

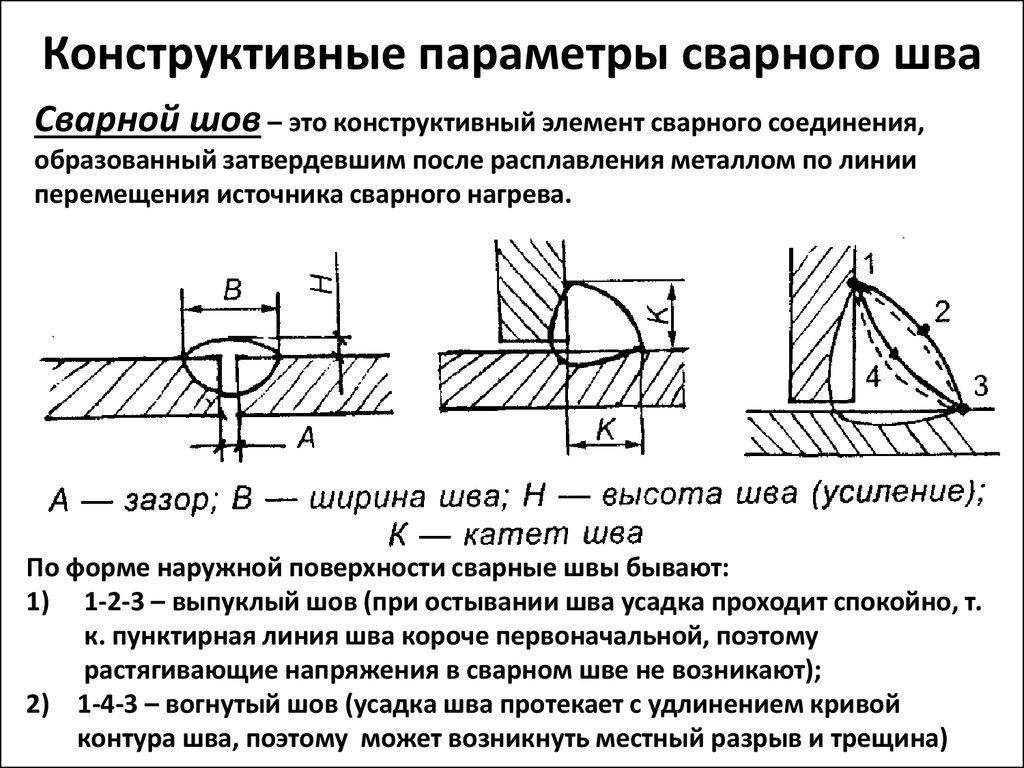
Основные виды сварных швов
Отрезок соединения, сформированный в результате процесса кристаллизации расплавленного металла, принято называть сварным швом. Одной из главных характеристик сварочных соединений является катет сварного шва.
Существует два вида сварных швов (не путать со сварочным соединением):
- Стыковые сварные: применяются для соединения встык, т.е. детали соединяются торцовыми краями. Соединение встык проводится без разделки кромок, с разделкой и с отбортовкой края детали. Кромки могут иметь криволинейную форму, V-образную и Х-образную. Листы до 8 мм можно сваривать без разделки кромок, но нужно листы укладывать с зазором до 2 мм. В практике стыковые варианты чаще применяются для соединения трубопроводов и при изготовлении конструкций из листовых металлов. Такие соединения наиболее экономичны и менее энергозатратны.
- Угловые: бывают собственно угловые, тавровые и нахлесточные. Разделка кромок может быть одно- и двухсторонняя, в зависимости от толщины металла. Угол разделки выбирается от 20° до 60°. Однако нужно учитывать, что больший угол разделки требует больше металла для заполнения, значит, снижается производительность и качество.
- Электрозаклепочная сварка применяется для обшивки крупных конструкций тонколистовым металлом. Применяют, например, при изготовлении пассажирских вагонов, когда применение сплошных швов затруднено и нерентабельно. Электрозаклепочные соединения получаются достаточно прочными, но не плотными.
Обычно сварка производится за один раз, но если толщина свариваемого металла не позволяет проварить материал, проводят в несколько заходов. Такой метод называется многослойным. В этом случае каждый предыдущий слой отжигается последующим, в результате такого термического воздействия значительно улучшаются свойства и структура шва.
Выбирать вид соединения нужно в зависимости от конфигурации выполняемого элемента конструкции. Конечное изделие должно быть работоспособным, переносить расчетные нагрузки и не поддаваться усталостным разрушениям.
Преимущества сварочных соединений:
- Небольшая трудоемкость и простота выполнения соединения.
- Небольшая, по сравнению с другими видами соединений, шумность процесса.
- Можно легко автоматизировать процесс.
К недостаткам можно отнести возможность остаточных напряжений и ненадежность в работе при вибрациях и ударных нагрузках.
Как проверить качество шва и сварочных работ
Чтобы сварное соединение получилось надежным и прочным недостаточно только правильно рассчитать параметры катета
Важно также строго соблюдать технологию сваривания и следить, чтобы по всей протяжности швы были однородными и равномерными
Существует несколько способов как проверить катет сварного шва на прочность и долговечность. Самыми популярными и часто применяемыми являются два метода:
- разрушающий. На специальных макетах проводятся разного рода испытания, по результатам которых определяется прочность стыков и конструкций в целом. Это могут быть повышенные механические нагрузки, химические, металлографические и другие исследования;
- неразрушающий. Этот способ контроля включает визуальный осмотр соединения, исследования с использованием магнитных волн, ультразвука и другого специализированного оборудования.
Визуальный контроль не требует особых навыков и наличия дорогостоящих приборов. Но его недостаточно для того, чтобы обнаружить присутствующие дефекты и неточности. Избежать образования на сварочном шве изъянов можно, если соблюдать при его создании некоторые правила:
- в месте сваривания не должно быть сквозняка и сильного ветра, поскольку это первые причины возникновения пор в соединительном стыке;
- сварочный ток превышать нельзя — это нарушает структуру металла;
- в зависимости от толщины металла необходимо правильно выбирать зазор;
- дугу лучше всего использовать короткую;
- при работе с постоянным током нельзя допускать чтобы на металл или электроды попадала вода;
- следить за тем, чтобы на всей протяженности шва одинаковой была его ширина. Даже при малейших отклонениях неравномерно будут распределяться нагрузки и возрастают риски появления трещин и полного разрушения сварочного стыка;
- контролировать глубину провара, она должна быть равномерной. В противном случае могут возникнуть внутренние трещины;
- правильно подбирать электроды для сварки. Касается это как диаметра, так и состава металлического стержня. Для выпуклых валиков подойдут электроды, которые при расплавлении образуют вязкую и густую консистенцию. Если расплав очень жидкий, то линия получится вогнутой.
От режима работы во многом зависит качество сварки и форма шовного соединения. Если нужно увеличить глубину и уменьшить ширину шва, то достичь этого можно при повышении скорости передвижения электрода. Когда наоборот глубину необходимо уменьшить и ширину сделать больше, то просто следует изменить напряжение.
Придерживаясь этих простых рекомендаций в сочетании с правильно выполненными расчетами можно не сомневаться в качестве и высоких прочностных показателях сварочного стыка.
Профессиональные сварщики на крупных производственных объектах до миллиметра определяют геометрические параметры и технические характеристики будущего шва. Но если нарушать сварочные технологии и игнорировать контрольные проверки, то даже самые точные расчеты шовных соединений не обеспечат гарантии качества сварных конструкций.
Типы сварных соединений
Участок стыковки двух элементов, полученный в процессе кристаллизации металла после расплавки, называется сварным швом (линией). Выбирают вид сварочной стыковки в зависимости от конфигурации готовой конструкции. В конечном варианте изделие должно иметь нужную форму, хорошую работоспособность и не поддаваться разрушениям.
Сварные швы бывают двух типов:
Типы сварных швов
- угловой;
- стыковой.
Угловой выполняется в случаях, когда необходимо получить тавровую, крестовую или непосредственно угловую форму. В сечении такие стыки выполняются с односторонней или двухсторонней разделкой кромок (здесь играют роль габариты конструкции). По виду продольного сечения стыковочные линии бывают непрерывными или прерывистыми (в зависимости от толщины металла).



Стыковой – это самый распространенный вариант сложения двух изделий торцами, внахлест или со скосом кромок. Чаще такие элементы свариваются по горизонтали, а линия сваривания отличается сплошностью стыка. Соединение встык проводят без разделки кромок, но с разделкой торцов деталей. При этом края могут быть как прямыми, так и криволинейными. Металлические листы, соединяемые без разделки кромок, имеют толщину более 8 мм. При меньшем размере детали укладывают с нахлестом 2 мм.
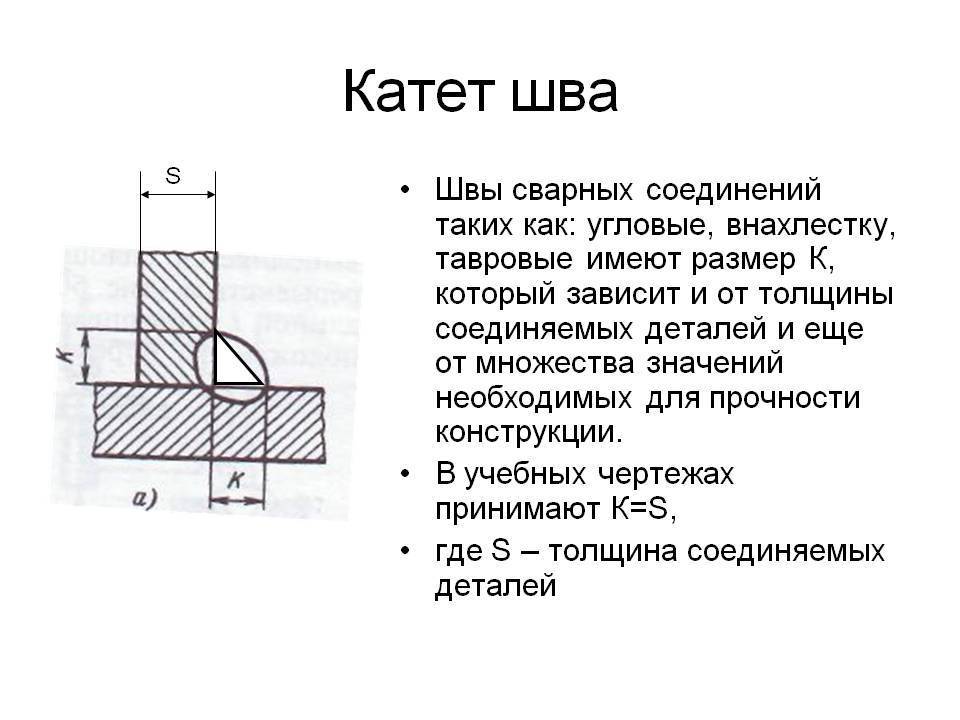
Что такое катет сварочного шва
Основные геометрические параметры катета прописаны в нормативных документах, которые являются руководством к действию для любого мало-мальски компетентного сварщика, включая и любителей. Здесь же описаны нормативные положения, которые служат основой для математического расчета геометрических характеристик. Геометрические параметры сварного шва напрямую зависят от типа соединения. Вид и размер соединяемых элементов определяют стыковое сечение.
