

Специфика обработки заготовок
 Для надёжного соединения различных материалов подбираются оптимальные марки электродов по чугуну, которые отличаются между собой химическим составом и методом термообработки. На сегодняшний день самой качественной и востребованной считается аргонодуговая сварка. Но этот способ отличается высокими затратами, в то время как электроды широко используются не только в промышленной сфере, но и в частном строительстве.
Для надёжного соединения различных материалов подбираются оптимальные марки электродов по чугуну, которые отличаются между собой химическим составом и методом термообработки. На сегодняшний день самой качественной и востребованной считается аргонодуговая сварка. Но этот способ отличается высокими затратами, в то время как электроды широко используются не только в промышленной сфере, но и в частном строительстве.
Основное требование к используемым изделиям состоит лишь в том, чтобы время остывания полностью совпадало со свариваемым материалом (у чугуна этот промежуток достаточно большой). Не стоит забывать о том, что и основной, и присадочный материалы должны обладать идентичной концентрацией углерода. Именно правильный выбор поможет избежать чрезмерного перенапряжения внутри заготовки и выгорания углерода.
Существует два оптимальных способа сварки чугуна:
- Холодный.
- Горячий.
Когда мастер выбирает второй способ, ему нужно придерживаться нескольких простых правил:
- Использовать проволоку с порошковой присадкой.
- Предварительно подогреть заготовки до 500˚ (в некоторых случаях +/- 200˚).
Холодная сварка — это один из самых востребованных способов соединения деталей, который имеет свою классификацию, определяемую типом используемого электрода (никель, сталь). От горячего способа отличается только тем, что мастеру нужно выполнить длительные подготовительные работы, которые состоят из фрезеровки, зачистки и сверления. Все эти манипуляции нужны лишь для того, чтобы придать заготовкам максимально чистый и гладкий вид.
Подогрев — это одно из самых кратковременных действий, которое осуществляется под влиянием силы тока. Процесс остывания материала отличается своей равномерностью — в течение 75—100 часов. В этом случае можно использовать качественные марки электродов для чугуна с диаметром 10 мм.
Процесс
После того, как все для сварки чугуна готово, приступают к самой сварке. Работы как по горячей, так холодной технологии производят:
- газовой сваркой;
- плавкими электродами, стержневыми либо проволочными (инвертором либо полуавтоматом с углекислым газом);
- сваркой неплавким электродом, с присадочными стержнями, в том числе в среде инертного газа (аргон, гелий).
Зона шва, или сплавления деталей наиболее «капризная» часть соединения. Распространенный дефект при этом отслаивание наплавленного материала. Избежать его помогает методика сварки по шпилькам.
Их завинчивают в отверстия с нарезанной метрической резьбой. Количество зависит от размера деталей. Правильный диаметр принимается по специальным таблицам.
Сварка ведется инверторными аппаратами, в том числе полуавтоматическими. Последние, за счет охлаждающего эффекта углекислоты дают качественное соединение
При сварке сначала обваривается каждая шпилька, затем заполняются пространство между ними.
Подобным способом удается справиться даже со столь сложной задачей, как заварка чугунного блока двигателя электросваркой.
Ширину прорезки при разделке трещины, а значит и будущего шва выдерживают в пределах 3-5 мм. Меньшая щель даст качественный провар. С другой стороны, чем толще шов, тем выше «отбеливание» свариваемых краев, повышение их хрупкости.
Классификация по назначению
Электроды предназначены для сварки:
- Сталей: низкоуглеродистых, высокоуглеродистых, легированных — в том числе, нержавеющих и жаропрочных (аустенитных).
- Чугунов — сплавов с повышенным содержанием углерода — 2,14% или более.
- Алюминия и сплавов.
- Меди, латуни и бронзы.
Мнение эксперта
Левин Дмитрий Константинович
Не всегда электроды используют по прямому назначению. Пример: присадку для работы со сталью (и нержавейкой) применяют для сварки некоторых сплавов чугуна.
- Для сварки сталей разных марок
- Для работы с чугунными сплавами
- Для сварки алюминия
- Для работы с медью и её сплавами
Чтобы обеспечить качественное соединение, нужно стараться, чтобы материал электрода по составу максимально соответствовал сплаву свариваемых деталей.
Самостоятельное изготовление электродов для сварки чугуна
В качестве стержня используется стандартная медная проволока марки М2 или М3. Заготовка тщательно зачищается от окислов и обезжиривается любым способом. Готовятся отрезки требуемой величины.







