

Подготовительный процесс перед сваркой труб ПНД
Вне зависимости от вида сварки ПНД труб, следует провести ряд подготовительных мер перед работой. А именно:
- закупить и привезти на рабочую площадку сами трубы и крепеж (фитинги прямые, угловые, тройники и другие соединительные элементы), зажимы и редукционные вкладыши, соответствующие диаметру свариваемых труб;
- обустроить и освободить от посторонних предметов рабочую площадку, на которой будет размещено сварочное оборудование;
- механически обработать торцы ПНД труб и всех фасонных деталей.
Сварочное оборудование перед работой следует тщательно проверить на исправность и работоспособность. Порядок подготовки оборудования заключается в следующем:
- узлы сварочного аппарата осматривают визуально, заземлители и электрические провода проверяют на исправность, ножи торцевателя проверяют на степень заточки;
- далее подготавливают электрогенератор, заправляя его топливом и проводя тестовое включение;
- детали оборудования (скребок, торцеватель, нагреватель) перед работой очищают от имеющихся загрязнений и следов приставшего полиэтилена, затем обезжиривают все поверхности растворителем;
- на гидросистеме сварочного оборудования обязательно проверяют наличие масла и его уровень, проводят испытание на работоспособность подвижного зажима, после чего смазывают все трущиеся детали оборудования специальными составами;
- проводят проверку всех имеющихся контрольно-измерительных приборов.
Инструкция по сварке
Если вы выбрали полиэтиленовые трубы, поступили мудро, но теперь их еще нужно грамотно установить. Давайте учиться
Базовые правила
Вне зависимости от того, какая технология вами выбрана – электромуфтовая или стыковая сварка полиэтиленовых труб, необходимо придерживаться таких важных принципов:
- Соединяемые элементы должны быть совместимыми (и по составу, и по физическим параметрам).
- Сварка встык полиэтиленовых труб может производиться только, если части имеют одинаковый диаметр и равную толщину стенок.
- Края следует тщательно очистить и обезжирить.
- Концы конструкций, не задействованные в процессе соединения, необходимо закрыть заглушками, дабы избежать воздействия холодного воздуха, негативно влияющего на процесс.
- Во время работ нужно минимизировать воздействие внешней среды, а именно:
- в жару не допускайте попадания солнечных лучей на область соединения;
- в ветреную погоду создайте преграду для порывов воздуха;
- в холодное время помещение для работ рекомендовано обогреть.
- Во время сварки и остывания конструкции исключите механическое воздействие на систему.
А теперь рассмотрим в деталях, что собой представляет технология сварки полиэтиленовых труб встык и при помощи электромуфтового метода.
Фотофрагмент электромуфтовой методики: присоединенные нагреватели
Электромуфтовое соединение
Такой вид сварки, называемый также терморезисторным, используют для крепления элементов разной толщины стенок и диаметра, а также для установки безнапорных трубопроводов – установок дренажа, самотечной канализации и т.д.
Для соединения по данной технологии потребуются специальные – электросварные фитинги. А теперь запоминайте порядок работ.
- Разработайте проект системы.
- Рассчитайте необходимое количество труб и других деталей.
- Произведите закупку.
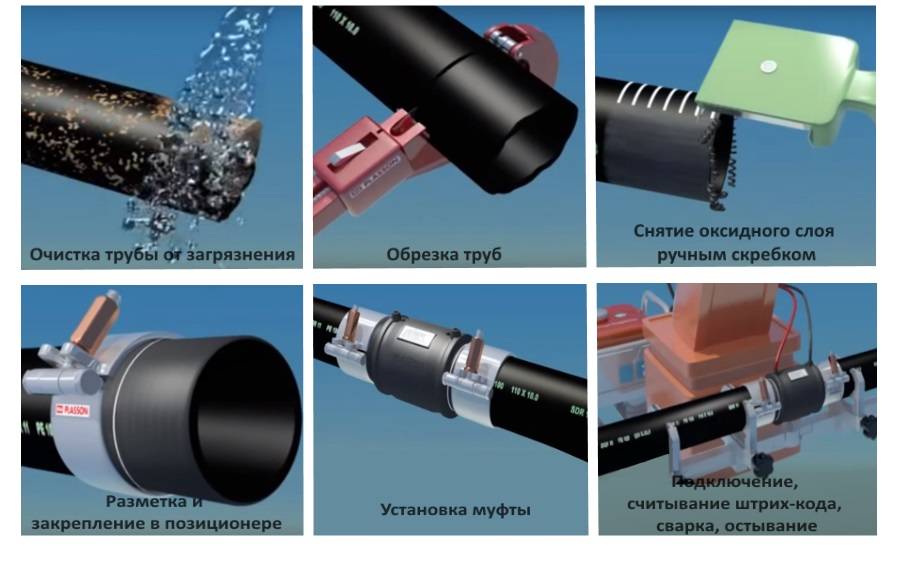
- Нарежьте конструкцию на части предполагаемой планом длины. Следите, чтобы срез был выполнен ровно, избегайте затекания расплавленного материала внутрь системы.
