

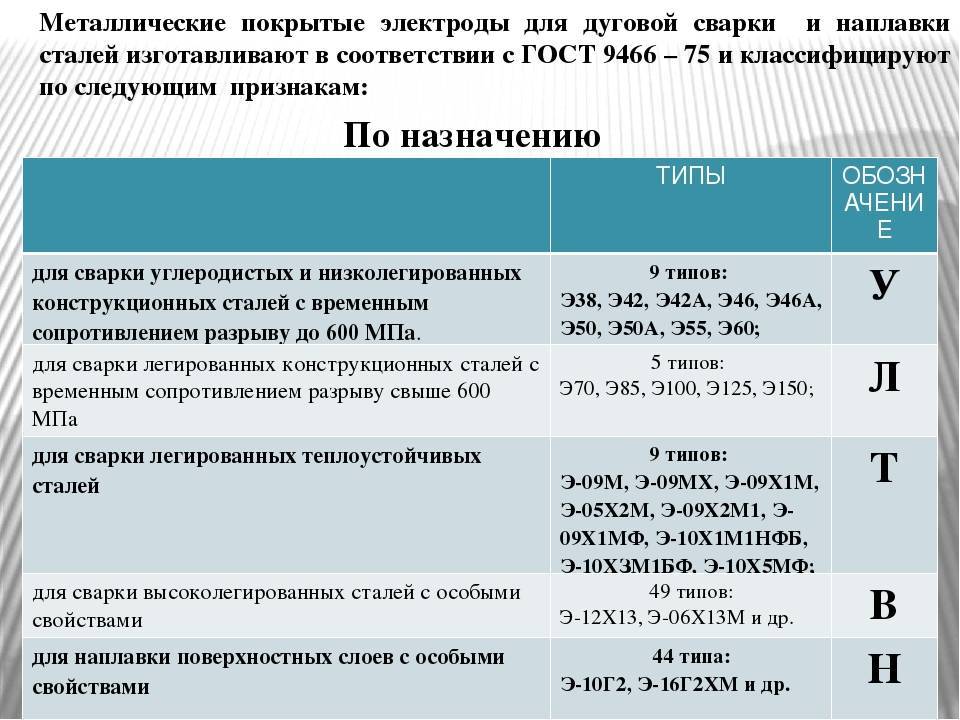
Виды покрытий
Электроды для сварки подбираются так, чтобы материал стержня максимально точно совпадал со свариваемым металлом. Только так можно получить качественный шов с равномерной структурой, повышающей его прочность
Не менее важной является обмазка, которая должна обеспечить стабильную дугу, равномерное плавление сварочной ванны и защитить ее от внешних факторов. Некоторые составы даже позволяют варить по ржавой или масляной поверхности без предварительной подготовки
Различают несколько видов:
- Кислое маркируется буквой А. Композиция состоит из кремния, марганца, титана, оксидов железа и других элементов. Преимущество обмазки – отсутствие порообразования в шве даже на ржавых заготовках или при наличии окалины. Основной недостаток покрытия – высокий риск появления горячих трещин при сваривании. Электроды с кислой обмазкой хорошо работают на постоянном и переменном токе, применяются для нижних швов. Такой тип используется для марок Э-42 и Э-38.
- Основное, или флористо-кальциевое, которое обозначается буквой Б. Используется для ручной дуговой сварки. Состоит из шлаковой основы с добавлением карбоната кальция, фтористого калия и минералов, которые выделяют защитный газ. Основная обмазка отличается высоким процентом шлакообразования, а наплавленный металл содержит малую часть водорода, потому что отсутствуют органические соединения-поставщики. Наплавляемый металл окисляется слабо, что снижает риск образования трещин. По сравнению с рутиловым покрытием обеспечивается высокое сопротивление сероводородному растрескиванию, поэтому электроды с такой обмазкой успешно применяют для соединения трубопроводов. Работают от постоянного тока обратной полярности.
- Рутиловое маркируется буквой Р. Считается универсальным и самым распространенным. В составе обмазки около половины занимает рутил (двуокись титана), а также ферромарганец, карбонаты и жидкое стекло. Небольшой процент кремния и кислорода снижает риск образования горячих трещин. Наплавленный металл имеет высокий показатель ударной вязкости. Газ от сгорания карбонатов и органических материалов защищает сварочную ванну. Наплавленный металл склонен к образованию окислов под воздействием пара или углекислого газа. При соблюдении режимов содержание водорода минимальное, что исключает появление пор. Сварные швы получаются качественными.
Электроды с рутиловым покрытием перед началом работы необходимо прокаливать, что повысит качество шва. Такие расходные материалы позволяют накладывать шов по ржавчине. Отличаются чувствительностью к температуре и повышенным режимам, что приводит к браку.
Технические характеристики рутилового слоя превосходят основной и кислый. Стержни легко поджигаются и работают во всех пространственных положениях.
- Целлюлозное с маркировкой Ц. Характеризуется самым высоким содержанием органических компонентов: целлюлозы, талька, рутила и ферромарганца. Готовый шов по химическому составу соответствует спокойным (с) и полуспокойным сталям (пс). Отмечается большое количество выделяемого водорода и разбрызгивание металла. При односторонней сварке наплавляемый валик ложится равномерно. Обмазка используется в марках Э-46 и Э-50. Электроды отличаются производительностью и позволяют сваривать в вертикальном пространственном положении. Применяются для сварки трубопроводов.
- Смешанные и прочие покрытия П: кисло-рутиловое (АР), рутилово-целлюлозное (РЦ), рутиловое с железным порошком (РЖ), рутилово-основное (РБ).
Несмотря на отличие свойств и составов, у электродов есть общие характеристики:
- Толщина наносимого покрытия должна составлять 1/3 общей толщины.
- Степень влагопоглощения, от которого зависит необходимость в предварительной просушке.
- Температура горения, влияющая на легкость поджига дуги.
Как наносится покрытие
Технология нанесения одинакова для всех видов. Толщина покрытия зависит от сечения стержня электрода. Работы ведутся на специальном станке в автоматическом цикле, что обеспечивает высокую производительность. Твердые фрагменты подсушиваются и измельчаются. Компоненты просевают для отделения однородной фракции нужного размера. Смесь обжигают, чтобы вышла сера. Потом она поступает в смеситель, где соединяется с жидкими компонентами. На завершающей стадии стержни погружаются в готовую смесь.
Особенности прокаливания УОНИ
Важно прогреть печь до 250-280 градусов, а также обеспечить равномерное прокаливание электродов. Добиваются этого, используя специальные емкости
Запрещается держать электроды в печи более 4 часов, а также производить прокаливание более трех раз. После прокаливания следует использовать электроды в течение 8 часов
По истечении этого времени мероприятие следует повторить.
Если все сделать правильно и четко, не нарушая технологии, то качество швов будет на самом высоком уровне. Сварщик получит стабильное горение дуги без залипания электрода на поверхности свариваемых деталей.
УОНИ–13/55 – расшифровка и немного истории
В технической (и не только) литературе можно встретить два написания аббревиатуры этой марки, и оба можно считать в равной степени употребимыми. Исторически, начиная с года создания (1940), использовался вариант УОНИ. Дело в том, что над разработкой продукта несколько лет до этого трудились сотрудники лаборатории засекреченного тогда Научно-исследовательского института №13. Поскольку прилагательное представляет собой пусть и сложное, но одно слово, сочли, что в маркировке достаточно всего одной буквы «И». Так и было в самом раннем написании:
- У – универсальная
- О – обмазка
- Н – научно-исследовательского
- И – института
- 13 – номер 13
Разработки велись со второй половины 30-х годов. Специалистами во главе с К. В. Петранем были исследованы лучшие зарубежные аналоги из Великобритании, Германии, Нидерландов, США и Франции. Все они были последовательно протестированы одним и тем же опытным сварщиком. После определения наилучших качеств по всем ключевым параметрам были досконально исследованы материалы составов, их технологические свойства и особенности, и в последний довоенный год создан собственный электрод.
По прошествии времени и с принятием ГОСТ 9466-75 написание маркировки несколько изменилось:
- У – универсальная
- О – обмазка
- Н – научно-
- И – исследовательского
- И – института
- 13 – номер 13
Стандарт действует до сих пор, поэтому в нормативных документах корректно написание УОНИИ. Однако при коммерческом использовании, в популярной литературе, на онлайн-ресурсах широко употребляется более короткий первоначальный вариант, который все это время существует параллельно со строго официальным.