Затем замешивается обмазка. Для этого берется электрод с основной обмазкой, и с него сбивается покрытие. Отдельно готовится стальной порошок или мелкая стружка. Порошок можно накрошить крупным рашпилем, стружка подойдет от токарного или сверлильного станка.
Только ее надо измельчить. Металл и измельченная обмазка смешиваются в равных пропорциях. Затем в смесь добавляют жидкое стекло. Раствор доводится до консистенции густой сметаны.
В состав обмакивают электроды и просушивают до полного затвердевания. По своим качествам самодельные заготовки очень близки к МНЧ-1.
При соблюдении технологии и правильном подборе расходников, шов получается ровным и прочным.

Еще один, упрощенный, способ подготовки электрода для сварки чугуна в домашних условиях, это намотка медной проволоки поверх электрода без применения обмазки. Как это сделать смотрите в этом видео.
Важно! Проволока должна быть только медной! применение латуни недопустимо, поскольку в процессе варки выделяются ядовитые газы цинка и оксида цинка.
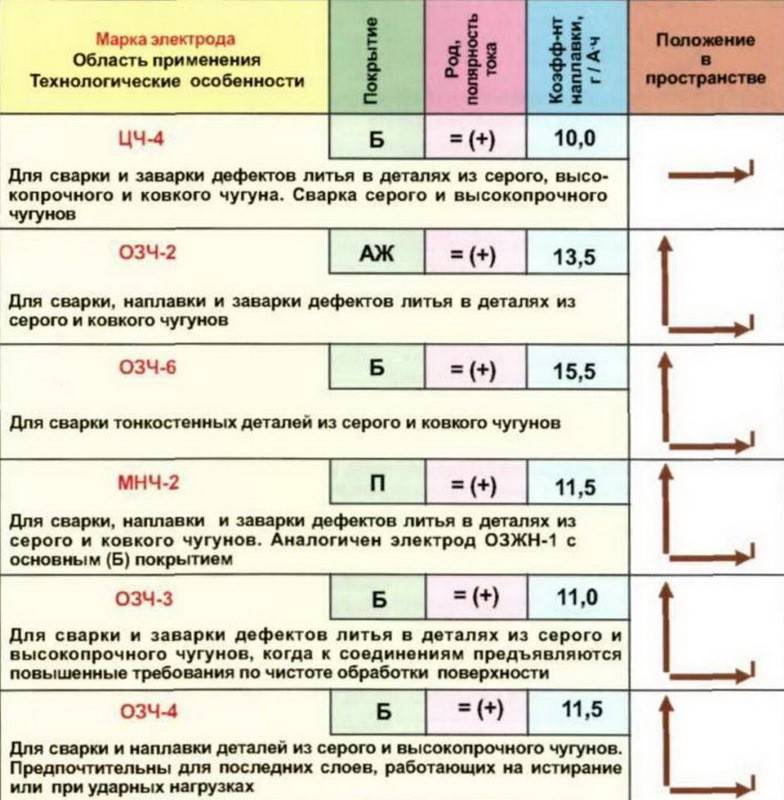
МНЧ-2
Универсальные никелемедные электроды, позволяющие работать с любыми видами чугуна — ковким, серым и высокопрочным. Изделия этой марки специально разработаны для того, чтобы сварку можно было выполнять без предварительного прокаливания. Сердечник из монель-металла (большая часть — никель, 28,5% медь, также присутствуют железо и марганец) имеет специальное покрытие. Основное назначение: холодная сварка, наплавка, заварка дефектов литья. Сварка возможна в любых пространственных положениях кроме потолочного и сверху вниз, производится при постоянном токе обратной полярности. Помимо универсальности применения в ряду преимуществ:
- отсутствие в необходимости прокалки — незначительный подогрев требуется только при работе с толстыми изделиями;
- легкий поджиг, стабильное горение дуги, высокая скорость расплавления при сравнительно низкой температуре, легкое отделение шлаковой корки;
- отличное качество получаемого шва по прочности, пластичности, стойкости к коррозии;
- цветовая идентичность основного и наплавляемого металла;
- низкая твердость шва, благодаря чему при эксплуатации конструкции риски образования трещин в районе соединения минимальны.
Данная марка электродов по чугуну для электродуговой сварки повсеместно применяется при ремонте изношенных деталей в шестернях, насосах, редукторах, экскаваторных ковшах и других узлах и механизмах. Аналоги марки МНЧ-2 по международной классификации — электроды типа ENiCu-B.
Популярные электроды для сварки нержавейки
Наиболее востребованными и ходовыми сварочными материалами являются марки нержавеющих электродов, произведенных ведущими заводами. Проверенные изготовители тщательно следят за качеством продукции, гарантированно выполняются обязательства и предлагают выгодные условия для сотрудничества. Кроме этого, постоянно высоким спросом пользуются марки электродов для сварки нержавеющей стали известных брендов.
ESAB
Шведский концерн ESAB предоставляет широкий выбор расходных материалов. Большой популярностью среди профессиональных сварщиков пользуются марки электродов по нержавейке.
ОК 61.35 предназначены для ответственных конструкций, часто применяются для сваривания трубопроводов различного назначения.
ОК 67.72 – синтетические электроды, использующиеся для соединения нержавеющих и разнородных сталей.
ОК 67.45 – сварочные материалы двойного назначения: соединение нержавеющих сталей и наплавка металлов с ограниченным уровнем свариваемости. Шов отлично переносит высокие температуры и трение.
Также следует упомянуть ОК 63.30; ОК 61.30; ОК 63.20; ОК 61.35.
Видео с разъяснениями по выбору от производителя.
ЦЛ-11
Как уже упоминалось ранее данная марка сварочных материалов является одной из самых популярных. Сварной шов, наплавленный расходниками ЦЛ-11, отличается аккуратностью, пластичностью, прочностью и высокой ударной вязкостью.