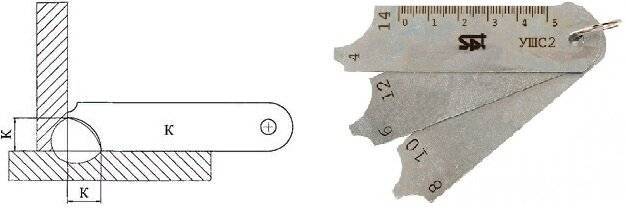
На производственных предприятиях все вычисления проводятся на основе специальных формул. Для работы на частном участке вполне достаточно ранее приготовленных шаблонов. Наиболее практичным считается универсальный шаблон, который состоит из скрепленных между собой пластинок. Выбор делается опытным путем: сопряжения поочередно прикладываются к поверхности изделий до тех пор, пока не будет найден вариант с наиболее плотным прилеганием.
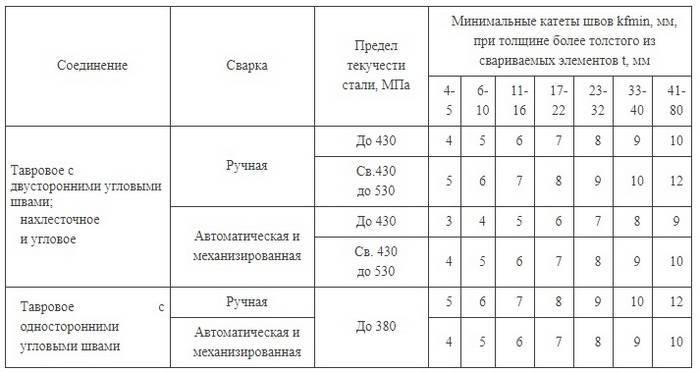
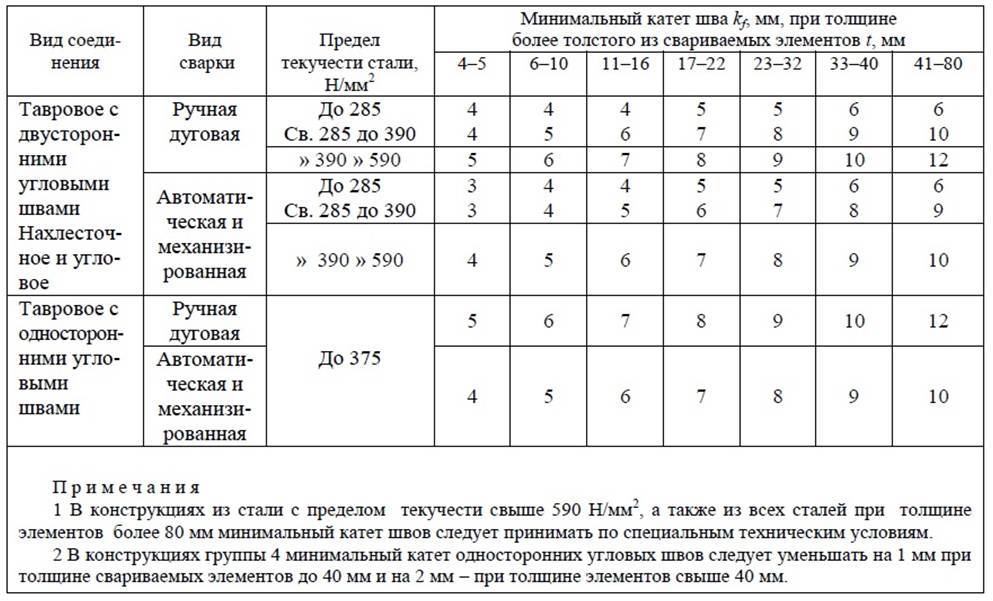
При изготовлении металлических конструкций, от которых не требуется особо высокая прочность, минимальный размер шва определяется в зависимости от толщины заготовки. Сделать это можно «на глаз». Обычно контакт соответствует толщине стенок заготовки. К примеру, при сварке изделий толщиной 6 мм, катет также равняется шести миллиметрам. Если требуются более точные вычисления, то нужно воспользоваться соответствующей формулой.
Проще всего определить нужные параметры можно при помощи таблицы:
По завершению расчетов, на аппарате выставляются оптимальные значения силы тока и величины напряжения. После этого можно приступать непосредственно к сварке.
Помимо прочностных характеристик катет может влиять и на геометрию соединения:
если одна сторона излишне вытянута, то это говорит о том, что на нее наложен расплав, а другая сторона соединена плохо. Подобные дефекты могут возникать из-за смещения дуги в одну из сторон
Важно добиться равномерности сторон катета; плоский и растянутый расплав свидетельствует о браке, который мог возникнуть из-за слишком короткой дуги; при катетах очень малой длины на стыках образуются аномально большие выпуклости. Это результат работы с чрезмерно длинной дугой. Брак обусловлен наплавом на поверхности, который быстро разрушается при механическом воздействии
Брак обусловлен наплавом на поверхности, который быстро разрушается при механическом воздействии.
Информация для общего сведения
Итак мы начнем с того, что все таки такое катет соединения, для чего он существует и зачем вообще нам его рассчитывать? Это на самом деле катет того треугольника, в который может влезть продольное сечение.
Влезть конечно не фактично. Но все же вопрос «Зачем это делать?» остаётся у всех, зачем в принципе рассчитывать это для угловых соединения или прямых, швов внахлест или торцовых.
Такие расчёты ещё могут показать вам уровень качества сделанного вами соединения, ведь качество это первое в списке приоритетов у мастера, что приступит к такой не простой работе.
Вам не удастся сделать катет шва если вы работаете с большой конструкцией, это не решит вопросов того, что шов может оказаться не надежным. Иногда визуально он может казаться достаточно стойким и качественным, но на самом деле потом подвести вас.
Пока вы наплавляете горы металла, то поверхность детали все сильнее оказывается под действием температуры, что приведет к неизбежным дефектам как окисление, искривление и коррозии в будущем, и конечно все это сделает качество соединения значительно ниже.
Такое расчёт будет полезен если вам нужно подсчитать смету, то есть на предприятии, или даже на большим домашнем строительстве.
Померять катет вы сможете практически безошибочно подсчитать нужное количество расходных материалов, сил, уже не придется экстренно докупать что-то, когда вы поймете, что шов оказался слишком тонким или узким.
Ещё расчёт будет хорошим вариантом если вам предстоит работа с металлами разной толщины. Если вам приходиться сваривать металлы из рода толстых и тонких просто подсчитайте и не возникнет проблем. Для таких расчётов учитывают параметры тонкого металла.

Если вы прислушаетесь к нашему совету и подсчитает, то ваш шов никогда не получиться слишком узким.
А это дорогого стоит в тех случаях когда предстоит ответственная работа с проблематичной металлической конструкцией, которую после будут дотошно проверять.
Обман часто в том, что визуально сваренный элемент выглядит прочно, но когда её приводят в использования о не просчитанные фрагменты могут серьёзно подвести. Рассчитывать катет действительно стоит. А про то как это сделать правильно читайте ниже.
Это интересно: Как проходит радиографический контроль сварных соединений: познаем со всех сторон
Конфигурация сварных швов
Сварные швы также отличаются по своей конфигурации. Тут можно выделить несколько видов: продольные прямолинейные и криволинейные, кольцевые.
Если будет осуществляться сварка продольных швов, то очень важно провести тщательную подготовку поверхности металла, особенно если работы будут проходить с большой протяженностью шва. При создании такого типа шва важно, чтобы поверхность не была волнистой, а все заусеницы кромок необходимо очистить. Также важной деталью будет удаление влаги, ржавчины, грязи или любых других нежелательных элементов с рабочей поверхности до начала сварки
Также важной деталью будет удаление влаги, ржавчины, грязи или любых других нежелательных элементов с рабочей поверхности до начала сварки. Если будет проводиться кольцевая сварка, то тут очень важно откорректировать режим работы сварочного аппарата
Если диаметр изделия небольшой, то для достижения качественного сварочного шва важно понизить силу тока
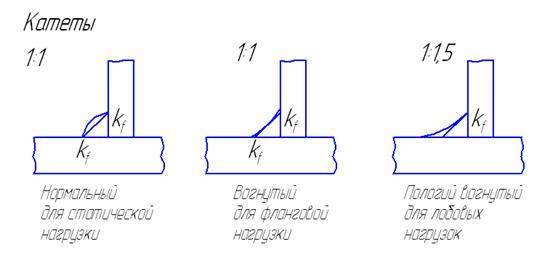
Если будет проводиться кольцевая сварка, то тут очень важно откорректировать режим работы сварочного аппарата. Если диаметр изделия небольшой, то для достижения качественного сварочного шва важно понизить силу тока. Можно добавить, что полученные швы могут быть не только вогнутыми или выпуклыми, но и плоскими
Плоские и вогнутые типы лучше всего подходят для тех конструкций, которые эксплуатируются при динамических нагрузках. Причиной этому стало то, что у такого типа шва отсутствует ощутимый переход от самого соединения к металлу
Можно добавить, что полученные швы могут быть не только вогнутыми или выпуклыми, но и плоскими. Плоские и вогнутые типы лучше всего подходят для тех конструкций, которые эксплуатируются при динамических нагрузках. Причиной этому стало то, что у такого типа шва отсутствует ощутимый переход от самого соединения к металлу.
