

Принцип работы электромаркера
Поверхность металла, подлежащая маркировке, должна быть тщательно очищена от жировых загрязнений и окисных плёнок. Последние заметно ухудшают проводимость металла, что вынуждает увеличивать напряжение в межэлектродном промежутке
Разряд получается малой скважности, однако с более грубыми лунками, что ухудшает качество маркировки. Мощность искрового разряда регулируется ступенчатым переключателем
Оптимальными для данных целей считаются следующие геометрические характеристики лунки:
- Ширина – 0,2…2,0 мм;
- Глубина – 0,15…20 мкм;
- Скорость перемещения маркера по поверхности — до 10 мм/с.
В комплект некоторых моделей электромаркеров по металлу входит также стальная плита, снабжаемая креплениями для фиксирования детали, которая подвергается маркировке.

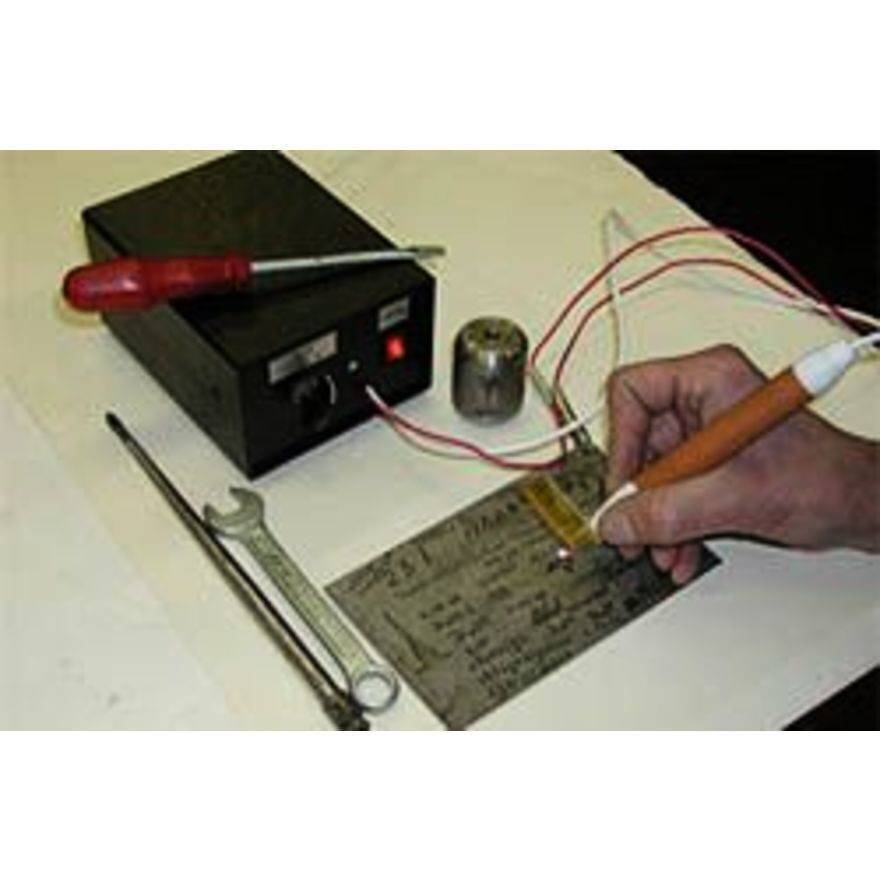
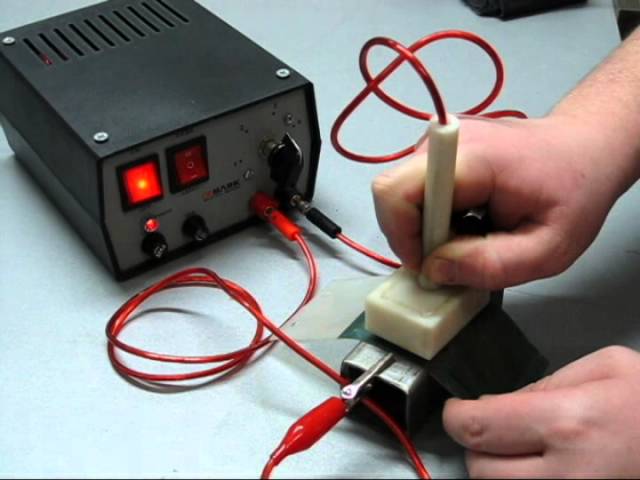
Последовательность работы с электромаркером по металлу такова. Прибор через автономный блок питания подключается к бытовой электросети напряжением 220 В и частотой 50 Гц. Маркируемая деталь зажимом «крокодил» присоединяется к металлической плите. Вибрационное устройство с целью защиты глаз оператора закрывается специальным фильтром, после чего электрографическое перо подносится к поверхности, которая покрыта тонким (2…3 мм) слоем жидкого диэлектрика. Вначале производится пробный разряд, при котором устанавливается оптимальная скорость перемещения электрографического карандаша по поверхности изделия. По мере перемещения пера смачиваются диэлектриком новые участки обработки.
Для настройки электрографического маркера по металлу необходимо произвести следующие действия:
- Настроить частоту вибратора на требуемый режим. Для этого пользуются (в зависимости от типоразмера и производителя данных устройств) одним из следующих способов: либо оптимизируют звуковой сигнал (при снижении частоты колебаний допустимое значение межэлектродного зазора увеличивается), либо регулируют частоту путём изменения яркости сигнальной лампочки.
- Переключателем устанавливают необходимую величину тока. Обычно она максимальна для металлов с низкой теплопроводностью (большинство цветных металлов и сплавов), и меньше – для алюминия, стали или чугуна.

