Поставляемые типоразмеры электродов lb52u и рекомендуемый ток
(переменный и постоянный ток ЕР или постоянный ток EN)
| Диаметр (мм) | 2,6 | 3,2 | 4,0 | 5,0 | |
| Длина (мм) | 350 | 350/400 | 400 | 400 | |
| Ток | OSW | 30 — 80 | 60 — 110 | 90 — 140 | 130 — 180 |
| F | 60 — 90 | 90 — 130 | 130 — 180 | 180 — 240 | |
| V и OH | 50 — 80 | 80 — 120 | 110 — 170 | 150 — 200 |
*Примечание: Постоянный ток EN только для прохода корня.
Аттестация LB-52U (Аттестация лб-52у)
| NK | AB | LR | NV | BV | ||||||||||
| Марка | Макс. диам. | Положение | Марка | Диам. | Положение | Марка | Диам. | Положение | Марка | Диам. | Положение | Марка | Диам. | Положение |
| KMW53HH | 5,0 | F V O | 3H103Y | 2,6 | F V O | 33Y (H15) | 2,6 | F V O | 3Y (H10) | 2,6 | F V O | 33YHH | 2,6 | F V O |
| 3,2 | 3,2 | 3,2 | 3.2 | |||||||||||
| 4,0 | 4,0 | 4,0 | 4,0 | |||||||||||
| 5,0 | 5,0 | 5,0 | 5,0 |
Замечания к применению сварочных электродов лб-52у (lb52u)
- Перед использованием высушите электрод при температуре 300 — 350оС в течение 3060 мин.
- Валик с обратной стороны хорошего внешнего вида получается при подходящем токе и оптимальном зазоре между свариваемыми кромками. Рекомендуемая форма зазора между кромками приведена в таблице 9.
- Зажгите дугу на небольшой стальной пластинке, приготовленной для этой цели, или на боковой стенке канавки, чтобы не прожечь отверстия при включении дуги.
- Старайтесь, чтобы дуга была как можно короче.
Электроды Kobe Steel lb-52 u
Сварочные электроды lb52u на складе ООО «Компания ТНД». Тел. в Москве +7(495) 225-95-78
Положение электродов Kobe Steel LB-52 U при сварке
| Наименование электродов | 1 паллет | 1 упаковка | 1 пачка | Количество упаковок в паллете | Количество пачек в упаковке | Количество электродов в пачке LB-52U |
| Электроды LB-52U 2,6х350 мм (5 кг) | 1000 кг | 20 кг | 5 кг | 50 уп. | 4 шт. | 240 шт. |
| Электроды LB-52U 3,2х350 мм (5 кг) | 1000 кг | 20 кг | 5 кг | 50 уп. | 4 шт. | 165 шт. |
| Электроды LB-52U 4,0х400 мм (5 кг) | 1000 кг | 20 кг | 5 кг | 50 уп. | 4 шт. | 90 шт. |
Краткое описание
Сварочные изделия LB 52u производит японская фирма Kobelco. В основном подобные устройства применяются для соединения различных деталей из углеродистой стали или изделий с низким значением легитирующих присадок. Благодаря характеристикам, электроды LB отлично делают швы практически в любых условиях.
Тем не менее у LB 52u есть отечественный аналог — катоды марки УОНИ. Как и их японские собратья, они также имеют покрытие из соединений фтора, а также углекислых соединений кальция и магния. При значительных изменениях температуры электрической дуги, идёт распад карбонатов на окислы кальция и магния. Поэтому их также можно использовать практически при любых условиях.
Расшифровка аббревиатуры
Припойный материал содержит аббревиатуру, с помощью которой подбирают подходящий элемент для работы.
Расшифровываются значения следующим образом:
- L – Длина электродной юбки.
- B – Основной тип покрытия.
- U – Использование для соединения деталей из низкоуглеродистой стали разных марок.
- 52 – номер, используемый для внутризаводской маркировки, не имеет технического значения.
Это интересно: Как просушить электроды в домашних условиях, технология выполнения работы
Сфера применения электродов
Химические свойства расходного материала обеспечивают повышенную ударную прочность.
Поэтому электроды часто применяют в следующих случаях:
- формирование резервуаров большого объема для хранения нефтепродуктов, питьевой воды и иных жидкостей;
- соединение элементов стальных трубопроводов;
- сборка конструкций, применяемых в автомобиле- и судостроении.
При определении сферы применения электродов из низкоуглеродистой стали учитывают такие рекомендации:
- Стержни диаметром 2,6 мм используют при формировании основных слоев сварного соединения, облицовке металлических конструкций. Это защищает сварные швы от влияния негативных атмосферных факторов, агрессивных веществ.
- Электроды размером 3,2 и 4 мм также используют в приведенных выше ситуациях. Кроме того, их применяют для подварки дефектов.
