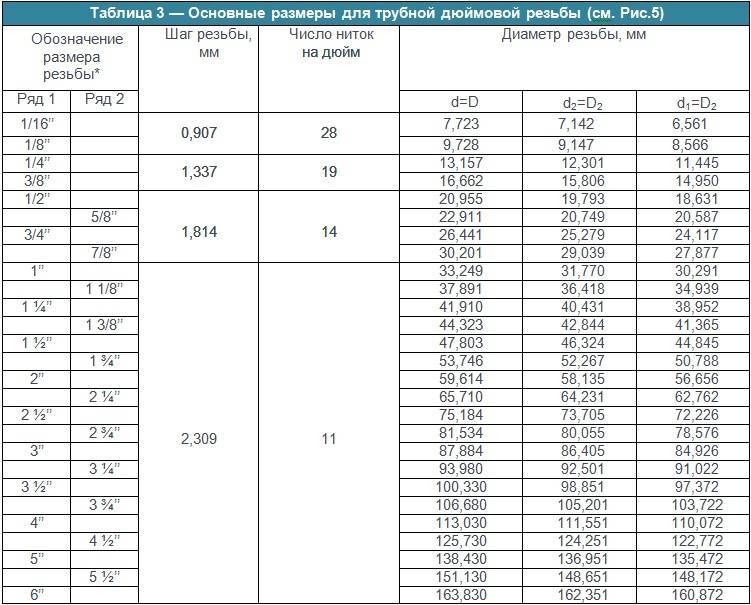
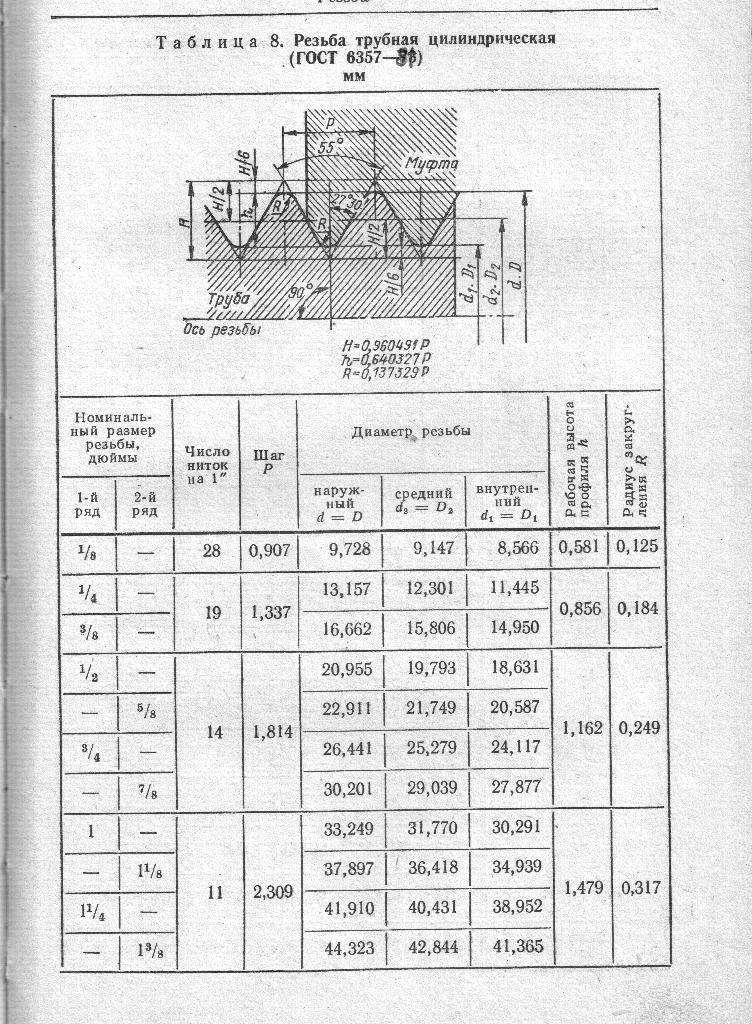
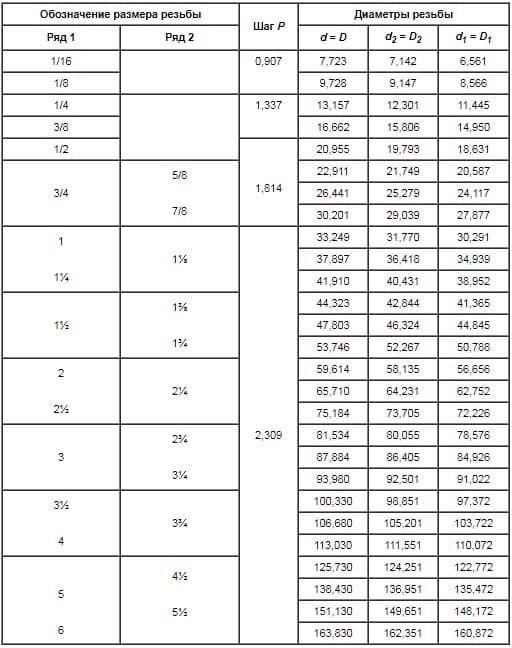
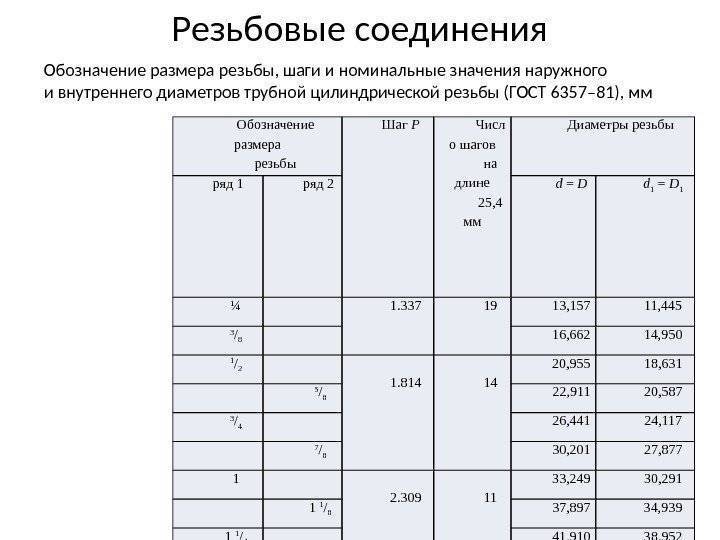
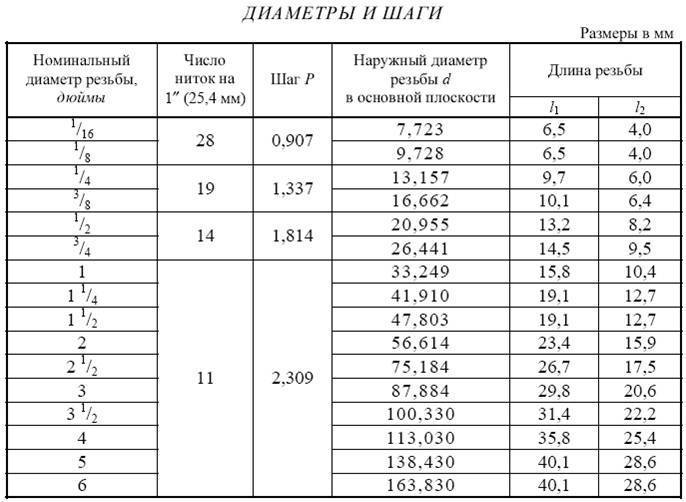
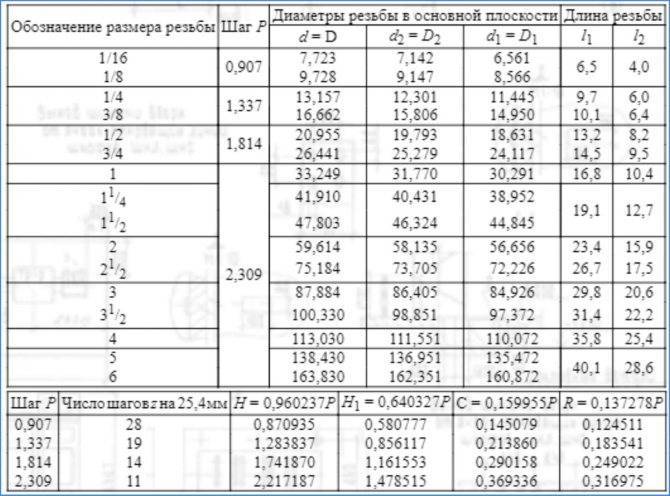
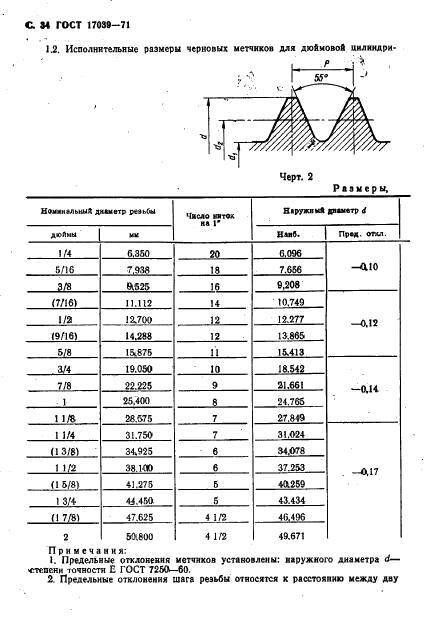
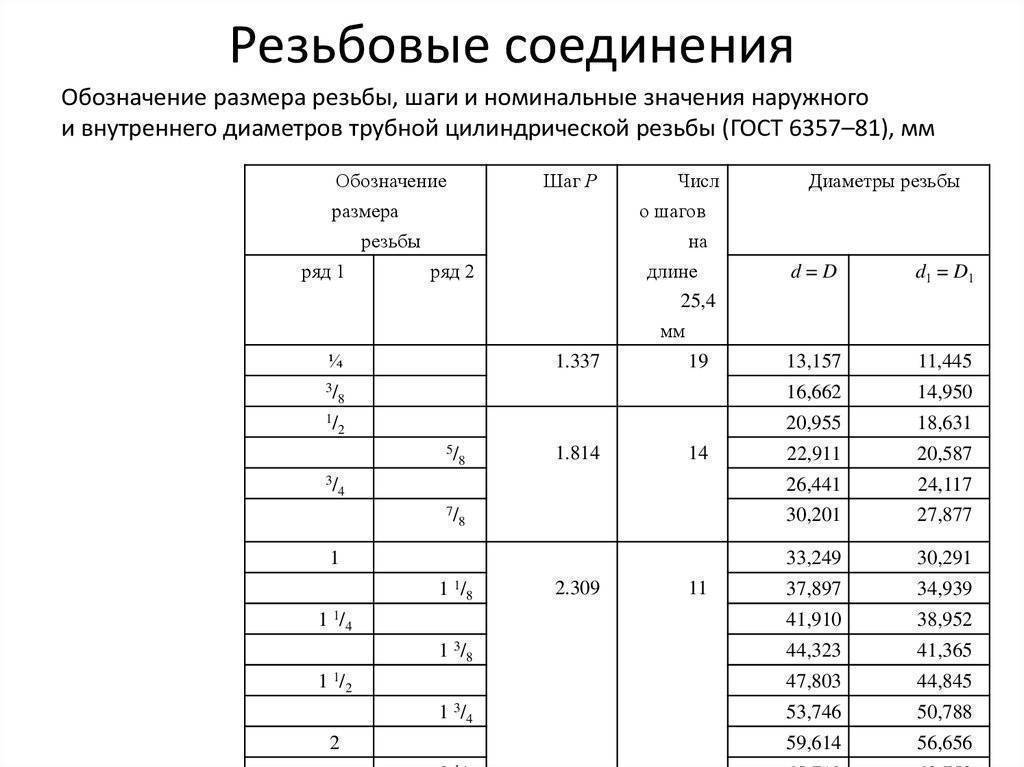
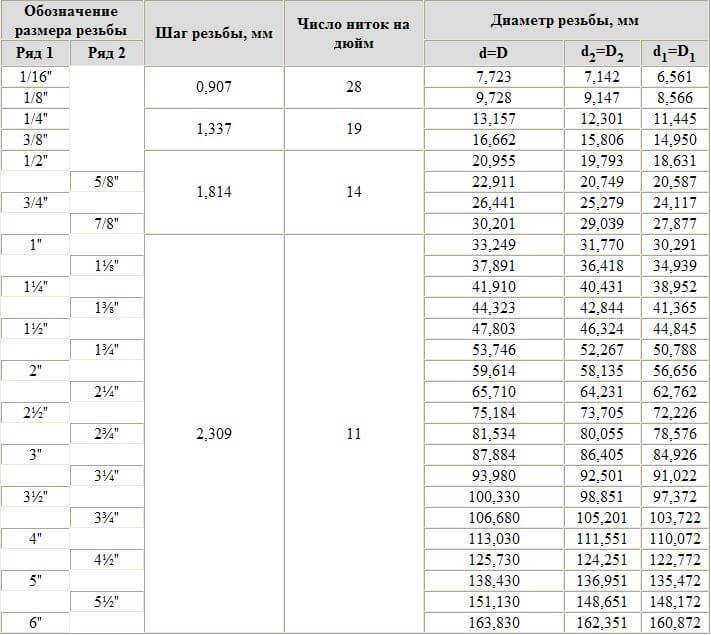
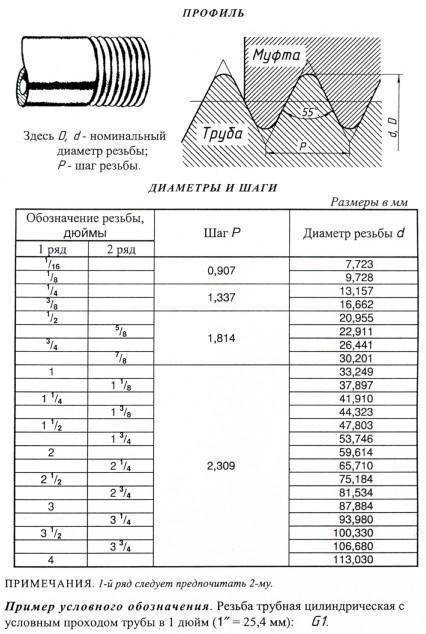
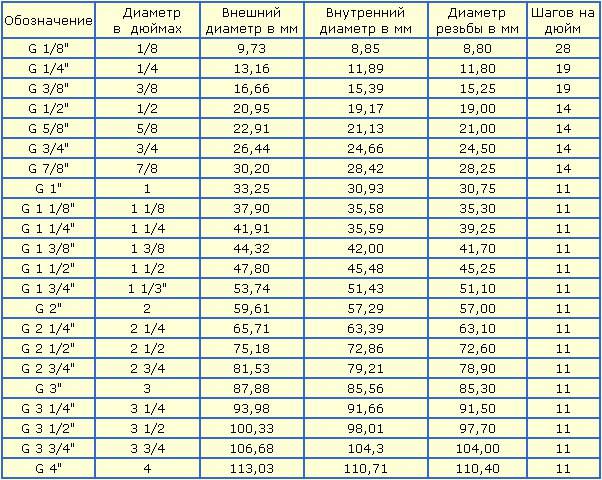