- Перемещением электрода-инструмента по необходимой траектории движения, производят маркировку. Габаритные размеры символов не имеют ограничений.
- При работе с электромаркером следует помнить, что увеличение, сверх необходимого, напряжения и тока электрического разряда ускоряет износ электрода, и не приводит к существенному увеличению производительности процесса. Особенно интенсивен износ в случае короткого замыкания цепи (случается при недостатке или отсутствии жидкости-диэлектрика на маркируемой поверхности изделия). Для ориентировки можно пользоваться нормативными значениями износа 0,05…0,2 мм на одно клеймение.
- Для исправления ошибочного нанесённого знака поверхность необходимо прошлифовать.
Применение электрокарандаша требует от оператора определённых навыков и опыта работы. Длительность непрерывного использования электроискрового маркера принципиально не ограничивается, хотя при продолжительности работы устройства более 30…40 минут блок генератора импульсов разогревается. Замена изношенного катода-инструмента производится при отключённом приборе. Электромаркер по металлу не должен эксплуатироваться в помещениях, относительная влажность воздуха в которых превышает 75%.
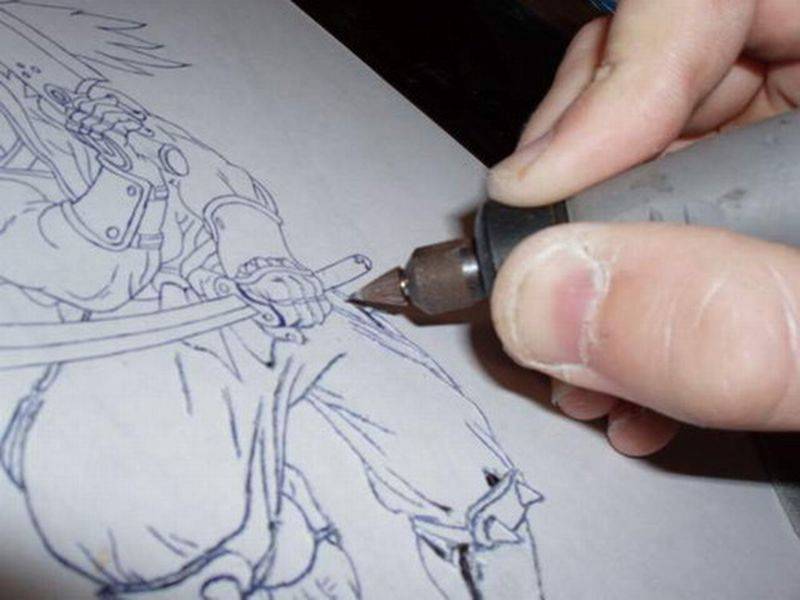
Гравировки с помощью бормашины
Бор, заточенный для гравировки
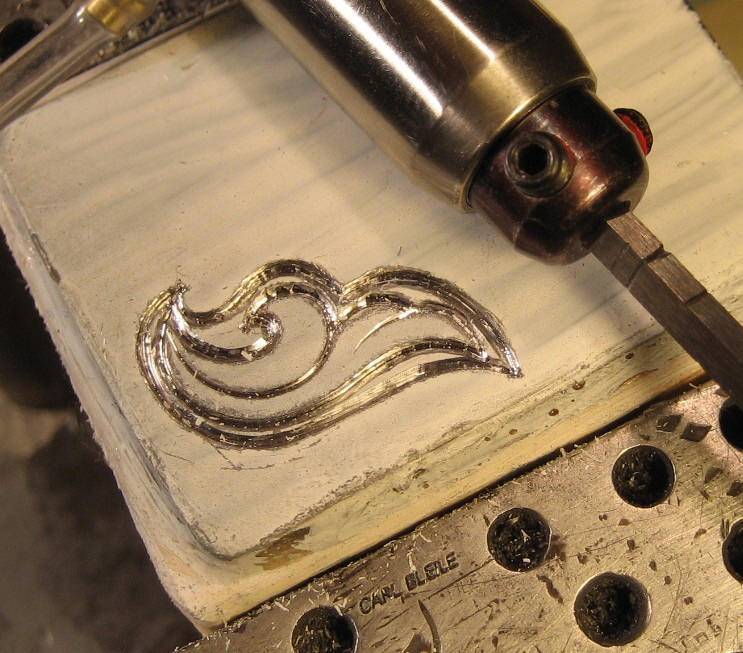
Для выполнения на предметах из металла надписей дарения, адресов и поздравления различной формы часто применяются различные машинки для гравировки. Хорошо подходят и бормашины, которые помимо своего основного назначения оказались и очень удобными аппаратами для гравировки. Они в настоящее время широко применяются для производства механических гравировок с надписями на сувенирных изделиях, подарках и предметах другого назначения. Обычно это те варианты, которые из-за недоступности формы невозможно или трудно выполнить штихелем. Бормашина позволяет получить выигрыш по времени при гравировке с готовых рисунков и эскизов, а также при одноразовых копиях с готовых изделий.
Бормашина устроена очень просто. Это электромотор с муфтой, гибкий вал с наконечником, в который вставляется режущий инструмент — зубной бор. С помощью бормашины можно проводить гравировки обронного и плоскорельефного профилей, требующих выборки значительного объёма металла. Выполнение же различных надписей рукописным и печатным шрифтами производится на небольшую глубину, что и соответствует плоскорельефному гравированию.
Главным режущим инструментом, применяемым при нанесении гравировок с помощью бормашины, является зубоврачебный бор, в котором специально сточен наконечник шарика. В таком виде бор напоминает пальчиковую фрезу и отлично выбирает металл при работе.
Вращающийся бор позволяет гравировать буквы, знаки и цифры путём его перемещения таким же методом, что и шариковой ручки при письме. Вот только скорость этого перемещения должна быть намного меньшей. Если же предстоит выполнить гравировку изображения, рисунка, то вертикальные линии начинают выполнять сверху вниз, а горизонтали – справа налево. Также боры хорошо применимы для работ рельефного и контурного характера с выборкой значительного количества металла. Для получения текстовых гравировок на часах можно пользоваться шаровидным бором. Этот инструмент подходит и для гравировки надписей на портсигарах, гравировки на зажигалках. А вот уже для более глубокой проработки деталей этих текстов больше подойдёт бор со сточенным кончиком шарика.
Можно с помощью бора выполнить гравировку текста и на стекле автомобиля. Для этого с другой стороны стекла наклеивают бумажный образец надписи, а ту сторону, с которой будет выполняться гравировка, смачивают пастой для гравировки или обычным маслом. При резании стекла с помощью алмазного бора стеклянная пыль не распыляется и не мешает точному копированию содержания с бумажной подложки. Можно выполнить и временную надпись на лобовом стекле без повреждения его. Для этого в качестве инструмента берётся дюралевый диск и им на поверхность стекла наносится слой блестящего металла. При необходимости эта надпись легко смывается с помощью серной кислоты.
Ещё проще выполняется гравировка бормашиной неглубоких цветных надписей на подарках из любого металла. Обычно этот процесс выполняется в три этапа:
- выборка металла с помощью бора;
- в гравировку втирается краска-основа;
- поверхность изделия по площади гравировки осыпается бронзовой пудрой с последующим её втиранием.
Больше подходят для втирания белила на цинковой основе или густотёртая масляная краска. Какие-то другие красящие составы для этого непригодны. Втирание краски производится пальцем или с помощью ватного тампона. Движения должны быть круговыми, благодаря чему краска заполняет все рельефные выемки. После того, как надпись хорошо читается, а изображение просматривается, с помощью ветоши избытки краски удаляются с поверхности гравировки. Но ветошь не должна быть ворсистой, иначе на гравировке останутся волокнистые включения, которые будут портить её вид. Очень похоже всё проделывается при использовании для втирания бронзовой пудры.
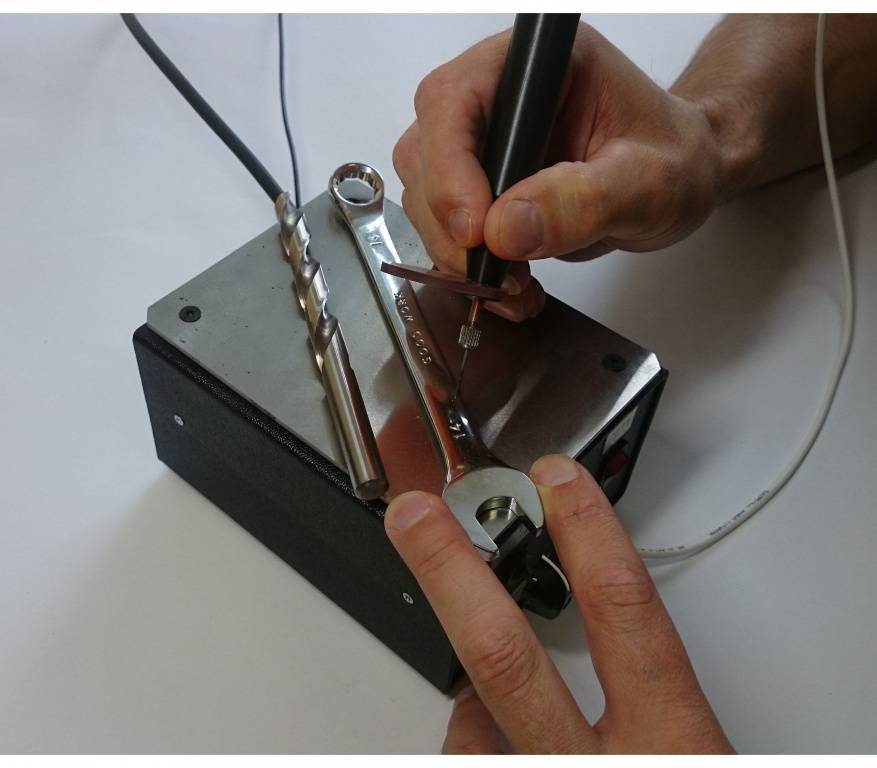
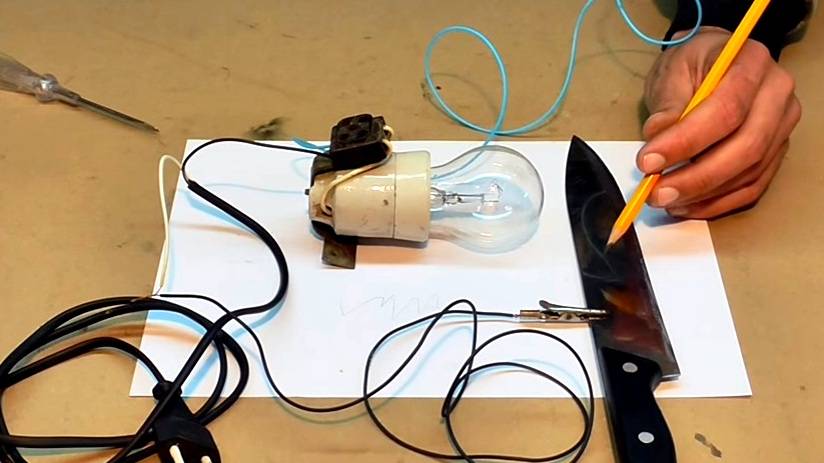
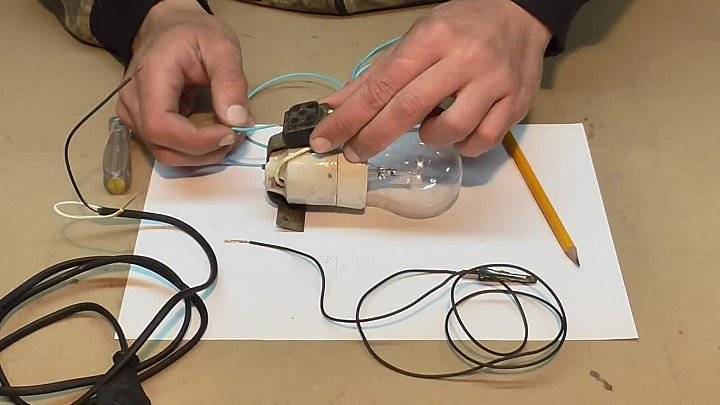
Как выжигать на металле
Итак, работа выжигателя по металлу достаточно проста и незамысловата. Перед выжиганием поверхность металла должна быть очищена от грязи и слегка смочена керосином. Если нужно, то предварительно на поверхность наносится рисунок посредством карандаша.