Особенности сварки
Тавровые швы угловых соединений с усилением катета и продольное наращивание конструктивных элементов по разделанной фаске ведётся послойно. Валик катета ложится равномерно, со сглаженной волнистостью, без углублений кратеров в месте смены электрода. Разделочные канавки выдерживаются под углом 30–400. Толщина притупления 0,4–2 мм. Межкромочный зазор 2–3,2 мм. Зажжение дуги во избежание прожига ведут на боковой стенке.
Рекомендуется выжигать электрод без остатка. Это связано с тем, что механическая прочность прилегания слоя покрытия высока. Торец стержня скрыт в углублении под выступающей обмазкой. Повторный розжиг затруднён.
Упрощает работу нетребовательность к пространственному положению и направлению ведения шва при стабильности горения дуги в режимах высокой и низкой токоподачи. Незначительность разбрызгивания дополняется лёгкостью шлакоотделения ручным электроинструментом перед наложением очередного слоя.
Для чего используют? Продукция Кобелко по техническим параметрам предназначена к применению для герметизации сосудов и ёмкостей под переменным давлением. Агрессивные природные среды и химические реагенты не разрушают целостность наплавного слоя соединения.
Описание и расшифровка аббревиатуры
Электроды формируют ровный гладкий шов, поддерживают стабильную электрическую дугу. Особые технические характеристики позволяют соблюдать требования к сварным соединениям на любых производственных объектах. Элементы применяют для сварки заготовок из низкоуглеродистой стали с минимальным содержанием легирующих добавок. При равномерной подаче тока с помощью элементов “ЛБ 52У” формируют долговечные швы повышенной прочности.
Значения символов и чисел будут следующими:
- L – длина стержня;
- B – вид покрытия;
- U – применение для сваривания заготовок из низкоуглеродистой стали;
- 53 – заводской код, не имеющий технической ценности.
Область применения
Эта марка является универсальной в использовании, так как ее можно применять в бытовых условиях и при серьезном производстве. Главным направлением использования является сварка стали. Именно для взаимодействия с этим металлом и предназначены эти сварочные электроды. Благодаря своим преимуществам, эту марку активно используют для соединения труб, в том числе и для больших магистралей, которые проходят на длительные расстояния. Это обусловлено тем, что сами швы обладают высокими свойствами герметичности, благодаря чему могут служить для коммутации газопроводов высокого давления и водопроводов любой температуры.

Сварочная проволока марки LB 52B
Помимо этого электроды нашли применение в ремонте резервуаров, на которых образовались сколы и трещины. Одной из самых ответственных областей их применения является морская сфера. Это может быть монтаж конструкций, которые в дальнейшем будут эксплуатироваться под водой, или же ремонт и создание обшивки кораблей и прочих водных суден. Долгосрочность эксплуатации и хорошие показатели механических свойств, в частности вязкости, делают электроды LB 52U востребованными во всех сферах. Хорошо стабилизированная дуга обеспечивает создание длинного шва с минимальным количеством прерываний.

Проволока для сварки Kobelko LB 52U
Технические характеристики
Если рассматривать характеристики электродов LB 52U, то они зависят не только от особенностей данной марки, но и от диаметра модели, которая будет использоваться. Явным тому примером является состав.
Диаметр проволоки, мм | Углерод | Кремний | Марганец | Фосфор | Сера | Никель | Хром | Молибден | Ванадий |
2.6 | 0.060 | 0.52 | 1 | 0.011 | 0.005 | 0.010 | 0.030 | 0.001 | 0.010 |
3.2 | 0.060 | 0.510 | 1.020 | 0.011 | 0.006 | 0.010 | 0.020 | 0.010 | 0.010 |
0.06 | 0.490 | 1.01 | 0.013 | 0.004 | 0.010 | 0.030 | 0.010 | 0.010 |
Стоит отметить, что такие элементы как ванадий, молибден, хром и никель являются теми элементами, которые специально не добавлялись в состав, но могут присутствовать в приведенных пропорциях. В механических свойствах также наблюдается разница между изделиями различного диаметра, но это касается не всех характеристик.



| Наличие водорода, мг/0,1 кг | Вязкость ударная, Дж/см2 |
| 1.6 | 130 |
Сварочный электрод LB 52U диаметром 2,6 мм
Диаметр электрода, мм | Предел текучести, Н/мм2 | Предел прочности, Н/мм2 | Относительное удлинение материала, % |
2.6 | 441 | 546 | |
3.2 | 446 | 540 | |
455 | 530 |
Размеры и ассортимент
В общей сложности существует пять разновидностей по размерам расходного материала. Диаметр их колеблется от 2,6 до 5 мм, а длина электрода от 350 до 400 мм в различных вариациях.