Цилиндрическая дюймовая резьба
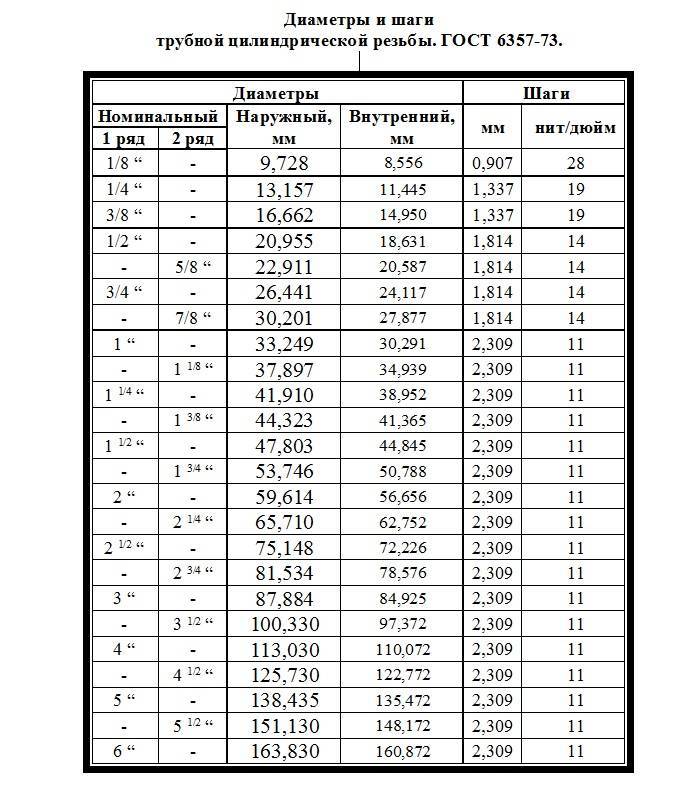
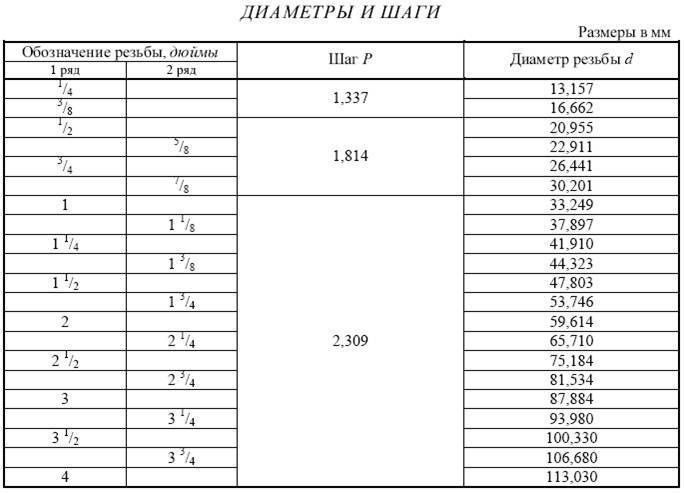
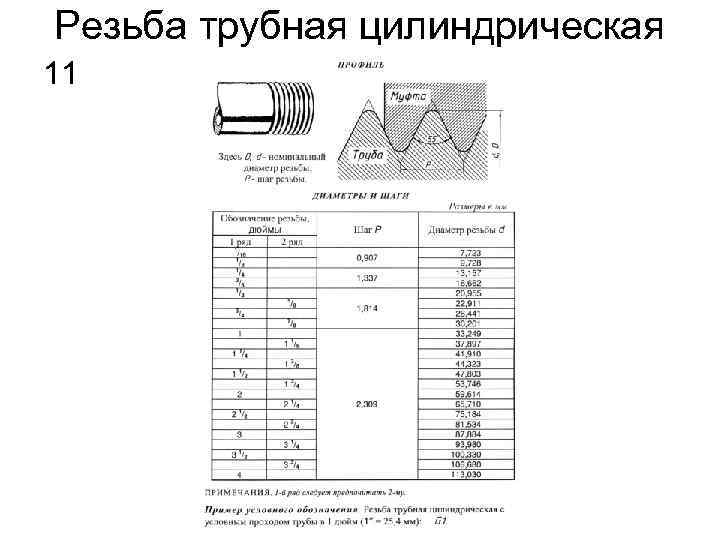
Согласно ГОСТ наружный или внутренний диаметр не изменяется на протяжении всего нарезанного участка. Наносится на крепеж различного диаметра. Позволяет выполнить надежное соединение деталей одинакового размера.Технические характеристики обозначены в ГОСТ 6357-81.