- Подготовьте и очистите детали, включая муфты. Не будет лишним обезжирить поверхность элементов при помощи спирта, нанеся его на кусок ветоши.
- Если поверхность элементов окислена, удалите лишнее при помощи специального скребка.
- Закрепите элементы в позиционере, помня о соосности.
- Во избежание попадания пыли обмотайте место соединения липкой лентой.
- Открытые концы конструкций закройте заглушками.
- Подайте напряжение к выводам муфты.
- Дождитесь пока элементы, разогревшись, скрепятся.
Терморезисторная сварка полиэтиленовых труб должна производиться только при условии неподвижности соединяемых элементов. В таком же положении конструкция должна пребывать до полного остывания шва.
Так выглядит установка для соединения встык
Стыковая сварка
Технология и параметры сварки полиэтиленовых труб встык более интересны, поскольку элементы соединяются на молекулярном уровне, образуя более прочный шов. Используется такой метод для монтажа элементов, имеющих диаметр от 50 мм и толщину стенок от 5 мм.
При данном способе края изделий при помощи специального нагревательного прибора разогреваются, а затем расплавляются и в таком состоянии стыкуются, образуя одно целое и безупречный шов.
Порядок работ при таком виде сварки до пункта № 7 идентичен предыдущему варианту соединения (за исключением того, что муфты для работ не требуются).
Таблица для определения времени нагрева и охлаждения свариваемых элементов
А затем отличается и идет по такому «сценарию»:
- торцы элементов вставьте в аппарат так, чтобы разогревающая плита оказалась между ними;
- края прижмите к плите и не меняйте давления нажима до процесса плавления;
- нагревайте элементы, придерживаясь норм (в этом вам поможет приведенная ниже таблица сварки полиэтиленовых труб);
- удалите плиту и состыкуйте торцы, оказывая на них равномерное давление;
- удерживая узел, дождитесь остывания полиэтилена.
Как можно согнуть и разогнуть ПНД трубу
Трубы ПНД небольших диаметров можно даже руками. При прокладке под землей, где эстетичность не требуется, лучше разогреть нужный участок феном, аккуратно согнуть безо всякой оправки – при этом изгиб получится с большим радиусом, зато напряжения в трубопроводе будут минимальны
Если требуются аккуратные изгибы малого диаметра, следует после разогрева осторожно уложить заготовку в оправку, сбитую из любых подручных материалов

Дать остыть – минимум в течение 15 минут. Можно использовать трубогиб, но поскольку полиэтилен – очень пластичный материал, то особой необходимости в его использовании нет.










Если материал поставлен в бухтах, то трубу следует растянуть на солнце, дать ей прогреться и растянуть. Или воспользоваться строительным феном.
Особенности сварки труб ПНД муфтовым способом
При электромуфтовой сварке полиэтиленовых труб используется оборудование, обеспечивающее позиционирование, нагрев и смыкание заготовок.
Выравнивание стыкуемых поверхностей осуществляет торцеватель. С его помощью удаляются дефекты, препятствующие формированию сварного шва.

Сварка муфтовым способом выполняется в несколько этапов.
- Первичная подготовка. Трубы очищаются от грязи и пыли. Их поверхность протирается ветошью, затем обезжиривается. При удалении засохших отложений могут использоваться скребки.
- Установка. Элементы магистрали фиксируются посредством муфты и позиционера.
- Фиксация токоведущих кабелей. Аппарат подключается к сети, кабели закрепляются в пазах муфты.
- Калибровка. Мастер выставляет режим сварки, проверяет готовность устройства.
