

Варианты сварочного оборудования
Разные варианты сварки могут выполняться аппаратом одного вида, универсальный ИИСТ работает в разных режимах, с различными материалами. Основная цель – постоянный стабильный процесс горения сварочной дуги, необходим также легкий поджиг.
Источники питания сварочной дуги:
- Трансформаторы. Специально предназначен для сварочных работ, с помощью преобразования напряжения сети в низкое напряжение переводит ток из низкого в высокий. Показатели достигают тысяч ампер. Изменение параметров проходит за счет секционирования витков обмотки аппарата, первичной или вторичной.
- Электрогенераторы, работающие на дизеле, бензине или от электричества. Иначе именуются сварочными агрегатами, по сути – мобильные электростанции., способные генерить электрический ток для сварки и резки электродуговым способом.
- Выпрямители. Преобразователи энергии переменного электротока в постоянный, однонаправленный, выходной тип.
- Инверторы. Устройства для преобразования тока постоянного типа в переменный, меняется напряжение по типу дискретного сигнала. Используются как отдельные аппараты или в системах бесперебойного питания.
Выпрямители и инверторы относятся вариантами одной электрической машины. Это обусловлено правилом обратимости электромашин, заключающемся в преобразовании электроэнергии в механическую, и обратном преобразовании.
Самые распространенные марки электродов и сфера их применения
Составить объективный рейтинг электродов для сварки инвертором невозможно, поскольку все они разрабатываются для различных металлов и условий применения
При этом принимается во внимание рекомендуемое рабочее положение стержня, характер покрытия, какой полярности постоянка или переменка нужна при выставлении настроек сварочного аппарата. Сильно влияют на выбор и индивидуальные предпочтения сварщика, складывающиеся в процессе многолетней работы
Мы представим наиболее распространенные в среде сварщиков марки, пользующиеся заслуженной популярностью не один год.
МП-3
Рутиловые электроды этой марки являются одними из самых распространенных и востребованных. Они разработаны для сварки углеродистых и низколегированных сталей с предельным усилием разрыва до 490 МПа. С их помощью можно варить инвертором детали размером до 2 см. Для этого используется источник переменного или постоянного тока обратной полярности с напряжением холостого хода не менее 50В.
- легкость розжига и исключительная устойчивость дуги;
- незначительное разбрызгивание стали;
- легкость создания сплошного и ровного шва, доступная даже новичку;
- простое отделение шлаковой корки;
- высокая производительность работы;
- минимальные требования к качеству подготовки кромок;
- возможность сварки при любом положении электрода.
- большое количество производителей изделий данной марки, среди которых встречаются и недобросовестные;
- строгий подход к условиям хранения, объясняемый резким ухудшением эксплуатационных параметров шва при намокании обмазки стержней.
ОЗС-12
Еще один представитель семейства рутиловых электродов, который хорошо подходит для сварки сталей с низким содержанием углерода. Отменная прочность шва с отсутствием посторонних включений и склонности к растрескиванию в широком диапазоне термических условий и внешних нагрузок востребована при изготовлении сложных конструкций на потенциально опасных объектах. Варить ими можно постоянным и переменным током, при этом потребляется минимально возможная мощность.
- превосходное качество шва;
- любое направление стержня в процессе сварки;
- моментальный розжиг и устойчивая дуга;
- возможность сварки минимальными токами;
- легкость очистки шва от шлаков;
- низкая стоимость.
- повышенная восприимчивость к влаге, что требует обязательной прокалки электродов перед работой при 150оС в течение часа;
- необходимость тщательной зачистки области сварного соединения перед началом работы.
ОЗЧ-2
Электроды с кислой обмазкой, рассчитанные на сварку заготовок из серого и ковкого чугуна и устранения дефектов литья. На сварочном аппарате устанавливается постоянный ток обратной полярности. Шов выполняется в нижней горизонтальной плоскости или в вертикальном направлении при движении снизу вверх короткими валиками с периодической проковкой и охлаждением.
- сложная технология производства работ;
- приходится выдерживать расходную партию в муфельной печи течение часа при температуре 190-210оС.
УОНИ 13/55
Лучшие электроды для сварки инвертором самых сложных и качественных изделий из углеродистой и низколегированной стали имеют основной тип покрытия.
Неразъемное соединение превосходно выдерживает значительные нагрузки и может использоваться в широком интервале температур.