![Гравировка по металлу своими руками [штихель для гравировки]](https://101benzopila.ru/wp-content/uploads/9/1/9/919865dd322635b24879ec7a785bebc0.jpeg)




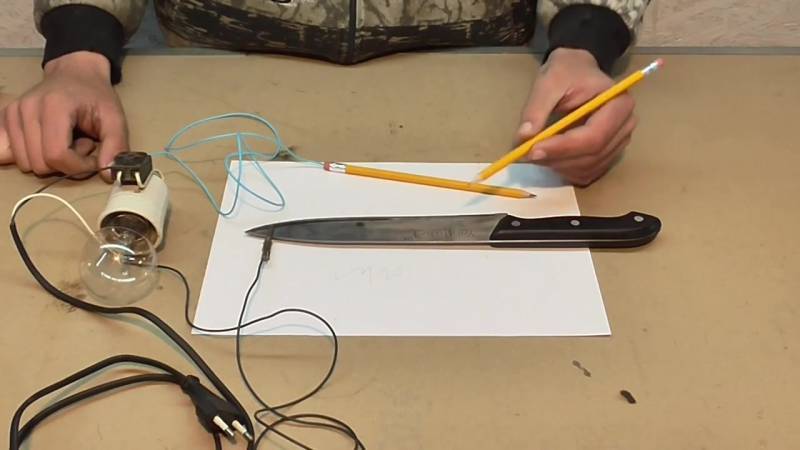

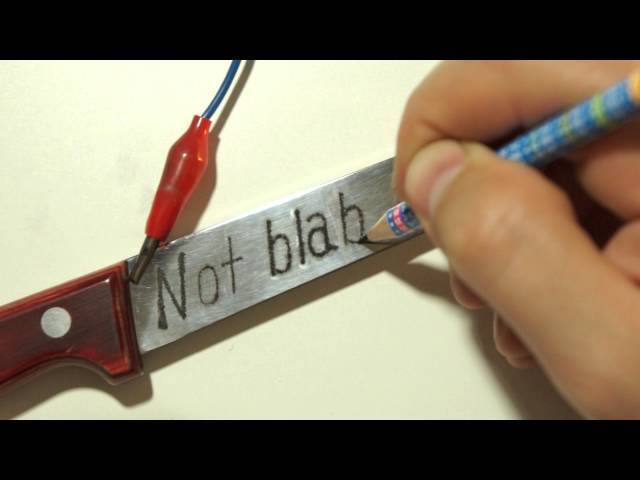
При работе металлическая заготовка соединяется с одним из выводов понижающего трансформатора. Второй вывод подсоединяется непосредственно к самодельному выжигателю.
Когда электрод вдавливается в металл, пружина сжимается, образуя тем самым короткое замыкание. В результате этого между металлом и электродом появляется искра, которая и оставляет след на поверхности.