- Сварка. Подача напряжения активирует нагревательные элементы муфты. Они сплавляют торцы труб, формируя неразъемное сварное соединение.
Трубы остывают в естественной среде. После нормализации температуры стыки проходят проверку качества.
Изготовление электросварной муфты
Электросварную муфту изготавливают, используя такой метод, как инжекционное литье под высоким давлением. Процесс производства занимает совсем немного времени, но требует предварительной подготовки форм, чтобы отлить муфты определенной конфигурации и размера. Раздаточный модуль заполняется необходимым количеством расплавленного полимера. Форсунка под давлением впрыскивает расплавленную массу в подготовленную форму. Остывшая полимерная масса принимает заданные размеры и конфигурацию, превращается в готовое соединение для трубопроводов.
Изготовленную таким образом муфту помещают в полиэтиленовую упаковку, дополненную штрих-кодом. Его могут вложить в пакет в виде отдельной карточки или наклейки, закрепленной непосредственно на муфте. Штрих-кодом фиксируется важная информация о параметрах сварки для специального аппарата электромуфтовой сварки, задающая программу его работы.
Сварка электромуфтовая

Сварка полиэтиленовых труб электромуфтовым способом используется в том случае, если магистраль монтируется в ограниченном пространстве, где мастер не имеет возможности передвигаться свободно. Кроме того такой способ сварки применим для соединения туб с разной толщиной стенок, с различными диаметрами или для монтажа систем канализации.
ЧИТАТЬ ТАКЖЕ: Отличие канализационных труб наружных от внутренних, рекомендации по выбору
Электромуфтовая сварка полиэтиленовых труб считается самой дорогостоящей, но при этом соединения, полученные таким способом, пригодны для эксплуатации при давлении 16 атм. Работа по стыковке туб таким методом выполняется с использованием специальных муфт, в конструкции которых имеется нагревательный спиральный элемент.
Сварка выполняется таким образом:
- В первую очередь подготавливают все необходимые отрезы труб с их обязательным обезжириванием и очисткой от грязи, пыли. Таким же образом обрабатывают и внутреннюю часть электромуфты. Желательно в этих целях использовать специальные салфетки, пропитанные спиртовым летучим веществом.
- Концы свариваемых труб следует освободить от производственной окиси методом механической зачистки. При этом те же концы следует ровно обрезать, чтобы соединение было максимально плотным и предотвращало протекание пластика вовнутрь туб.
- Трубы помещают в позиционер и надевают на стык электромуфту. Концы труб с противоположной стороны магистрали на момент выполнения сварки своими руками следует закрыть, чтобы избежать теплопотерь.
- К выводам надетой электромуфты подводят электрический ток и доводят процесс до плавления ПЭ-трубы и качественного её соединения.
Рекомендации профессионалов
Опытные сварщики, работающие с трубами ПНД, советуют быть во время сварки максимум внимательным и следить за качеством соединения. От того, насколько аккуратны швы, зависит герметичность стыков и долговечность прокладываемых магистралей.
Советы профессионалов:
- следите, чтобы разрез труб не выглядел как эллипс — это существенно снизит качество сварного шва;
- пластиковые трубопрокатные материалы должны быть неподвижно зафиксированы, пока расплавленные кромки полностью не застынут;
- шов должен представлять собой равномерный валик, выступающий над поверхностями свариваемых элементов, высота валика должна соответствовать нормативам (указаны в приведенной выше в таблице);
- крепёжные элементы с гайками должны фиксироваться не более чем до проектного предела, так как чрезмерное усилие может вызвать повреждение трубы;
- обязательно изучите перед началом работ инструкцию по сварке ПНД, ознакомьтесь с параметрами техпроцесса.
Трубы ПНД — современный недорогой материал, позволяющий создавать магистрали самого разного назначения и конфигурации. Благодаря специальному сварочному оборудованию, из данных изделий можно создавать надёжные трубопроводы, как промышленным, так и ручным способом.
Что это
Сущность способа содержится в том, что соединительный фитинг имеет в себе электрическую спираль. Она возможно всецело открытой, частично заглубленной либо скрытой. Нагревательный элемент имеет два выходящих наружу контакта, к каким подключается сварочный аппарат. На заданный временной отрезок подается указанное значение вольтажа. Внутренняя часть соединителя и вставленный отрезок трубы под действием температуры переходит в жидкое состояние. Наружная стена не прогревается до таковой степени и сохраняет упругость, что заставляет вещество двигаться вниз, благодаря чего образуется монолитная конструкция.