- однородность шва, обеспечивающая применение изделий этой марки при изготовлении ответственных трубопроводов и нагружаемых строительных конструкций;
- простое удаление шлака;
- высокая производительность работы;
- экономичный расход электродов;
- широкий диапазон возможных пространственных положений стержня;
- приемлемая стоимость.
- сложность повторного розжига;
- необходимость привыкания к достаточно сложному режиму поддержания дуги.
ОЗЛ-8
Эти электроды с обмазкой основного типа применяются для работы по нержавейке. При этом материал шва превосходно переносит влияние химически активных сред и не боится высоких механических нагрузок. Сварку ведут в произвольном положении постоянным током обратной полярности.
Совет! Для исключения растрескивания материала его охлаждение должно производиться в плавном режиме.
Такие электроды используются при изготовлении, монтаже и ремонте аппаратов и трубопроводов в пищевой, химической и нефтехимической промышленности. Полученные с их помощью швы выдерживают экстремальные температуры и повышенное давление.
- высокое качество шва;
- широкий диапазон применения;
- устойчивая дуга;
- простой режим сварки в любых положениях;
- минимальное количество шлака и легкость его удаления;
- доступная цена для изделий своего класса.
- необходимость предварительной прокалки электродов при 300оС;
- повышенный расход материала.
Популярные торговые марки фирм-производителей электродов для сварки
Сварочные электроды – это востребованный расходный материал. Из-за этого его производством занимаются десятки фирм из России, Европы и Азии. В нашем списке мы собрали наиболее надёжные торговые марки, чья продукция имеет максимально высокое качество.
Популярные фирмы:
- KOBELCO. Эта японская компания выпускает различную технику и расходники для машиностроительной и металлургической отрасли. Вся её продукция отличается отличным качеством и имеет сравнительно невысокую стоимость.
- СпецЭлектрод. Эта российская компания выделяется своим максимально широким ассортиментом сварочных электродов. В нём есть модели с разным покрытием, диаметром и набором характеристик. Все изделия имеют доступную цену и неплохое качество.
- РЕСАНТА. Этот производитель электротехнического оборудования представляет Латвию. Он поставляет в Россию качественные и проверенные временем электроды, которые могут использовать любители и профессионалы. Все модели тщательно тестируются и проверяются на соответствие европейским требованиям.
- ESAB. Эта компания из Швеции является одним из мировых лидеров в производстве расходных материалов для резки и сварки. Среди её продукции есть множество электродов, которые имеют хорошее качество и относятся к разным ценовым категориям. Благодаря этому каждый, независимо от финансовых возможностей, может приобрести расходники для своего сварочного аппарата.
- Quattro Elementi. Этот крупный итальянский производитель поставляет в Россию и страны ближнего зарубежья качественное сварочное оборудование, инструменты и расходники. Последние пользуются особой популярностью у любителей и профессионалов.
- PlasmaTec. Под маркой этого украинского бренда выпускают различную сварочную продукцию. В большинстве случаев она имеет хорошую цену и ничем не уступает аналогичным изделиям знаменитых фирм.
3 «Ресанта» МР-3С (350 х 3 мм; 3 кг)

Продукция компании «Ресанта» за маркой MP-3C не сильно отличается от таковой у фирмы Elitech, но показывает куда лучшие результаты по части стоимости за килограмм. Объективно – это самые дешёвые расходники для сварки в данном сегменте, однако их эксплуатационные способности можно сравнить с признанными лидерами. Так, заваренный с соблюдением технологии и заданных режимов шов способен показать до 450 МПа сопротивления разрыву.
Но на поле механических свойств «Ресанта» МР-3С можно найти и небольшой недостаток. Заключается он в низком показателе относительного удлинения, равном всего 18%. Следовательно, прежде чем использовать данные электроды следует задуматься, при каких нагрузках будет эксплуатироваться та или иная конструкция. Но, как говорят пользователи, даже если они не понадобятся на данный момент, потеря средств окажется неощутимой.