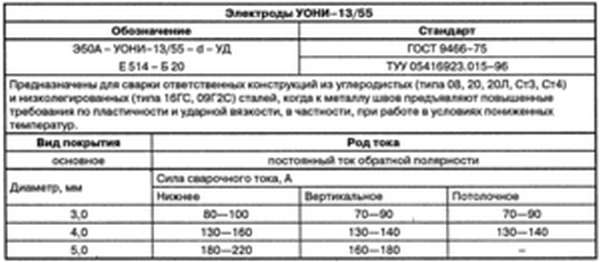
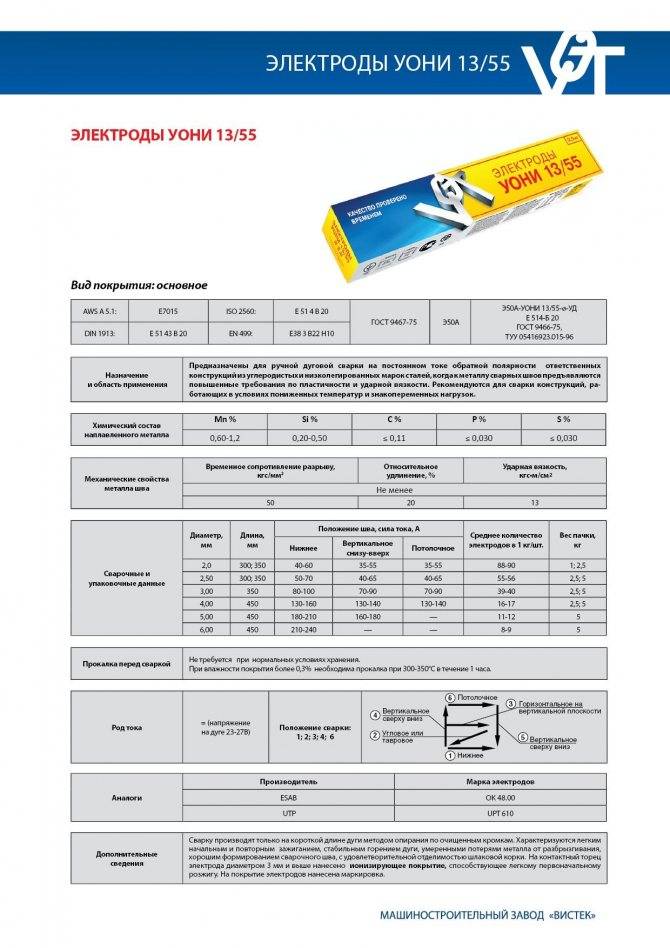
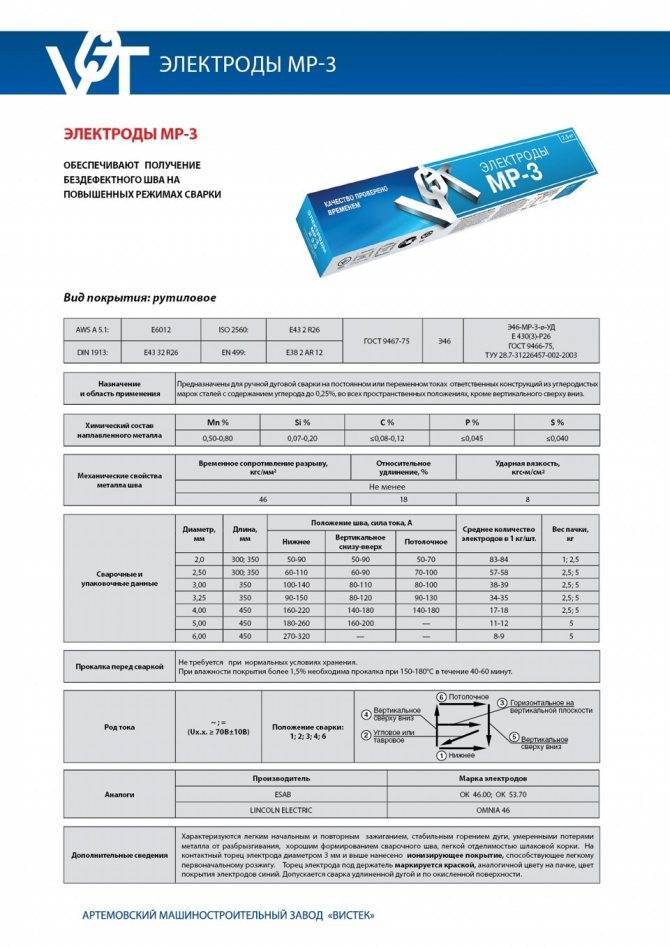
Технические характеристики
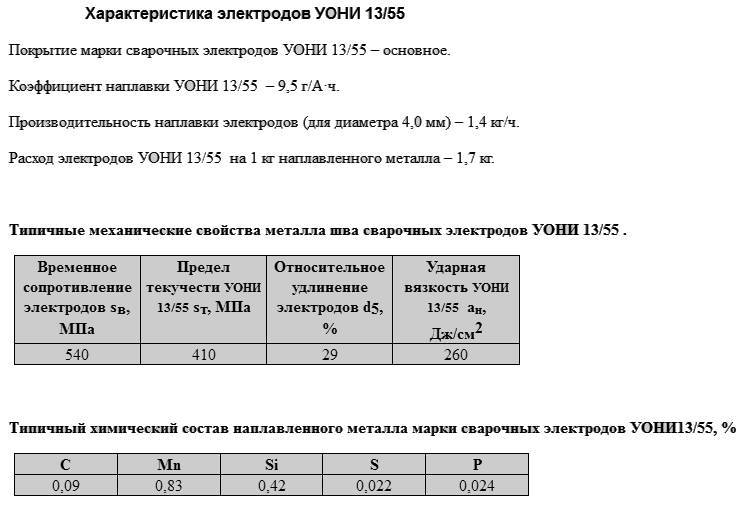
Важные параметры, характеризующие сварочные стержни уони 13/55 можно отразить в виде таблицы:
| Тип покрытия | Основное |
| Коэффициент наплавки | 9,5 г/А∙ч |
| Производительность(для электрода ∅4 мм) | 1,4 кг/ч |
| Расход (в расчете на 1 кг наплавленного металла) | 1,7 кг |
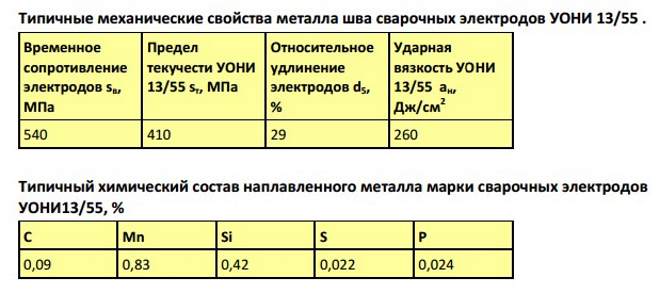
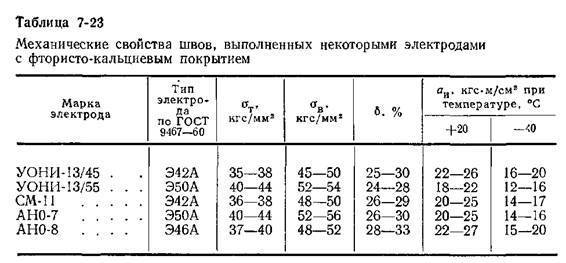
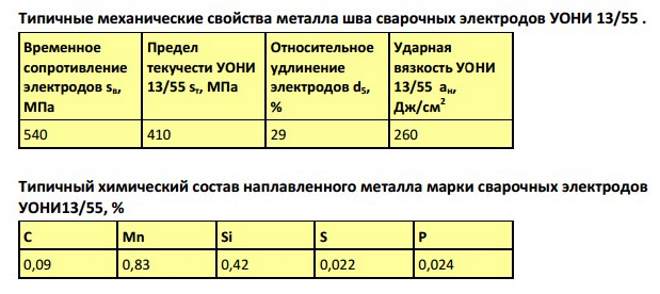
Немаловажным пунктом в ознакомлении является информация по механической прочности сварного шва и химическому составу наплавленного металла, по которым можно судить о возможности применения в той или иной конструкции.