Муфты изготавливают из трех видов пластика: полиэтилен, полипропилен, полибутен. Для монтажа газовых магистралей в большинстве случаев используют лишь первый вариант.
Критерии выбора муфты
При выборе электросварных соединительных фитингов следует учитывать:
- вид соединительного элемента;
- размеры фитинга;
- компанию-производителя.
Виды электросварных фитингов
Разновидность фитинга подбирается в зависимости от особенностей соединения трубопроводной системы и в соответствии со схемой сети. Электросварные фитинги предназначаются:
- для сварки труб под разными углами;
- для соединения труб одного диаметра;
- для стяжки труб разных диаметров;
- для присоединения дополнительного отвода.

Выбор вида электросварной муфты
Разнообразие размеров
Следующий параметр – это подбор габаритных размеров соединительного элемента. Под габаритными размерами понимаются:
- внутренний диаметр (dn);
- внешний диаметр (de). ;
- длина фитинга (Z);
- длина одной составной части фитинга (L);
- расстояние до клеммы и от клеммы (f) до края муфты (а).
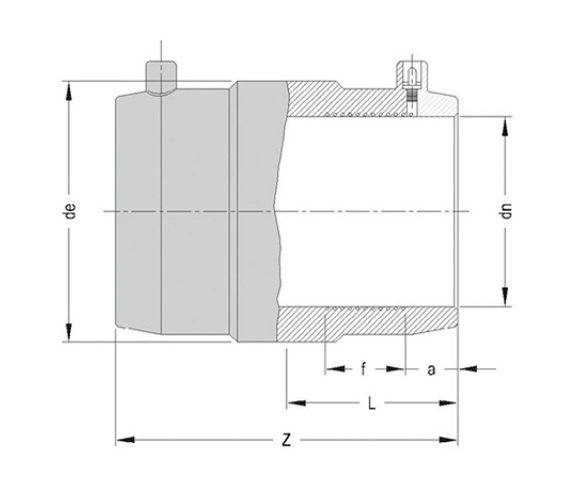
Основные размеры фитингов
В настоящее время выпускаются муфты диаметром от 20 мм до 400 мм. Стяжка труб будет более качественной, если технические параметры фитинга полностью соответствуют параметрам соединяемых труб.










Плюсы и минусы труб ПНД
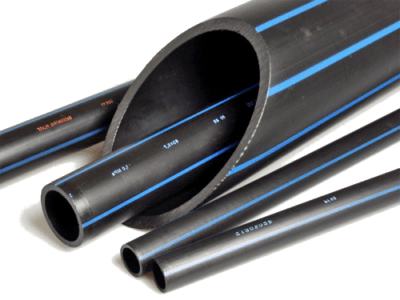
Полиэтиленовые трубы производятся из полиэтилена низкого давления разных марок: вторичного и первичного происхождения. Они отличаются химической стойкостью к многим жидким веществам. Выделяют три основные категории ПНД труб: водопроводные (для холодного водоснабжения и канализации), газовые, технические.
Плюсы ПНД как материала для трубопроводов:
- Легко устанавливаются, не требуют сложного оборудования и высокой квалификации исполнителя. Малые участки могут монтироваться вручную с помощью разъемных соединений. Трубы больших диаметров свариваются.
- Отличаются высокой прочностью, пластичностью, способностью восстанавливаться после незначительных деформаций и надежностью соединения.
- Не подвержены коррозии, что позволяет снизить расходы на содержание, ремонт трубопровода.
- Способствуют энергетической эффективности насосного оборудования, так как гладкая поверхность внутренних стенок труб исключает образование отложений, которые могли бы препятствовать прохождению среды по трубе и требовать большего напора жидкости и мощности насоса.
- Не разрушаются при перепаде внешних температур в значительном диапазоне. Могут замерзать зимой и оттаивать в теплое время без повреждения и ухудшения эксплуатационных качеств.
- Являются безопасными, не выделяют токсичные вещества, поэтому подходят для систем, транспортирующих питьевую воду, не изменяют ее состав и вкусовые качества.
- Сохраняют химическую инертность по отношению к концентрированным кислотам и щелочам.