Диаметр, мм | 2.6 | 3.2 | |||
Длинна, м | 0,35 | 0,35 | 0,4 | 0,4 | 0,4 |
https://youtube.com/watch?v=TvcdEx1mrCo
Особенности наплавки
Как правило, чем меньше толщина диаметра, тем меньший сварочный ток нужен для наплавки. Длина электрода здесь практически не влияет, так как разница в ней не столь существенна.
Диаметр, мм | 2.6 | 3.2 | ||
Ток, А | 30-90 | 60-130 | 90-180 | 130-240 |
Обозначение и расшифровка
Электроды Kobelco LB 52U имеют в своей маркировке несколько основных моментов, которые способствуют в помощи выбора. Данную марку можно расшифровать как:
- L – длинный электрод (у которого длинная юбка);
- B – покрытие материала относится к основному типу;
- U – изделие используется для сварки углеродистых и низкоуглеродистых сталей.
Производители
Единственным производителем данных электродов является японская компания Kobelco, продукция которой может гарантировать высокое качество, которое требуется для различных сфер промышленности.
Это интересно: Электроды по нержавейке — какими варить, можно ли варить вообще
Рекомендации по использованию и хранению
Список преимуществ электродов kobelco LB-52U достаточно большой, но, несмотря на это, имеются некоторые рекомендации по их применению. Если прислушиваться к ним, то можно увеличить качество шва и добиться более прочного соединения:
- Специалисты рекомендуют просушить сварочный компонент перед тем, как начать его использовать. Процесс сушки должен занимать около 40 минут.
- Чтобы изделие не было испорчено, следует начинать сварку на небольшой силе тока, а затем постепенно уже можно переходить на более высокие показатели.
- Электроды с наименьшим диаметром: то есть те, толщина которых составляет 2,6 мм, рекомендуется использовать для облицовочных или заполняющих слоев. Более толстые модели лучше применять в тех случаях, когда необходимо создать дополнительный шов, который сами сварщики нередко называют «подарочным».
- Чтобы в результате работы получился прочный и красивый шов, нужно правильно подобрать силу тока и подходящий зазор.
- Обычно применяются в тех случаях, когда нужно расширить обратную сторону шва. Этого можно добиться, если глубоко проплавить металлический элемент.
- Без японских сварочных компонентов не обойтись в том случае, когда нужно проварить шов с обратной стороны.









После приобретения упаковки LB-52U необходимо позаботиться об их правильном хранении. Если этого не сделать, то велика вероятность, что в скором времени они придут в негодность. Как и многие другие, LB-52U способны впитывать влагу, а если в их структуре будет много жидкости, то на готовых швах могут появиться различные дефекты, такие как поры и трещины.
Чем выше температура воздуха, тем меньше водяных паров должно в нем содержаться, иначе изделия в скором времени испортятся. Например:
- если температура не превышает 15 градусов по шкале Цельсия, то максимально допустимая влажность воздуха — 60%;
- при температуре около 20 градусов влажность воздуха не должна превышать 50%;
- если электроды хранятся в очень жарком месте, где температура превышает 25 градусов, то влажность должна быть менее 40%.

Если следовать этим указаниям, то положительные характеристики электродов LB-52U будут сохранены на долгое время. Однако следует помнить о максимальном сроке хранения согласно ГОСТ, который не превышает трех лет. В том случае, если электрод в результате неправильного хранения уже успел прийти в негодность, его свойства можно все же восстановить, используя печь.
Размеры электродов, режимы, особенности сварки и хранения
Сварка электродами LB-52U ведется с применением аппаратов, работающих на переменном и постоянном токе. В таблице указаны данные о габаритах изделий и силе сварочного тока, который колеблется в широких пределах в зависимости от положения, в котором выполняется соединение заготовок:
| Диаметр, мм | Длина, мм | Сила сварочного тока, А |
|---|---|---|
| 2,6 | 350 | 30÷90 |
| 3,2 | 350; 400 | 60÷130 |
| 4,0 | 400 | 90÷180 |
| 5,0 | 130÷240 |
При ведении сварочного процесса необходимо придерживаться следующих рекомендаций:
- зачищать кромки деталей;
- готовить электроды к сварке; для этого их необходимо прокалить при температуре не выше 350 °C в течение 1 часа;
- готовить соединяемые части: при толщине металла более 5 мм необходимо разделывать кромки в соответствии с технологическим процессом;
- сварку необходимо начинать на токе малой величины, соответствующей Ø электрода, постепенно увеличивая до необходимого предела, при котором дуга будет гореть стабильно;
- при сварке с зазором необходимо следить за тем, чтобы он был одинаковым по всей длине;
- при смене электрода необходимо зажигание выполнять чуть выше, затем вернуться к месту окончания шва, заполнить сварочную ванну и продолжать процесс соединения;
- при повторном зажигании необходимо конец электрода очистить от обмазки. Если этого не сделать, то невозможно будет повторно зажечь дугу.