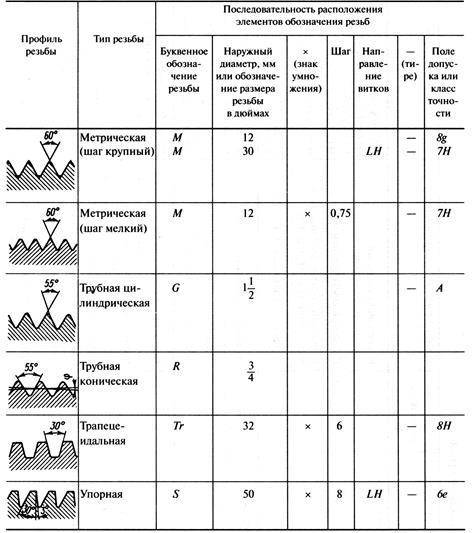
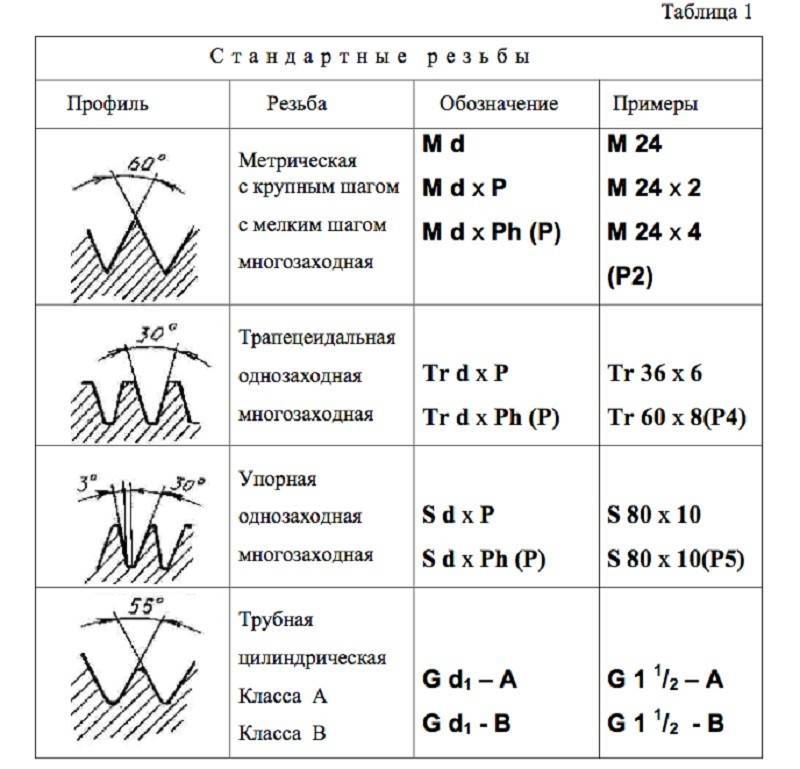
Сечение профиля представляет собой равнобедренный треугольник. Боковые стороны расположены под углом 55 градусов по отношению друг к другу. На вершине треугольника выполнено закругление. По своей форме оно соответствует конфигурации канавок. Для определения размеров производители наносят на изделия следующие обозначения:
- G – резьба дюймовая цилиндрической конфигурации;
- 1, 2, 3 –обозначение класса точности;
- A, B – расположение резьбы. Наружная или внутренняя;
- LH –обозначение левостороннего направления витков.
После буквы “G” производители указывают обозначение внутреннего диаметра в дюймах. Учитывая эти обозначения, удается быстро определить требуемые размеры.
Таблицы размеров дюймовых и метрических мелких и крупных резьб
Теперь мы представим сравнительные табличные данные. Сразу укажем, что невозможно и нецелесообразно в рамках одной данной статьи предоставлять все нормативные документы, поскольку узнать исчерпывающую информацию по всем типоразмерам можно в соответствующих ГОСТах. Мы представим самые распространенные. Сначала отметим, что шаг бывает:
- более 68 мм;
- до 68 мм включительно.
Отсюда приведем два списка с рассматриваемой маркировкой и указанием в миллиметрах:
| Обозначение | Укрупненная спираль, мм |
| М1 | 0.25 |
| М1.2 | 0.25 |
| М1.4 | 0.3 |
| М1.6 | 0.35 |
| m1.8 | 0.35 |
| m2 | 0.4 |
| М2.2 | 0.45 |
| М2.5 | 0.45 |
| М3 | 0.5 |
| М3.5 | 0.6 |
| М4 | 0.7 |
| М5 | 0.8 |
| М6 | 1.0 |
| М8 | 1.25 |
| М10 | 1.5 |
| М12 | 1.75 |
| М14, 16 | 2.0 |
| М18, 20, 22 | 2.5 |
| М24, 27 | 3.0 |
| М30, 33 | 3.5 |
| М36, 39 | 4.0 |
| М42, 45 | 4.5 |
| М48, 52 | 5.0 |
| М56, 60 | 5.5 |
| М64, 68 | 6.0 |
Отличия от метрической
И так как все развитие резьбового инструмента пришлось преимущественно на Великобританию и ее колонии, то использовалась дюймовая система исчисления
Интересно, что само слово произошло из голландского языка и означает большой палец, потому что в Англии измеряли все, принимая во внимание части человеческого тела. Поэтому английский дюйм – это ни что иное как ширина большого пальца руки или 1/12 часть фута, то есть мужской стопы
Исчисление весьма интересное, особенно исходя из того, что все люди, мягко говоря, разные. История умалчивает, ноги и руки какого «эталонного» англичанина подвергались измерению.
Сейчас, безусловно, все соответствия между мерами длины давно запротоколированы, и математики всех стран сошлись на том, что в 1 единице находится ровно 2 сантиметра и 54 миллиметра. Можно даже рассчитать шаг для дюймовой резьбы без таблицы. Но этого можно не делать вручную, ведь вся конвертация из одной меры в другую уже проведена.
Так появилась указанная нами в заглавии шкала. Но зачем ее менять на метрическую? В 1801 году Э. Уитни сделал увлекательное представление, целью которого было доказать, что всему миру необходима полная взаимозаменяемость деталей – как внутри одной страны, так и между государствами. Так он положил на стол несколько полных комплектов для сборки одинакового оружия, но разного производства. А затем собрал один готовый мушкет из разных запчастей – по одной из каждой кучки. С этого момента появилась и затем внедрялась идея унификации, которая воплотилась в сегодняшних нормативных документах: ГОСТ, ДСТУ, DIN, ISO и других.
Интересен тот факт, что из-за постоянного соперничества Великобритании и Франции, первые «вставляли палки в колеса» индустриальному развитию. Они давали неверную информацию, делали так, чтобы французы могли собирать английскую технику и машины только инструментом, привезенным из Англии. Но после революции система была усвоена и переведена на привычную для Франции метрическую. А в России, кстати, сам Менделеев был противником древнерусских измерений с локтями, саженями, аршинами и прочими единицами.
Метры распространили по Европе именно французы во время завоеваний Наполеона. Но так как в Англию он не заходил и не покорял ее, то там осталась привычная дюймовая, как и во всех колониальных странах – в Америке, Японии, Канаде, Австралии. К слову, сами американцы и англичане называют ее имперской.
Вроде бы понятно, что разница только в методике исчислений, но есть и отличительные черты в нанесении резьбовых соединений, а именно:
- профиль;
- порядок вычисления шага и хода.
Также может меняться угол нарезки – он обычно составляет 55 градусов, а в более привычной нам метрической – все 60. На самом деле на уровне небольших гаек и болтов этот наклон фактически незначительный, но все же для крепкого стыка рекомендовано подбирать крепежную пару соответствующих координат.