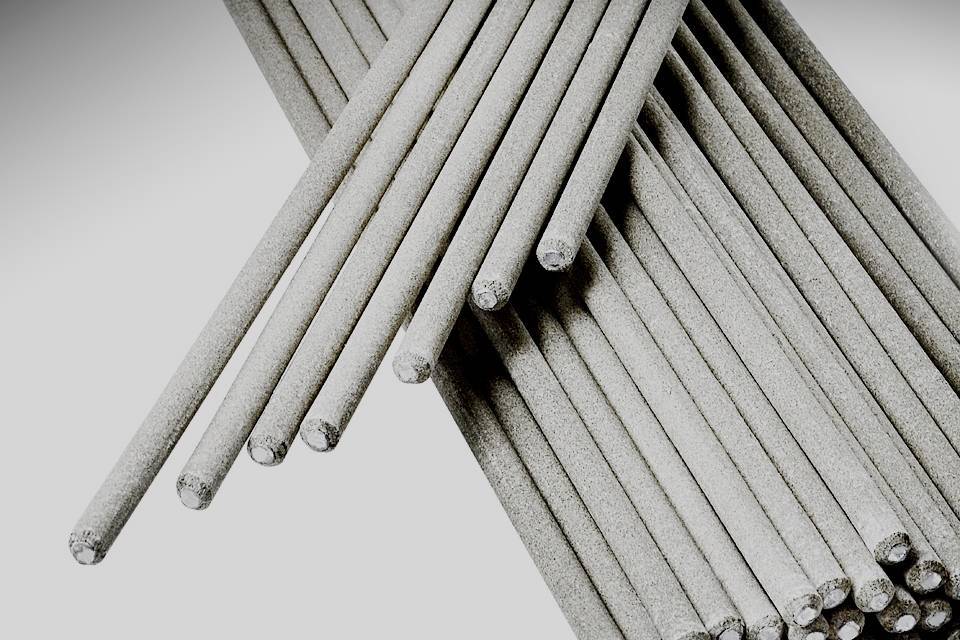
Что такое электрод и для чего обмазка
Электрод — это кусок металлической проволоки со специальным покрытием — обмазкой. Во время сварки сердечник плавится от температуры дуги. Одновременно горит и плавится обмазка, создающая вокруг области сварки — сварной ванны — защитное газовое облако. Оно перекрывает доступ кислороду, содержащемуся в воздухе. В процессе горения обмазки часть ее переходит в жидкое состояние и тонким слоем покрывает расплавленный металл, также защищая его от взаимодействия с кислородом. Так что обмазка обеспечивает хорошее качество шва.
Сварочный электрод состоит из сердечника и защитного покрытия
Любой электрод перед началом сварки осматривают: покрытие не должно иметь сколов. В противном случае однородного прогрева и качественного шва вы не добьетесь
Еще обратите внимание на кончик электрода: толщина обмазки должна быть одинаковой со всех сторон. Тогда дуга будет выходить по центру
В противном случае она будет смещена. Для сварщиков с опытом это нестрашно, а вот для новичков может создать ощутимые проблемы.
Необходимо следить за влажностью обмазки. Некоторые из них при повышенной влажности зажигаются очень плохо (например, УОНИ). В связи с такой «капризностью» обмазки, хранить их нужно в сухом месте, обеспечив по возможности герметичную упаковку. Можно коробку укладывать в пакет, а еще туда класть несколько пакетиков с солью, что бывают в обувных коробках.
Покупать влажные электроды не стоит: их можно, конечно, высушить, но их характеристики при этом снизятся. Если все-таки случилось так, что электроды отсырели, их высушить можно в обычной бытовой духовке при небольших температурах (они указываются обычно на упаковке). Второй способ — положить на продолжительный срок в сухое хорошо проветриваемое помещение.
Обмазка (защитное покрытие) электродов бывает: основной, рутиловой, целлюлозной и кислой
Виды обмазки и их характеристики
Различают всего четыре вида покрытий:
- Основное.
- Рутиловое.
- Кислое.
- Целлюлозное.
Основное (УОНИ) и целлюлозное покрытие подходит только для сварки на постоянном токе. Они использоваться могут на ответственных швах: создают прочный, эластичный шов, стойкий к ударным нагрузкам.
Электродов для сварки более 200 марок, около 100 из них может использоваться при ручной дуговой электросварке
Два других (рутиловое и кислое) — могут работать при сварке и переменным, и постоянным током. Но кислое покрытие очень токсично: работать в помещениях можно только если рабочее место оборудовано принудительной вытяжкой.