Монолит
Оригинальные сварочные материалы данного бренда с положительной стороны характеризуют многие мастера. По нержавке у них марка ЦЛ-11. Основные достоинства:
- привлекательный вид шва;
- легкий поджиг как начальный, так и повторный;
- стабильность дуги;
- самоотделяемость шлаковой корки;
- малое разбрызгивание;
- возможность проведение сварки по окисленным, окрашенным и масляным поверхностям;
- также можно осуществлять сваривание от бытовых источников питания;
- сварочные материалы Монолит подходят для выполнение соединений в труднодоступных местах.
УОНИ
В случае отсутствия под рукой специальных электродов для нержавейки, можно провести сваривание и другими марками. Чаще всего, специалисты задаются вопросом: можно ли уони варить нержавейку? Рассматривая данный вопрос с технической точки зрения, ответ будет положительным. УОНИ подойдет для работы с коррозионностойкими сталями. С практической точки зрения следует знать какой нужен электрод для сварки нержавейки.
УОНИ-13/НЖ обладают несколькими преимуществами: проведение сварки возможно практически во всех положениях; небольшое количество брызг.
УОНИ-13/НЖ-2 предназначены для коррозионностойких кислотостойких сталей.
УОНИ-13/ЭП-56 используются для сваривания нержавеющих сталей, работающих в агрессивных сталей, а также для сваривания трубопроводов.
Следует отметить, что лучше варить нержавейку специально разработанными для этого сварочными электродами.
Электроды по чугуну своими руками
При отсутствии специальных электродов для сварки чугуна, можно самостоятельно сделать расходники, близкие по характеристикам к марка ОЗЧ-2 и ОЗЧ-6. Далее мы рассмотрим два способа, как сделать электроды для чугуна своими руками.
- Изготовление электродов по чугуну осуществляется по следующей технологии:
- Необходимо взять медную проволоку диаметром 2-5 мм., зачистить её наждачной бумагой, обезжирить и покрыть самодельной обмазкой; проще всего приготовить обмазку из покрытия обычных электродов (АНО-4, УОНИ-13/55).
- Покрытие расходников общего назначения соскабливается со стержня, измельчается и смешивается со стальными опилками или железным порошком в пропорции 1:1. Затем в получившуюся смесь добавляется силикатный клей, после все компоненты тщательно смешиваются.
- Проволока опускается в самодельную обмазку, пока нанесенного толщина покрытия не составит 1,5-2,0 мм. Затем нужно подождать, пока излишки смеси стекут.
- Следующий этап — сушка, проводящаяся на открытом воздухе, электроды сушатся в вертикальном положении.
- Завершающаяся процедура — прокалка выполняется в духовке или на плите при температуре 200-250°С.
- Самодельные электроды по чугуну готовы к сварке. Режим сваривания электродами, созданными своими руками, не отличается от режима работы фирменными расходниками.
2. Существует ещё один способ как изготовить чугунный электрод. Сварщику понадобится дрель, стальной электрод (АНО-4, УОНИ-13/45) и медная проволока диаметром 2 мм.
Чтобы изготовить электрод для чугуна своими руками по данной технологии следует произвести следующие действия: проволока накручивается на стальную основу обычного электрода посредством вращения его зажатым в партоне дрели. Чтобы наглядно ознакомиться с процессом производства, рекомендуем посмотреть видео.
Произведенные электроды из чугуна своими руками позволят сэкономить денежные средства, а также выполнять сварочные работы без простоя. Но качество будет ниже, чем от применения специальных электродов для чугуна.
Изготовление электродов в домашних условиях по чугуну может осуществить исполнитель любого уровня.
3 Электроды по чугуну – какими бывают?
Сварочные электроды для работы с чугунными деталями описываются и выбираются по используемому виду стержня. Он может быть сделан из следующих материалов:
- проволока из сталей легированного класса;
- сварочная стальная проволока;
- чугунные прутки;
- проволока из меди либо сплавов данного химического элемента.
Сварочные электроды из стали обязательно имеют покрытие, в котором в немалых количествах присутствует ферросилиций. Его наличие в покрытии дает возможность получить при сварке серый чугун. Стальные стержни обычно применяются при соединении несложных по форме деталей, которые планируется эксплуатировать в дальнейшем при малых нагрузках. Если сварочные работы с такими электродами производит опытный специалист, полученное соединение отличается превосходной плотностью, что позволяет осуществлять механическую обработку изделия.