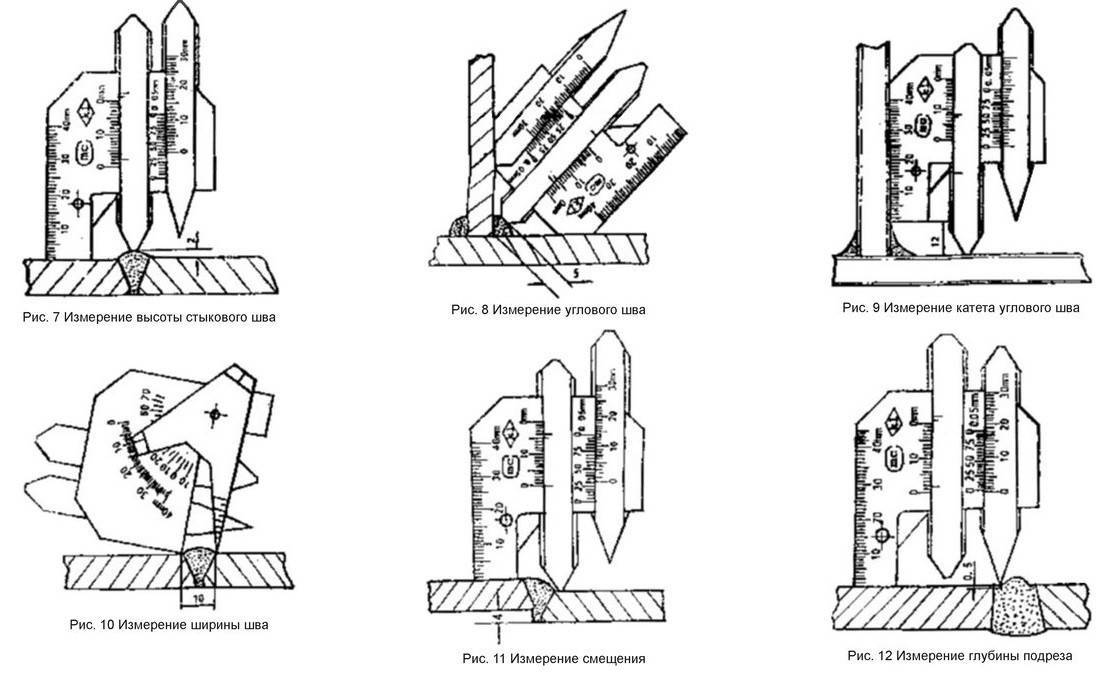
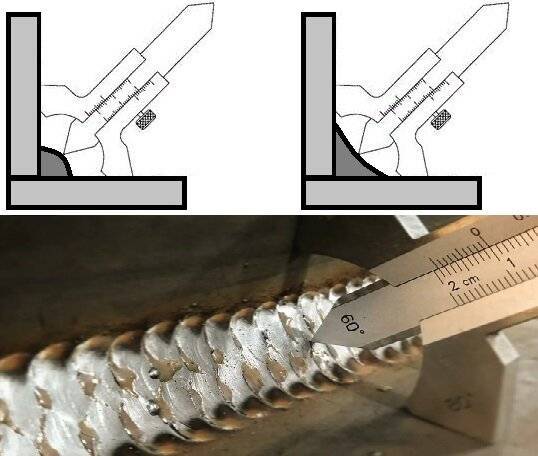
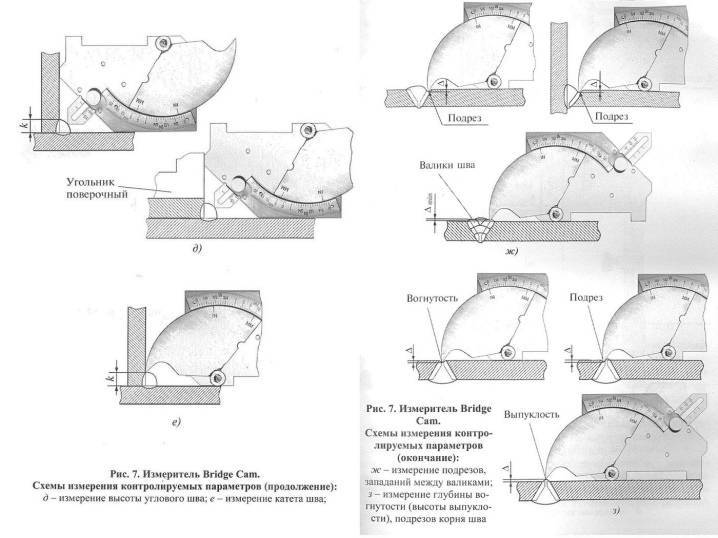
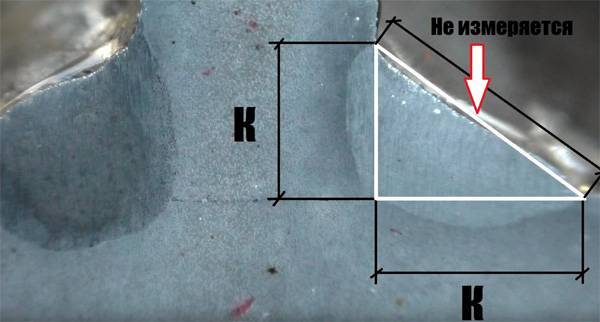
Как измерить
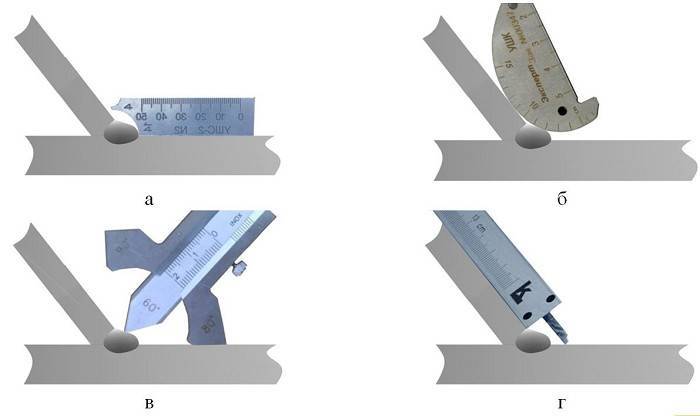
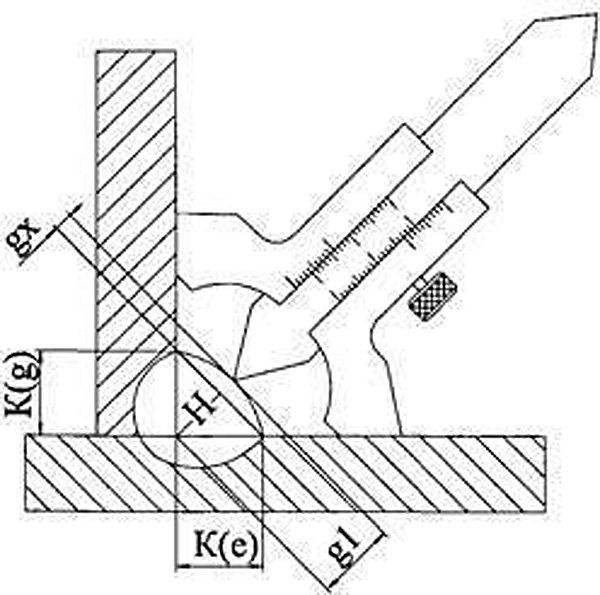
Для проверки качества выполненных работ необходимо промерить его основные параметры. Измерения проводят при помощи наборов специально калиброванных пластин — катетометров. Их поочередно прикладывают перпендикулярно линии шовного материала, пока не добьются полного прилегания.

Катетометр
Если катетометра нет под рукой, то измерения можно произвести с помощью штангенциркуля и угольника. Угольник прикладывают к одной из деталей так, чтобы его вершина упиралась в вершину сварочного валика. Щуп штангенциркуля опускают из-за угольника к другой вершине валика. Вылет щупа будет равен искомой длине.
Точность таких измерений будет несколько ниже, а времени на проверку сварного соединения, особенно длинного, уйдет значительно больше.
Геометрия сварочного шва
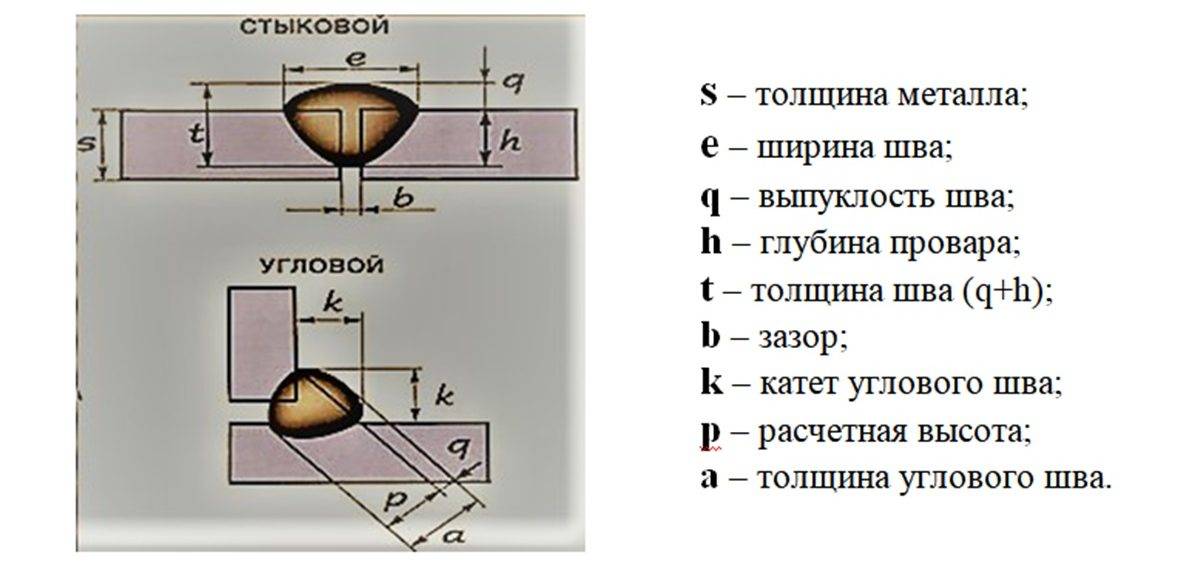
Геометрия стыкового соединения полностью описывается следующим набором показателей:
- ширина;
- толщина;
- просвет между заготовками;
- заглубление зоны проварки;
- возвышение области наплавки над плоскостью заготовок.