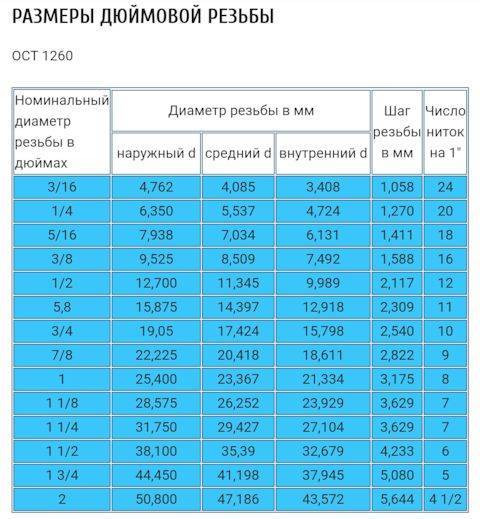
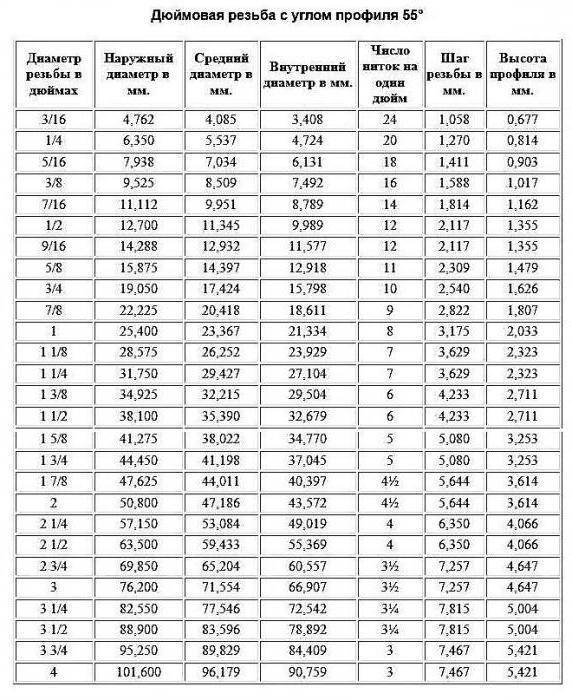
Выше мы сказали, что с конвертацией из одного исчисления в другое математики уже определились, соотношение составляет 1 к 2,54 сантиметрам. Опять вдаваться в историю производства метизов не будем, а просто упомянем как факт, что при переделке маркировок с английской на французскую манеру используется не стандартный параметр, а специальный – трубный. Один такой дюйм (международное сокращение и то, как обозначается дюймовая резьба, – двойной апостроф – ?) равен 3,324 см. Отсюда и делаем вывод, что порядок вычисления является особенным. Так, например, диаметр 3/4? = 25 мм. Приведем краткую таблицу их соотношений в двух системах:
| значение | наружный d, мм | внутренний d, мм |
| 3/16 | 4,762 | 3,408 |
| 1/4 | 6,35 | 4,724 |
| 3/8 | 9,525 | 7,492 |
| 1/2 | 12,7 | 9,989 |
| 3/5 | 19,05 | 15,798 |
| 1 | 22,225 | 21,334 |
| 1; 1/2 | 38,1 | 32,679 |
Хочется отметить, что такая маркировка смотрится лаконичнее.
Поговорим о стандартах Америки и Европы
Если на бытовых коммуникациях постепенно отказываются от применения стальных труб, заменяя их на пластиковые или полипропиленовые, то в промышленности, особенно там, где используются опасные газы и жидкости с высокой температурой, давлением, огне-, пожароопасные необходимы трубопроводы, гарантирующие безопасность персонала и потребителей. В этих случаях на монтаже отдельные плети стальных магистралей соединяют конусной резьбой.

Самые распространенные зарубежные стандарты, регламентирующие форму и характеристики соединений npt:
- DIN 2999;
- BS 10255, BS 1600;
- ANCI/ ASME B 36. 10 M.
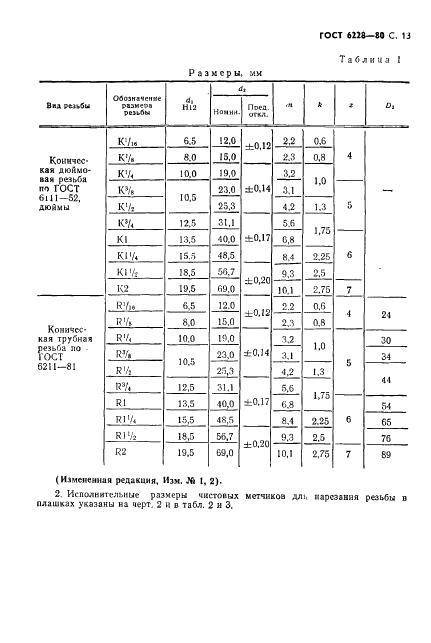
Действующий в Российской федерации Гост 6111- 52 «Резьба коническая дюймовая с углом профиля 60°» (ДКР) прописывает аналогичные параметры данного класса соединений разной конфигурации. Трубы с дкр снабжены конусообразным суженым штуцером, поэтому смежные элементы трубопроводов различного наполнения имеют максимально прочное соединение. Для водо-, газопроводных коммуникаций, изготовленных по ГОСТ 3262-75, конические соединения выполняют по ГОСТ 6111- 81.
Так как существует 2 вида размерности конусного соединения — в дюймах (США) и метрическая, то номенклатурное обозначение при метрической системе имеет аббревиатуру npr-E, при дюймовом — по умолчанию указывают npt. Норматив взаимозаменяемости конфигураций резьбы приведен в ГОСТ 6211- 81.
Коническое дюймовое сочленение применяется для магистралей, требующих особой прочности и уровня надежности — с взрыво-, пожароопасными, ядовитыми веществами, высокой температурой или давлением, выдерживающих большие статические и механические нагрузки, как трубопроводы нефти, газа, кислот, перегретого пара, в сфере машино- и станкостроения, при строительстве подземных переходов коммуникаций под автобанами. В быту такие соединения встречаются редко.
Почему измерение происходит в дюймах
Различие между измерением диаметра резьбы металлической трубы в миллиметрах и дюймах часто приводит к путанице, ошибкам и трудностям выбора нужного изделия. Согласно классической линейной системе измерения 1 дюйм равен 25,4 мм.
Для измерения металлических труб пользуются специальным трубным дюймом, равным 3,324 см. Его особенность и уникальность состоит в том, что он охватывает не только величину внутреннего диаметра, но учитывает стенки трубы.
Измерительной дюймовой системой исчисляются металлические газовые и водопроводные трубы, а для остальных видов применяется метрическая система измерения.
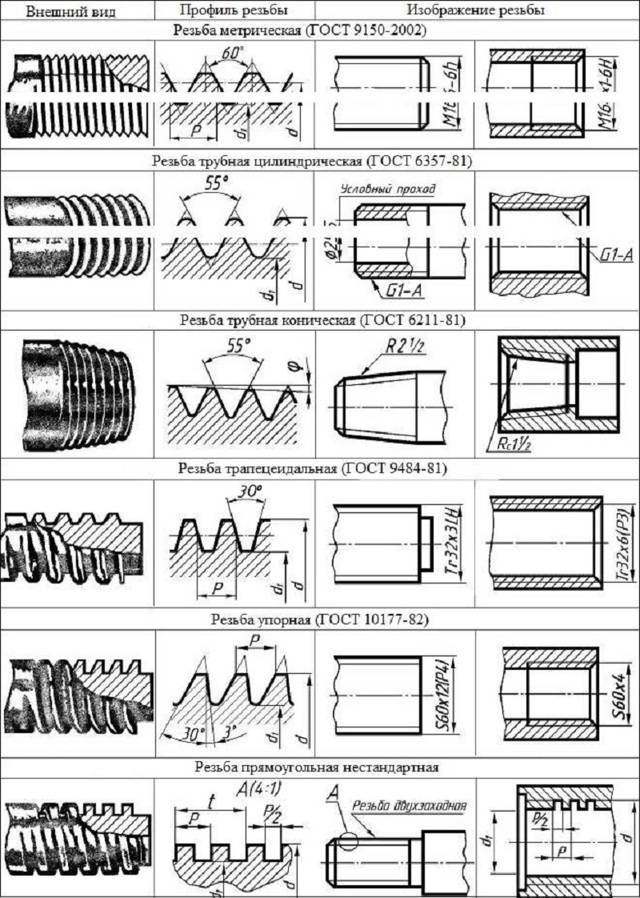
Параметры классификации трубной резьбы
Классификацию резьбовых соединений производят по разным параметрам. По способу нарезки можно сгруппировать на следующие виды:
- Тип поверхности расположения канавок – в виде цилиндра (цилиндрическая) или конуса (коническая).
- Расположение на изделии. Нарезают по наружной или внутренней поверхности.
- Число заходов спиральных углублений. Могут быть однозаходные и многозаходные.
- Профиль накатки. Это может быть прямоугольник, треугольник или трапеция. Чаще всего используется треугольный профиль, как самый прочный универсального назначения.
- Направление витков. Может быть прямоугольной или левосторонней.
- Единица измерения диаметров. Резьбовые соединения измеряются в метрической или дюймовой системе.
- Назначение. Могут быть крепежными, ходовыми, крепежно-уплотнительными и упорными.
Трубные резьбы, используемые при монтаже систем водоснабжения, отопительной сети и канализации, подразделяются на следующие виды:
- Цилиндрическая.
- Коническая.
- Дюймовая.
Область применение каждого вида профиля уточняется его техническими свойствами и характеристиками.