Как видно, устройство имеет простую конструкцию, но самое главное, оно абсолютно безопасно в работе. Для его работы вместо 220 В, используется всего 10-12 В, которые ни чем не угрожают здоровью.
Как выбрать оборудование
Все многообразие конструктивного исполнения лазерных граверов можно идентифицировать по следующим основным критериям для выбора.
Важно определиться с характером и видом выполняемых работ. При производстве как работ по резке заготовок, так и нанесению изображений следует подбирать оборудование со сбалансированными показателями мощности излучения и скорости движения лазерной головки
Гравировка не требует оборудования с большой мощностью.
Модель лазерного излучателя станка зависит от материалов, на которых будут наноситься изображения. Длина волны газовых лазеров хорошо воспринимается неметаллическими предметами. Твердотельные (волоконные) излучатели комплектуются к станкам, где производятся работы с металлами — более тонкая фокусировка и интенсивность энергии этому способствуют.
Размеры обрабатываемых заготовок напрямую влияют на габариты рабочего стола лазерного гравера. В производственных условиях, где подлежат обработки большие заготовки, важно иметь габаритные станки. Если заниматься гравировкой сувениров, например, в частном бизнесе, лучше обойтись небольшим настольным станком.
На выбор станка влияют косвенные причины: репутация производителя, что определенным образом гарантирует качество сборки. Организация производителем сервисного обслуживания и возможность недорогой замены комплектующих будут оказывать существенное влияние на надежную эксплуатацию станка.
Следует грамотно подойти к приобретению дополнительных возможностей, которые обычно предлагает производитель. Поворотный вращатель, автофокусировка, системы подачи материала в рабочую зону, дополнительный чиллер для охлаждения и много других будут увеличивать бюджет покупки. Однако без некоторых технологический процесс просто не сможет нормально функционировать. Следует провести оптимизацию бюджета с учетом надежной эксплуатации лазерного гравера.
Преимущества электромаркеров и их типоразмеры
Электромаркер по металлу обладает рядом преимуществ перед другими устройствами для нанесения информации на металлические поверхности:
изделие не подвергается механическому воздействию, оно может быть каким угодно тонкостенным или сложной конфигурации.
Внимание! Работа ЭМ относительно проста, но все-таки требует определенного навыка и тщательной предварительной калибровки прибора
- обработанная поверхность не подвержена коррозии и имеет хорошо различимый матовый оттенок.
- возможность работы с различными металлами и их сплавами: сталь, титан, цирконий, железо, медь, алюминий и многие другие.
- легкость удаления нанесенного рисунка — для этого нужно лишь заново отполировать металл в этом месте (так как глубина лунок не превышает 1.5-2 мм).
- сравнительная экономичность прибора — на максимальных настройках он потребляет не более 30-50 Вт.
- возможность длительной непрерывной работы ЭМ — в нем имеется встроенная защита от перегрева.
Большинство ЭМ имеют небольшие габаритные размеры (в среднем около 160х130х90 мм) и небольшой вес (от 1 000 до 1 500 г)
Общая технология
Техника выполнения бывает ручная и механическая (используется различное оборудование).
Также она подразделяется на штриховую и обронную:
- Техника штриховой гравировки выполняется нанесением контурных линий и штрихов на предмет. Резьба по металлу не глубокая, затрагивает только поверхность предмета;
- Обронная, иначе ее называют трехмерной, механическая глубокая техника позволяет добиться объемного рисунка. См. фото.
Резцовая гравировка выполняется специальным инструментом – штихелем.
Если задаться вопросом, как сделать ее самому и где приобрести эти инструменты, то ответ прост: данный инструмент продается в тех же магазинах, где можно найти различные художественные принадлежности.
Тончайшие линии делаются мессер-штихелем. Если понадобится сделать параллельные линии, то делаются они реп-штихелем.
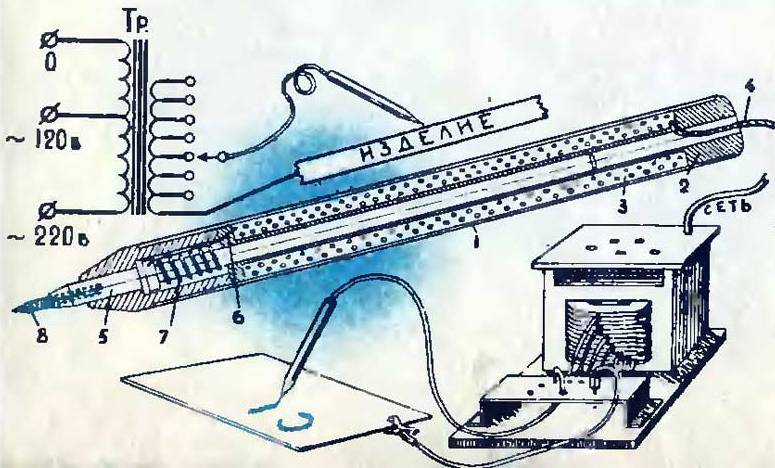