Ну и картина не была бы полной без указания рекомендованных производителем режимов сварки в зависимости диаметра электродов и их пространственного положения.

Технические характеристики сварочных электродов УОНИ-13/55
Рассмотрим:
- общие характеристики;
- механические и химические свойства сварочного шва;
- допустимое положение шва;
- величины сварочного тока;
- вес и количество электродов в одной пачке;
- стоимость одной пачки.
1) Общие технические характеристики:
- тип соединения — дуговой, ручной, постоянным током обратной полярности;
- покрытие (обмазка) — основное;
- стержень изготовлен из проволоки Св-08 или Св-08А;
- наплавочный коэффициент — 9 г/А·ч;
- расход сварочных стержней на 1 кг наплавленного металла 1,6 кг.
2) Механические свойства:
- временное сопротивление, Н/мм2 — 420-540;
- относительное удлинение не менее 22%;
- ударная вязкость, Дж/см2 не менее 128.
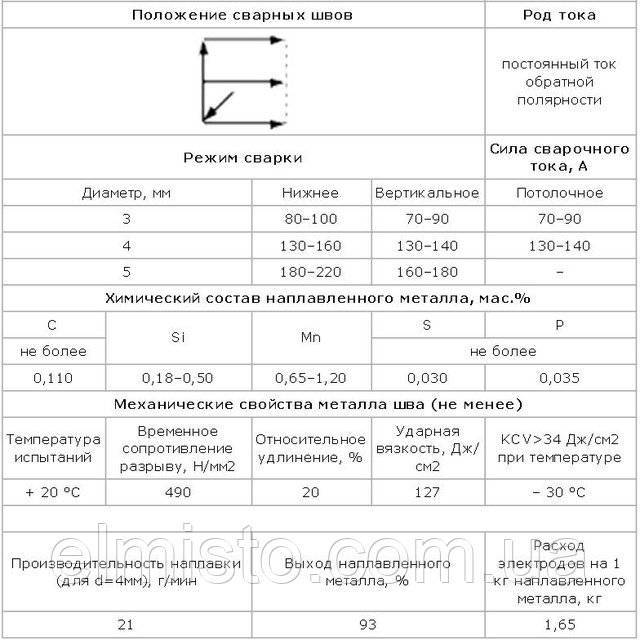
Массовая доля химических элементов в сварочном шве (таблица):

3) Пространственные положения сварочного шва. Электроды УОНИ 13/55 диаметром от 2 до 4 мм применяют для сварки во всех пространственных положениях, кроме вертикального (сверху-вниз №5).
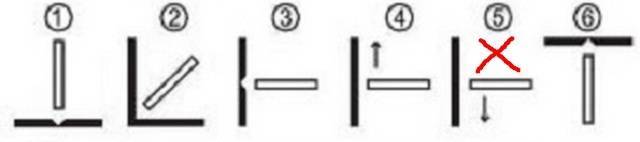
Посмотрите видеоролик (ниже), где человек опровергает это прописанное правило. Стержни диаметром 5 мм используются для горизонтального, нижнего и вертикального способа (снизу-верх).
Видео: личный опыт использования УОНИ 13/55 во всех пространственных положениях.
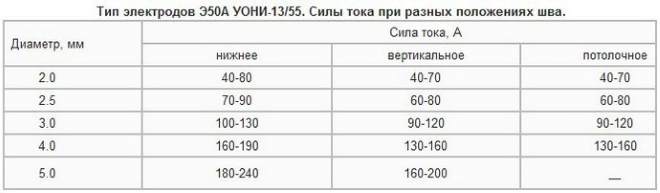
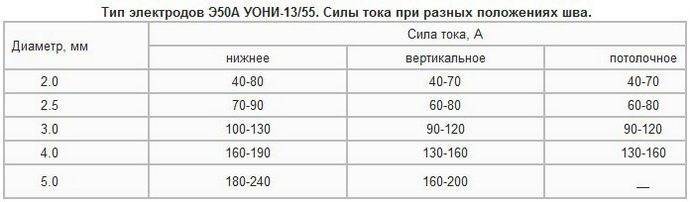
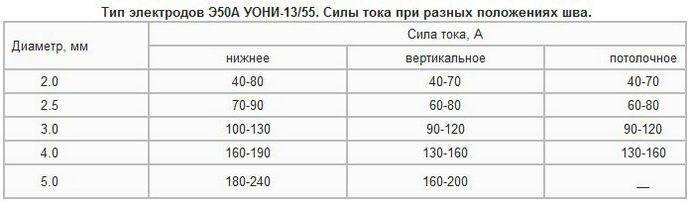
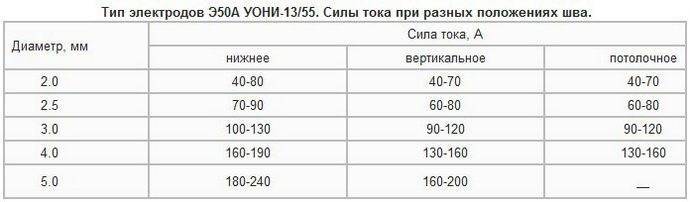
4) Величины сварочного тока. При сварке электродами Э50А УОНИ 13/55 подбор тока в зависимости от диаметра стержней и положения сварочного шва представлен в таблице.
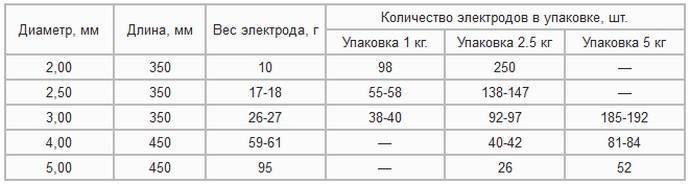
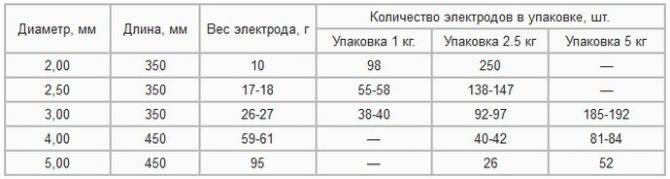
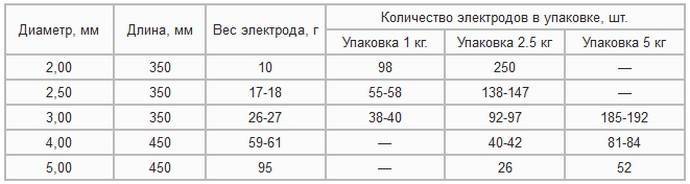
5) Произвести расчет количества стержней (штук) в упаковке и вес электрода в граммах поможет таблица.
6) Цена за пачку УОНИ 13/55 разная от 400 до 750 рублей. Стоимость меняется от веса пачки, завода-изготовителя, региона. В среднем цена за кг изделий начинается от 100 рублей.
Преимущества использования УОНИ 13/55:
- получение прочного сварочного шва;
- снижение расхода электродов на 15%;
- увеличение наплавки на 10%.
Чем заменить УОНИ 13/55 (аналоги):
- Basic One;
- Elga;
- AV-66;
- OK 48.00 и 48.05.
Технические характеристики электродов УОНИ 13/55. Технология сварки
Электроды УОНИ 13/55 в среде профессиональных сварщиков получают только положительные отзывы. А новички побаиваются использовать эти капризные стержни.
Которые применяются для конструкций, трубопроводов из низколегированной и углеродистой стали, требующие повышенных характеристик по пластичности и вязкости сварного шва. В суровых климатических зонах.

Технические характеристики сварочных электродов УОНИ-13/55
Рассмотрим:
- общие характеристики;
- механические и химические свойства сварочного шва;
- допустимое положение шва;
- величины сварочного тока;
- вес и количество электродов в одной пачке;
- стоимость одной пачки.
1) Общие технические характеристики:
- тип соединения — дуговой, ручной, постоянным током обратной полярности;
- покрытие (обмазка) — основное;
- стержень изготовлен из проволоки Св-08 или Св-08А;
- наплавочный коэффициент — 9 г/А·ч;
- расход сварочных стержней на 1 кг наплавленного металла 1,6 кг.