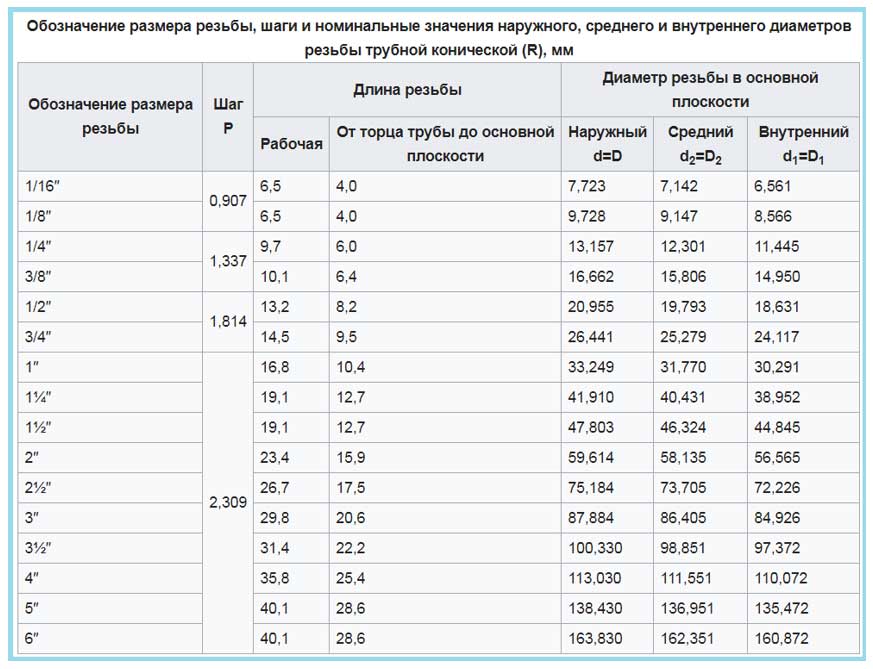
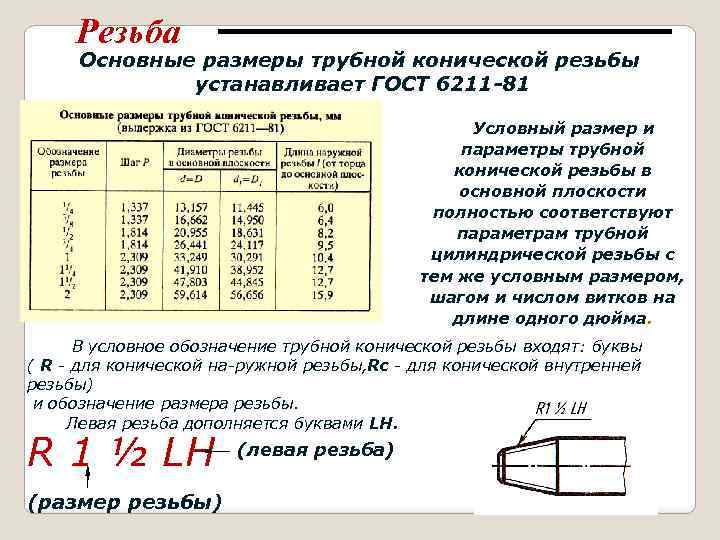
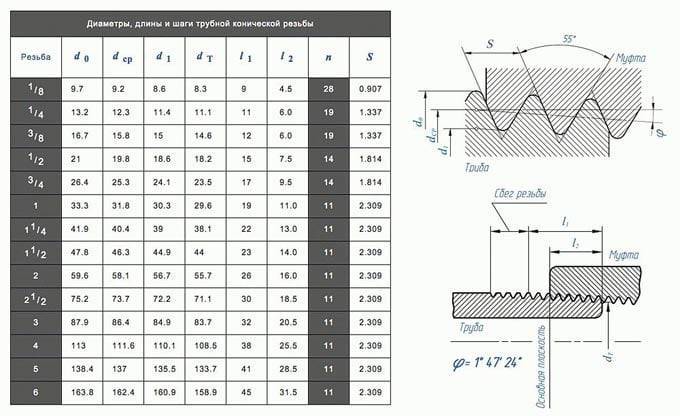
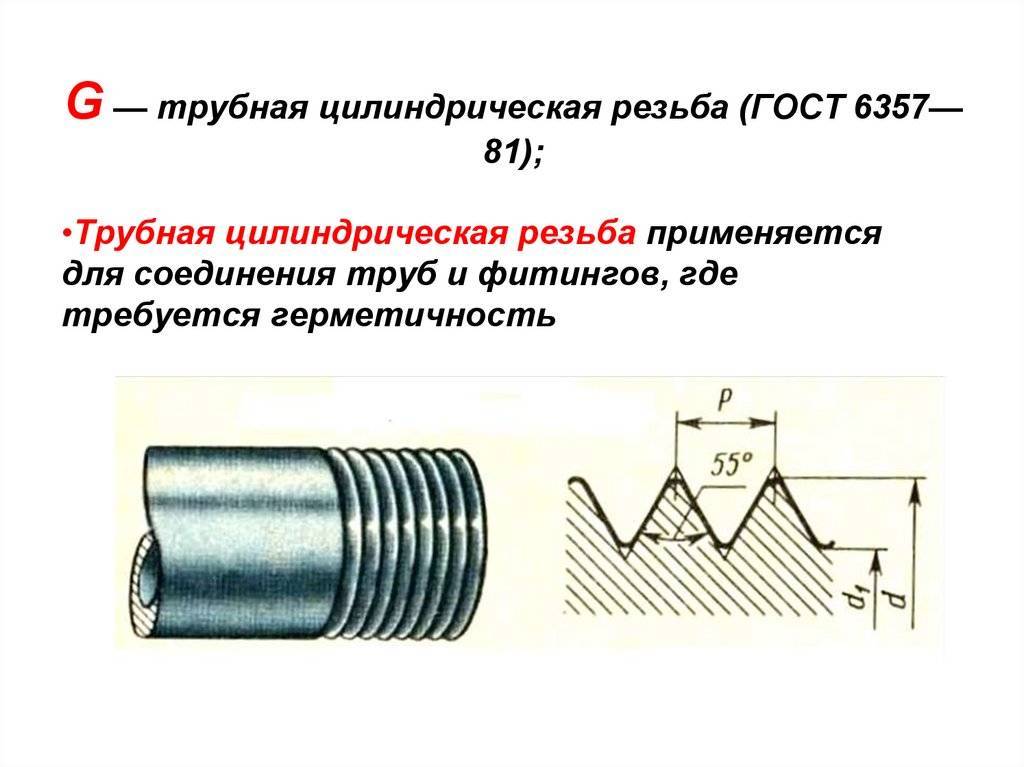
Коническая
Трубный профиль с нарезом в виде уменьшенного конуса называется конической резьбой.
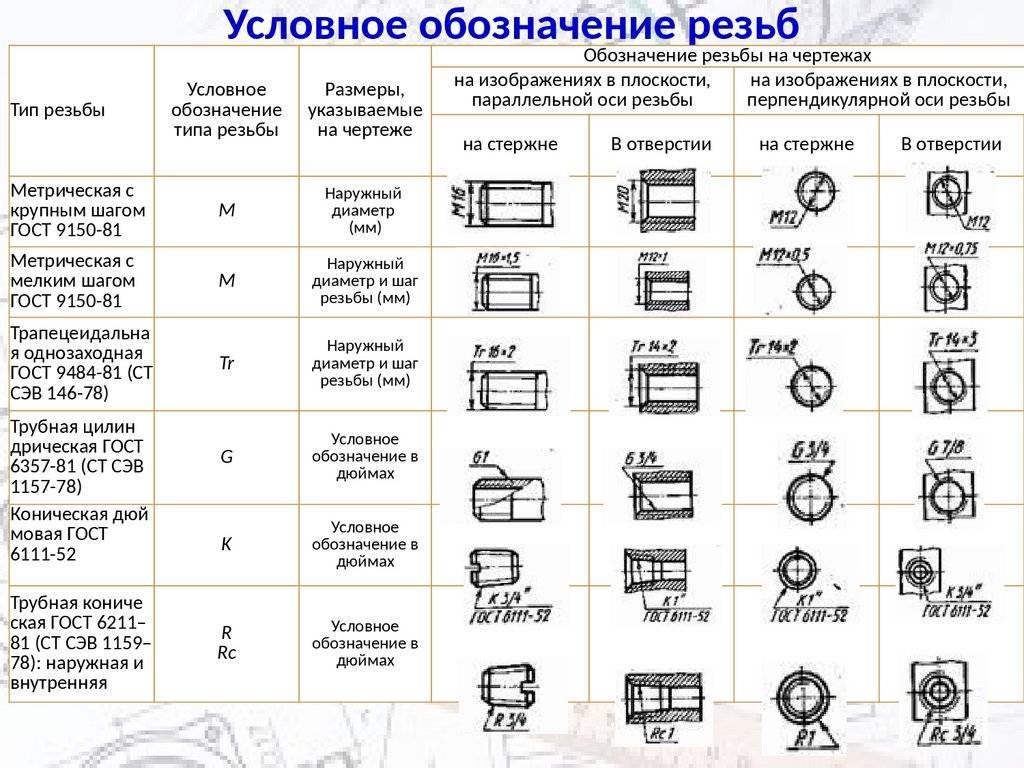
 На чертежах и монтажных схемах обозначается английской буквой G и измеряется в дюймах. Нарезка такого вида применяется для герметичности трубопроводов высокого давления, заполненных жидкостями или газообразными веществами. Коническая накатка обеспечивает прочное монолитное соединение изделий.
На чертежах и монтажных схемах обозначается английской буквой G и измеряется в дюймах. Нарезка такого вида применяется для герметичности трубопроводов высокого давления, заполненных жидкостями или газообразными веществами. Коническая накатка обеспечивает прочное монолитное соединение изделий.
В качестве примера можно привести гидропривод тяжелой техники, в котором маслянистая жидкость работает в условиях высокого давления. В этом случае в соединении узлов задействованы профили разного типа. Поэтому конические резьбовые соединения обозначаются показателем в виде дроби, где числитель – это внутренняя резьба, а внешняя – показана в знаменателе.
Круглая метрическая
К трубопроводной арматуре предъявляются высокие требования герметичности и разъемности соединений.
 Конструктивные особенности круглой метрической резьбы обеспечивают высокую сопротивляемость к внешним и внутренним усилиям, что значительно увеличивает срок службы всего узла.