Маркировка сварочных электродов для чугуна из стальной проволоки – Св-08А и Св-08. Также к данной категории сварочных стержней относят изделия:
- ЭМЧС. Стержень этих электродов сделан из проволоки (низкоуглеродистой), а специальное покрытие состоит из трех слоев – газообразующего и шлакоформирующего, легирующего, газозащитного. ЭМЧС позволяют не выполнять предварительный нагрев заготовок, они идеальны для сваривания деталей малой толщины (до 10 миллиметров и не более того).
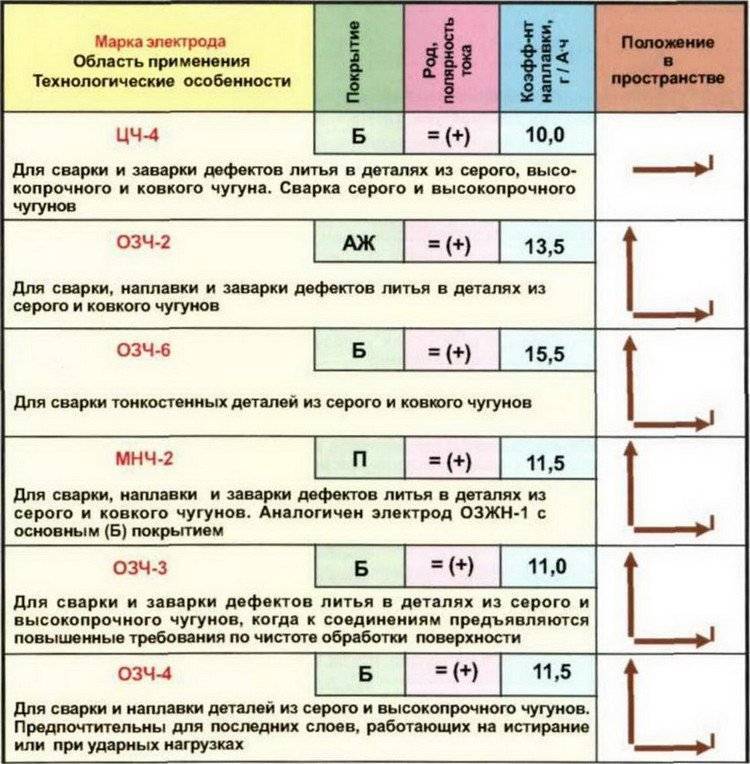
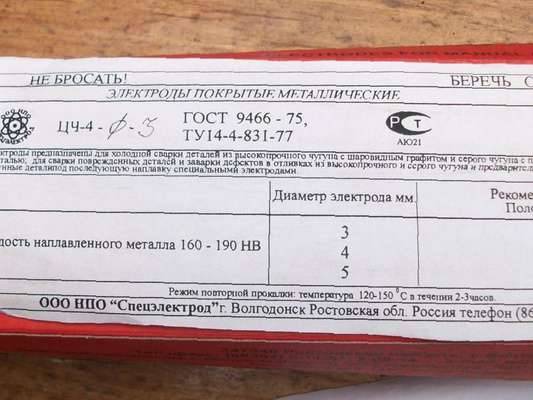
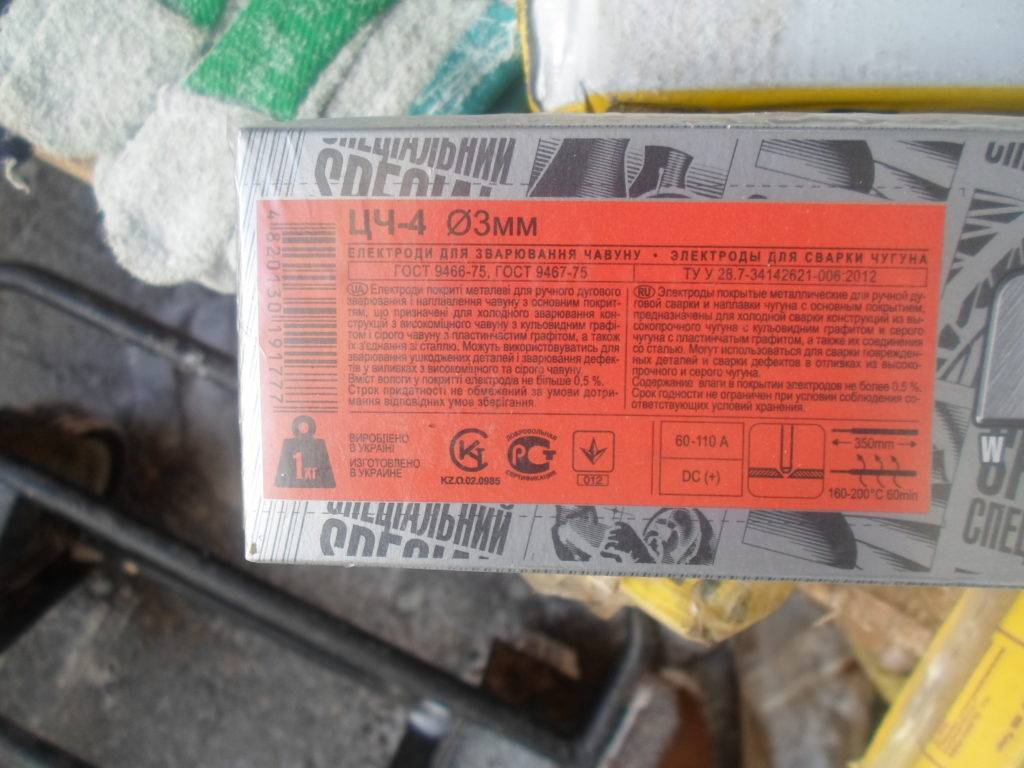
- ЦЧ-4. Самые, пожалуй, распространенные электроды с особым покрытием из компонентов, вступающих очень интенсивно в соединение с углеродом. В процессе такой химической реакции формируются нерастворимые в железе карбиды.
- МНЧ-1. Электроды из монель-металла (от 60 до 70 процентов никеля и от 25 до 30 процентов меди) обеспечивают стойкость материала к формированию трещин, характеризуются качественной обрабатываемостью наплава. Наличие в стержнях из монель-металла никеля и меди способствует процессу графитизации, а также снижению растворимости в железе углерода (и это при том, что указанные элементы с углеродом никаких соединений не образовывают). Озвученные процессы гарантируют значительное снижение опасности отбеливания.
- Чугунные стержни. На них наносятся покрытия двух видов: из 24 % (примерно) углекислого бария и 55 % карборунда, соединенных жидким стеклом, и из графитообразующих компонентов.