Как варить электродом LB, можно посмотреть в видеоролике:
Качество шва зависит и от условий хранения, Так как покрытие жадно поглощает влагу из окружающего пространства, необходимо хранение расходного материала в сухом и теплом месте. Температура там не должна опускаться ниже 15 °C. Если условия нарушены, это значительно понизит качество шва, а в некоторых случаях вызовет блуждание дуги.
Своим опытом работы с японскими электродами Kobelco марки LB-52U просим поделиться с читателями.
Поиск записей с помощью фильтра:
Преимущества электродов марки ЛБ-52У
Низководородные электродные стержни обеспечивают упрочнение шва с обратной стороны. Дуга при работе стабильная, проплавление высокое, что повышает качество и исключает образование разнообразных дефектов.
К преимуществам стержней марки LB-52U относятся:
- сокращение сроков выполнения работ;
- возможность сваривания при любом наклоне и положения металлоконструкций;
- внешний вид шва получается привлекательным, ровным;
- глубина провара достаточная, использование подкладочных материалов не требуется;
- соединение прочное, герметичное, при этом положение конструкции не имеет значение;
- качество, прочность, устойчивость к трению и температурным воздействиям участка соединения повышается, изделие в точке сварки становится более твердым;
- разбрызгивание металла при выполнении работ практически отсутствует, что соответствует требованиям безопасности, позволяет сваривать конструкции при высоком риске возгорания;
- стержни можно использовать при высоком и низком токе;
- валик ровный, в области сварки металл остается эластичным;
- края соединяемого изделия устойчивы к растрескиванию, приобретают отличные механические свойства (показатели диффузии водорода сниженные);
- значение изгиба при ударе при -40 градусах – 100 Дж/кв.см (по Шарпи);
- свариваемость первого слоя достаточно высокая;
- возможность применения при потенциально опасных условиях, в газовых и прочих средах.
Технические харакетеристики
Наплавной корневой шов по неповоротным стыкам трубопроката выдерживает усилие 590 МПа. На последующие слои заполнения и облицовки нагрузка ляжет со снижением на 10% – 530 МПа. Зарегистрирована минимизация хрупкой составляющей в изломе при криогенных температурах в испытаниях на ударный изгиб.
Механические характеристики наплавленного материала:
- Текучесть (усреднено) – 470 МПа.
- Прочность (усреднено) – 570 МПа.
- Вязкость ударная на изгиб по Шарпи – KCU при t +200 – 200 Дж/см2; KCV при t -300 – 50 Дж/см2.
- Водород, диффундирующий в наплав (средняя величина) – при t +200 (влажность 60%) – 16 мл/кг; при t +300 (влажность 80%) 33 мл/кг.
- Удлинение линейное – 28–33%.
Химические составляющие сварочной проволоки ЛБ 52У:
- C 0,10 (в расплаве сохраняется половина, остальное выгорает).
- Mn 0,65 (выгорает 10% элемента).
- Si 0,15(выгорает 60%).
- S 0,020 (фрагментарные остаточные явления, менее 0,005%).
- P 0,026 (угар 60%).
Достоинством электродов lb является стойкость заполнения и пограничных областей к растрескиванию при эластичности и вязкости соединения. Это свойство компенсирует продолжительные деформационные нагрузки сдвига и динамических ударов лучше аустенитных неразъёмных соединений.
Общие рекомендации
Повышению прочности сварных соединений способствует соблюдение следующих правил:
- Не рекомендуется работать с влажными электродами. Перед началом сварки стержни высушивают в течение 40-60 минут.
- Процесс сварки начинают с подачи тока минимальной силы, необходимого для прокалки расходного материала. Во время работы параметр увеличивают постепенно.
- Эстетичное ровное соединение получается при правильном выборе формы канавки, температуры электрической дуги. Для подбора значений неопытные сварщики используют специальные таблицы.

Электроды LB 52U считаются одними из лучших из типа наплавочных.
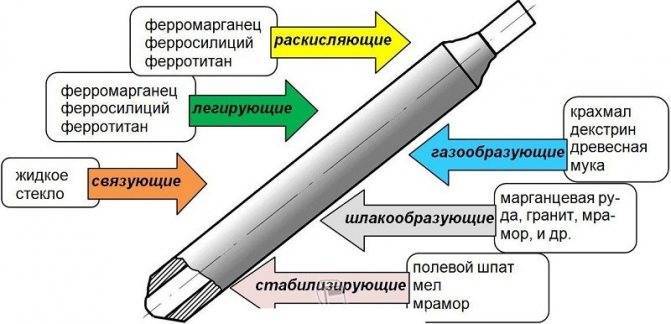
Защитные функции и свойства обмазки
Состав защитного покрытия прутка содержит много компонентов различной нацеленности:
- Стабилизаторы – известняк, мрамор, плавиковый и полевой шпаты.