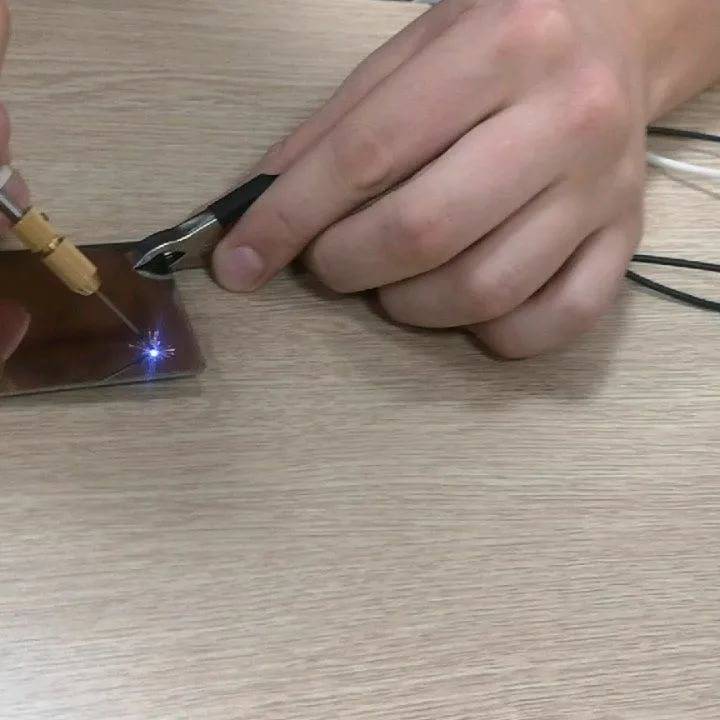

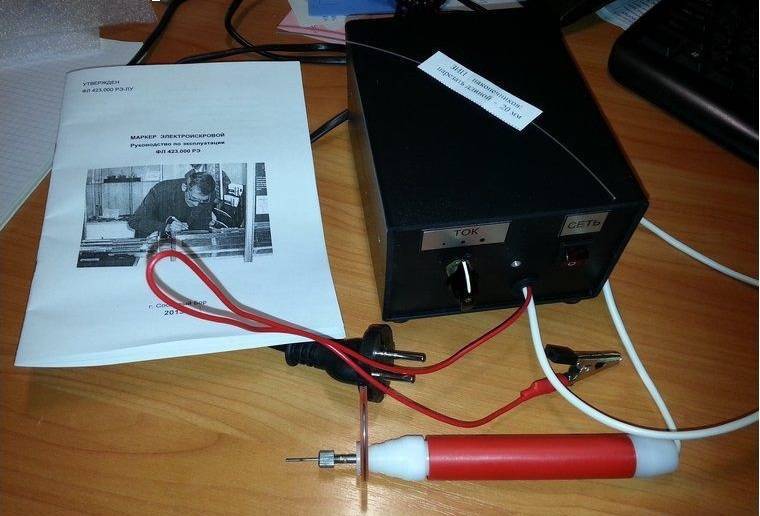



Фото:
Для выполнения качественных работ данный инструмент необходимо заточить, для этого используют мелкозернистый брусок, который предварительно смачивают водой, можно маслом.
Доводят штихель «до готовности» изделием из кожи (можно взять старый ремень), покрытым окисью хрома.
Ручная обработка мелких предметов в домашних условиях предполагает наличие специальной подушки, ее легко можно сделать своими руками: берутся два куска материи одинаковых размеров (круглые или квадратные), сшиваются между собой по краю, отступив от него немного, но необходимо оставить небольшой промежуток для того, чтобы можно было засыпать внутрь песок.
Инструмент для гравирования в виде подушки готов.
Как правильно держать инструмент в руке?
Делать это нужно так, словно вы держите обычную шариковую ручку: указательный палец должен находиться сверху клинка (так называется металлическая часть резца), а большой – придерживает его сбоку.
Работы необходимо выполнять от себя.
В случае, когда нужно изменить направление рисунка, разворачивают подушку с предметом, на котором выполняется нанесение элемента, но не меняют направление движения руки.
Что еще полезно знать о резцах?
Для выполнения гравировки своими руками в домашних условиях сначала желательно потренироваться, чтобы резьба в итоге получилась красивой.
ВАЖНО ЗНАТЬ: Оборудование для литья алюминия в домашних условиях
Лучше приобрести набор инструментов: квадратным сечением резцов лучше наносить закругленные линии, круглым сечением лучше делать прямые линии.
Шабер можно сделать самому. Для этого потребуется напильник, с граней которого нужно сточить насечку.
Перед нанесением поверхность необходимо зачистить мелкой наждачкой и отполировать. Для полировки используется специальная полировочная паста.
Паста легко заменяется окисью хрома (масляная краска). Поверхность предмета необходимо тщательно и энергично растереть. Паста растирается кожаным толстым кусочком.





Преимущества электромаркеров и их типоразмеры
Электромаркер по металлу обладает рядом преимуществ перед другими устройствами для нанесения информации на металлические поверхности:
изделие не подвергается механическому воздействию, оно может быть каким угодно тонкостенным или сложной конфигурации.
Внимание! Работа ЭМ относительно проста, но все-таки требует определенного навыка и тщательной предварительной калибровки прибора
- обработанная поверхность не подвержена коррозии и имеет хорошо различимый матовый оттенок.
- возможность работы с различными металлами и их сплавами: сталь, титан, цирконий, железо, медь, алюминий и многие другие.
- легкость удаления нанесенного рисунка — для этого нужно лишь заново отполировать металл в этом месте (так как глубина лунок не превышает 1.5-2 мм).
- сравнительная экономичность прибора — на максимальных настройках он потребляет не более 30-50 Вт.
- возможность длительной непрерывной работы ЭМ — в нем имеется встроенная защита от перегрева.
Большинство ЭМ имеют небольшие габаритные размеры (в среднем около 160х130х90 мм) и небольшой вес (от 1 000 до 1 500 г)
Советы перед гравировкой
Во-первых, очистите рабочее место и выберите поверхность такого размера, чтобы можно было без проблем оборачивать заготовку
В гравировке по металлу вам не понадобится направленный свет — хватит просто обычного освещения.
Второе по важности — это комфорт. Сядьте так, дабы ваша рука могла свободно достать верха заготовки
Также уложите заготовку и проверьте её на прогиб. Может быть так, что в самый важный момент металл прогнётся и фрезу поведёт в ненужном направлении, запортачив при этом всю работу.
Протрите хорошо поверхность, уберите всю пыль и избавьтесь от жира.
Закрепите хорошо дремель. Если у вас есть штатив – хорошо, просто прекрасно. Но бывают случаи, что дремель лежит без фиксации, посему есть два выхода: или одним глазом гравировать, а другим посматривать на инструмент, или просто привязать его к столу чем-нибудь. К примеру, я держу дремель на коленке — так удобней всего для меня.
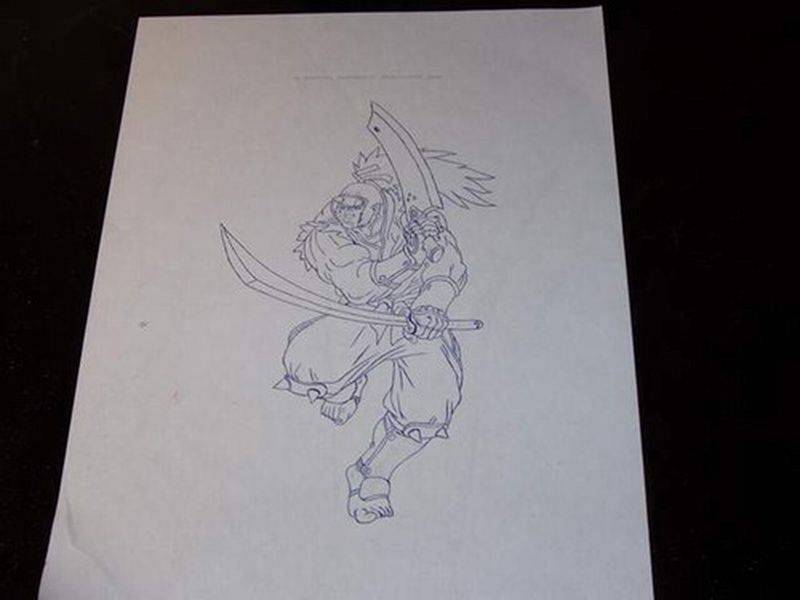
Итак, приступим к процессу. Сначала мы выбираем рисунок и печатаем один на самоклейке, а второй — на обыкновенной бумаге. Зачем второй я расскажу позже.
 Отпечатанный рисунок для гравировки
Отпечатанный рисунок для гравировки
Ко всему прочему, мне приходилось еще обводить дополнительно все линии, из чего я извлек дельную уловку. Дальше мы прикидуем расположение рисунка, а после этого клеим его. Желательно приклеивать, начиная с угла и продолжая по диагонали. Недопустимы никакие вздутия бумаги непосредственно на рисунке.
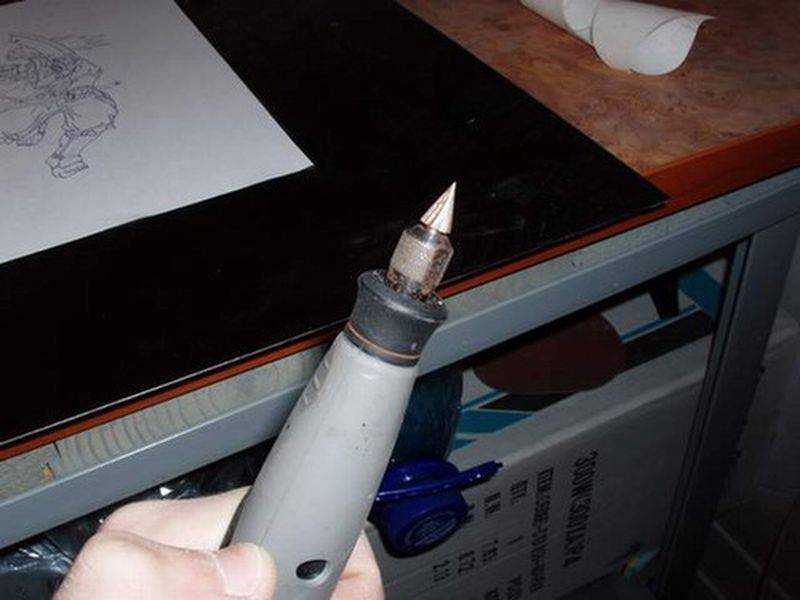
Для начала берём конусоидную насадку. На фотографии видно, как она потрепалась за время использования, но само жало ещё способно выдавать ровную линию.
 Конусообразная насадка на гибком вале
Конусообразная насадка на гибком вале
Садимся за работу, крестимся трижды и начинаем. Во время работы не отвлекаться, не раздражаться и не задумываться. Самым оптимальным ход насадки будет, если вы расположите её под градусом и будете двигать её в сторону более острого угла. На рисунке, приведённом ниже, её нужно двигать в правый нижний угол.
Процесс нанесения гравировки на металл.
Вот несколько промежуточных фотографий работы.