- Имеют низкую стоимость. Гораздо менее затратные по сравнению со стальными трубами и другими полимерными системами, включая низкие расходы на их доставку (легкий вес и не хрупкость)
- Относятся к экологичным продуктам, так как при производстве и утилизации не наносится вред окружающей среды.
Минусы ПНД:
- При всей прочности и устойчивости труб к агрессивным химическим средам, коррозии, перепаду температур, полиэтилен расслаивается и становится хрупким под продолжительным воздействием ультрафиолета, поэтому в солнечных географических зонах трубы не используются для наземных систем с целью долгосрочной эксплуатации (более 2 лет). Исключение составляет сшитый полиэтилен, который не демонстрирует чувствительность к этому фактору воздействия.
- Полиэтиленовые трубы относятся к горючим объектам, поэтому их реже применяют для транспортировки горячей воды и в условиях очень высоких температур (превышающих 50°С). Даже при показателях ниже пограничного, в продолжительную интенсивную жару полиэтиленовые трубопроводы, обладая высоким температурным расширением, могут деформироваться, провисать. Чтобы компенсировать это явление устанавливаются специальные компенсационные элементы. А там, где важна сварка пнд в стык используют армированные трубы.
- При горении выделяют ядовитые вещества, которые опасны для здоровья.
- Для полиэтиленовых труб есть ограничение в рабочем давлении (не более 20 МПа).
Разновидности с электромуфтами
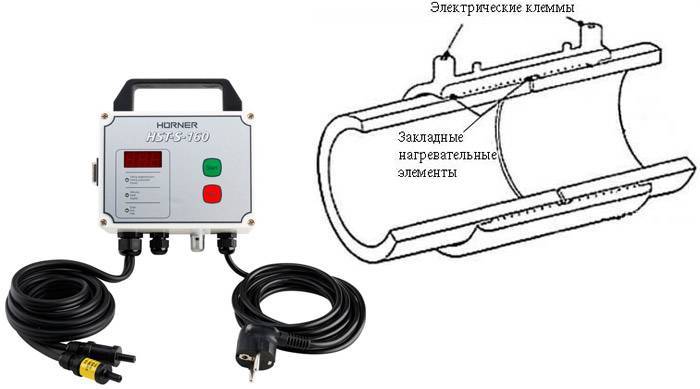
Соединение с помощью электромуфтовых сварочных аппаратов для ПНД труб можно назвать простым, но дорогим методом. Так как соединительная муфта является одноразовой. При этом она состоит из недешевых элементов нагрева. Сам сварочный аппарат для пнд труб с электросварными фитингами потребляет небольшое количество энергии. Он, как правило, состоит из:
- выключателя;
- терморегулятора;
- устройства считывания;
- информационного дисплея;
- встроенного USB порта, а также вольтметра и омметра.
На экран выносятся данные о температурном режиме, времени сварки и мощности нагрева. При завершении соединения труб устройство издает звуковое оповещение.
Порядок работ при электромуфтовом соединении:
- Проводятся подготовительные действия, аналогичные предыдущему методу.
- Трубы заводят в нагревательную муфту, предварительно очистив края.
- Образовавшуюся конструкцию надежно фиксируют.
- Муфту соединяют с трансформатором и дают ей разогреться.
- После разогрева трансформатор отсоединяют от конструкции и начинается остывание. При этом муфта остается неразрывно связана с трубопроводом.
Что такое электромуфтовая сварка?
Электромуфтовая сварка предназначена для сварки труб и подразумевает использование для сварки специальных нагревательных элементов. Нагревательный элемент – электромуфта – накладывается на место соединения двух труб, после чего нагревает их до частичного расплавления и сваривания между собой. В основном под словами «электромуфтовая сварка» подразумевается электромуфтовая сварка полиэтиленовых труб (ПНД-труб) или подобных им пластмассовых труб.
Электромуфта представляет собой пластиковую муфту, по которой проложена электрическая спираль. При прохождении тока спираль нагревается и разогревает пластмассу муфты и труб, находящихся под ней. Трубы и электромуфта свариваются между собой, после чего соединение оставляется для естественного охлаждения. После охлаждения и застывания образуется прочное, герметичное и надежное неразъемное соединение.
Преимущества электромуфтовой сварки
Электромуфтовая сварка ПНД-труб является удобной и эффективной технологией, имеющей большое количество достоинств.