Рутиловая обмазка имеет зеленоватый или синий оттенок, электроды отличаются легким розжигом. Они хорошо зажигаются даже если инвертор имеет низкое напряжение холостого хода (для уверенного розжига основной обмазки требуется хорошая вольт-амперная характеристика, как выбрать инверторный сварочный аппарат, читайте тут.). При сварке рутиловыми электродами (МР-3) металл почти не брызжет, зато шлака бывает много и отходит он непросто: приходится работать молотком.
Возможно вас заинтересует как сварить беседку из металлической трубы или как сделать сарай на каркасе из трубы.
Это интересно: Гофрированная нержавеющая труба: производство и особенности применения
Виды свариваемых материалов
Выбрать подходящие стержни достаточно сложно. На глаз можно отличить чугун от нержавейки, сталь или цветного металла. Для каждого вида материала необходимо свое оборудование. При работе со стальными изделиями появляются некоторые сложности. На качественность работы влияет марка стали
Необходимо принять во внимание, что:
- С полуспокойной сталью можно работать рутиловыми или основными электродами.
- Кипящий тип стали предполагает присутствие любой смазки. Речь идет о слабораскисленном или низкоуглеродистом составе.
- Конструкции, изготовленные из особого вида спокойной стали, требуют наличия основной обмазки, так как предполагается присутствие существенных нагрузок динамического типа и эксплуатация в условиях низких температур.
Наблюдается стабильное горение основного элемента дуги, что благоприятно отражается на качественности шва. Рутиловые, кислые и целлюлозные электроды, работающие при переменном токе, имеют стабильную дугу и становится качественным. Наличие обмазки предполагает использование только постоянного тока, в то время как для остальных вариантов подойдет как постоянный, так и переменный ток.








Основное покрытие для этих целей является неприемлемым
Немаловажное значение имеет и направление нанесения шва. Для нижнего и вертикального положения оптимальным вариантом являются целлюлозные электроды
Сфера использования варочных электродов
Приспособления широко применяются на бытовом уровне и в промышленных масштабах. Виды расходников используются одни и те же
Их покупают код конкретный вид сварочника, принимая во внимание технологические параметры и условия эксплуатации. При сварке проволока плавится, воздействуя на соединительные участки
Результат – качественная молекулярная связь между элементами. Главное предназначение электродов заключается в следующем:
- соединить две металлические части в единое целое;
- заварить трещины;
- порезать металлические конструкции или отдельно взятые элементы;
- наплавить металл на разнообразные детали, которые уже износились и требуют ремонта;
- если возникла необходимость увеличить параметры изделия.
Для работы с электродами выбирается одно из положений:
- Нижнее. Самое обычное. Нет никаких конкретных требований. Относится к категории обычных и оптимальных. Расположение проволоки вертикальное, а поверхности – горизонтальное.
- Горизонтальное. Предстоит сделать горизонтальный шов, при этом поверхность находится в вертикальном состоянии, а электрод – в горизонтальном.
- Вертикальное. Соединительные элементы находятся в вертикальном состоянии, позиция электрода – горизонтальная.
- Потолочное. Электрод держится вертикально и работает с горизонтальной поверхностью. Самый сложный тип сварки. Мастеру приходится стоять внизу, а руки подняты кверху. Расплав может падать вниз или стекать, не попадая в сварочную ванну.
- «В лодочку». Устройство и поверхность находятся под углом друг к другу.
Что такое сварочный инвертор?
Сварка — процесс непростой и ответственный. Освоить это ремесло может при желании каждый, но если раньше для работы приходилось использовать сложное и громоздкое оборудование, то сейчас достаточно приобрести сварочный инвертор, намного упрощающий задачу. Это сравнительно небольшой прибор, имеющий намного меньший вес, чем любой другой сварочный аппарат. Таким образом удалось упростить и облегчить процесс сварки. Сейчас сварочный инвертор практически вытеснил с рынка стандартные сварочные аппараты.
Как же работает сварочный инвертор? Напряжение, поступающее от электросети, подается на так называемый выпрямитель, далее происходит преобразование постоянного тока в переменный за счет особого силового модуля. Но переменный ток имеет повышенную частоту. Он, в свою очередь, подается на сварочный трансформатор, и напряжение от него после выпрямления подается на очень устойчивую сварочную дугу.