- Раскислители с функцией легирующих элементов – марганец металлический, ферромарганец, ферротитан, ферросилиций.
- Шлакообразователи – гранит, мрамор, марганцевая руда.
- Газообразователи – декстрин, крахмал, древесная мука (рутил).
- Связующие – жидкое стекло, сода, сурик.
 Сбалансированность компонентов, выполняющих двойные функции, влияет на технологическое качество заполнения расплавом. Балластные шлакообразователи вкупе с прореагировавшими карбонатами по достижении температуры плавления укрывают сварочную ванну слоем поверхностных окислов.
Сбалансированность компонентов, выполняющих двойные функции, влияет на технологическое качество заполнения расплавом. Балластные шлакообразователи вкупе с прореагировавшими карбонатами по достижении температуры плавления укрывают сварочную ванну слоем поверхностных окислов.
Газозащита оказывается заперта до схватывания и растрескивания ошлакованной корки. Несвязанный атомарный кислород нейтрализует химическая активность СО при переходе в углекислоту. Диффузионное поглощение атмосферного водорода кипящей сталью предотвращается избытком объёма СО2.
Типоразмеры, потребная величина тока
Поставки ведутся в фирменных упаковках по 5 кг. В бумажных коробках с логотипом изготовителя по 4 пачки. Деревянных ящиках по 1 т. По обмазке 100% наполнения нанесён номер партии и марка. Стержень под держтель маркируется краской. Размерный ряд:
- Ø2,6; 3,2 – длина стержня 350 мм;
- Ø3,2; 4,0 – длина стержня 400 мм.
Вместимость 5-килограммовой пачки, штук:
- Ø2,6 – 240;
- Ø3,2 – 153;
- Ø4 – 95.
Предложения товара иной размерной градации, обезличенной упаковки, сертификата без корректного русского перевода означает, что продают фальсификат.
Сила сварочного тока связана с сорторазмером стержня. Полярность свободная, используются аппараты постоянного и переменного напряжения. Производитель и практики рекомендуют удержание короткой дуги c постепенным увеличением токовой нагрузки до оптимума.
Зависимость величины тока, диаметра, целевое использование:
- Ø2,6х350 – min 60, max 90 А – корень, заполнение облицовка шва (К54–60);
- Ø3,2х350 (400) – min 90, max 130 А – корневой, подварочный, заполнение (К54–60);
- Ø4х400 – min 130, max 180 А – подварочный, заполняющий, облицовка (К54).
Химический состав электродов LB-52U
Фирменные электроды Kobelco LB-52U характеризуются определенными эксплуатационными характеристиками, которые связаны с химическим составом. В состав марки LB-52U входят следующие элементы:
В качестве основы применяется низкоуглеродистый металл, который обеспечивает высокую стабильность получаемой дуги.
Особое внимание уделили составу наплавленного метала. Химический состав представлен сочетанием углерода, кремния, никеля, молибдена, хрома и некоторые другие вещества.
Состав электрода
Все элементы включаются в состав в определенной концентрации, за счет чего и обеспечиваются особые эксплуатационные характеристики.
Сварочные электроды Kobelco LB-52U
Низководородный сварочный электрод LB-52U (ЛБ-52У) предназначен для усиления обратной стороны сварного шва. Использование данного электрода позволяет получить отличный наплавленный металл шва и аккуратный корневой чешуйчатый валик без дефектов при сварке с одной стороны соединения. LB-52U обеспечивает намного лучшую стабилизацию дуги и проплавление, чем другие низководородные электроды.Электроды LB-52U (ЛБ 52У) предназначены для сварки труб из сталей прочностных классов до К54 включительно и от К55 до К60 включительно. Электроды LB 52U аттестованы НАКС (Национальной Ассоциацией Контроля Сварки) и рекомендованы ВНИИСТом для использования при строительстве и ремонте магистральных трубопроводов.Цена на данный электрод в нашей компании минимальна, так как продажа осуществляется напрямую и без посредников.Эффект и достоинства сварочных электродов LB-52U (ЛБ-52У):






- Великолепная работоспособность и свариваемость в любых положениях!
- Стабильная дуга и наименьшее разбрызгивание. Обеспечивается стабильная дуга в режиме как низкого, так и высокого тока и наименьшее разбрызгивание. В частности, при сварке первого слоя фиксированной трубы обеспечивается стабильная сварка во всех положениях.
- Красивый внешний вид валика подварочного шва. За счет оптимальной эластичности шлака во всех положениях обеспечивается красивый валик, широкий угол под разделку кромки.
- Сварочный электрод, таким образом, является «по существу» идеальным при сварке на месте.
- Высокая стойкость к растрескиванию и прекрасные механические свойства. Низкая диффузия водорода и высокая стойкость к растрескиванию сварочного шва. Проявляется также высокая ударная вязкость при низких температурах.