При сварке под угол применяется модифицированный набор показателей:
- катет шва сварки;
- толщина зоны наплавки, равная сумме расчетной высоты и возвышения;
- возвышение зоны наплавки;
- расчетная высота.
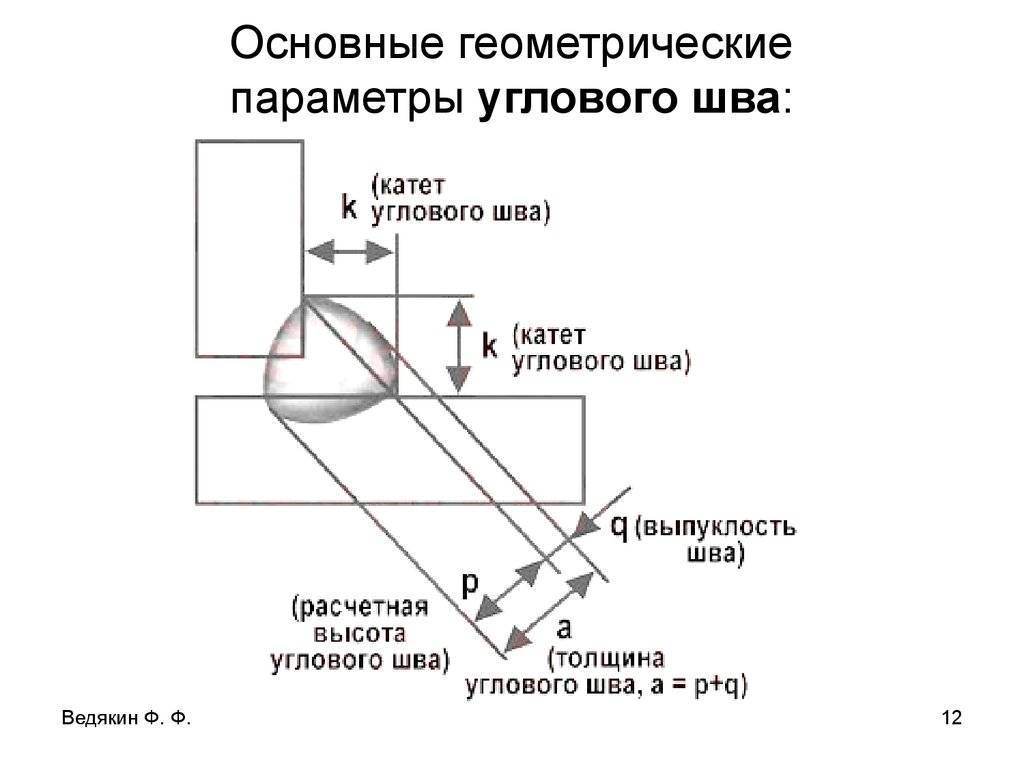
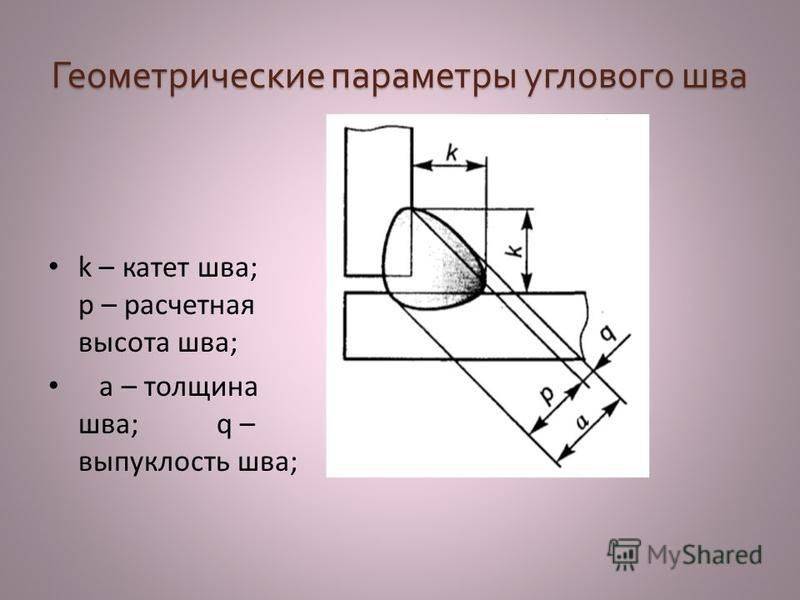
Геометрические параметры сварочного шва
Расчетная высота — длина отрезка, восставленного перпендикулярно к гипотенузе валика из точки самой большой проплавки.
Получив представление о геометрических параметрах, можно разбираться с характеристиками сварного соединения. Важные характеристики — это:
- однородность наплавки сварного валика ;
- равномерность наплавки;
- глубина проварки.
Под равномерностью знают постоянство параметров геометрии вдоль шовной линии, в первую очередь:
- высоты шовного материала;
- его ширины.
Если в каком-либо месте ширина окажется меньше проектной, то там во время эксплуатации изделия под внешней нагрузкой будут сосредоточиваться механичные напряжения. В данной точке наиболее возможно разрушение конструкции.


Однородность – это отсутствие недостатков сварки, например, как пористость или неоднородность шовного материала.

Одинаковый шов сварки
Соблюдение глубины проварки проектной, ее постоянство обеспечивает заданную площадь сплавления заготовок, это обеспечивает способность конструкции выдерживать высокие нагрузки.
Разновидности швов и геометрия стыков
Соединяемые детали ориентируют одну относительно другой по-разному.
В зависимости от этого различают 3 вида швов:
- Стыковой. Детали расположены в одной плоскости, торцы их стенок упираются один в другой.
- Нахлесточный. Шов используют при том же расположении деталей, если их малая толщина (менее 8 мм) не позволяет применить стыковой вариант. Элементы накладывают один на другой с нахлестом в 2 мм и приваривают с обеих сторон вдоль кромки.
- Угловой. Его применяют в крестовидных, Г- и Т-образных стыках. Детали могут располагаться с отклонением от прямого угла, например крестообразное соединение вида «Х» вместо «+».
Рекомендуем к прочтению Как самостоятельно пользоваться электросваркой
Различают лобовой и фланговый нахлесточные швы. Первый выполняют привариванием накладываемой детали вдоль торцевой кромки, второй – вдоль боковых по обеим сторонам.

Параметры сварных швов.
Кроме катета, геометрия сварного шва характеризуется еще рядом параметров.
Основными являются:
- Ширина. Максимальный размер по горизонтали.
- Высота. То же по вертикали.
- Выпуклость или вогнутость. Расстояние от поверхности деталей до наивысшей точки наплавки.
- Глубина провара. Расстояние по вертикали от поверхности деталей до нижней точки расплавленного металла.
Глубинную часть шва называют корнем. Он прилегает к нерасплавленному металлу. Проваривание корня – наиболее ответственный этап при соединении массивных заготовок. Швы в таких конструкциях делают в несколько подходов.
Сначала формируют корень, стараясь ровно и без дефектов приварить кромки электродом диаметром 3 мм. Затем более толстым набирают усиление необходимого объема.
Длина сварного шва.
Что такое катет сварочного шва
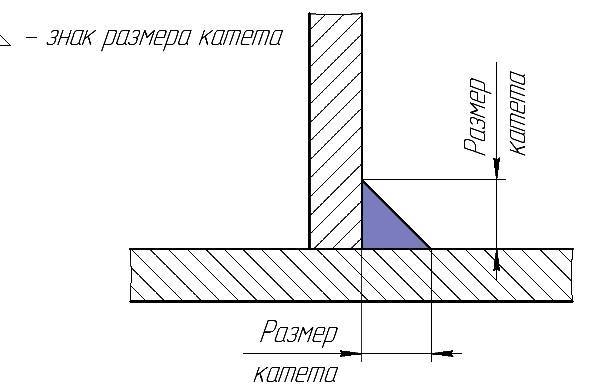
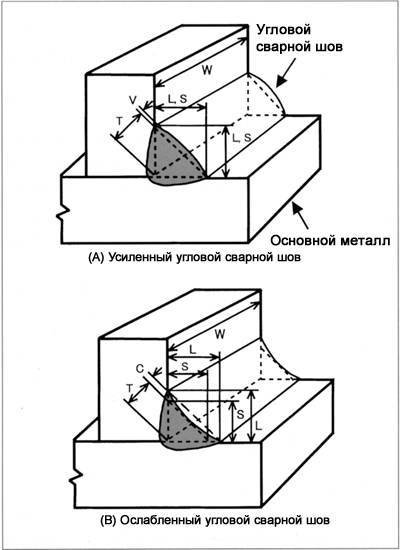
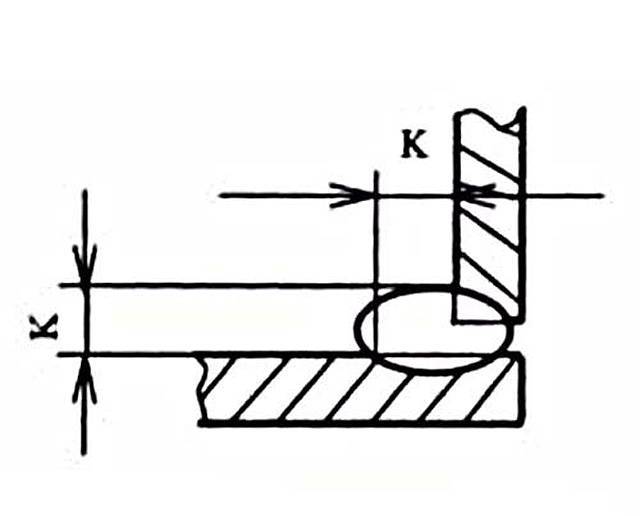
Если рассмотреть сварочный шов в разрезе при угловой сварке, то это в идеале должен быть равнобедренный треугольник. Так вот его катет, а это расстояние от конца шва одной детали до плоскости другой. По сути, катет шва и есть катет треугольника, поэтому данный показатель так и назван.