Информация о том, какими электродами варить чугун, будет неполной без описания комбинированных сварочных стержней. К таковым относят далее приведенные изделия:
- ОЗЧ-1: железомедные стержни сечением 4–5 миллиметров с покрытием из 50 % железного порошка и такого же количества специальной смеси УОНИ-13;
- пучки стержней для сварки (стальной электрод плюс два прутка из меди, реже один);
- медные виды электродов с жестяной оплеткой.
Популярные марки электродов для сварки чугуна
Теоретические разработки и многолетний опыт сварочных работ с чугунными изделиями позволил выявить определённые марки, которые позволяют наиболее эффективно решать поставленную задачу.
Электроды для горячей сварки чугуна
Для реализации этого метода предполагается получение для чугуна температуры равной 600 градусов Цельсия. Наиболее приемлемыми считаются изделия с обозначением ЦЧ-4. Они обеспечивают высокое качество сварки чугуна со сталью. При этом металл не теряет своих первоначальных свойств. Хорошо зарекомендовали себя никелевые, например, ОК 92.18. Такой образец – это гарант высокого качества и надёжности получаемого шва. Его основу составляет никелевый сердечник. Отличительной особенностью является малое количество шлака, которое образуется при сварке. Добавленный никель позволяет получить наилучшие показатели вязкости в наплавляемом металле. В дальнейшем он достаточно легко обрабатывается.