Сварочный инвертор КАЛИБР СВИ-250 4600 Вт
Главные достоинства сварочного инвертора:
- сравнительно небольшой вес прибора;
- улучшение характеристик дуги;
- повышение КПД;
- возможность снизить количество брызг во время работ;
- можно использовать различные электроды;
- широкий диапазон регулировки тока;
- упрощенный поджиг электрода;
- можно получить более прочный и качественный шов;
- легче освоить ремесло сварщика;
- электроды почти не залипают при соприкосновении с деталью.
Минусы, конечно, тоже есть. Как минимум, это высокая стоимость оборудования (раза в три больше, чем у обычных трансформаторов)
Также инверторы важно регулярно чистить от пыли — не реже раза в год. Да и на морозе работать с ними не получится — приборы не любят холод
Также сетевой провод, необходимый для подключения устройства к электросети, не может превышать длину 2,5 м.
2 KOBELCO LB-52U (350 х 3,2 мм; 5 кг)
Электроды японской фирмы Kobelco, предназначенные для сварки труб из металлов класса прочности до K55 и от K55 до K60 включительно. При должном мастерстве сварщика оставляет ровный шов или аккуратный валик, не разбрызгиваясь и поддерживая короткую дугу на всём протяжении сварочного процесса. При условии соблюдения всех мер защиты шва от доступа воздуха и прочих загрязняющих элементов одаривает конструкцию хорошей ударной вязкостью в зоне неразъёмного соединения, обеспечивая отличную стойкость к растрескиванию и более глубокое проплавление основного металла.
Судя по отзывам пользователей, KOBELCO LB-52U представляет собой уникальное сочетание низкой стоимости и приемлемого качества. Да, от предварительной прокалки перед использованием здесь никуда не денешься: те же режимы в 300-350 градусов по Цельсию на 30-60 минут выдержать придётся. Но работать с ними – одно удовольствие.
Фото лучших сварочных электродов



































Также рекомендуем просмотреть:
- Принцип работы плазмотрона
- Токарные станки по металлу для дома
- Споттер своими руками
- Как сделать аппарат точечной сварки
- Как собрать простой сварочный аппарат в домашних условиях
- Стол для сварки своими руками
- Какие типы сварочных аппаратов бывают
- Выбор хорошего сварочного провода
- Инструкция, как залудить жало паяльника
- Какой сварочный полуавтомат лучше
- Как выбрать проволоку для сварки
- Обзор лучших плазменных сварочных аппаратов
- Технология газовой сварки металлов
- Горелка для полуавтоматической сварки
- Как выбрать сварочный трансформатор
- Инверторные сварочные аппараты
- Обзор лучших масок для сварщика
- Как выбрать сварочный аппарат для дома
- Как запаять автомобильный радиатор охлаждения своими руками
- Современное сварочное оборудование
- Холодная сварка для металла
- Ручная дуговая сварка
- Как выбрать хороший костюм сварщика
- Как правильно паять паяльником
- Какой сварочный аппарат лучше для дома
- Инструкция, как и чем варить алюминий
- Как научиться варить металл
Помогите сайту, поделитесь в соцсетях 😉
2 «СпецЭлектрод» МР-3С (450 x 4 мм; 5 кг)
Один из немногих представителей целлюлозных электродов, допускающих сварку по неподготовленной низколегированной или углеродистой стали (со следами влаги, небольших загрязнений и окислов), предел сопротивления которой составляет 450 МПа. Эффективно варит в любом пространственном положении и при питании током любой полярности (как переменным от инвертора, так и постоянным). Обеспечивает довольно высокое значение ударной вязкости (130 Дж/см2), а также относительного удлинения (25%). Тем прозаичнее на фоне этого выглядит величина предела текучести, составляющая 390 МПа. В принципе, для работы шва этого достаточно, но в сравнении с конкурентами – маловато. Главным же достоинством «СпецЭлектрод» МР-3С, по мнению пользователей, является пресловутый уровень стоимости, выгодно сочетающийся с качеством сварного шва.