2) Механические свойства:
- временное сопротивление, Н/мм2 — 420-540;
- относительное удлинение не менее 22%;
- ударная вязкость, Дж/см2 не менее 128.
Массовая доля химических элементов в сварочном шве (таблица):
3) Пространственные положения сварочного шва. Электроды УОНИ 13/55 диаметром от 2 до 4 мм применяют для сварки во всех пространственных положениях, кроме вертикального (сверху-вниз №5).


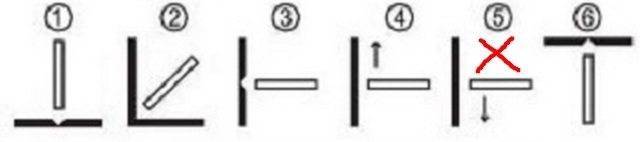
Посмотрите видеоролик (ниже), где человек опровергает это прописанное правило. Стержни диаметром 5 мм используются для горизонтального, нижнего и вертикального способа (снизу-верх).
Видео: личный опыт использования УОНИ 13/55 во всех пространственных положениях.
4) Величины сварочного тока. При сварке электродами Э50А УОНИ 13/55 подбор тока в зависимости от диаметра стержней и положения сварочного шва представлен в таблице.
5) Произвести расчет количества стержней (штук) в упаковке и вес электрода в граммах поможет таблица.
6) Цена за пачку УОНИ 13/55 разная от 400 до 750 рублей. Стоимость меняется от веса пачки, завода-изготовителя, региона. В среднем цена за кг изделий начинается от 100 рублей.
Преимущества использования УОНИ 13/55:
- получение прочного сварочного шва;
- снижение расхода электродов на 15%;
- увеличение наплавки на 10%.
Чем заменить УОНИ 13/55 (аналоги):
- Basic One;
- Elga;
- AV-66;
- OK 48.00 и 48.05.
Как варить электродами УОНИ 13/55
Заготовки приготовленные для соединения очищаются от масла, окалины и грязи. Прокалка электродов УОНИ 13/55 выполняется в течение 1 часа, при температуре 300°С.
Сварка пластин. На внешней стороне технология выполняется на короткой дуге, небольшими колебательными движениями (елочкой). Прилипание стержней в процессе сварки пугает новичков. Удлиняя дугу избавляемся от прилипания. Чувствуйте грань, когда это делать и тогда УОНИ покорится домашнему мастеру.

Проварив одну сторону, переворачиваем деталь и провариваем не спеша, уже без колебательных движений, обратную сторону.
Видео: УОНИИ 13/55 в сварке труб.
Советы сварщиков:
- найдите хороший завод-изготовитель электродов, купите по пачке разных производителей и пробуйте;
- читайте внимательно инструкцию на пачке и всегда прокалывайте стержни перед работой;
- подбирайте и настраивайте правильный ток;
- пробуйте варить опираясь на обмазку электрода, короткой дугой.
P.S. Практикуясь, методом тыка, вы покорите эти универсальные и капризные стержни. Потом с улыбкой вспомните сварочные пытки с УОНИ 13/55.
Какое нужно покрытие
 Существует четыре основных вида покрытия, каждое из которых имеет свои отличительные свойства.