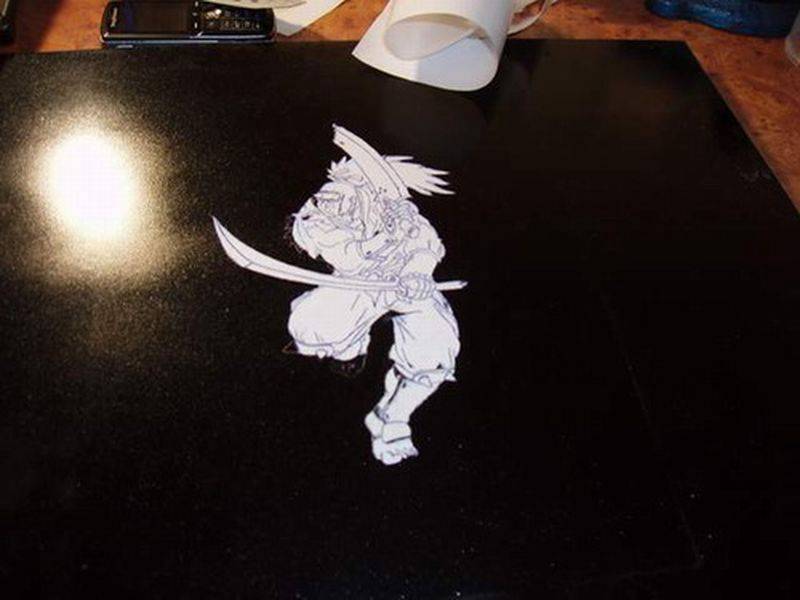
На последней фотографии видно, как отодралась бумага. В основном, я снимаю её под горячей водой, но в этот раз в гараже не было ни капли жидкости, поэтому я в нетерпении просто содрал её. У кого получится аккуратней, тому стоит поэкспериментировать с этим делом. Можно, к примеру, всё это закрасить, получив оригинальный эффект. В итоге мы имеем неплохую, но незавершенную картинку, которая сама по себе одиноко смотрится на чёрном фоне.
 Первый вариант гравировки на металле
Первый вариант гравировки на металле
А вот теперь берём тот самый неиспользованный рисунок и прикидываем на нём карандашом те места, где будем «заливать». После этого берём сферическую насадку и начинаем делать заливку. Итог таков:
![Гравировка по металлу своими руками [штихель для гравировки]](https://101benzopila.ru/wp-content/uploads/b/c/6/bc671de9f7eba03624a3248775990df7.jpeg)