Итак, от значения катета углового соединения зависят прочностные характеристики стыка. Но в этом плане нельзя говорить о том, что чем больше катет, тем прочнее соединение. Потому что большое количество наплавленного металла может привести к сварочным деформациям. Плюс, это всегда большой расход электродов, газа, флюса и присадки, и как следствие повышение себестоимости проводимых сварочных работ.
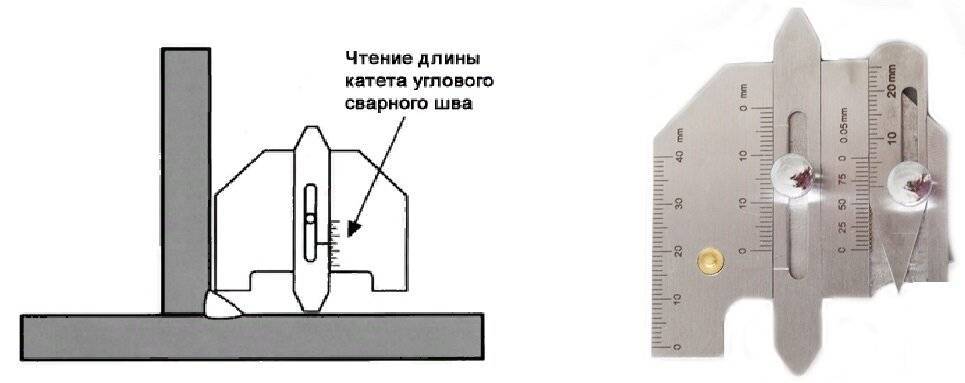
Поэтому необходимо учитывать геометрию стыка с таким учетом, чтобы в него поместился катет с большими параметрами продольного сечения. Если производится сваривание двух заготовок разной толщины, то катет определяется по детали с меньшей толщиною. Обычно данный параметр сварочного шва определяется и измеряется специальными шаблонами. Сегодня все чаще сварщики пользуются универсальными измерительными инструментами УШС-2. Их называют катеомерами сварщика.
Это несколько тонких пластин, на концах которых есть выемки, определяющие разные размеры катетов. Соединяются пластины кольцом или шарниром. Прикладывая поочередно каждый шаблон к сварочному шву, находится тот, который точно будет прилегать к образовавшемуся валику.



![Катет сварного шва - [4 правила сварки деталей]](https://101benzopila.ru/wp-content/uploads/8/9/c/89c409b3206c341a599574738e15892f.jpeg)

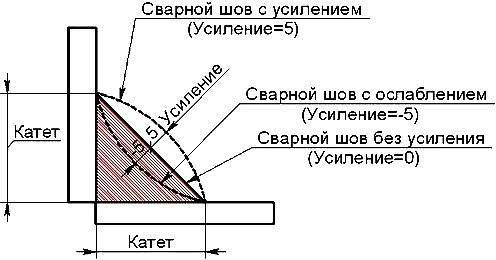
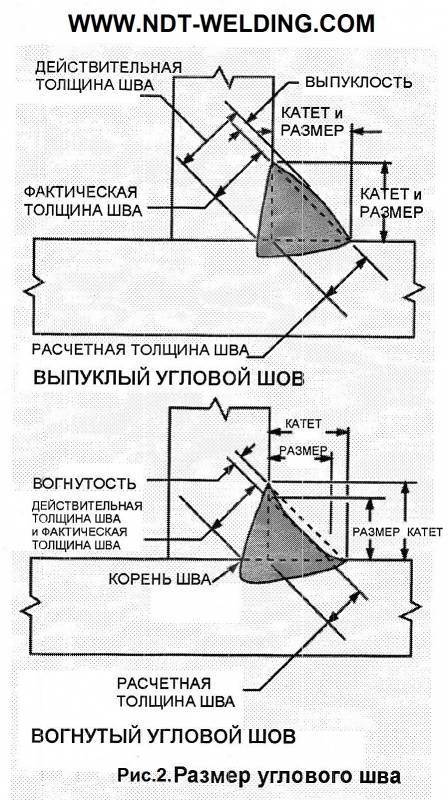
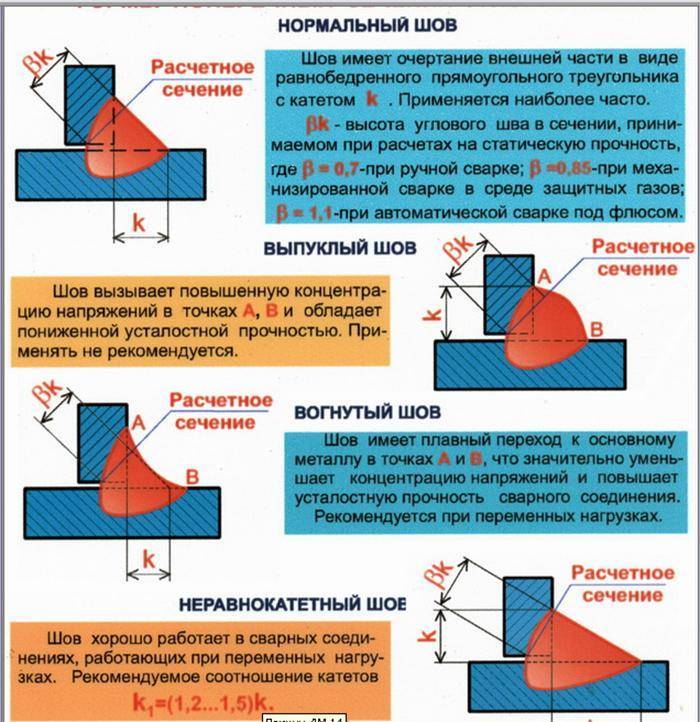
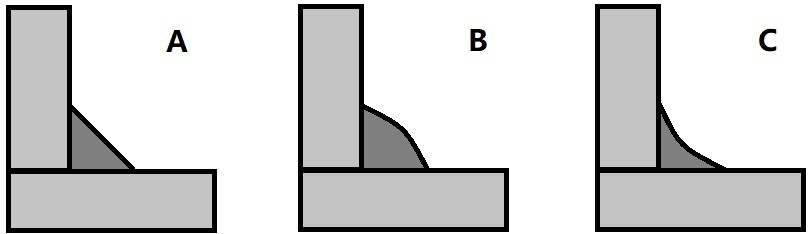
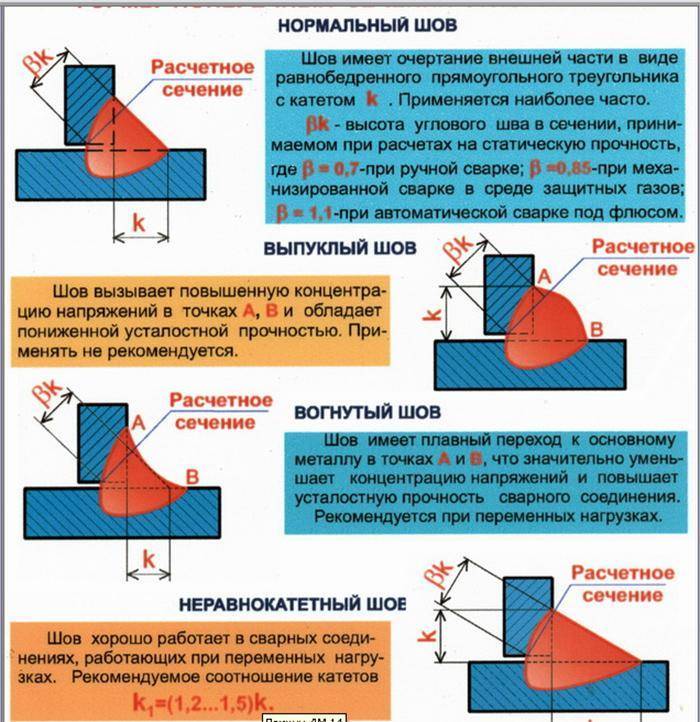
По форме шов должен быть без выпуклостей и вогнутостей. Но так получается редко.
- Обычно сварной шов – это валик с выпуклой поверхностью. Специалисты отмечают, что это не самый лучший вариант, потому что внутри такой формы концентрируются напряжения, плюс увеличивается расход материалов.
- Идеальный же вариант – валик с вогнутой поверхностью, который получить очень сложно. Для этого необходимо правильно настроить параметры сварочного аппарата, а также точно соблюдать определенную одинаковую скорость электрода. А этим владеют только сварщики с большим опытом. Поэтому вогнутую поверхность получают после сварки механической обработкой. Данный вид сварного шва в сборке металлоконструкций не используется.
Что касается размеров катета углового соединения, то, как уже было сказано выше, все зависит от толщины свариваемых деталей. К примеру, если их толщина находится в пределах 4-5 мм, то катет не должен превышать 4 мм. Если толщина больше данного показателя, то и катет не должен быть 5 мм – и это минимальный показатель.