Существует четыре основных вида покрытия, каждое из которых имеет свои отличительные свойства.
1. Кислое покрытие состоит в основном из железа, марганца, кремния и прочих химических элементов. Электроды с данным видом обмазки имеют в маркировке букву “А”. Преимущества расходников с кислым покрытием: высокая сопротивляемость появлению в сварном соединении воздушных каналов; возможность обработки ржавых изделий и деталей с окалиной. Основной недостаток – опасность появления горячих трещин на металле сварочного шва.




2. Электрические проводники с целлюлозным видом обмазки обозначаются буквой “Ц”. Особенность – высокое содержание органических веществ (массовая доля может достигать 50%): целлюлоза, органические смолы, ферроспалвы и т.д. При сгорании в дуге такого рода покрытия выделяют большое количество защитных газов и малое – шлака. Это гарантирует удобство сварочных работ в вертикальном положении. Недостатки: высокое содержание водорода при работе со сталью могут отрицательно сказываться на характеристиках наплавленного металла; значительно количество брызг.
3. Рутиловые электроды имеют в маркировке букву “Р”. Основой покрытия является рутил, а также некоторое содержание кремния и кислорода. Данный вид характеризуется спокойным расплавлением, небольшим количеством брызг, легким отделением шлака, шов имеет тонкий рисунок. Важная особенность – простота повторного зажигания дуги. Сварочные работы следует проводить в условиях нормальной влажности и после прокалки материалов, иначе качество соединения ухудшается и появляются признаки окисления.
4. Основное покрытие электродов обозначается буквой “Б”, состоит из карбонатов магния и кальция. Проводники с данным типом обмазки предназначены для работы на постоянном токе, а также для соединения ответственных конструкций и трубопроводов. Наплавленный металл обладает повышенным уровнем пластичности, не отличается склонностью к окислению. Главное достоинство – слабая насыщенность такого типа покрытия водородом позволяет исключить ухудшение характеристик стали и других металлов. Основной недостаток – образование большого количества шлака.
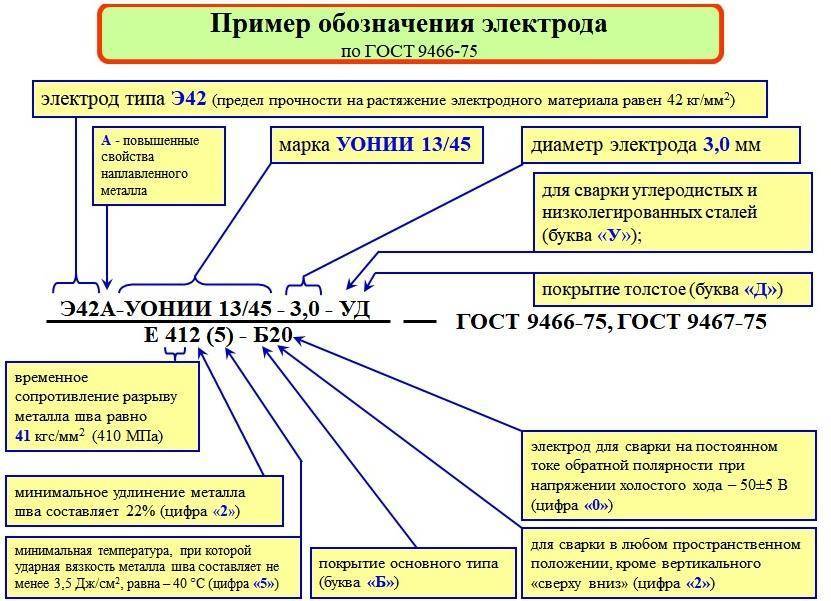
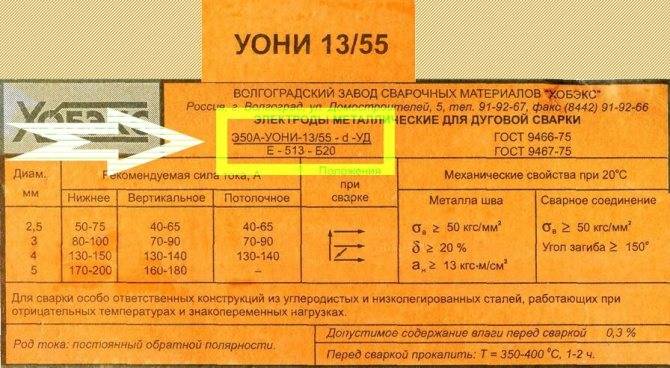
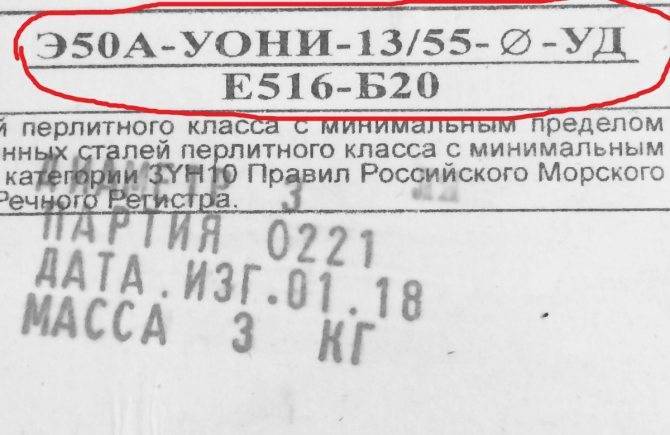
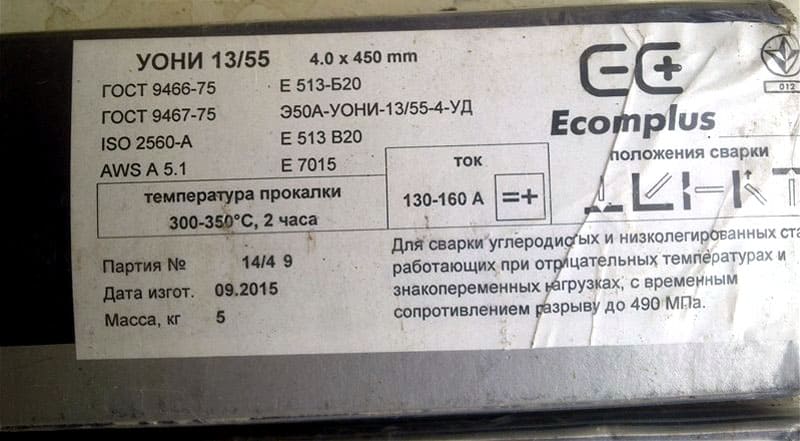
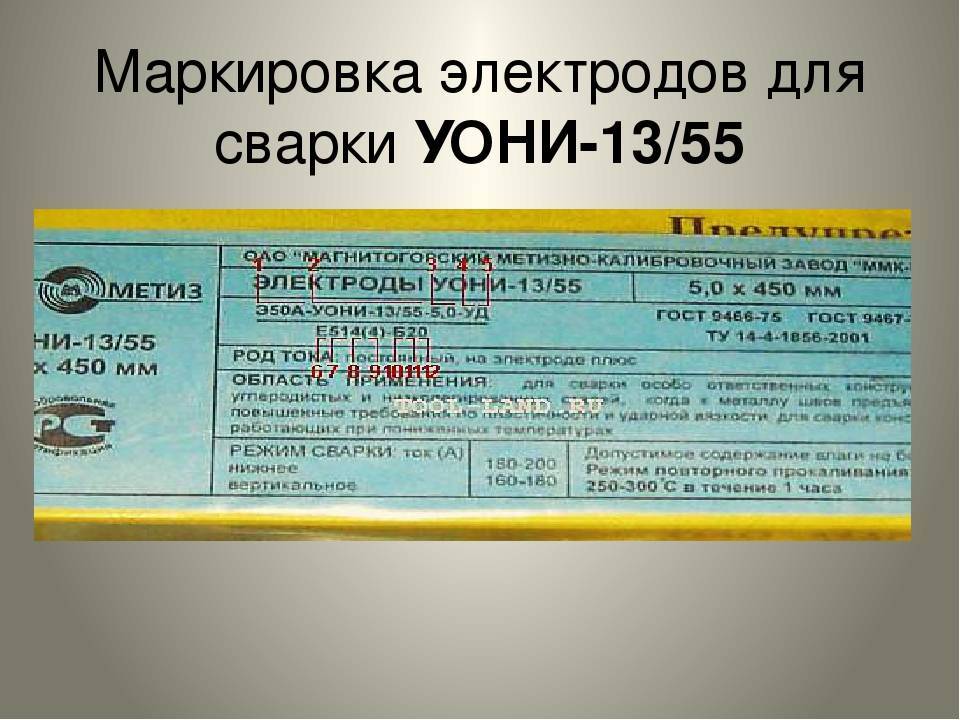
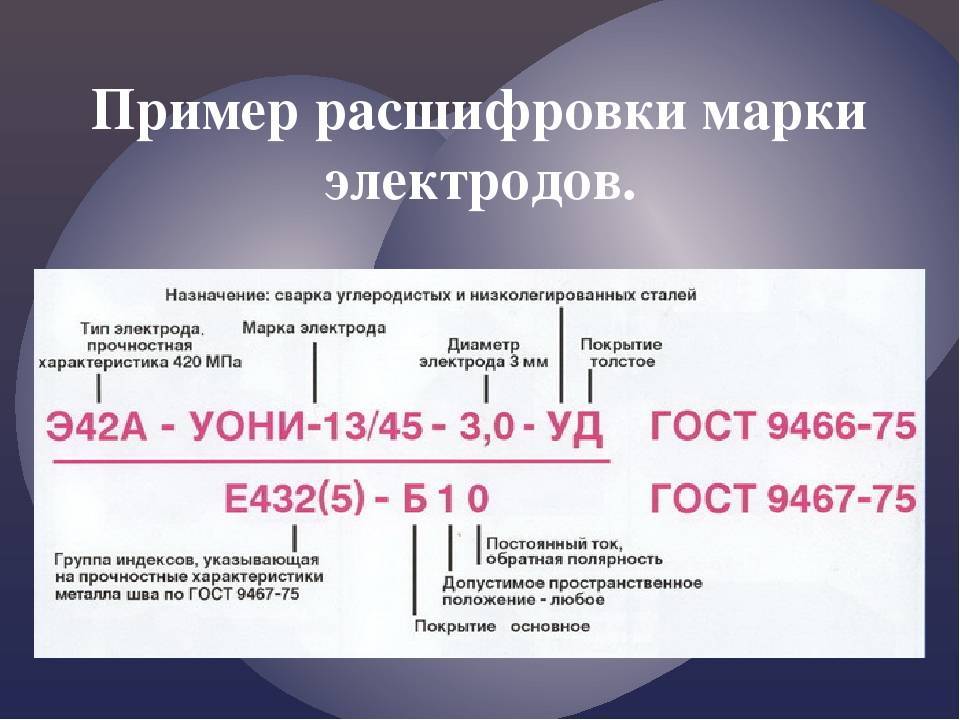
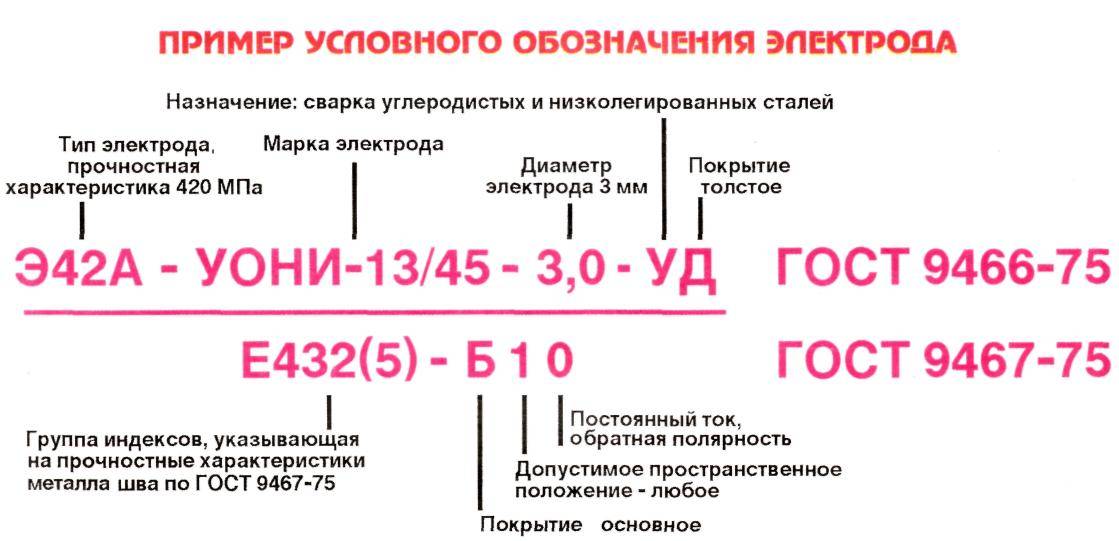
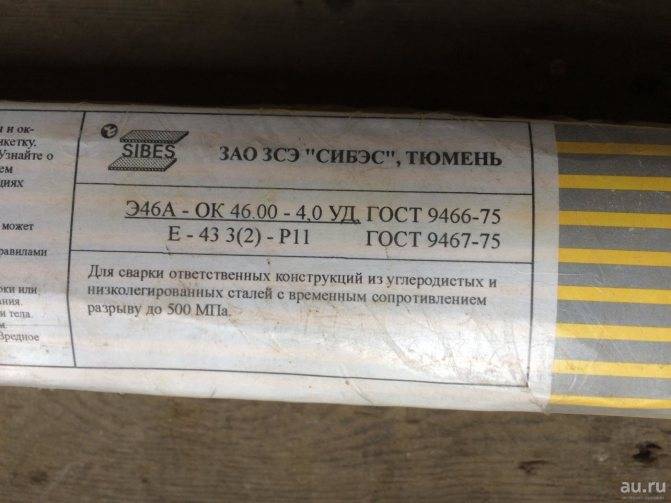
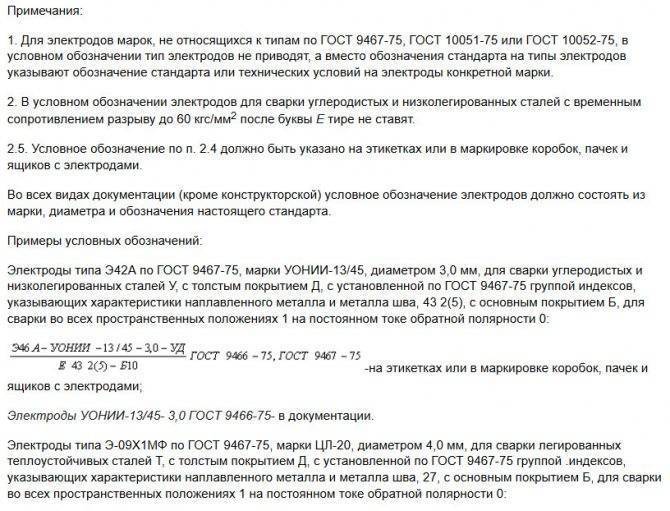
Какие параметры зашифрованы в маркировке?