Конструктивные особенности круглой метрической резьбы обеспечивают высокую сопротивляемость к внешним и внутренним усилиям, что значительно увеличивает срок службы всего узла.
Профиль по внешнему виду напоминает окружности, с вершинами и впадинами, соединенных под углом 90 градусов.
Круглой резьбой оборудуются следующие элементы:
- Смесители холодной и горячей воды.
- Сантехнические краны.
- Запорные вентили.
- Шпиндели.
Круглые нарезки можно использовать в деталях и элементах, эксплуатируемых в загрязненных средах.
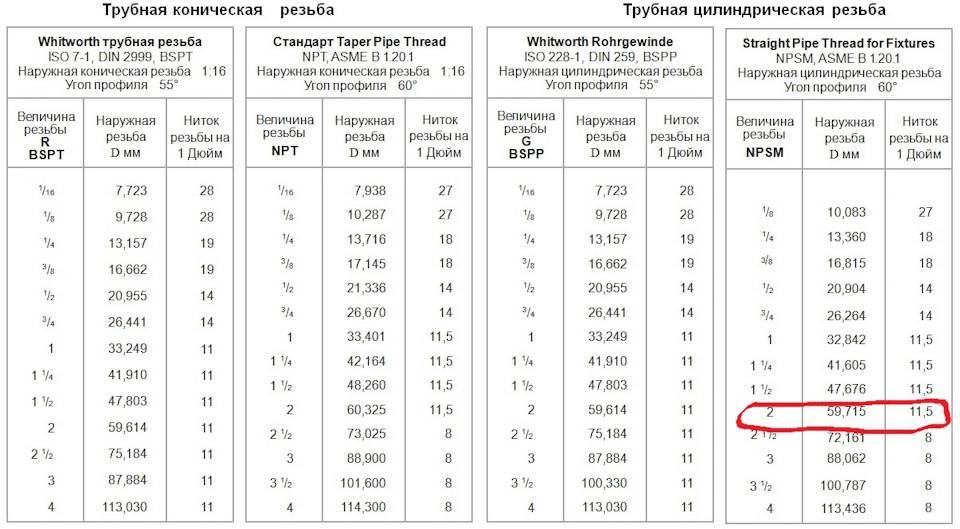
National pipe thread — NPT
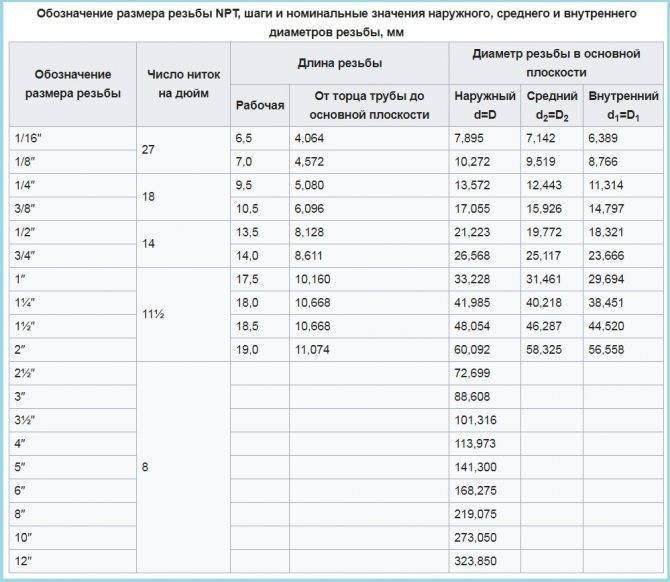
С маркировкой стандартами NPT (National pipe thread) сталкиваются при покупке сантехнической арматуры и изделий, произведенных в Америке. Резьба NPT соответствует ГОСТу № 6111.1952 года. Несмотря на свою давность этот стандарт применяется практически во всех странах СНГ. В этом документе содержится описание дюймовой конической резьбы с профилем в 60 градусов.


Резьба по стандарту NPT изготавливается в размерах от 1/16 до 24 дюйма. Следует учесть, что такой маркировкой обозначается пропускное сечение полости трубы, а не привычный измеритель — наружные диаметры подключаемых патрубков или штуцеров.
Таблица основных размеров конической дюймовой резьбы по стандартуNPTи ГОСТу 6111.
Правила обозначения американской дюймовой резьбы
Дюймовой американской резьбой все больше стали интересоваться в связи с популярностью на отечественном рынке приборов, машин и автомобилей, для сборки которых необходимы различные элементы крепежа ANSI (американской системы обозначения). Принятая в России система обозначения сильно отличается от правил обозначения, справедливых для дюймового крепежа.
В Америке используются для описания крепежа две системы стандартов:
- для материалов и механических свойств крепежа используют ASTM,
- для описания размеров и геометрии резьбового крепежа используется американский стандарт ANSI.
В них за единицу измерения длины приняты дюймы, поэтому она называется дюймовой, а для измерения силы – фунты. Именно поэтому потребителям сложно разобраться в обозначениях на импортных крепежных деталях. Чтобы правильно подобрать нужный крепеж, следует помнить, что сила указывается в фунтах, а длина – в дюймах; диаметр резьбы и прочие параметр размеров обозначают целыми числами или частями дюйма в зависимости от типа крепежа. К примеру, 1/6 или 1/2. Из этого правила есть исключения: если диаметр резьбы не превышает дюйма и не является целой дробью.
В американских стандартах использованы таблицы, где каждому диаметру присвоен свой номер, а для определенных диаметров есть и свои размеры шага резьбы. Шаг резьбы в американских стандартах – это число полных витков резьбы, которые помещаются на 1 дюйме стержня. Если крепеж имеет одинаковую длину, то это не значит, что у него одинаковые шаги. Шаги в таких случаях могут быть крупные (резьба UNC) или мелкие (резьба UNF). Чем крупнее шаг, тем меньше витков будет у резьбы на 1 дюйм. Чтобы легко подобрать крепеж, существуют специальные таблицы, которые помогут сориентироваться в непривычной для российских потребителей американской системе.
Параметры резьбы UNC и резьбы UNF приведены ниже:
| Номинальный размер | Наружный диаметр (мм.) | UNC, ниток на дюйм | UNF, ниток на дюйм |
| №0 | 1,524 | 64 | 80 |
| №1 | 1,778 | 64 | 72 |
| №2 | 2,184 | 56 | 64 |
| №3 | 2,515 | 48 | 56 |
| №4 | 2,845 | 40 | 48 |
| №5 | 3,175 | 40 | 44 |
| №6 | 3,505 | 32 | 40 |
| №8 | 4,165 | 32 | 36 |
| №10 | 4,826 | 24 | 32 |
| №12 | 5,486 | 24 | 28 |
| 1/4 | 6,35 | 20 | 28 |
| 5/16 | 7,937 | 18 | 24 |
| 3/8 | 9,525 | 16 | 24 |
| 7/16 | 11,113 | 14 | 20 |
| 1/2 | 12,7 | 13 | 20 |
Обозначение резьбы, как правило, включает в себя буквенное обозначение типа резьбы и ее номинальный диаметр. Иногда в обозначении приводятся:
- шаг резьбы (или TPI — threads per inch — число витков на дюйм),
- число заходов для многозаходной резьбы,
- диаметр отверстия под резьбу,
- направление (левое, правое).
Следует помнить, что 1 дюйм ≈ 25,4 мм.
Пример: болт с американской резьбой 1/4” – 28UNFх2 1/2”
В чем отличие метрической резьбы от дюймовой?
Дюймовая резьба – это резьба, все параметры которой выражены в дюймах, шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр самой трубы немного больше.
Дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Дюймовая резьба бывает следующих видов:
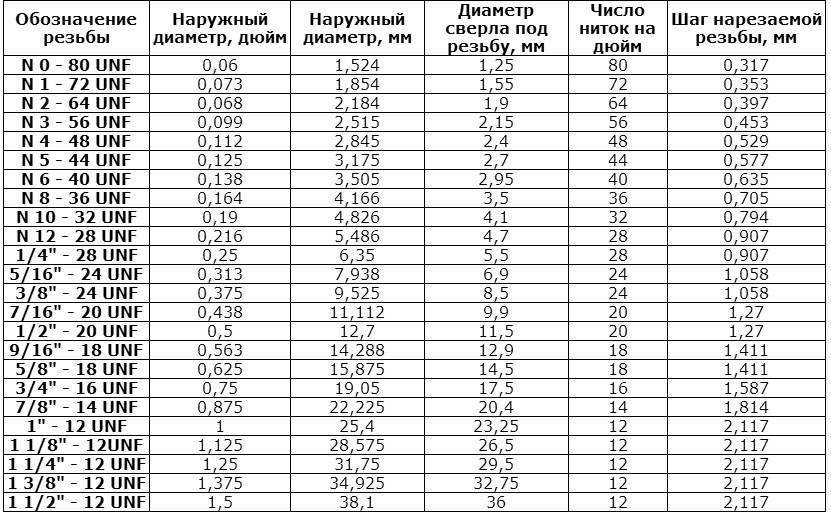
- Дюймовая цилиндрическая – UTS (Unified Thread Standard). Такая резьба широко распространена в США и Канаде. Угол при вершине у такой резьбы составляет 60 градусов. В зависимости от шага подразделяется на: UNC (Unified Coarse); UNF (Unified Fine); UNEF (Unified Extra Fine); 8UN; UNS (Unified Special). Наибольшее распространение получила резьба UNC. Такая резьба соответствует стандарту ANSI 1.
- Дюймовая резьба британского стандарта – BSW . Резьба с мелким шагом называется BSF (British Standard Fine). Угол при вершине у такой резьбы 55 градусов.