Необходимо отметить, что вогнутость и выпуклость сварного валика во многом зависит от того, каким электродом проводился сварочный процесс. Здесь имеется ввиду химический состав стержня. К примеру, если сварка проводилась электродом, расплавленный металл которого становился вязким и густым, то получается в конечном итоге выпуклая поверхность валика. Если расплавленный металл был жидковатым и растекающимся, то получается вогнутая поверхность.
Что касается режима и скорости проведения сварочного процесса.
- В основе выбранного режима лежат две величины: сила тока и напряжение. Так вот при увеличении силы тока и стабильном напряжении увеличивается глубина проварки, и уменьшается ширина шва. При стабильном токе и изменении напряжения наблюдается снижения параметра глубины проварки и увеличения ширины валика. Понятно, что и катет шва при сварке будет изменяться.
- Если скорость перемещения электрода вдоль сварочного стыка не превышает 50 м/час, то глубина проварки стыка увеличивается, а его ширина уменьшается.
- Все происходит наоборот, если скорость начинает увеличиваться и превышает обозначенное значение. В любом случае, не только уменьшается катет шва, но и снижаются характеристики металла внутри зазора между заготовками, потому что нагрев ванны производится незначительный.
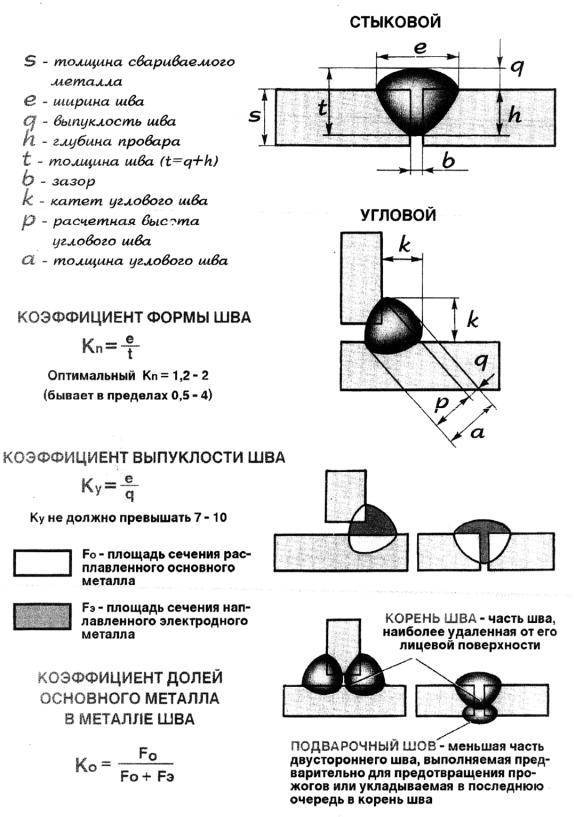
Геометрия сварного шва
Рассмотрев разновидности мест, где катет может иметь свои параметры и особенности, стоит взглянуть на другие составляющие сварного соединения, которые также могут оказаться важными. Многие величины взаимозависимы, но некоторые можно доработать уже после создания шва. К примеру, высота валика всегда может стать меньше при обтачивании, если это необходимо. Основные параметры выглядят следующим образом:
Схема обтачивания сварного шва
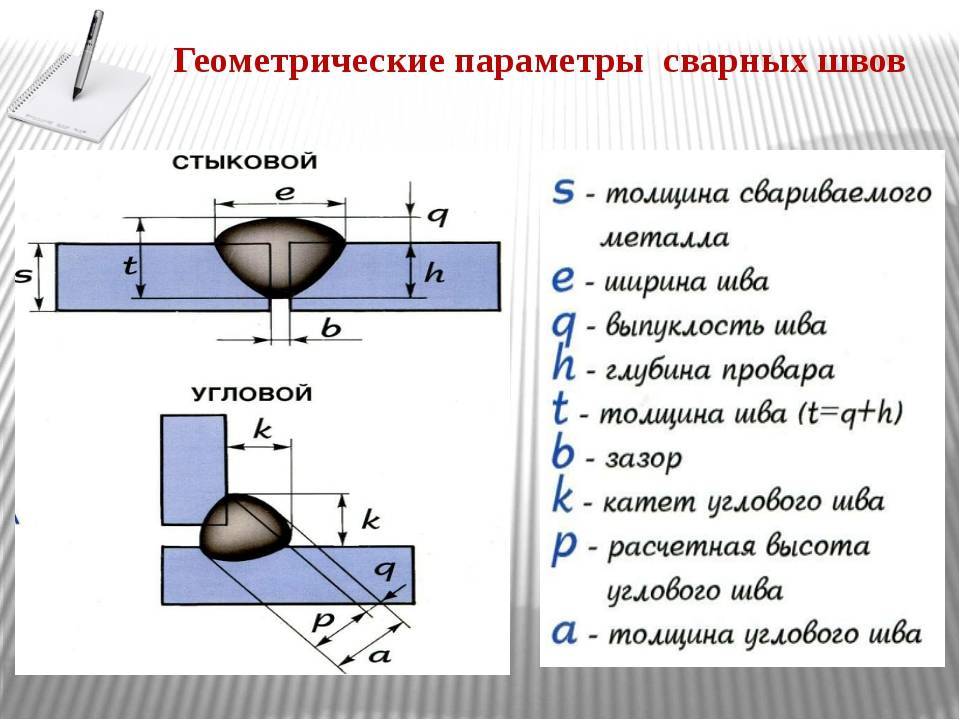
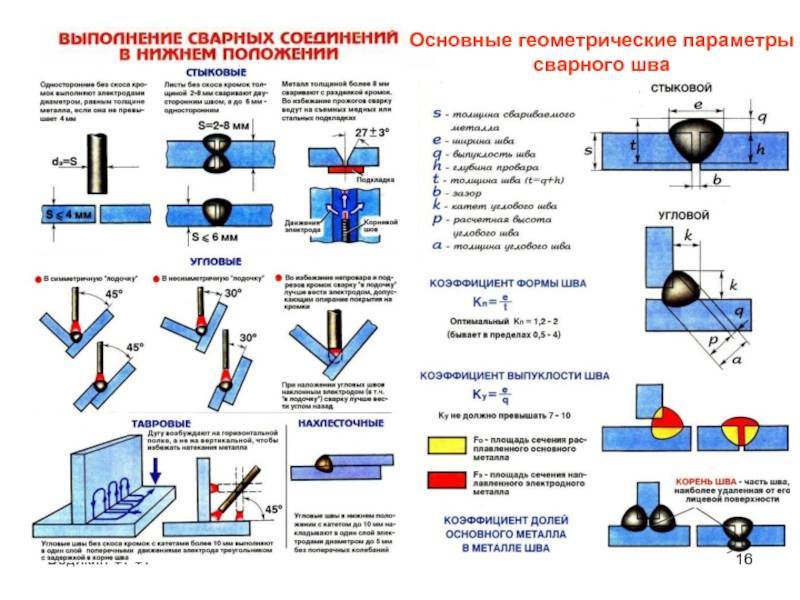
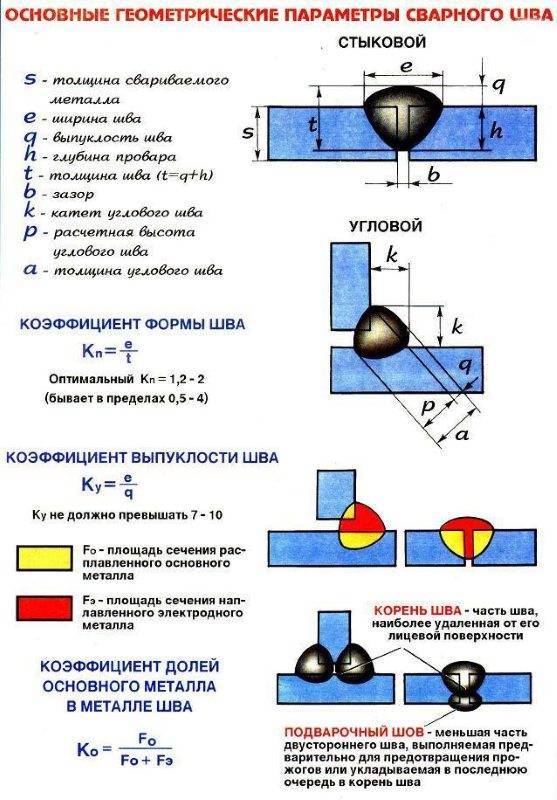
- E – ширина полученного шва;
- T – толщина созданного шва;
- B – зазор между свариваемыми деталями;
- H – глубина залегания области проварки;
- S – толщина используемой заготовки;
- Q – размер выпуклой части.
Для углового соединения они несколько отличаются, так как здесь другое геометрическое положение
Тем не менее, важность из значения не становится меньше. Здесь выделяют:
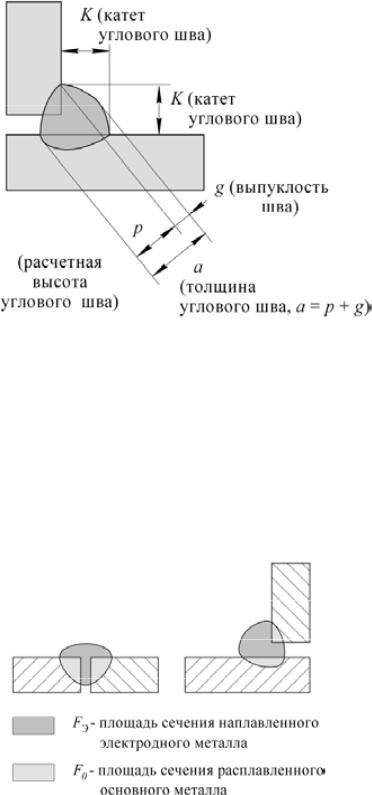
Схема углового соединения
- K – катет шва;
- A – Величина толщины углового шва, к которой относится величина расчетной высоты и выпуклости;
- Q – выпуклость наплавленной области;
- P – расчетная высота, что должна соответствовать перпендикулярной линии, которая проводится из места наиболее глубокого проплавления к гипотенузе наибольшего прямого треугольника, который вписан во внешнюю часть шва.