- Ударная вязкость по Шарпи в режиме -40°С составляет около 100 Дж/см². Успешные результаты применения в мировом масштабе.
- В большинстве стран мира получена высочайшая оценка свариваемости первого слоя труб. В странах мира, в т.ч. в России, странах Азии и Океании применяются электроды LB-52U в прокладке трубопроводов. Поэтому без преувеличения можно сказать, что LB-52U сварочный электрод глобального значения!
Рекомендации по использованию
| Диаметр электрода LB-52U, мм | Для сварки труб класса до К54 (до 530 Н/мм2) включительно | Для сварки труб класса от К55 до К60 (до 580 Н/мм²) включительно |
| 2.6 | корневой, заполняющий и облицовочный слои сварочного шва | корневой слой сварочного шва |
| 3.2 | корневой, подварочный, заполняющий и облицовочный слои сварочного шва | корневой и подварочный слои сварочного шва |
| 4.0 | подварочный, заполняющий и облицовочный слои сварочного шва | подварочный слой сварочного шва |
Применение электродов LB-52U (ЛБ 52У) позволяет получить отличный наплавленный металл шва и аккуратный корневой чешуйчатый валик без дефектов при сварке с одной стороны соединения. LB-52U обеспечивает высокую ударную вязкость, и его часто используют для сварки труб, морских конструкций и сооружений типа резервуаров, которые необходимо сваривать только с одной стороны. ЛБ-52У обеспечивает намного лучшую стабилизацию дуги и проплавление, чем другие аналогичные электроды.
Прокалка осуществляется при 300–350°С в течение 0.5-1 часа.
Химический состав (%)
| Ø, мм | C< | Si | Mn | P | S | Ni* | Cr* | Mo* | V* |
| 2.6 | 0.06 | 0.52 | 1.00 | 0.011 | 0.005 | 0.01 | 0.03 | 0.01 | следы |
| 3.2 | 0.06 | 0.51 | 1.02 | 0.011 | 0.006 | 0.01 | 0.02 | 0.01 | следы |
| 4.0 | 0.06 | 0.49 | 1.01 | 0.013 | 0.004 | 0.01 | 0.03 | 0.01 | следы |
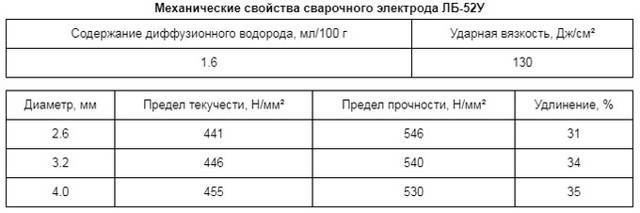
Механические свойства сварочного электрода ЛБ-52У
| Содержание диффузионного водорода, мл/100 г | Ударная вязкость, Дж/см² |
| 1.6 | 130 |
| Диаметр, мм | Предел текучести, Н/мм² | Предел прочности, Н/мм² | Удлинение, % |
| 2.6 | 441 | 546 | 31 |
| 3.2 | 446 | 540 | 34 |
| 4.0 | 455 | 530 | 35 |
Стандарты и одобрения для LB-52-U
| JIS | AWS | LRS | ABS | DNV | NKK | BV |
| Z3211 D4316 | A5.1 E7016 | 3. 3Y(H15) | 3H10. 3Y | 3YH10 | KMW53H10 | 3. 3YHH |
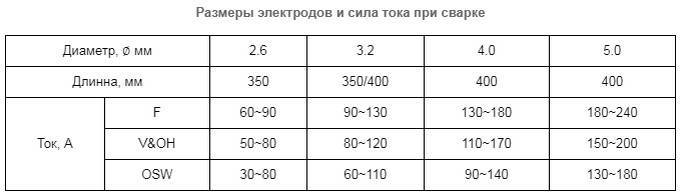
Размеры электродов и сила тока при сварке
| Диаметр, ∅ мм | 2.6 | 3.2 | 4.0 | 5.0 |
| Длинна, мм | 350 | 350/400 | 400 | 400 |
| Ток, А | F | 60~90 | 90~130 | 130~180 |
| V&OH | 50~80 | 80~120 | 110~170 | 150~200 |
| OSW | 30~80 | 60~110 | 90~140 | 130~180 |
Эксплуатация
сварочные электроды KOBELCO LB-52U подходят для работы со сталью. Неповоротный односторонний шов – отличное условие для варки. Вы можете сделать ремонт, используя заполняющий или облицовочный шов.
Формируя швы для усиления, используйте японские электроды от kobelco.
Виды швов: корневой, заполняющий или облицовочный, не играют большой роли, для этих задач подойдут все диаметры, а вот тип детали и сталь очень важны.
Используя корневой вариант и трубы класса к54, выберите диаметр до 3 миллиметров. Чтобы усилить шов или подварить корень, остановитесь на продукции от 4-х мм.