- Дюймовая коническая NPT или цилиндрическая NPS. Соответствует стандарту ANSI/ASME 20.1. Такая резьба применяется для трубных соединений. Имеет угол при вершине 60 градусов. В России такой резьбе соответствует ГОСТ 6111-52.
Наиболее часто в России в последнее время можно встретить крепёж с дюймовой резьбой UNC (унифицированная крупная резьба).
Такой крепёж часто встречается на ввозимой в нашу страну технике (газонокосилки, триммеры, генераторы, культиваторы, автомобили американской сборки и т.д.) из США, Китая и некоторых других стран.
При работе с дюймовым крепежом необходимо помнить, что размеры ключей для дюймового крепежа отличаются от ключей для метрического крепежа.
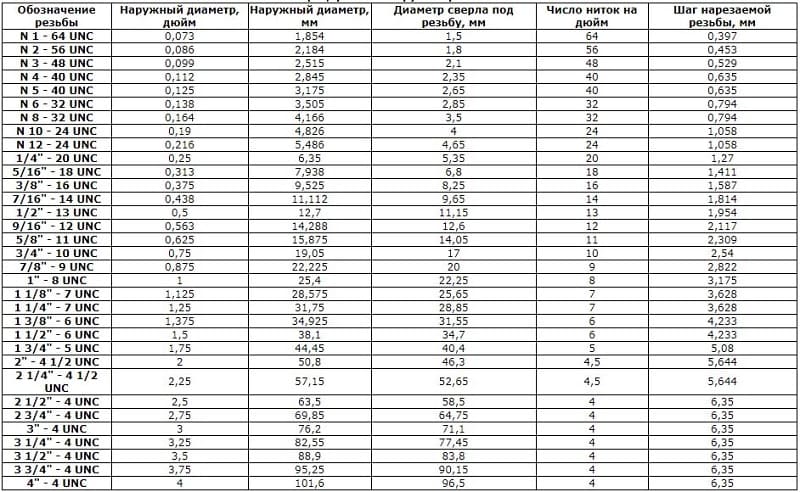
Основные размеры дюймового крепежа UNC приведены в таблице дюймовых резьб
| N 1 – 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
| N 2 – 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
| N 3 – 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
| N 4 – 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 – 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 – 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 – 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
| N 10 – 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
| N 12 – 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ – 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
| 5/16″ – 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
| 3/8″ – 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ – 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ – 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
| 9/16″ – 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
| 5/8″ – 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ – 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
| 7/8″ – 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
| 1″ – 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
| 1 1/8″ – 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ – 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
| 1 3/8″ – 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ – 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
| 1 3/4″ – 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
| 2″ – 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
| 2 1/4″ – 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ – 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
| 2 3/4″ – 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
| 3″ – 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
| 3 1/4″ – 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
| 3 1/2″ – 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
| 3 3/4″ – 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
| 4″ – 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.** Фунт силы-фут – британский и американский эквивалент Н*м.
Маркировка дюймовых крепежных изделий
Дюймовый крепеж имеет более сложную систему маркировки, не позволяющую визуально, без использования специальных таблиц определить механические свойства крепежной детали. Наиболее часто встречающаяся маркировка на головке дюймовых болтов и соответствие их классам прочности приведена в таблице ниже.
| 1 или 2 | 6.8 |
| 5 | 8.8 |
| 6 | 10.9 |
Как отличить метрическую резьбу от дюймовой
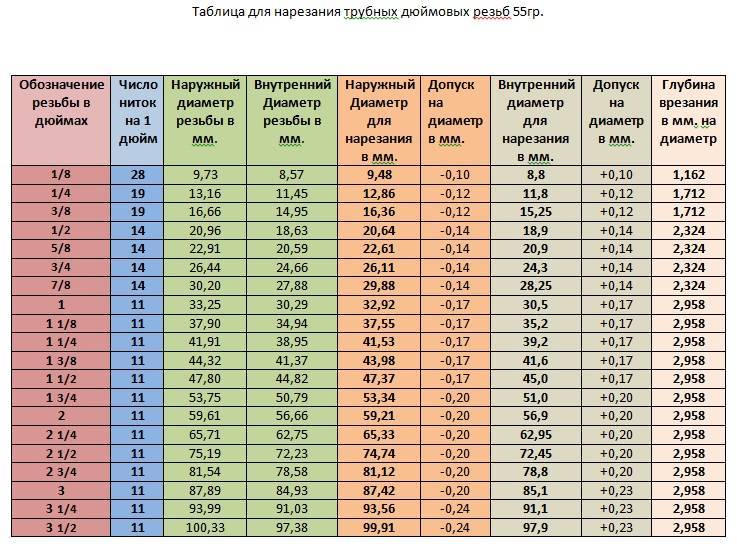
Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения. Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.
Сантехнические изделия с трубной дюймовой резьбой
Технология нарезания резьбы в отверстиях гост резьба
Перед началом формирования резьбовых канавок с помощью инструмента сверлится отверстие. В зависимости от конструктивных особенностей оно может быть сквозным или глухим. Сверло сконструировано так, что винтовая поверхность выводит основную часть стружки. Но следует помнить, что внутри может оставаться определенная часть остатков от сверления. Поэтому, если позволяет масса и внешние параметры, производят вытряхивание на специальные уловители.
На громоздких изделиях подобные операции выполнить трудно, поэтому выдувают струей сжатого воздуха.
Внимание! Органы зрения и дыхания должны быть защищены от продуктов, которые могут оказаться внутри отверстий. Начинающие мастера часто интересуются, какой диаметр должен быть в отверстии, где требуется нарезать резьбу
Самое простое – это воспользоваться формулой:
Начинающие мастера часто интересуются, какой диаметр должен быть в отверстии, где требуется нарезать резьбу. Самое простое – это воспользоваться формулой:
Dотв = 0,8·М, мм,
здесь Dотв – диаметр отверстия, мм; М – размер метрической резьбы по номеру.
Для большинства металлов подобное определение будет достаточным. Возможно, потребует приложить несколько большее усилие при выполнении работы, но результат будет удовлетворительным.
Например, для М6 нетрудно подсчитать по приведенной формуле требуемое значение сверла по металлу. Оно получится равным Dотв = 6 · 0,8 =4,8 мм.

Для более точного определения используют специальные таблицы.
Таблица 1: Размеры отверстий для нарезания метрической резьбы гост резьба
| Номи-нальный диаметр | Стандартный шаг | Мелкий шаг | ||||||
| Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр с учетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр с учетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | |
| М4 | 0,70 | 3,393 | 3,323 | 3,3 | 0,50 | 3,567 | 3,517 | 3,5 |
| М5 | 0,80 | 4,307 | 4,227 | 4,2 | 0,50 | 4,567 | 4,517 | 4,5 |
| М6 | 1,00 | 5,133 | 5,033 | 5,0 | 0,75 | 5,350 | 5,275 | 5,3 |
| М7* | 1,00 | 6,133 | 6,033 | 6,0 | 0,80 | 6,307 | 6,227 | 6,2 |
| М8 | 1,25 | 6,917 | 6,792 | 6,8 | 1,00 | 7,133 | 7,033 | 7,0 |
| М9* | 1,25 | 7,917 | 7,792 | 7,8 | 1,00 | 8,133 | 8,033 | 8,0 |
| М10 | 1,50 | 8,700 | 8,550 | 8,6 | 1,25 | 8,917 | 8,792 | 8,8 |
| М11* | 1,50 | 9,700 | 9,550 | 9,6 | 1,00 | 10,133 | 10,033 | 10,0 |
| М12 | 1,75 | 10,484 | 10,309 | 10,3 | 1,50 | 10,700 | 10,550 | 10,6 |
| М13* | 1,75 | 11,484 | 11,309 | 11,3 | 1,50 | 11,700 | 11,550 | 11,6 |
| М14 | 2,00 | 12,267 | 12,067 | 12,1 | 1,50 | 12,700 | 12,550 | 12,6 |
| М15* | 2,00 | 13,267 | 13,067 | 13,1 | 1,75 | 13,484 | 13,309 | 13,3 |
| М16 | 2,50 | 13,834 | 13,584 | 13,6 | 1,50 | 14,700 | 14,550 | 14,6 |
| М18 | 2,50 | 15,834 | 15,584 | 15,6 | 1,50 | 16,700 | 16,550 | 16,6 |
| М20 | 2,50 | 17,834 | 17,584 | 17,6 | 1,50 | 18,700 | 18,550 | 18,6 |
| М22 | 2,50 | 19,834 | 19,584 | 19,6 | 2,00 | 20,267 | 20,067 | 20,1 |
| М24 | 3,00 | 21,400 | 21,100 | 21,1 | 2,00 | 22,267 | 22,067 | 22,1 |
| М25* | 3,00 | 22,400 | 22,100 | 22,1 | 2,00 | 23,267 | 23,067 | 23,1 |
| М27 | 3,00 | 24,400 | 24,100 | 24,1 | 2,00 | 25,267 | 25,067 | 25,1 |
| М30 | 3,50 | 26,967 | 26,617 | 26,6 | 2,50 | 27,834 | 27,584 | 27,6 |
| М33 | 3,50 | 29,967 | 29,617 | 29,6 | 2,50 | 30,834 | 30,584 | 30,6 |
| М36 | 4,00 | 32,534 | 32,134 | 32,1 | 3,00 | 33,400 | 33,100 | 33,1 |
| М39 | 4,00 | 35,534 | 35,134 | 35,1 | 3,00 | 36,400 | 36,100 | 36,1 |
| М40* | 4,00 | 36,534 | 36,134 | 36,1 | 3,00 | 37,400 | 37,100 | 37,1 |
| М42 | 4,50 | 38,100 | 37,650 | 37,7 | 3,50 | 38,967 | 38,617 | 38,6 |
| М45 | 4,50 | 41,100 | 40,650 | 40,7 | 3,50 | 41,967 | 41,617 | 41,6 |
| М48 | 5,00 | 43,667 | 43,167 | 43,2 | 4,00 | 44,534 | 44,134 | 44,1 |
* – специальные типы резьбы.