Свойства
Разобравшись с тем, что такое катет сварного шва, следует отметить свойства, которыми должно обладать соединение. В первую очередь это однородность и равномерность наплавленного валика. Это легко определиться, так как здесь может применяться даже визуально-измерительный контроль сварных швов, самый простой и доступный из них. Высота валика должна быть примерно одинаковой по всей поверхности. Это же касается и его ширины, так как в этом случае нагрузки на нем будут распространяться равномерно. Если будет какое-либо послабление, то вероятность поломки возрастает именно в этом месте.
Однородность состава обеспечивает лучшее скрепление. Как правило, различные марки металла очень плохо свариваются и чем больше различий в составе, тем хуже будут скреплены заготовки. Для высокого качества соединения следует знать, какие электроды выбрать для сварки инвертором, или другим удобным способом. Также следует рассчитать правильное геометрическое расположение шва, чтобы у него был максимальный охват скрепляемых деталей.
Не менее важным параметром является глубина проварки. Если заготовки будут соединены не по всей возможной площади, то они не смогут выдерживать максимальные нагрузки. В профессиональной сфере рассчитывается каждый параметр соединения, чтобы придать конструкции максимальную прочность. Здесь нужно знать, как рассчитать катет сварного шва, чтобы он приобрел требуемые параметры и как провести сварку.
Выбор катета шва
Расчет катета сварного шва совершается под каждое отдельное соединение. Чтобы правильно выбрать его, требуется знать параметры свариваемых деталей. Прочность здесь будет зависеть от толщины соединения и его длины. Основным параметром выбора и расчета является длина, так как от этого зависит прочность. Слишком большая длина приведет к увеличению расхода материалов, а также деформации заготовки.
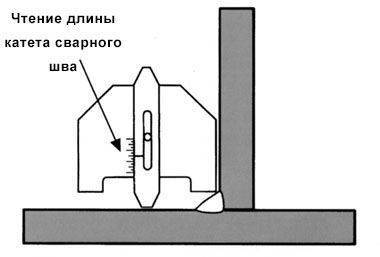
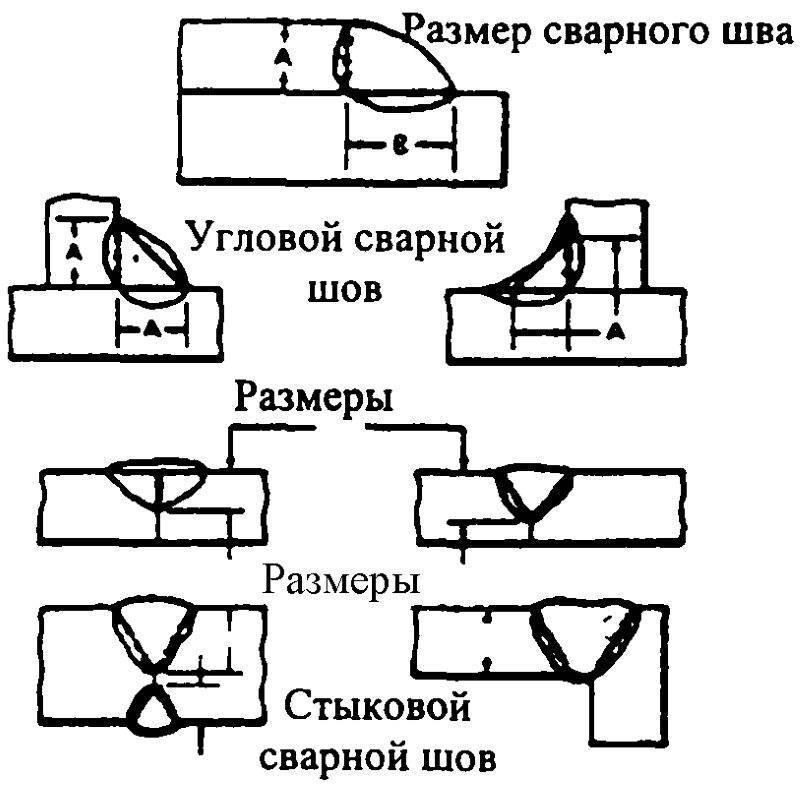
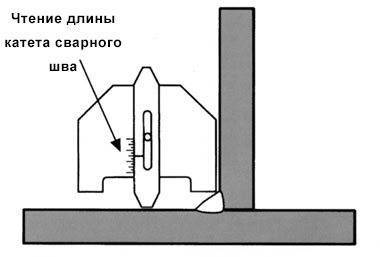
Схема чтения длины катета сварного шва
На практике применяются разнообразные шаблоны, которые проверены опытом предыдущих сварщиков. Для каждого типа соединения, в зависимости от размера заготовки и положения, подбирают готовые размеры.
Как измерить катет сварного шва
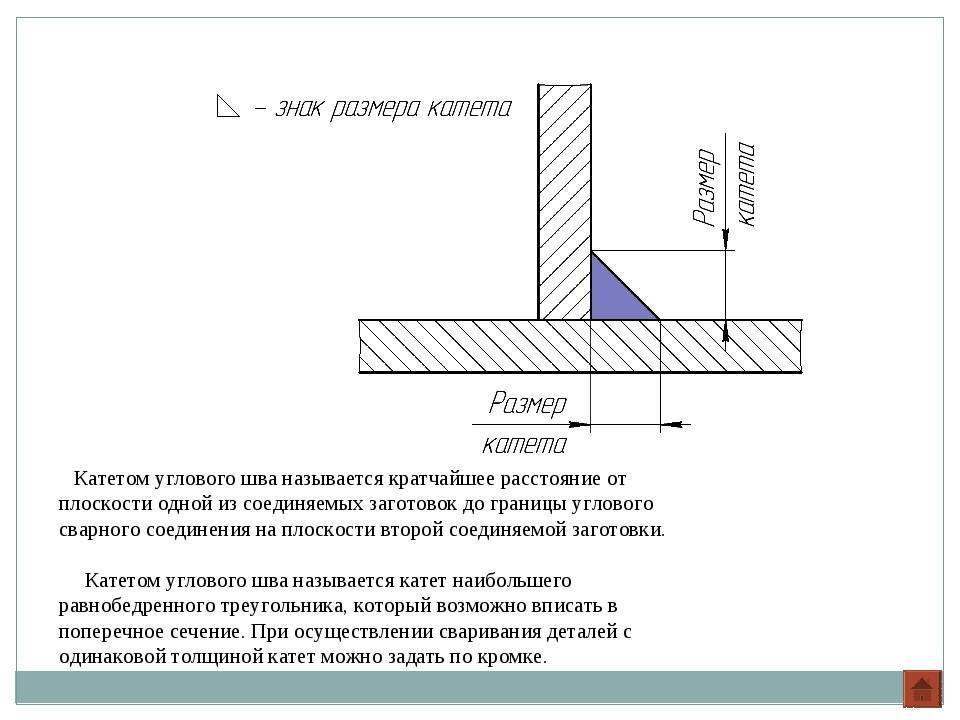
Разобравшись с тем, как выбрать катет сварного шва, необходимо узнать, как правильно провести его измерения. Это требуется для того, чтобы проконтролировать полученный результат. Размер искомого значения определяется по обыкновенным геометрическим законам. Для этого требуется вычислить катет максимально возможного треугольника, вписанного в продольное сечение соединения. Итоговый размер катета соединения и будет искомой величиной.