На производствах применяют образцы с добавлением меди. К ним относятся изделия марки УОНИ-13/45 или К-5. Медный электрод обеспечивает мелкокапельный перенос металла на шов.
В основе обоих типов имеется стальная проволока. На неё нанесено соответствующее покрытие. Для проведения сварки этими образцами применяется стандартный сварочный аппарат.
Электроды для холодной сварки чугуна
К технологии холодной сварки относится процесс, который протекает, при температуре около 200 °С. Для столь низкой температуры применяются следующие марки: ОЗЧ (2 или 6), МНЧ-2 или так называемые, универсальные к которым относятся ЦЧ-4. Сварка чугуна электродами при холодном способе производится при нижнем или вертикальном расположении деталей. Каждый из перечисленных типов хорошо проявляет себя в соответствующих условиях. Хорошо зарекомендовали себя электроды для холодной сварки и наплавки марки ОЗЧ-6. Задача качественной сварки важных стыков и наплавка без подогрева производится изделиями марки МНЧ-2. При определённых условиях для наплавки без подогрева используют марку ОЗЖН-1. Они позволяют наплавлять большие объёмы металла.

Электроды для сварки чугуна и стали
Часто возникает задача сваривания таких металлов как чугун и сталь. В этом случае стараются подобрать наиболее подходящие изделия для стали. К ним относятся универсальные марки ЦЧ-4. Они хорошо зарекомендовали себя при проведении горячей и холодной сварки этих двух металлов. Кроме отечественных образцов хорошо зарекомендовали себя импортные изделия марок Ficast NiFe и ZELLER 855. Они показали хорошие результаты и обеспечивают ровный и прочный шов.
Электроды по ковкому чугуну
Для получения наиболее крепкого и надёжного шва при работе с кованым чугуном применяют сварочные электроды следующих марок: МНЧ-2, ОЗЧ-6 (2) или ЦЧ-4.
Электроды по серому чугуну
Наилучшие результаты соединения деталей из серого чугуна, устранение трещин и дефектов получаю при применении чугунных электродов следующих марок: ОЗЧ-6 (2), ОЗЖН-1 или 2.
Изготовление электродов своими руками
Если вас не устраивает стоимость промышленных расходных материалов, то их можно изготовить самостоятельно. Есть несколько способов.
- В качестве стержня можно взять электроды для сварки стали марок УОНИ, АНО и прочих. Поверх них на обмазку следует намотать медную проволоку. Толщина медного слоя должна быть не менее 2 мм. Намотку можно провести, зажав стержень в ручную электрическую дрель.
- Взять медную проволоку толщиной порядка 5 мм. Нанести на него обмазку. Для приготовления обмазки необходимо:
- сколоть и измельчить покрытие со стальных электродов;
- добавить мелкую стальную стружку;
- жидкое стекло.
Измельченное покрытие смешать со стружкой в пропорции 50:50. Залить жидким стеклом и тщательно перемешать. Погружать медные стержни в замешенную массу, чтобы слой обмазки был около 2 мм. Сушить необходимо в подвешенном состоянии, а после прокалить их при температуре 200 °C — 250 °C.
Сварка чугуна электродом: технология, нюансы