- Простота монтажа. Для того, чтобы сварить ПНД-трубы, достаточно свести вместе концы труб и соединить их нагревательной деталью, после чего подать на выводы муфты электрический ток (для генерации последнего используется аппарат для электромуфтовой сварки). Далее процесс будет идти сам. Многие аппараты для электромуфтовой сварки ведут его в автоматическом режиме.
- Универсальность. Свойства расплавленного полиэтилена позволяют применять такой метод для соединения пластмассовых труб с разной толщиной стенок и диаметром. Помимо этого, сварка легко может проводиться в ограниченном, стесненном пространстве.
- Надежность. Соединение ПНД-труб таким методом отличается долговечностью и надежностью. Материалы на стыках электромуфты и труб полностью взаимопроникают друг в друга, и плотность сварного шва идентична плотности остальных участков трубы.
- Экономичность. Сварочные аппараты для электромуфтовой сварки отличаются компактностью, небольшой массой и низким энергопотреблением. Технология сварки ПНД-труб электромуфтовым методом отлично подходит для оперативного ремонта.
Так выглядят соединения электромуфтовым аппаратом
Это интересно: Какие бывают насадки для паяльника для сварки полипропиленовых труб: рассматриваем все нюансы
Требования к соединениям, полученным при электромуфтовой сварке труб ПНД
В рамках сварки ПНД труб электромуфтами предусмотрены контрольные мероприятия. Ключевые требования к соединениям:
- отсутствие осевого смещения, превышающего толщину стенок более чем на 10%;
- качественный, равномерный шов, проходящий вдоль всей поверхности стыка;
- отсутствие температурных деформаций на поверхности муфты и магистрали;
- сохранение герметичности узла при работе трубопровода под номинальным давлением.

Сварной стык проверяется визуально. В отдельных случаях используются профильные инструменты.При выявлении дефектов производится демонтаж участка. Сварочные работы выполняются повторно.
Инструментарий
Чтобы целый процесс проходил без запинок, нужно иметь при себе специфический инструмент:
- Сварочный аппарат. Для этого вида сварки был создан неповторимый агрегат. Он основан на технологии полупроводников, исходя из этого потребляет в десять раз меньше электричества, чем другие его аналоги. В большинстве случаев для таких агрегатов указывается большой и минимальный свариваемые диаметры. Предусмотрен сканер штрихкодов, который машинально заносит информацию о конкретном виде соединения, это кроме этого возможно сделать вручную. Информацию о каждом пройденном стыке заносятся в память, дабы оператор либо контрольная группа имели возможность взять сведения. Вероятно наличие встроенного последовательного либо USB-порта, к последнему возможно подключить флеш-накопитель для переноса настроек либо данных. На передней панели в большинстве случаев находится дисплей, который отображает текущие параметры. В наборе с некоторыми агрегатами идут наконечники разного сечения.
- Позиционер. Маленькое железное приспособление в виде планки, которая владеет несколькими зажимами. Данный инструмент позволяет расположить патрубки в одной плоскости для исполнения сварочных работ. Он кроме этого рекомендован чтобы исправить овальность. Для этих целей кроме этого может использоваться отдельный хомут.
- Труборез. В большинстве случаев применяют дисковый. Именно он позволяет выполнить ровный срез, что есть требованием.
- Скребок. Маленькая рукоятка с лезвием. Кроме этого это возможно приспособление с несколькими модулями. Один из них помещается в трубу, второй, на котором находится режущая головка, подсоединяется и при вращении снимает верхний слой. Эта процедура нужна не чтобы создать шероховатую поверхность, а для снятия окисленной части патрубка.
- Рулетка либо линейка.
- Очиститель. Он нужен, дабы удалить грязь и жир. Необходимо применять специально разработанный для конкретного вида труб. Запрещено использовать простой спирт либо ацетон.
- Маркер. Употребляется водостойкий белого либо броского цвета, дабы наносить не только разметку, но и кое-какие данные на место спайки.
Ручной экструдер
Ручной сварочный экструдер – термомеханический прибор, который в виде пистолета с насадкой для нагрева присадочного материала. Процесс работы с аппаратом проходит следующим образом:
- Производят нагрев свариваемых деталей.
- В экструдер помещают материал сваривания, который разогревают и доводят до однородного состояния.