В наборе цифр и букв, которые можно увидеть на упаковке с прутками, зашифрована вся информация об их параметрах и назначении. Вот какие характеристики указаны в маркировке:
- тип — обозначение величины временного сопротивления (Э46, Э50, Э60 и т. д.)
- марка — краткое название завода-изготовителя;
- диаметр — обозначение диаметра стержня;
- назначение — вид работ, для которых могут использоваться электроды;
- толщина покрытия — обозначение обмазки (бывает 4 видов);
- индекс — параметры металла (здесь показано несколько параметров — ударная вязкость, толщина и др.);
- покрытие — обозначение типа покрытия, нанесенного на сердечник электрода (рутиловое, кислое, целлюлозное, основное);
- положение — в каких положениях можно работать электродами;
- сварочный ток — значения тока, необходимые для работы;
Чтобы было проще разобраться, давайте на примере рассмотрим параметры и их обозначение.
Прокалка перед использованием
Обмазка электродов имеет пористую структуру. В сыром помещении она абсорбирует влагу, и расходник становится непригодным к использованию. Его покрытие крошится и хуже горит, расплавленный металл не получает необходимой защиты от окисления.
Это прогрев в специальной печи с контролем температуры и длительности. Расходники укладывают в формы, обеспечивающие всестороннее и равномерное поступление тепла.
Параметры процедуры производитель указывает на упаковке и в описании продукции на официальном сайте.
Для электродов УОНИ они составляют:
- температура: +250…+300˚С;
- время: 4 часа;
- кратность: не более 3 раз.
Прогретые электроды кладут в специальный герметичный пенал с теплоизолированными стенками. Его можно сделать своими руками из пластиковой трубы среднего диаметра.
Обмазка УОНИ не содержит органических компонентов, поэтому допускается увеличение температуры при прокалке до 400˚С.
Вне пенала электрод остается сухим в течение 8 часов. Если он за это время не будет израсходован, процедуру следует повторить, но не более 3 раз. В противном случае покрытие растрескается и отпадет.
Технические характеристики УОНИ 13/55
Итак, марка УОНИ предназначена для того, чтобы осуществлять любые сварочные работы с конструкциями из металла качественно и поддерживая высокий уровень пластичности. Такие электроды можно использовать даже в самых суровых климатических условиях, где чаще всего произведение нормальных сварочных работ невозможно.
УОНИ уже много раз использовались при сварке самых серьезных конструкций и даже прошли первоначально ряд обязательных испытаний, доказав, что именно они помогают получить такой шов при сварке, который и пластичен, и имеет необходимую ударную вязкость.
Остановимся еще раз подробнее на том, каковы же все-таки технические параметры электрода УОНИ. У него основное покрытие и это играет важную роль. Коэффициентом наплавки является 3,5 г/А ч. Его расход невелик, так известно, что электродв УОНИ расходуются примерно один на килограмм того металла, который наплавлен, то есть получается в цифрах приблизительно 1,7 кг.
Существуют у таких электродов и свои преимущества перед остальными. Прежде всего шов получается очень качественным. Свойства этих швов таково, что на них не образуются даже кристаллические трещины, а также в них содержится довольно низкое содержание углерода.
Самым лучшим вариантом при работе с электродом является использование сварки на короткой дуге, где используется метод опирания. Он просто идеально подойдет даже для тех мест, где есть проблемы с энергоснабжением и оно не бывает стабильным.
Особенности работ с электродами марки УОНИ 13 55
Универсальность пространственного положения наложения сварного шва для этого вида электрода достигается применением специального вида покрытия и специального состава металлического сердечника. Так, формируя слой металла, наплавляемого на поверхность соединения марка УОНИ 13 55 должна иметь максимальное содержание следующих компонентов в металле шва:

- углерод – не более чем 0,1%;
- марганец – допустимое количество не более 0,9%;
- кремниевых составляющих до 0,37%;
- максимально допустимое количество серы 0,3%;
- фосфор, не более 0,027%.
В процессе сварки сварочная ванна формируется в небольшом облаке защитного газа, это приводит к тому, что шов, формируется с очень большой пластичностью. Относительно легко поддается формированию, но при этом при остывании он обладает свойством высокой ударной вязкостью. Глубокое, однородное соединение, не содержащее раковин и трещин, имеет более длинный по времени процесс старения и образования механических и коррозионных повреждений.



Работа с электродами марки УОНИ 13 55 требует соблюдения некоторых специфических особенностей, при которых существенно повышается качество сварного соединения и удобство работы – начальный розжиг дуги проводится легко, последующие розжиги не требуют дополнительных усилий и проводятся при стабильной мощной сварочной дуге. Однако, такое удобство работы с данным видом сварочных электродов достигается прежде всего подготовкой электродов методом прокаливания. В течение 60 минут, электроды прокаливаются при температуре около 320 градусов. Такая подготовка к использованию позволяет получить инструмент готовый к работе, при этом температура непосредственно во время работы особой роли не играет, сварочная ванна формируется правильно, а металл практически не образует разбрызгивания. Прокаленные электроды в результате не образуют разнородного по составу слоя шлака, он отделяется легко, большими фрагментами.
Сфера применения
Универсальность использования и отличные качества результатов соединения позволяют применять сварочные электроды УОНИ 13 55 в местах ответственных работ, требующих надежности соединения и одновременно легкости их применения:

- сварка арматурного каркаса железобетонных изделий;
- ремонтные работы трубопроводов;
- герметизация порывов резервуаров;
- устранение трещин без сквозного дефекта металла;
- монтажные работы ответственных несущих конструкций
- наплавление слоя металла.
Расчет применения сварочных электродов этой марки, характеристики соединений которых позволяют брать в расчеты величину сопротивления на разрыв более 490 Н/мм2 делает их незаменимыми для напряженных конструктивных элементов. А ударная вязкость образуемого шва при расчетах определяется как 127,4 Дж/см2.
Во многом эффективность работы определяется соответствием сварочного тока диаметру электрода и тому, в какой плоскости будет располагаться свариваемый шов. Величина тока влияет и на другие показатели, например, на скорость наплавки металла и расходу электродов на эту операцию. Так для наплавки 1 кг соединительного шва при нормальной температуре воздуха понадобиться 1,65 кг электродов этой марки, при этом выход наплавленного металла составит около 93% от массы стержней.