Это интересно: Присадочный пруток сварочный — что это такое и как использовать?
Достоинства и преимущества использования сварочных электродов лб-52
Великолепная работоспособность электродов лб-52 у и свариваемость в любых положениях
- Сварочный электрод лб 52 это стабильная дуга и наименьшее разбрызгивание. Обеспечивается стабильная дуга в режиме как низкого, так и высокого тока и наименьшее разбрызгивание. В частности, при сварке первого слоя фиксированной трубы обеспечивается стабильная сварка во всех положениях.
- Красивый внешний вид валика подварочного шва после сварки электродом лб 52у. За счет оптимальной эластичности шлака во всех положениях электроды lb 52 обеспечивают красивый валик, широкий угол под разделку кромки. Сварочный электрод лб-52у, таким образом, является «по существу» идеальным при сварке на месте.


Успешные результаты применения сварочных электродов KOBELCO LB52U в мировом масштабе.
В большинстве стран мира получена высочайшая оценка свариваемости первого слоя труб. В странах мира, в том числе в России, странах Азии и Океании применяются электроды LB-52U в прокладке трубопроводов. Поэтому без преувеличения можно сказать, что электроды сварочные LB 52U это сварочные электроды глобального значения.
Сертификация
Электроды Кобелко LB-52U прошли различные тесты для определения качества и основных эксплуатационных характеристик. Сертификация используется для определения качества расходного материала.
При покупке LB-52U нужно уделять внимание наличию сертификатов. Это связано с тем, что в продаже встречается просто огромное количество различных подделок. Их эксплуатационные характеристики намного ниже тех, которыми обладают оригинальные варианты исполнения
Их эксплуатационные характеристики намного ниже тех, которыми обладают оригинальные варианты исполнения.
Марка LB-52U прошла аттестацию НАКС, за счет чего она может применяться при строительстве и ремонте магистральных трубопроводов. Электроды LB-52U рекомендованы ВНИИСТом при изготовлении ответственных деталей.
Особенности применения
Электроды lb 52u – это универсальный материал, пригодный для работы в бытовых условиях и требований промышленного производства. Основным материалом для работы считается стали различных марок, именно под него заточены их основные характеристики. Высокая герметичность швов позволяет использовать lb 52-u в ответственных конструкциях, поэтому немало газопроводных и водопроводных магистралей создаются с применением данных электродов.
Помимо этого электроды Кобелко применяются для:
- герметизации резервуаров;
- монтаж подводных конструкций;
- создание обшивки кораблей.
Сфера применения
Японские электроды lb 52u применяются в промышленных областях и быту. Высокие показатели герметичности позволяют использовать материал для сваривания ответственных конструкций.
Поэтому электроды Кобелко применяются в нефтегазовой промышленности для предотвращения утечек и целостности труб.
Сфера применения катодов также актуальна в кораблестроении, химической промышленности. Чтобы исключить возможность заражения ядовитыми продуктами, изделия применяют для сварки магистральных трубопроводов, накопительных емкостей химических предприятий.
Особенности использования
Сварочные электроды LB-52U при выполнении работы обеспечивают стабильность дуги, необходимую глубину проплавления. Продукция японского бренда отлично подходит для использования в следующих целях:
- соединение деталей ответственных металлоконструкций, в том числе, для водопроводных, газовых магистралей;
- монтаж промышленных магистралей нефтегазовых, химических комплексов;
- изготовление резервуаров, емкостей разного назначения, в том числе, предназначенных для эксплуатации при высоких нагрузках, давлении;
- выполнение работ в условиях повышенной пожароопасности;
- сварка конструкций, которые будут подвергаться воздействиям низких или высоких температур, агрессивных веществ.
Электроды прошли аттестацию НАКС, разрешены к применению при монтаже промышленных магистралей, водопровода, строительных металлоконструкций.
Стоимость продукции в нашей компании невысокая, это объясняется тем, что реализация электродов и другого оборудования происходит напрямую без посредников. Цены указаны за 1 кг.