- Его выдавливают на поверхность стыка, где он начинает застывать.
- В области соединения образуется плотный шов.
При сварке с экструдером нужно придерживаться общих правил при работе с пластмассами:
- Перед началом работы выполняется очистка мест соединений от посторонних загрязнений (не более чем за 20 минут до начала сварки).
- Не допускается проведение работ в условиях высокой влажности.
- Химический состав изделий должен быть одинаковым.
Приобретение ПНД труб и оборудования по оптовым ценам

Каждая технология соединения имеет преимущества и ограничения или рекомендации к применению. В любом случае трубопроводы из ПНД труб – это экономически выгодное решение. Полиэтиленовые изделия характеризуются прочностью, износостойкостью, пластичностью, универсальностью, безопасностью, поэтому востребованы для строительства бытовых и промышленных, напорных и безнапорных магистралей для транспортировки питьевой и технической воды, газа и технических сред.









Звоните нам по телефонам, указанным на сайте, чтобы проконсультироваться с нашими менеджерами в отношении ассортимента, качества и назначения товаров, условий сотрудничества.
Сильные стороны применения электромуфты
Обычно электромуфты применяются в тех случаях, когда сваривать полиэтиленовые трубы встык не удобно или не практично. Чаще всего это бывает в канализационных колодцах, узких и неудобных каналах, монтажных шурфах в основании и стенах домов. Строго говоря, электромуфты приходят на выручку в тех случаях, когда стыковую сварку использовать невозможно.
Еще одно достоинство данного способа стыковки полиэтиленовых труб является его удобство в случае аварии или повреждения трубопровода. Как правило, такие ситуации требуют очень быстрого устранения возникших неполадок. Сварка ПНД труб электромуфтами характеризуется значительной простотой реализации – какие-то особые знания в этом случае не понадобятся.

Легкость установки приспособления обеспечивается наличием на нем специальных отверстий. Для определение оптимального для стыковки температурного режима на современных сварочных аппаратах предусмотрена функция считывания требуемой информации напрямую с штрих-кода, которым оснащаются электромуфты. Процедура соединения реализуется самыми простыми инструментами – устройством для зачистки торцов трубы, электромуфтой и сварочным аппаратом.
Виды соединений
Соединения ПНД труб бывают следующих типов:
- разъёмные. Во время эксплуатации их можно разбирать. Для создания такого соединения используются стальные фланцы;
- неразъёмные. Разборка в процессе эксплуатации невозможна.
Последний вид соединения производится двумя способами: посредством стыковой сварки полиэтиленовых труб и с помощью сварки полиэтиленовых труб муфтами.
Монтаж трубопровода большого диаметра производится при помощи терморезистивных фитингов, а также путём сварки труб полиэтиленовых встык. В любом случае соединение получается монолитным и, соответственно, очень надёжным.

Если необходимо разъемное соединение, следует применять фланцы
Интеллектуальная система протокола
Электроника, которая встроена в корпус электромуфтового сварочного аппарата, предназначенная для сварных фитингов со штрих-кодом, автоматически проводит точный анализ сварочного процесса по изначально заданным параметрам. Оборудование, которое контролирует ход сваривания реагирует на внешние воздействия, автоматически меняя горелку и значительно сокращая время на простой.
Регистрируя полученные показания система управления электромуфтовым сварочным аппаратом указывает скорость сварки, расстояние до детали, а также угол наклона горелки. Результаты запрограммированной пайки, точно такие, как объем заполнения и положение сварного шва на трубе, отражаются на дисплее сварочного аппарата. Все данные полученные в результате проведения сварочных работ можно будет документировать. Формат протокола в обязательном порядке включает в себя наименование поставщика, а также все элементы конструкции. Также в нем указывается диаметр, номер партий, типовое соединение труб и фитингов.
Условия сварки конструкций из полиэтилена низкого давления
Для успешного выполнения операции по соединению труб нужно выполнить основные условия:
Используемые трубы должны изготавливаться одним производителем. Во избежание брака выбирайте поставщика, который использует заводское производство. Приобретенные трубы должны сходиться в диаметре до миллиметра.
Из за наличия высокого напряжения недопустим монтаж во время дождливой погоды или в условиях избыточной влажности.