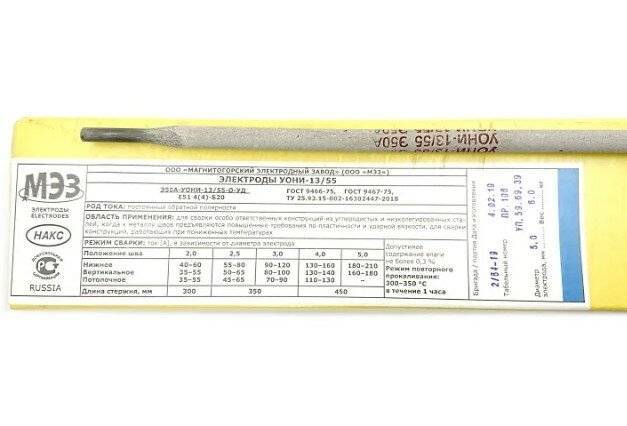
Самым малым диаметром, выпускаемым промышленностью электродов УОНИ 13 55, является диаметр стержня 2 мм, далее размеры имеют следующие показатели – 2,5 мм, 3 мм,4 мм, 5 мм и 6 мм. Длина варьируется от 300 мм до 450 мм, шаг размерности составляет 50 мм.

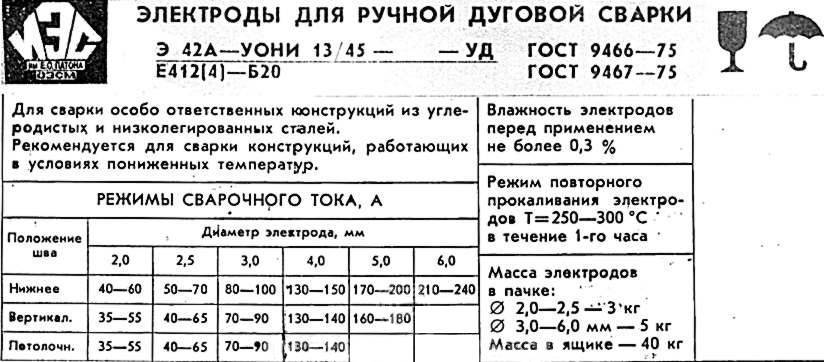
Практическое применение электродов УОНИ 13 55 зависит от диаметра и положения сварочного шва. Для диаметров 2 — 2,5 – 3 и 4 мм применяется все три положения, а вот для 5 и 6 мм это в основном только нижнее и вертикальное положение швов.
Величина сварочного тока для работы в нижнем положении несколько выше чем для остальных видов. Так, для вертикальных и потолочных видов сварочных работ электродов данной марки применим сварочный ток от 130 до 160 ампер, а вот для нижнего положения он определяется от 160 до 190 ампер у электродов диаметром 4 мм.
Рекомендации по выбору сварочных электродов
Выбор электродов начинается с определения нужного диаметра. Затем определяется тип: плавящийся или неплавящийся, – вид покрытия, необходимые род и полярность тока, расположение шва. Также имеют значение марка свариваемой стали и форма кромки.
Диаметр стержня будет зависеть от толщины свариваемых поверхностей. В бытовых условиях ходовой размер – 3 мм, для тонких листов берут стержни Ø2 мм. В промышленных условиях пользуются четверкой, а Ø5 мм востребован для особых условий в строительстве и мостостроении.
Углеродистые стали варят расходниками с рутиловым покрытием, для нержавейки и алюминия применяют вольфрамовые. Примеры таких электродов: МР и АНО.
Для ручной электродуговой сварки с помощью инвертора подойдут электроды с основным либо рутиловым покрытием. Популярными электродами с основной обмазкой являются УОНИ. Они дают качественный, прочный шов, не склонный к образованию трещин. Применяются для ответственных соединений с жесткими условиями эксплуатации.
Выбор электрода в зависимости от толщины металла
Диаметр сварочного электрода напрямую зависит от толщины свариваемых листов. Неправильный выбор диаметра приводит к снижению стойкости дуги, плохому провариванию – швы получаются толстыми.