СЕРТИФИКАТ НАКС LB 52U 2,6 mm
СЕРТИФИКАТ НАКС LB 52U 3,2 mm
СЕРТИФИКАТ НАКС LB 52U 4,0 mm
СЕРТИФИКАТ СООТВЕТСТВИЯ LB 52U
Таблица 2: Рекомендуемая геометрия соединения Lb-52U
| Вид стыков | Одиночный V Паз | Двойной V Паз | Односторонний тройник | |
| Геометрия стыков | ||||
| t, mm | 0 ~ 1 | 0 ~ 1 | 0 ~ 1 | |
| 00 | 60 ~ 70 | 60 ~ 70 | 60 ~ 70 | |
| g, mm | 1.5 ~ 3.5 | 2.0 ~ 4.0 | 2.5 ~ 3.5 | |
| Диаметр электрода, мм | F | 2.6; 3.2; 4.0 | 2.6; 3.2; 4.0 | 2.6; 3.2 |
| V | 2.6; 3.2; 4.0 | 2.6; 3.2; 4.0 | 2.6; 3.2 | |
| O | 2.6; 3.2 | 2.6; 3.2; 4.0 | 2.6; 3.2 | |
| H.F. | — | — | 2.6; 3.2 |
Таблица 3: Типичные механические свойства всего металла сварочного шва
| Предел текучести | Предел прочности | Относительное удлинение | IV at -4O OC | |||
| MPa | ksi | MPa | ksi | % | J | |
| Образец | 441 | 64 | 31 | 90 | ||
| Гарантия | ≥400 | ≥58 | ≥480 | ≥70 | ≥22 | ≥27 |
Таблица 4: Типичный химический состав всего металла сварного шва (мас.%)
| C | Mn | Si | P | S |
| 0.08 | 0.86 | 0.64 | 0.012 | 0.008 |
| Информация для заказа | ||||
| Артикул | Наименование | Вес паллеты, кг. | Вес блока, кг. | Вес пачки, кг. |
| LB52U26350 | 2,6 х 350 mm KOBE STEEL, Япония | 1000 | 20 | 5 |
| LB52U32350 | 3,2 x 350 mm KOBE STEEL, Япония | 1000 | 20 | 5 |
| LB52U40400 | 4,0 x 400 mm KOBE STEEL, Япония | 1000 | 20 | 5 |
Характеристики, достоинства и недостатки
Несмотря на то что между всеми вышеперечисленными разновидностями имеются явные различия, есть у них много общего. В частности, у них у всех одна и та же марка, а именно — «lLB-52U»; общая масса упаковки — 5 кг; максимальная прочность — 588 МПа; наибольшая текучесть — 530 МПа.








Для работы этих электродов может применяться постоянный или переменный ток. По окончании работы в электроде обычно остается менее 1% марганца, менее 0,5% кремния, менее 0,05% углерода и менее 0,005% серы.
Благодаря положительным свойствам характеристики электродов LB-52U подтверждены множествам преимуществ:
- Они экономичные.
- Обеспечивают отличное соединение шва.
- В них содержится мало водорода.
- Они обладают превосходной устойчивостью к механическим воздействиям.
- Во время работы разбрызгивается лишь небольшое количество металлических частиц.
- Шлаковая корка отделяется очень легко.
- Металл с их помощью можно плавить на большую глубину.
- Готовое соединение обладает хорошей пластичностью.
- Образующиеся при сварке швы имеют приятный внешний вид.
- Они обеспечивают хорошую ударную вязкость.
Есть, конечно, у этих сварочных компонентов и некоторые недостатки, но, к счастью, их немного, и больших проблем они не создают.
Из минусов можно выделить следующие:
- На одном из концов может образовываться шлак. Однако его легко удалить.
- Затруднение поджига. Такие электроды не годятся для точечной сварки и для сварки на прихватах.
Правильное хранение
В приложенной инструкции указываются правила по транспортировке и складированию изделия.
Важными условиями являются:
- Влажность. Повышение этого параметра отрицательно влияет на рабочие характеристики стержней. При неправильном хранении стержни сыреют, становятся непригодными для использования по назначению. При +5-15 °С влажность воздуха не должна превышать 60%. Для 15-25 °С эта величина составляет 50%.
- Перепады температур. Изделия размещают в сухом отапливаемом помещении. По причине чувствительности к высокой влажности нельзя складировать электроды на улице.
Рекомендуем к прочтению Правила подбора электродов для сварки чугуна
Элементы не должны подвергаться влиянию ультрафиолетового излучения. При соблюдении рекомендаций стержни будут пригодны к использованию в течение всего срока годности. В противном случае готовое сварное соединение будет содержать пустоты, трещины и другие дефекты.
Условия хранения
Условия хранения указываются в инструкции по эксплуатации на обратной стороне упаковки. Наиболее важными характеристиками можно назвать:
- Влажность. Негативно сказывается на расходуемом материале влажность. Если хранить электроды LB-52U без учета этой информации, то они не могут отсыреть и потерять свои эксплуатационные характеристики.
- Высокая или низкая температура. В рекомендациях по хранению указывается также тот момент, что электроды LB-52U должны хранится при комнатной температуре.
- При температуре 5-15 градусов Цельсия максимальная влажность должна быть 60%, при 15-25 градусов Цельсия влажность не более 50%.

Хранение электродов LB-52U
Кроме этого, на электроды лб 52у не должно воздействовать ультрафиолетовое излучение. При соблюдении рекомендаций по эксплуатации расходный материал может хранится оговоренное производителем время. Если не соблюдать правила эксплуатации, то в готовом шве могут появляться трещины и поры.