Гравировка на металле с заливкой
Пятый этап (рамка)
После того как стекло отгравировано, снимаем с него размеры и начинаем делать рамку. У меня стекло 50х47 см, а рамка 51х48 см (по наружи). Для рамки можно использовать все что угодно, в первой картине я использовал плинтус деревянный и в него углублял светодиоды. Но время идет и мировоззрение меняется, я стал использовать светодиодную ленту и торцевой уголок для отделочного пластика. Склеиваю пластик супер клеем, а ленту делю на кусочки по 3 диода. Точное количество кусочков сказать не могу, для каждой работы оно своё, смотрю на глаз. В проекте «Лого 50х47» было задействовано 16 кусков синей светодиодной ленты. По 4 куска на каждую сторону.
Сравнение с другими методами
Техника нанесения изображения на предмет прошла длительный путь развития, она известна еще с давних времен. Поэтому существует много способов, которые человечество придумало за весь этот период. Лазерная технология — это уже современное время. В сравнении с наиболее известными ранее, да и сейчас, применяемыми способами можно выделить следующие ее отличия.
Ручная гравировка. В прогрессивности и высокой технологичности лазерная гравировка значительно превосходит ручную. Однако существует понятие «живое» изображение. Оно как раз относится к гравировкам, выполненных вручную, где мастер вкладывает в работу свою душу. Эксклюзивность изображения главная отличительная черта ручной гравировки. Другую такую же повторить невозможно.
- Механическая гравировка. Изображение наносится с помощью режущего инструмента — фрезы. Возможно получить объемную глубокую гравировку. Специальные станки с ЧПУ делают механическую гравировку автоматическим процессом. По производительности уступает лазерной гравировке. Сильно ограничена в получении мелких элементов рисунка, в уровне детализации значительно уступает лазерной. Инструмент (фреза) со временем изнашивается, требуется регулярная ее замена. Во время технологического процесса механической гравировки деталь требуется закреплять, что в некоторых случаях требует дополнительного изготовления специальной оснастки. Одним из главных недостатков механической гравировки перед лазерной это невозможность обработки материала типа бумаги, кожи и подобных.
- Гравировка пескоструйной обработкой. Обработка поверхности песком, который под давлением воздуха оказывает на нее механическое воздействие, вызывает матировку, которая имеет различия в зависимости от скорости потока песчаных частиц. Так обрабатывая площадь разной мощностью струи можно с помощью контраста различных оттенков выстроить необходимое изображение. Однако, вредность песчаной пыли для оператора производящего работы, невозможность создания полутоновых изображений, а также большая трудоемкость в технологической подготовке производства в виде создания сложных трафаретов создают серьезные ограничения в применении гравировки пескоструйной обработкой. Возможность получить с ее помощью более глубокий рельеф, чем лазерной гравировкой является основанием для применения.
- Электрохимическое гравирование. Если в ванну с электролитом опустить в качестве одного из электродов пластинку металла с заранее нанесенным специальным образом трафаретом, то в процессе электролиза часть металла вытравится с образованием надписи, которая была на трафарете. Этот метод может конкурировать с лазерной гравировкой в производстве клише, штампов. Однако по производительности и качеству электрохимическая гравировка уступает лазерной.
 Цилиндрическое клише, 3D гравировка.
Цилиндрическое клише, 3D гравировка.
Гравировка по металлу с использованием различного оборудования
Если заглянуть в историю, то можно увидеть, что ручная гравировка по металлу известна человечеству около пяти тысяч лет.
Выше были рассмотрены общая технология и методы, с помощью которых выполнить гравирование можно своими руками.
на металле отличается своей долговечностью. В этом случае используется паста, которая наносится на предмет перед обработкой. При этом паста наносится на непокрытый материал.
Технология следующая: оборудование направляет лазер на предмет, который под воздействием температуры немного переплавляется, меняется в цвете и испаряется.
С помощью лазера можно делать рисунки различной сложности и не только на металле. Цена ювелирных изделий, выгравированных лазером, высокая.
Фото:

Алмазная гравировка позволяет изделию «играть» на свету за счет образования четырехгранных ямок.
Алмазная гравировка выполняется с помощью специальной фрезы, с помощью которой удаляется верхний слой металла, образуя те самые ямки.
Алмазная гравировка считается долговечной, широко применяется в ювелирном деле и сувенирной продукции. Цена на такие изделия не фиксирована, чаще всего, о ней договариваются индивидуально.
Фото:
Нанести рисунок на металл можно, используя для этого фрезерный гравировальный станок, который можно не только купить, но и сделать самому.
Фрезерная обработка в виде такого станка необходима в случае мелкосерийного производства (свое дело). В противном случае, это будет лишними тратами. Станок позволяет сделать точный рисунок за счет жесткости всей конструкции.
Помимо металла гравировальный станок позволяет обрабатывать дерево, стекло, МДФ и пр. материалы.







Если говорить о небольшом производстве, то такой станок будет просто незаменим, он прост в применении, фрезы двигаются быстро и точно. Исключается брак человеческого фактора.
Гравирование, используя данный станок, получается аккуратным и долговечным.
Лучшие модели. Как выбрать