Технология сварки чугуна позволяет пользоваться стальными низкоуглеродистыми электродами, среди преимуществ которых можно отметить их дешевизну и доступность. Их можно использовать для работы с элементами неответственных деталей и с изделиями, имеющими незначительные дефекты. Однако качественная сварка требует выполнения первого плакирующего слоя в разделке с помощью электродов марки ЦЧ-4.
Чаще всего используются обычные электроды марок АНО-4, УОНИИ 13/45 и др., но в этом случае не обойтись также без медной проволоки. Ее наматывают непосредственно на электрод (ее масса должна быть в 4-5 раз больше массы электрода) либо используют как присадочный пруток.
Сегодня многие производители выпускают специальные электроды, предназначенные для работы с чугуном. Они представляют собой железные, никелевые или медные стержни, поверх которых нанесен тонкий слой обмазки. Изготавливаются, в основном, в соответствии с техническими условиями предприятий-производителей.

Состав обмазки включает железный порошок. Эта группа представлена электродами по чугуну марок ЦЧ-4, ОЗЧ-2, ОЗЧ-3, ОЗЧ-4, ОЗЧ-6, ОЗЖН-1, ОЗЖН-2, МНЧ-2. Выпускаемые электроды имеют диаметр от 2 до 20 мм, и длину – 300, 350 и 450 мм. Они формируют отличный сварочный шов. Использование большинства перечисленных марок позволяет сваривать детали внахлест, встык, соединять их под углом.








На величину сварочного тока (от 50 до 600 А) влияет диаметр электрода. Чаще всего выбирают ток в пределах 50–90 А на 1 мм диаметра электрода. Для сварки используют валики (до 50 мм), которые впоследствии охлаждаются до +50 °С. Технология сварки чугуна требует проковки швов молотком, весящим не более 1,2 кг и имеющим закругленный боек. Учтите, что первый и последний слои при многослойной сварке не проковываются, чтобы не вызвать появление трещин.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Качество сварки чугуна зависит в том числе и от равномерности наложения шва. Перед началом работ кромки пластин необходимо разделать. Корневой шов выполняют прерывистым способом, но без колебаний. При повторном проходе завариваются непройденные участки. Последующие слои накладывают в шахматном порядке, используя для этого валики. Обработанный участок равномерно прогревается и насыщается металлом с меньшим содержанием углерода.
При производстве особо ответственных изделий используют технологию шпилек. Она более эффективно обеспечивает равномерный прогрев по сравнению с перечисленными способами, однако требует большего количества времени для выполнения.
Для правильного размещения шпилек на пластинах можно посмотреть соответствующее видео. Технология сварки чугуна предполагает их вкручивание по краям кромок и на некотором отдалении от стыка.

В первую очередь обваривают ввинченные элементы, следя за тем, чтобы наплавка была минимальной. Работы выполняются в разброс. После обработки шпилек начинают сцеплять сами пластины. Эта технология сварки чугуна позволяет создать надежное соединение, для чего требуется постепенно накладывать валики, равномерно прогревать материал, а также использовать более податливый металл для сварных работ.
Технология сварки распространенного в промышленности серого чугуна требует обеспечения его медленного остывания. Для этого обработанное изделие засыпают золой или песком и оставляют до тех пор, пока его температура не сравняется с комнатной. Таким образом снимается напряжение в металле, предотвращается появление микротрещин.
Прежде чем приступить к варочным работам, линия соединения посыпается бурой или другими порошками-флюсами. Таким образом снижается соприкосновение воздуха с присутствующим в чугуне углеродом, уменьшаются поры. Помещение, в котором проводятся работы, должно быть оборудовано хорошей системой вентиляции, защищающей сварщиков от газового облака.
ОЗЧ-2
Ключевая сфера применения данной номенклатуры электродов — это устранение литейных дефектов отлитых изделий, а также нанесение ряда слоев в компонентах и сопряжениях холодным методом. Применимо к продукции, изготовленной из различных типов чугунов.
Опытные сварщики рекомендуют производить нанесение шва на нижнюю или вертикальную плоскость. Обратная полярность постоянного тока способствует достижению высокого качества сварки. Такие технологические параметры лучше всего сочетаются с ОЗЧ-2. Отличительная черта ОЗЧ-2 – безупречное сваривание деталей и составляющих механизмов и штучных компонентов готового изделия, которые имеют незначительную толщину стенок и сечений в перпендикулярной оси.
Разновидности и свойства электродов
Все современные виды электродов по чугуну принято различать по основному материалу, из которого изготовлен основной стержень. Исходя из этого специалисты выделяют:
- Чугунные прутки.
- Проволока, которая может быть изготовлена из качественной углеродистой или же легированной стали.
- Медная проволока.