Таблица 2: Размеры отверстий для нарезания дюймовой резьбы гост резьба
| Номи- нальный диаметр | Стандартный шаг | Мелкий шаг | ||||||
| Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр сучетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр сучетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | |
| 1/16″ | 0,40 | 1,203 | 1,163 | 1,2 | 0,30 | 1,328 | 1,298 | 1,3 |
| 1/12″ | 0,50 | 1,636 | 1,586 | 1,6 | 0,45 | 1,727 | 1,682 | 1,7 |
| 1/8″ | 0,60 | 2,598 | 2,538 | 2,5 | 0,50 | 2,742 | 2,692 | 2,7 |
| 1/10″ | 0,65 | 1,915 | 1,850 | 1,9 | 0,55 | 2,063 | 2,008 | 2,0 |
| 1/6″ | 0,70 | 3,561 | 3,491 | 3,5 | 0,50 | 3,753 | 3,703 | 3,7 |
| 3/16″ | 1,00 | 3,801 | 3,701 | 3,7 | 0,80 | 4,069 | 3,989 | 4,0 |
| 1/4″ | 0,75 | 5,629 | 5,554 | 5,6 | 0,75 | 5,700 | 5,625 | 5,6 |
| 5/16″ | 0,95 | 7,024 | 6,929 | 6,9 | 0,80 | 7,244 | 7,164 | 7,2 |
| 3/8″ | 1,10 | 8,468 | 8,358 | 8,4 | 0,95 | 8,702 | 8,607 | 8,6 |
| 7/16″ | 1,30 | 9,863 | 9,733 | 9,7 | 1,10 | 10,159 | 10,049 | 10,0 |
| 1/2″ | 1,55 | 11,210 | 11,055 | 11,1 | 1,34 | 11,539 | 11,405 | 11,4 |
| 9/16 | 1,60 | 12,750 | 12,590 | 12,6 | 1,40 | 13,074 | 12,934 | 12,9 |
| 3/4″ | 1,65 | 17,464 | 17,299 | 17,3 | 1,50 | 17,750 | 17,600 | 17,6 |
| 1″ | 2,54 | 22,959 | 22,705 | 22,7 | 1,89 | 23,762 | 23,573 | 23,6 |
| 1 1/4″ | 3,25 | 28,627 | 28,302 | 28,3 | 2,80 | 29,324 | 29,044 | 29,0 |
| 1 1/2″ | 4,25 | 34,015 | 33,590 | 33,6 | 3,72 | 34,876 | 34,504 | 34,5 |
| 1 3/4″ | 5,20 | 39,452 | 38,932 | 38,9 | 4,35 | 40,680 | 40,245 | 40,2 |
| 2″ | 6,34 | 44,707 | 44,073 | 44,1 | 5,64 | 45,913 | 45,349 | 45,3 |
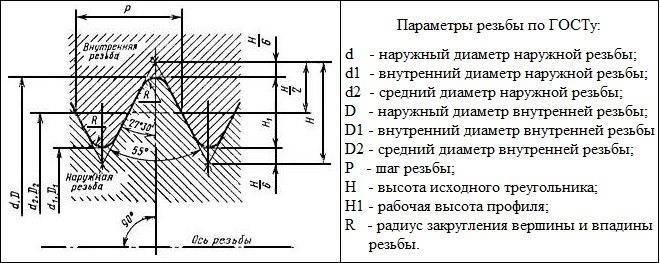
Основные параметры
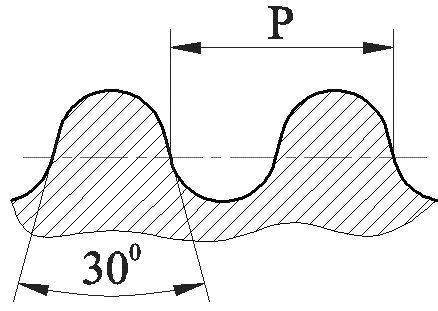
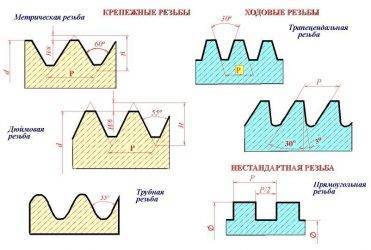
Каждая резьба имеет точные геометрические параметры. Для метрической характерен треугольный профиль резьбы, который также называют крепежным. Его используют для деталей, соединяемых между собой свинчиванием. Размер профиля определяется его высотой.
Высота профиля (Н) – это отрезок от основания до вершины равностороннего треугольника, который образуется при поперечном разрезе витка. Выступы и впадины выполняют в виде треугольников со срезанными вершинами. В некоторых случаях впадины закругленные.
Если стороны каждого витка мысленно продлить до точки их пересечения, то они сформируют угол профиля (α).
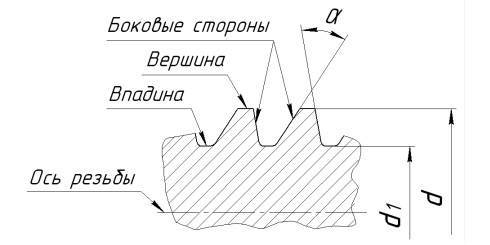
Профиль резьбы
Основные параметры, указанные в обозначениях метрической резьбы, характеризуют ее размер. К ним относятся диаметр и шаг.В обозначениях метрической резьбы указывают основные параметры.
Диаметр резьбы делят на 4 вида:
- наружный;
- внутренний;
- средний;
- номинальный.
Такие параметры резьбы, как ход (Рh) и шаг (Р), взаимозависимы и равны для однозаходной системы.
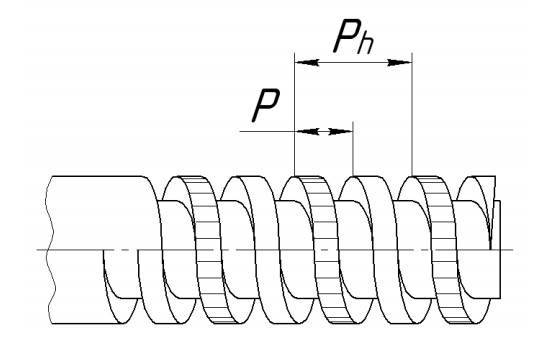
Ход и шаг резьбы
Участок, разделяющий одноименные точки на двух витках, — это шаг резьбы. Выделяют основной шаг (крупный) и мелкий.
Ход резьбы – отрезок, соединяющий две одинаковые точки на соседних витках одного захода. В случае, когда заходов несколько, ход выражают через произведение числа шагов на количество заходов.
К основным элементам резьбы также относятся:
- Поверхность под наклоном 45º перед внутренней или за наружной, называется фаской. Она играет роль в соединении элементов.
- Сбег – место перехода к не нарезанной поверхности детали. Объединяет эти два показателя длина, то есть отрезок с витками, фаской и сбегом.
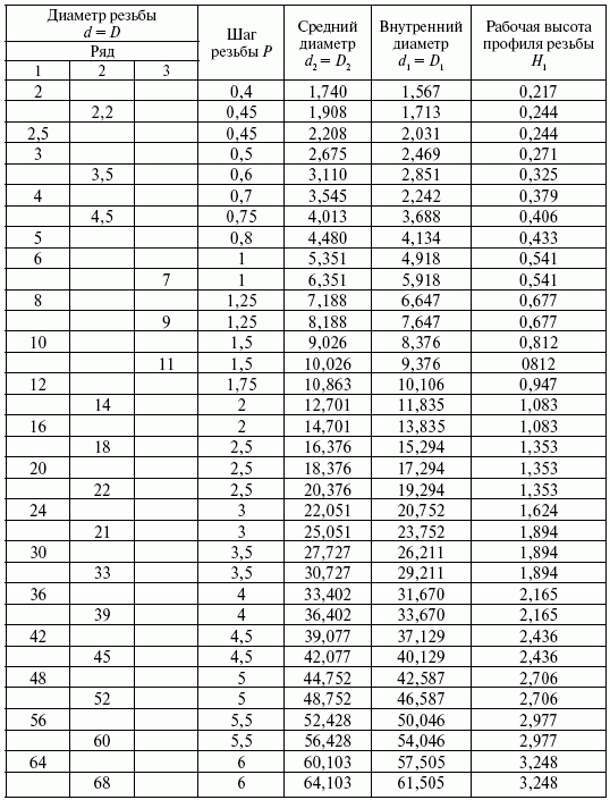
Для резьбы метрической основные размеры сведены в таблицы соответствующих стандартов: ГОСТ 9150-2002, ГОСТ 8724-2002, ГОСТ 24705-2004.
О возможных конструкционных отклонениях, вызванных свойствами материалов, сообщают поля допусков, со значениями, не превышающими номинальный профиль, сформированный максимумом материала. Эти показатели влияют на точность посадки резьбы – плотность проникновения выступов в зазоры.

Поля допусков резьбы делят на три класса точности. А также на 4 вида по предпочтительности по выбору.