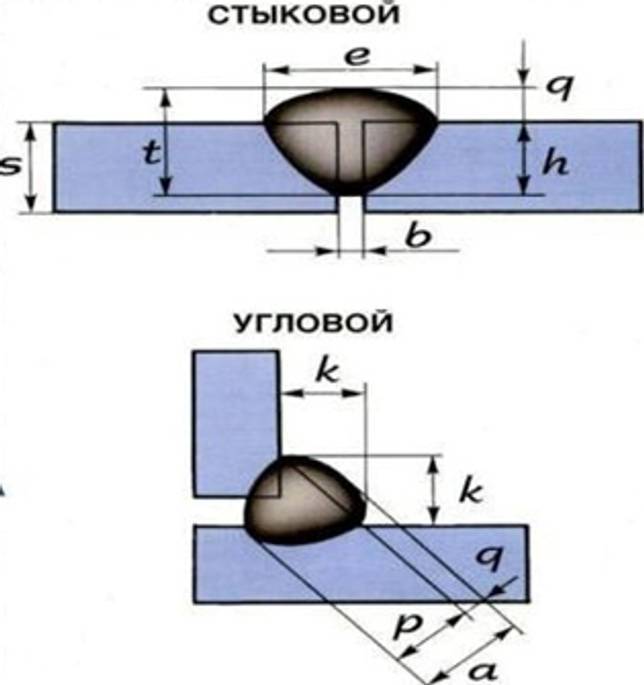
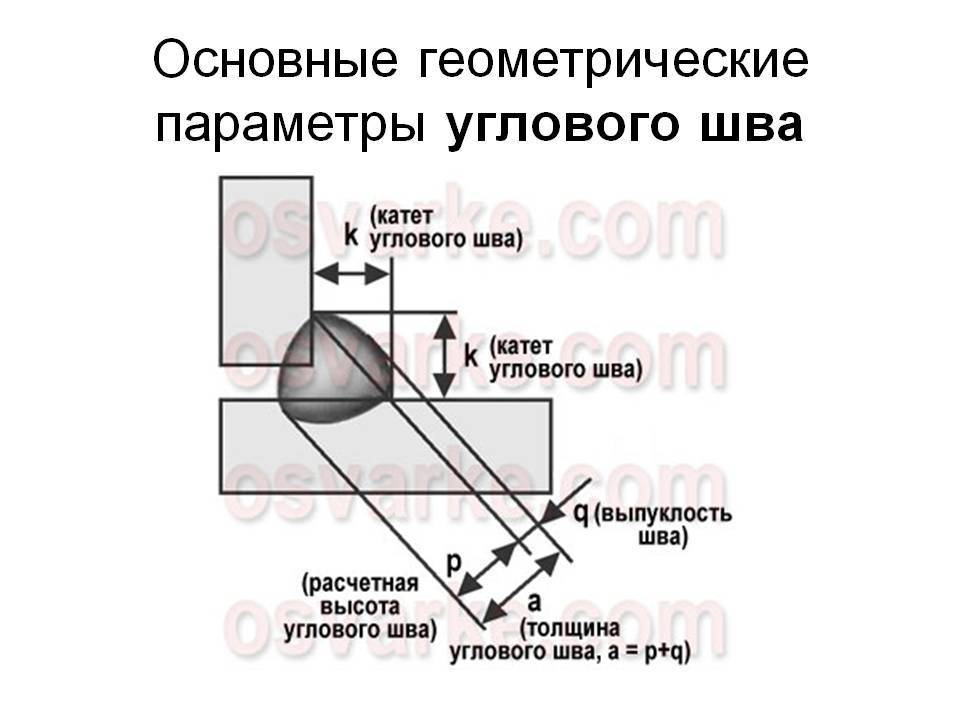

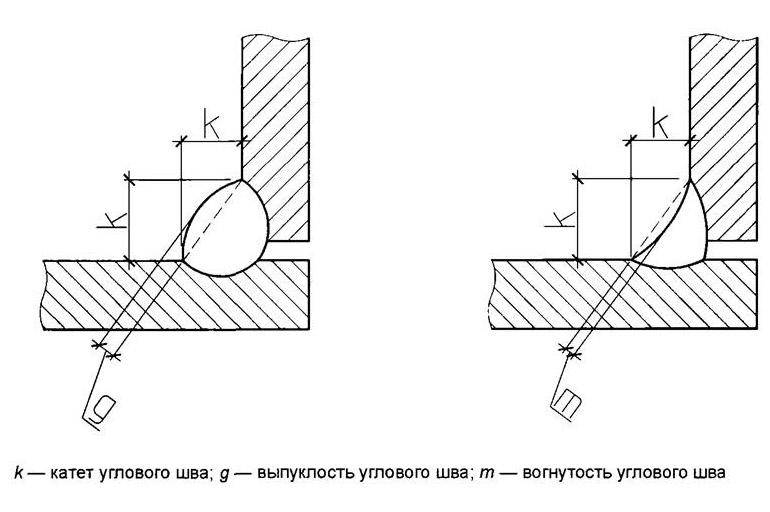
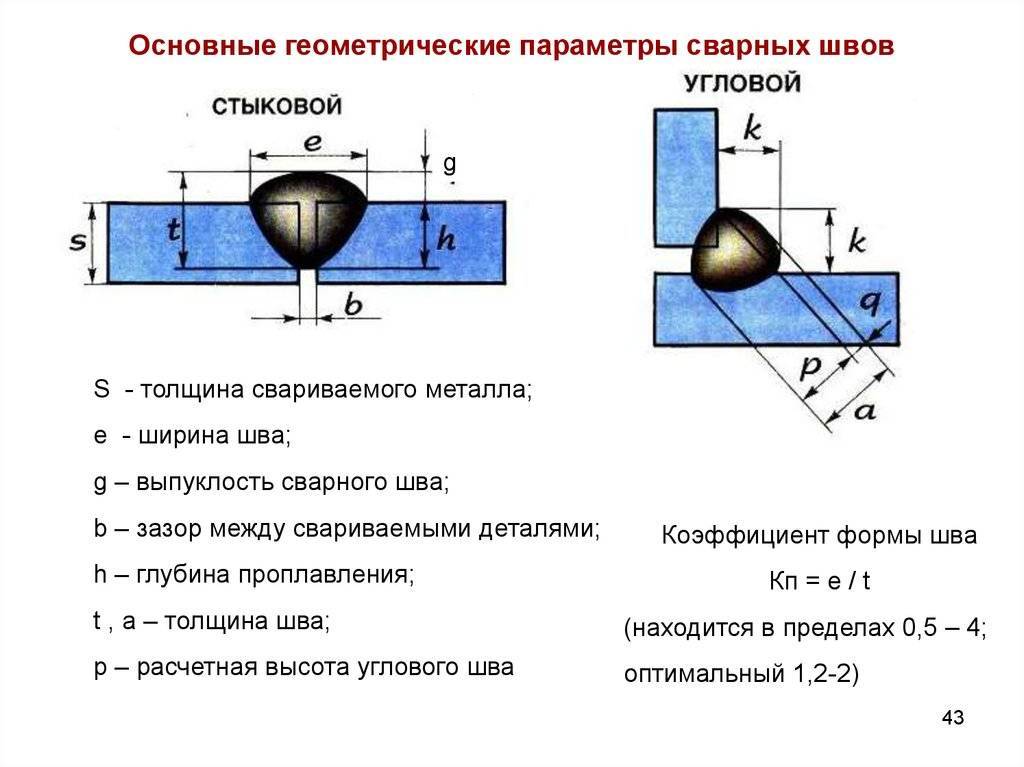
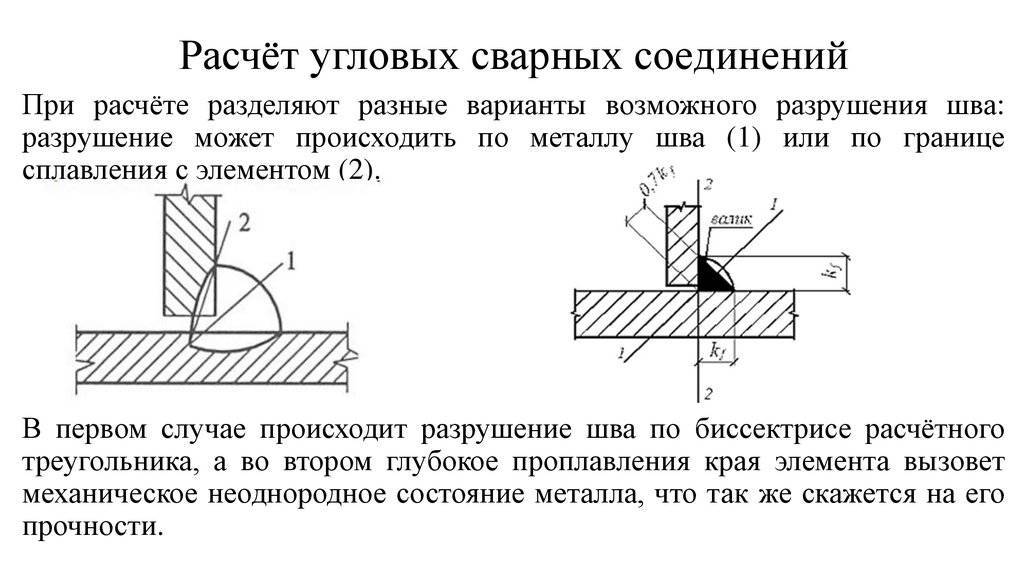
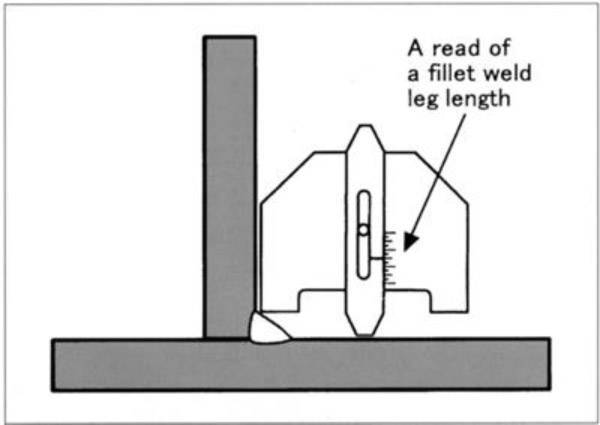


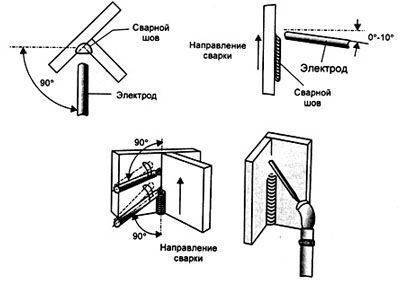
Схема определения катета сварного шва
Как рассчитать катет сварного шва
В каждом случае, расчет проводится по-разному, в зависимости от имеющихся условий. К примеру, для определения нахлесточных соединений листов, толщина которых составляет менее 4 мм, катет стараются делать равным по толщине самих листов. Если же толщина листов составляет больше 4 мм, то здесь берется 40% от толщины металла и добавляется 2 мм. Таким и должен быть максимальный катет сварного шва.
Виды швов
Сварочный шов образуется в месте стыка двух металлических заготовок в результате расплава металла под воздействием высокой температуры. В зависимости от способа соединения заготовок сварочный шов может быть стыковым или угловым. Соединение деталей осуществляется в одной плоскости. Они расположены торцевой частью стык-в-стык по отношению друг к другу. Во втором случае детали располагаются под углом одна относительно другой.
Помимо уже перечисленных способов соединения может быть еще тавровое. Это случай, когда элементы в месте соединения образуют букву Т: один торцевой частью примыкает к фронтальной стороне иного. При таком способе соединения угол может быть не только прямым, но и острым (тупым) в любой плоскости – по горизонтали, вертикали или смещенный. Шов при любом расположении заготовок формируется между бортами примыканий.
Способ размещения заготовок внахлест лучше всего подходит для сваривания листовых материалов. Наиболее взвешенный вариант для тонких листов железа. В этом случае кратно уменьшается вероятность прожига металла. Свариваться металлы могут с одной или же с обеих сторон.
Каждый из выше рассмотренных способов соединения металлических заготовок имеет очень важную характеристику – катет сварного шва. Это – кратчайшее расстояние от одной детали до углового соединения второй. Другими словами, это сторона равнобедренного треугольника наибольшего размера, который можно вписать в поперечный разрез двух сваренных между собой заготовок. Это очень важная характеристика, которая информирует о качестве сварного шва.
Данный критерий оказывает прямое влияние на такие показатели:
- прочность соединения;
- результат расчета при соединении изделий с разной толщиной;
- вероятность деформации кромок деталей из-за нагрева.