1 ESAB OK 46.30 (450 x 5,0 мм; 18,9 кг)

Довольно дорогие рутиловые электроды, пригодные для сварки ответственных конструкций, труб и всевозможных плит толщиной до 30 миллиметров. В отличие от всех конкурентов являются всепозиционными, то есть наплавку металла можно производить даже в вертикальном направлении сверху вниз. По данным от потребителя, при грамотной сварке даёт идеально ровный шов: гладкий, без единого намёка на превышение выпуклости или прочие дефекты
Пользователи, в большинстве своём, подтверждают данное свойство ESAB OK 46.30, отмечая лишь то, что важно не ошибиться с режимами сварки
Что касается стоимости, то данные электроды не являются самыми дорогими в классе: стоимость килограмма в современных реалиях едва доходит до 250 рублей. Впрочем, имеется и ещё один положительный нюанс: расход электродов на наплавку того же килограмма составляет немногим более 1,3 килограмма. В сравнении с конкурентами данный результат выглядит очень хорошо.
Как выбрать электрод для сварки – рекомендации редакции Zuzako
В продаже есть множество моделей электродов. Чтобы из них выбрать наиболее качественные, вам нужно изучить фото- и видеоматериалы, почитать отзывы покупателей и профессиональных сварщиков, а также рассмотреть рекомендации нашей редакции. Такой комплексный подход исключит вероятность ошибки и позволит купить максимально качественное изделие.
Электроды для любительской сварки в доме и на даче
Чтобы варить различные металлические детали дома или на даче, вам понадобятся специальные электроды. При их выборе обязательно учитывайте рекомендации нашей редакции. Они помогут найти идеальную модель для сварщиков-любителей, которая позволит добиться нужного результата.
Советы по выбору:
- Новичкам лучше всего покупать расходники с рутиловым покрытием. Они отличаются более быстрым розжигом и возможностью проведения работ на переменном и постоянном токе.
- Для бытовой сварки характерно отсутствие повышенных требований к точности и надёжности шва. Поэтому советуем выбирать универсальные модели, подходящие для любых сварочных инверторов и позволяющие выполнять работы минимальной или средней сложности.
- Для бытовых целей лучше всего покупать электроды с диаметром сердечника 3–4 мм. Такие модели легко справятся со сваркой трубопровода или каких-либо металлических конструкций (например, каркас беседки).
- Любителям рекомендуем покупать модели с маркировкой «Для дуговой сварки». Они более просты в использовании и не требуют наличия особых профессиональных навыков.
Электроды для профессиональной работы
Для профессиональной работы нужны максимально качественные электроды. Выбрать их вам помогут рекомендации нашей редакции. В них учтены все наиболее важные моменты, которые могут повлиять на точность выполнения поставленной задачи.
Советы по выбору:
Для специалистов-сварщиков не имеет особого значения тип обмазки стержня. Поэтому выбор конкретной модели будет зависеть лишь от личных предпочтений мастера.
Профессионалы часто выполняют сварку, требующую повышенной глубины провара и установки большой силы тока
Из-за этого рекомендуем покупать массивные электроды с большим диаметром сердечника (от 5 мм).
Специалисты выполняют сварку деталей из разных материалов
Поэтому при выборе расходников им важно обращать внимание на марку электродов. Большинство доступных моделей предназначены для стали (низколегированной, низкоуглеродистой и др.), а также алюминия, меди и чугуна.
При проведении профессиональных работ советуем использовать электроды, выпущенные известными производителями
В противном случае можно получить низкое качество готового шва.
Выбирать электроды для ручной сварки довольно сложно, поэтому с такой работой смогут справиться лишь профессионалы. Чтобы стать одним из них, вам нужно внимательно перечитать нашу статью. В ней представлены обзоры лучших моделей, отличающихся доступной ценой и хорошим качеством.
Как выбрать

Какие приспособления лучше купить – зависит от поставленных задач. Рынок заполнен товарами импортного и отечественного производства. Какой фирмы лучше – зависит от личных предпочтений пользователей и от добросовестности производителя. Универсальные значения отсутствуют. Подбор осуществляется в соответствии с типами и размерами.
Основное и целлюлозное покрытие приобретают для ручной сварки с постоянным током. Предназначены для прочных конструкций. Рутиловое и кислотное используется при напряжении в 50 вольт в сварочном агрегате. Уони 13/55 относятся к категории универсальных. МР – 3 имеет рутиловое покрытие.
Исходя из толщины металла подбирается диаметр электрода. Допустимый показатель различия в ширине – 0,1-0,5 мм. Мягкая дуга лучше подойдет для тонких металлов с большими зазорами или проблемными размерами посадки









Необходимо также обращать внимание на заявленное положение. Присутствие железного порошка увеличивает объем расплавленного металла
Основным показателем электродов является их полярность и определенный вид тока. Если предстоит работать с инвертором, то стоит иметь в виду, что он выдаст исключительно постоянный ток, поэтому подключение может происходить по двум схемам:
- прямая полярность (минус на сварочный электрод, плюс на массу);
- обратная полярность (плюс на держатель, минус к массе).