В настоящее время наиболее распространены на рынке пять моделей ЭМ. Приведем их характеристики в нижеследующей таблице.
| Название модели | Фирма-производитель, Страна | Размер наносимой лунки, мкм | Максимальный размер символа, мм | Рабочее напряжение, В | Рабочая сила тока, мА | Мощность, Вт | Средняя цена, по сост. на нач. 2019 года |
|---|---|---|---|---|---|---|---|
| EVZ-021 | Josef Solnar (Чехия) | 10×10 | До 50 | 220…230 | 200 | 20 | 15000 |
| Прогресс-001 | Завод «Прогресс» (Россия) | 10×10 | Неограничен | 220…230 | 400 | 50 | 8000 |
| EVZ-022 | Josef Solnar (Чехия) | 20×50 | Неограничен | 220…230 | 450 | 50 | 20000 |
| AG25/3 | Arglo AG (Швейцария) | 20×20 | Неограничен | 4 | 5000 | 25 | 20000 |
| AG50/6 | Arglo AG (Швейцария) | 20×50 | Неограничен | 6,5 | 6500 | 50 | 25000 |
При выборе ЭМ обычно руководствуются соотношением параметров цена — производительность — ремонтопригодность. Поэтому в нашей стране обычно выбирают устройство производства Санкт-Петербургского завода «Прогресс» — электромаркер по металлу «Прогресс — 001».
Гравировка на стекле
Фото 4. Для домашний гравировки понадобится соль обычная, лак для ногтей, очиститель лака и стакан с водой.
Гравировка своими руками на поверхности стекла выполняется химическим и механическим способом. Механический способ предполагает использование насадки, которая приводится в движение электромотором. Порядок действий:
Маркером темного цвета рисунок переводится на стекло.
Влажную губку прикладывают к изображению на стекле
Делать это нужно осторожно, чтобы не смазать рисунок.
При работе нужно использовать защитные очки.
После выполнения рисунка его промывают и просматривают на предмет обнаружения пропусков. При необходимости пропущенные места обрабатываются еще раз.
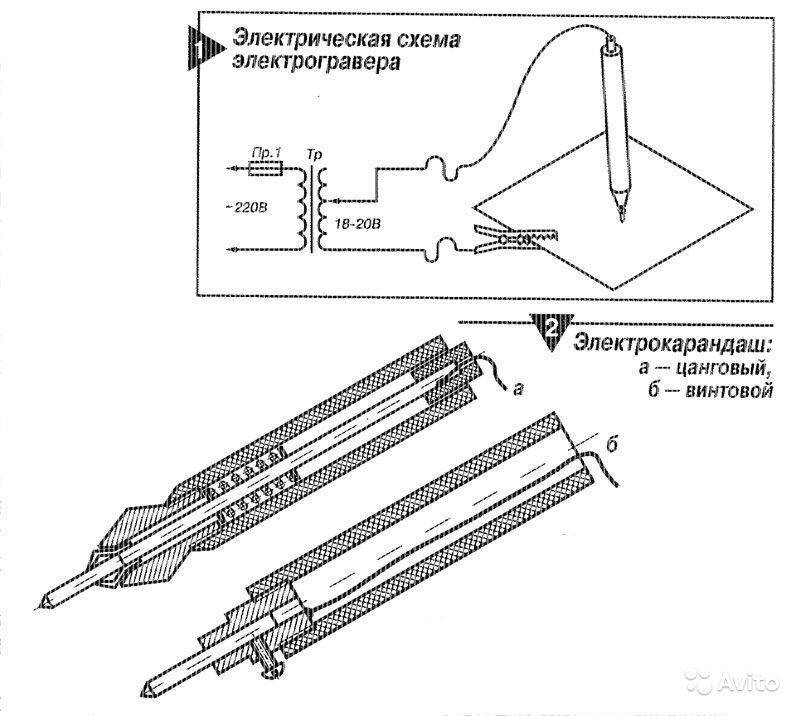
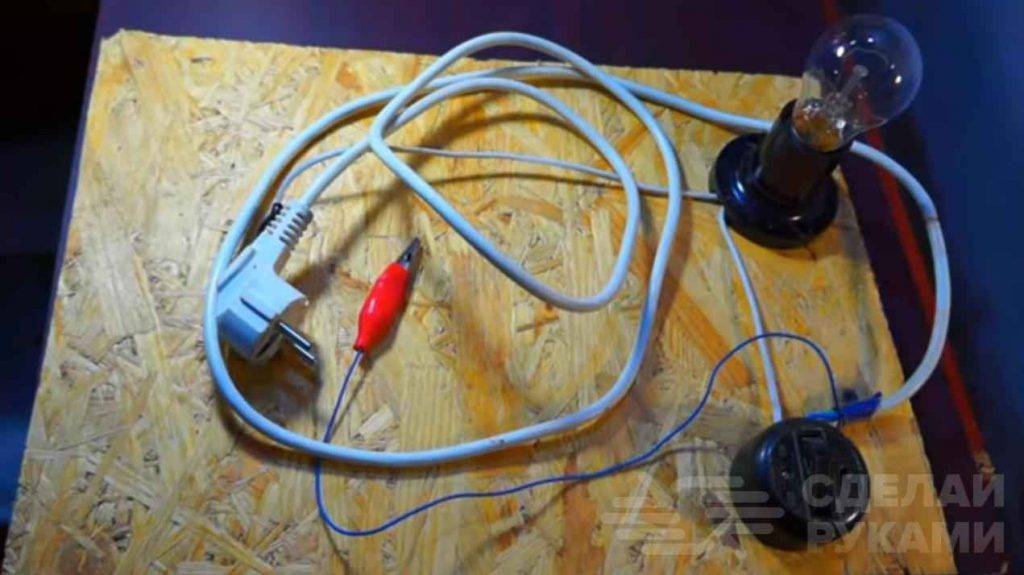
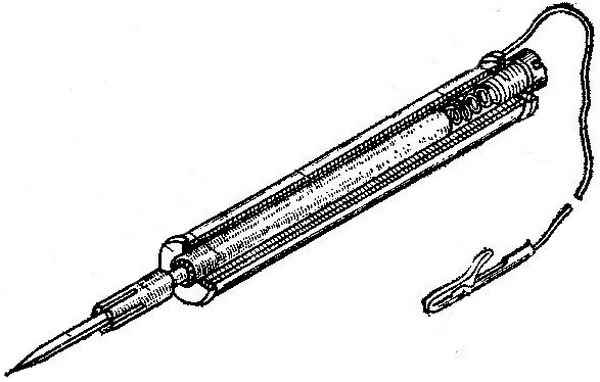
Как сделать электроискровой карандаш
Для работы данного устройства также понадобится понижающий трансформатор на 10-12 Вольт. Смысл устройства заключается в том, что при прикосновении стальной иглы с металлом возникает искра, которая и оставляет след на поверхности металла.
Чтобы сделать электроискровой карандаш своими руками будут нужны:
- Понижающий трансформатор;
- Медная или латунная трубка;
- Пружина;
- Медная проволока для намотки катушки;
- Стальная игла для изготовления электрода.
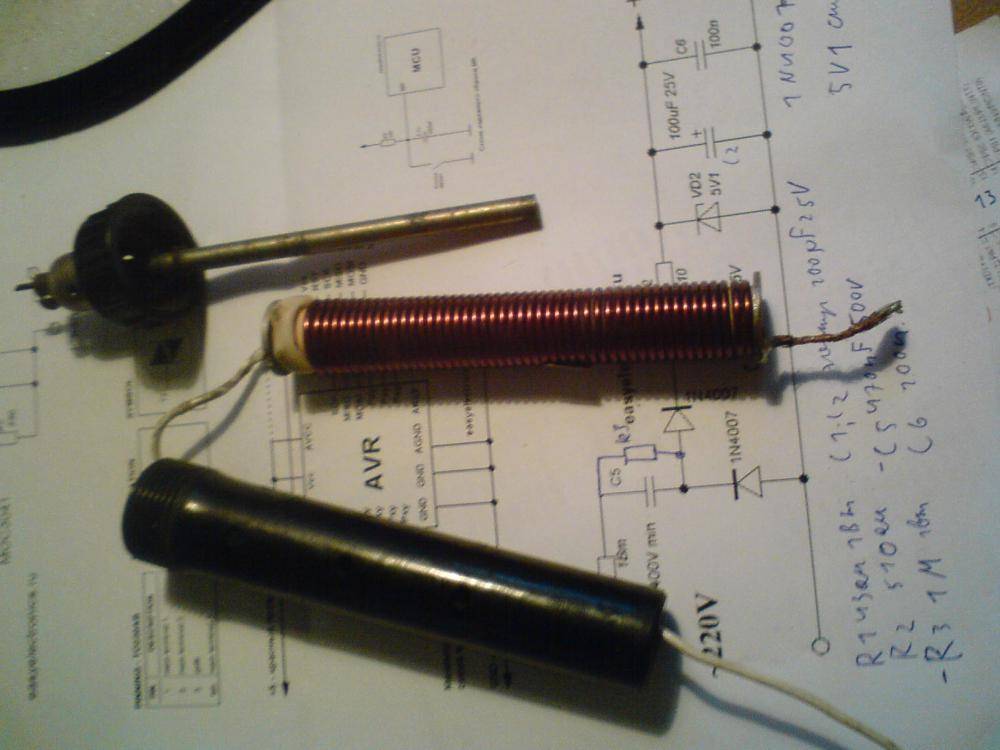
Корпусом устройства служит латунная трубка, в которую вставляется сердечник с медной обмоткой. Один из выводов катушки припаивается к электроду, а другой, во избежание повреждения, спаивается с более толстым проводом для его подключения к понижающему трансформатору.

В схеме также присутствует пружина, которая все время отталкивает электрод, когда тот убирается от поверхности металла. Пружина изготавливается из стальной проволоки и устанавливается между электродом и катушкой. Для соединения с выводом катушки следует предусмотреть пластину, которая бы замыкала контакт.