| Диаметр стержня, мм | 2,5 | 2,5-3 | 3-4 | 4-5 | 5 |
| Толщина листа, мм | 2 | 3 | 4-5 | 6-12 | 13 |
Стыковые соединения на листах толщиной до 4 мм не требуют разделки кромки. На более толстом металле делают на кромках фаски, шов накладывают в несколько проходов, используя сначала электроды толщиной 2–3 мм, а потом – 4–5 мм.
ПОСМОТРЕТЬ Электроды разного диаметра на AliExpress →
Выбор в зависимости от типа металла
Выбор электрода зависит от вида свариваемого металла. Соответственно, электроды бывают для различных сталей, нержавейки, чугуна и цветных металлов.
Какими расходниками лучше варить сталь:
- низкоуглеродистые, слабораскисленные и кипящие стали можно варить электродами с любым типом обмазки;
- полуспокойные варят стержнями с основной или рутиловой обмазкой;
- для изделий из спокойной стали, которые будут испытывать динамические нагрузки и воздействие отрицательных температур, выбирают стержни с основным покрытием.
Популярными марками для стали являются УОНИ, МР, ОЗС и АНО. Они характеризуются низким разбрызгиванием, хорошим отделением шлака и отсутствием перегрева. Для низкоуглеродистых сталей применяют АНО-4 и АНО-6, для низколегированных подойдут УОНИ-13/45 и УОНИ-13/55, а также АНО-4 и АНО-6. Легированные стали варят электродами ТМЛ-1У, ТМЛ-3У и ТМЛ-5. С нержавеющими и высоколегированными сталями работают ОЗЛ-6 и ЦЛ-11.

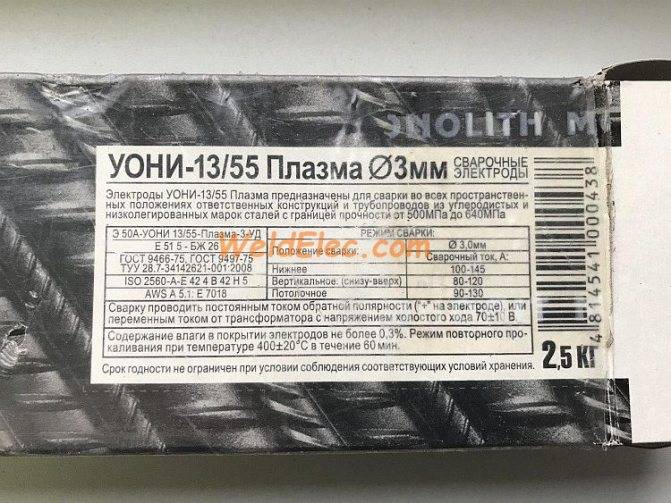
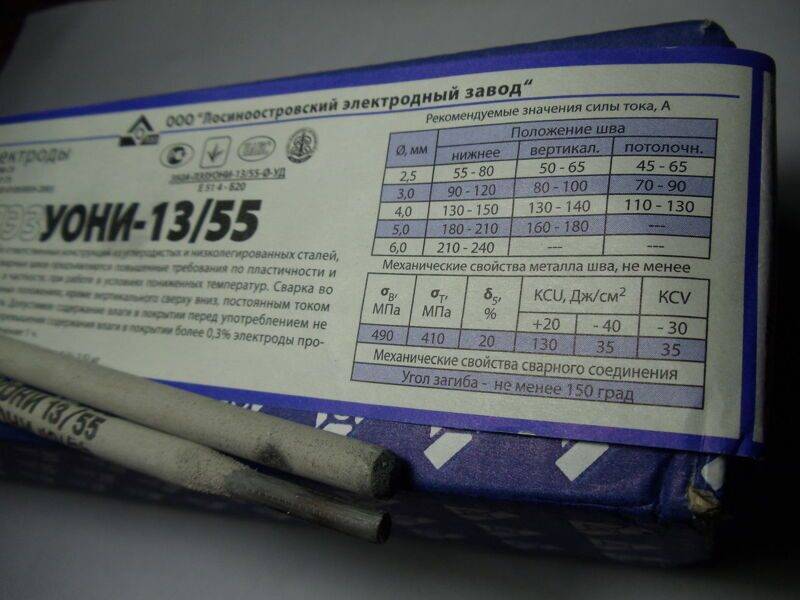

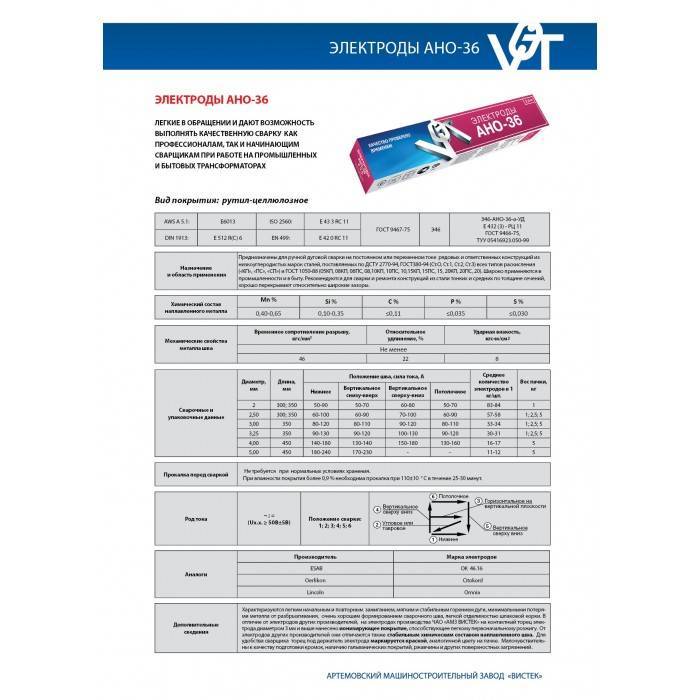
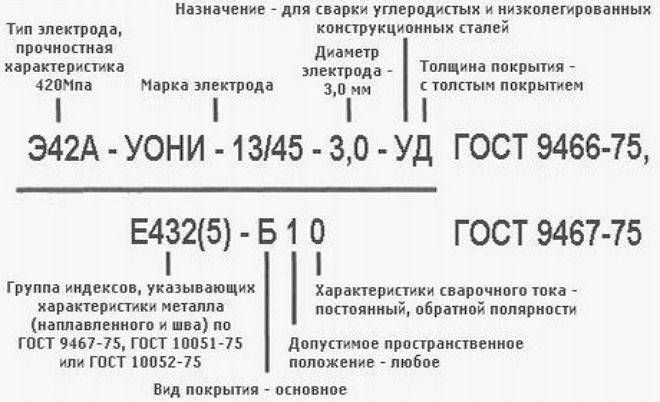
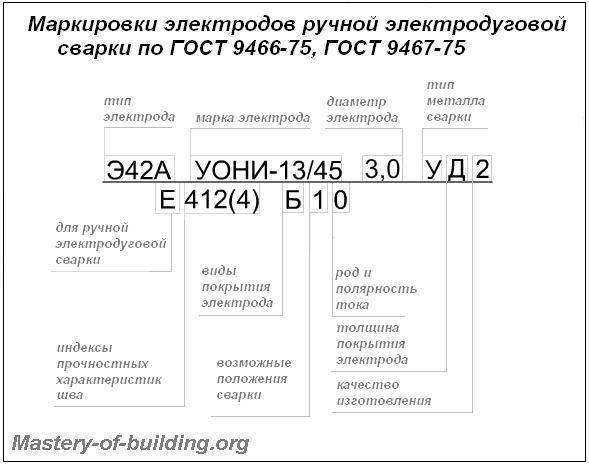
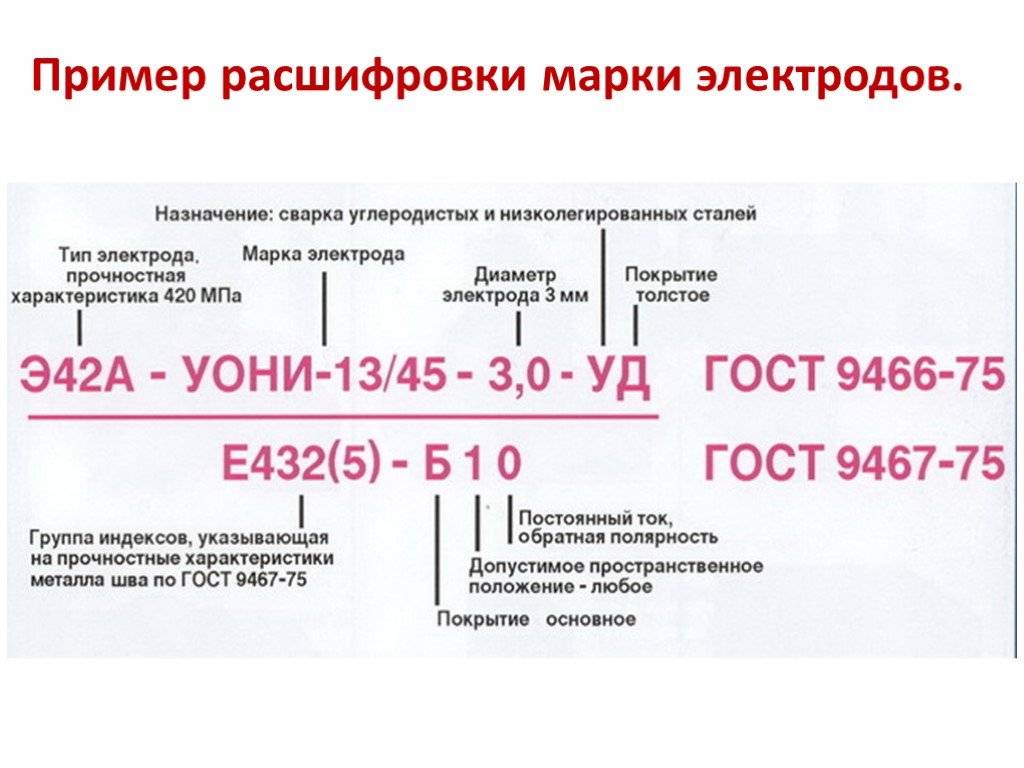

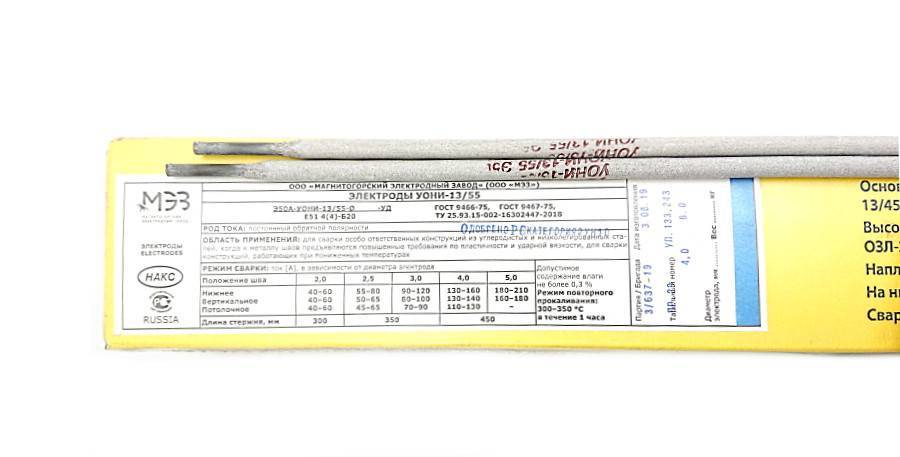
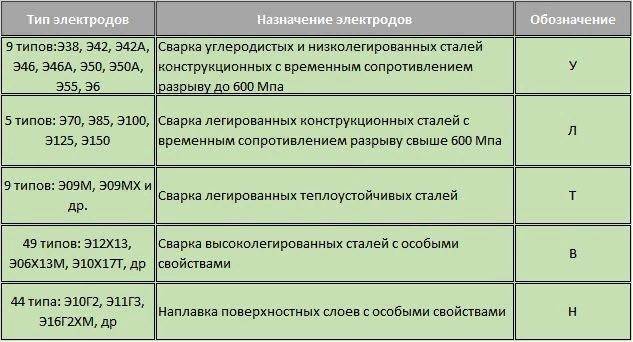
Рисунок 11 — Типы электродов и их применение для сталей
Для алюминия и его сплавов применяются электроды марки ОЗА-1, ОЗАНА-1, ОЗА-2. Для медных деталей используют расходники Комсомолец-100, АНЦ/ОЗМ серий 2,3,4. Никель сваривают маркой ОЗЛ-32. Для сварки чугуна применяют ОЗЧ-2.