Каждая схема подключения имеет свои особенности. Многое зависит от силы проварки металлической поверхности. Прямая полярность предполагает сильный нагрев материала, при обратной полярности режим нагрева щадящий. При необходимости сварить два толстых листа металла, нужно пользоваться обратной полярностью. Это поможет сохранить кожу без ожогов. Данный метод используют и в том случае, если есть необходимость спаять высоколегированную сталь. Она слишком чувствительна к высоким температурам.
Какие электроды лучше для инвертора
Выбирая стержни для инверторного сварочного аппарата стоит ориентировать в первую очередь на материал, который придется сваривать. Сердечник электрода должен быть сходен по типу с этим видом металлов. Нержавеющие стали требуют стержней из такого же вида, причем если сталь отличается свойствами жаростойкости – нужен такой же стальной пруток с жаропрочными характеристиками. Высоколегированные стали для образования ровного, прочного шва нужно сваривать прутками с тем же составом легирующих элементов.
МР-3
Универсальные широко известные электроды. Могут успешно применяться на слобокорродированном металле. Электроды Э46, покрытие Р и БР. Успешно применяется для сваривания конструкций из сталей углеродистого класса и низколегированных. Есть возможность сваривать изделия с большими показателями толщин.
Выпускаются электроды диаметром от 3 до 5 мм.
Особенности:
- высокие значения стойкости электродуги;
- небольшое разбрызгивание;
- легкий съем слоя шлака;
- легкое зажигание как первичное, так и повторное.
Существует требование зачистки сварочной поверхности и удаления окалины.
УОНИ 13/55
Дают возможность создавать высококачественные швы. С ними умеют работать опытные сварщики, мастера, имеющие высшую квалификацию. Тип электрода Э50А, покрытие предпочтительно основное. Напыление приемлемо фтористое или карбонатное, в этом случае снижается газосодержание шва и количество неметаллических вкраплений, ухудшающих качество.
Технические характеристики:
- диаметр от 2 до 4 мм;
- коэффициент по наплавке 9.5 г на А*ч;
- на 1 кг наплавленного металлического материала уходит около 1,5 кг прутков;
- предел текучести 420 мПа;
- предел прочности 530 мПа;
- относительный показатель удлинения 22%;
- ударная вязкость зависит от температурного режима, от 50 до 130 дж/см2.
АНО4
Стержни легко воспламеняются, их не нужно прокаливать. Электроды Э46, покрытие рутилом. Основной вид использования –сваривание стальной продукции углеродистых и низколегированных сортов. Работают со всеми видами тока в любых пространственных направлениях, за исключением направления сверху вниз.
Выпускаются с диаметром от 2 до 6 мм.
Технические параметры
- рутиловое покрытие
- наплавочный коэффициент 8,6 г на А*ч;
- производительная часть по наплавке 1,4 кг/ч при диаметре 4 мм.
- сопротивление 480 мПА;
- предел текучести 380 мПа;
- относительное удлинение 25%.
UTP 65D
Стержни хороши в работе с различными сталями и сплавами, швы будут качественные. Применимы для постоянного и переменного тока разной полярности. Рутиловое покрытие. Производятся в Австрии. Часто используется на автопредприятиях и мастерских по ремонту автомобилей для проведения кузовных работ.
Плюсы:
- стабильность дуги;
- малое разбрызгивание и, следовательно, минимизация потерь материала;
- возможность работы с различными толщинами металлоизделий, с деталями и листами тонко- и толстостенными.
- гладкие швы, не имеющие внутренних лакун. Можно обрабатывать сразу, как металл застыл.
- возможность проведения холодной закалки металлического материала по шву.
- легкое снятие слоев шлака.
- хорошая переносимость влажной среды, а также перегрева.
Особенности эксплуатации: перед самым процессом сварки прутки необходимо подвергнуть просушке в течение двух часов при температурном режиме в 160-170 гр. С. Зону свариваемых поверхностей зачищают. Работа с большими толщинами материала требует предварительной подготовки кромки с углом скоса примерно 60 градусов.