Стоит учесть, что все детали, которые были изготовлены из стали, покрываются специальным составом с ферросилицием. Используя такие изделия в работе, можно получить не только качественный, но и долговечный шов, который относится к серому виду. Эта разновидность расходного материала чаще всего используется для фиксации несложных деталей, которые не будут испытывать сильной нагрузки. Именно этот материал широко используется среди домашних мастеров.
Отдельного внимания заслуживают марки электродов для чугуна СВ-8 и СВ-8А. Для их производства используется исключительно качественная стальная проволока. Конечно, существуют и другие марки, которые имеют свои отличительные характеристики и нюансы. В продаже можно встретить расходные материалы из чугуна, которые отличаются верхним защитным слоем.
В некоторых случаях такое покрытие может состоять из карбоната и углекислого бария, а вот во втором — из уникальных графитообразующих веществ. Многие специалисты предпочитают использовать для сварки изделий те детали, которые были изготовлены на основе стержней комбинированной группы.
Какие бывают электроды
Электроды, применимые для работ с ручной дуговой сваркой разделяются на плавящиеся и неплавящиеся. Стержни, плавящиеся при сварке, изготавливают из чугуна, стали, меди или другого металла, в зависимости от материала. Они играют роль анода или катода, а также выполняют функцию присадочного материала. Бывают покрытые или непокрытые.









Покрытие в плавящихся стержнях выполняет много функций от удержания дуги, до формирования газового облака, препятствующего окислению шва.
Неплавящиеся электроды для сварки, изготавливают из различных тугоплавких материалов – графит, вольфрам или уголь. Служат они для розжига и удержания дуги, а заполнение шва присадками выполняется с помощью ручной подачи плавкого материала.
Работа с чугуном
Чугун — это вид металла, в котором имеется железо, углерод и небольшое количество других элементов. Такое сочетание определяет его характеристики и особенности. В частности, технология получения чугуна приводит к появлению в нем такого качества, как повышенная хрупкость. Поэтому его не используют для изготовления изделий, работающих под высокими нагрузками.
Однако, чугун имеет широкое распространение в черной металлургии и машиностроении. Его преимущества заключаются в том, что он легче стали, хотя и менее прочный. Чугун относится к чистым материалам в области экологии, проявляет стойкость к кислотно-щелочным средам, не теряет свои качества при длительном использовании. Имеются некоторые различия между серым и белым чугуном. Белому чугуну свойственна хрупкость, а серому — небольшая пластичность.

Трудоемкость сваривания чугунных изделий объясняется тем, что в этом металле повышено образование трещин и пор, при накаливании приобретается текучесть. Для получения качественное соединение изделий, изготовленных из чугуна, требуется некоторый опыт. Снизить образование дефектов также помогут сварочные электроды для чугуна, разработанные специально для этой цели.
Чтобы разобраться, какими электродами варить чугун, следует знать, что существуют разнообразные марки электродов для сварки чугуна. Из их числа необходимо сделать грамотный выбор для осуществления конкретной работы. Имеется ограничение — чугун, длительное время находившийся в неблагоприятных условиях, подвергавшийся воздействию кислой среды, масла и влажности, обработке не подлежит, то есть чугун является металлом, имеющим ограничение по сварке.
При соединении деталей из чугуна могут произойти некоторые неприятности:
- при нарушении температурного режима в месте образования шва возможно появление дефектов;
- низкая текучесть чугуна при слишком высокой температуре может привести к увеличению внутренних напряжений в месте соединения;
- при плавлении металла возможно образование тугоплавких окислов, имеющих температуру плавления более высокую, чем у чугунных деталей;
- выгорание углерода может привести к образованию в сварном шве пор;
- при остывании после окончания сварочного процесса на сварном шве могут появиться трещины, что объясняется наличием в металле графита.
Поскольку чугун является жидкотекучим материалом, сварку следует проводить в нижнем горизонтальном положении. Грамотно выбранные электроды по чугуну помогут решить эти проблемы.