Перед сваркой поверхность нужно очистить от масла, краски и грязи, чтобы сохранить монолитность сварочного шва и избежать дефектов.
Трубы должны быть точно отцентрированы
Для этих целей применяют центратор.
Критически важно обеспечить надежную фиксацию во время рабочего процесса. Нельзя допускать смещение труб относительно друг друга в момент остывания.
Обязательное заземление.
Монтаж ПНД труб – это работы повышенного риска
Поэтому нужно помнить о технике безопасности: при монтаже используется спецодежда с защитой, рабочие инструменты отсоединяют от сети во время перерывов и по завершении, а также осматривают для обнаружения дефектов.К монтажу допускаются лица не младше 18 лет, которые прошли медицинский осмотр и имеют теоретическую и практическую подготовку.
Правила работы с электромуфтовым аппаратом
Чтобы сварочный процесс прошел удачно, надо соблюсти следующие условия:
- Очистить и подготовить трубы к сварке. Торцевые части должны иметь ровную поверхность для лучшей стыковки между собой. Для этого необходимо щеткой удалить с труб загрязнения и инструментом для зачистки снять небольшой слой стружки. После очищения стыков их следует обезжирить. С применением гидравлического выравнивателя убираются все овальные сечения, чтобы труба была ровной.
- На торцы ПНД труб после проведения подготовительных работ надевается муфта и закрепляется узел в позиционере. Только после тщательной подготовки можно включать электромуфтовый сварочный аппарат к сети электропитания. Проверив предварительно его исправность, подключают кабели к выводам нагревательного элемента и приводят сварочный аппарат в надлежащий режим работы. Для этого выставляют требуемую для процесса температуру, время и применяют процесс сварки.
- Индикаторы на сварочном аппарате помогают следить за качеством процесса, но опытный сварщик может следить за работой аппарата и визуально. Современные аппараты для электромуфтовой сварки снабжены режимом самонастройки и могут считывать штрихкод при сварке деталей.
Такая усовершенствованная модель подойдет начинающему сварщику
, что значительно сможет облегчить его работу. По окончании сварочного процесса следует отсоединить кабели и оставить сваренный узел для остывания естественным образом. Всю необходимую информацию наносят на горячее изделие, не дожидаясь остывания.









Для ПНД с разным диаметром необходимо и различное время для остывания. Так, например, труба с диаметром в двадцать миллиметров может охладиться в течение шести минут. В то время как для трубы с диаметром в 280 миллиметров уже потребуется около сорока пяти минут.
Механизм электрофитинга
Преобразовывая постоянный ток в переменный, понижая уровень напряжения, обеспечивая стабильную дугу, электромуфтовый аппарат используется для сварки пнд труб внахлест, наклонных и угловых швов, корневых подходов. Полученные соединения совершенно не влияют на гибкость полиэтилена, что позволяет эксплуатировать их практически при любых условиях.
Электрофитинг – соединительная деталь муфтовой сварки
Главной соединительной деталью муфтовой сварки полиэтиленовых труб является электрофитинг. Если рассмотреть подобную конструкцию более детально тогда можно заметить, что она представляет собою полный стержень из темперированного полиэтилена высокой плотности с закрытой нагревательной спиралью. Наличие желобов, которые расположены по краям муфты, обеспечивают ее плотное прилегание к поверхности трубы, в процессе нагрева. Устройство способствует надежному соединению и препятствует попаданию в процессе сварки пыли и грязи.
К основным достоинствам соединительных деталей можно отнести то, что отсутствует предварительный прогрев и дополнительных устройств в процессе пайки. Механизм совершенно не деформируется и формирует прочное соединение.
Муфта не будет выполнять функцию несущего элемента. Для подобных целей существует «позиционер». Именно он обеспечивает дальнейшую фиксацию труб в процессе пайки. В процессе работы важным моментом также является соосное расположение электрофитинга и трубы, их неподвижное расположение в течении всего сварочного процесса.
Это интересно: Стыковой сварочный аппарат для полиэтиленовых труб — виды и особенности
Рекомендации профессионалов

Опытные специалисты рекомендуют в процессе выполнения сварочных работ быть предельно внимательным к аккуратности шва, от качества которого зависит герметичность стыка и долговечность трубопровода.
Важно, чтобы:
- Перед началом сварных работ торцы труб были тщательно выравнены, очищены от пыли, грязи и обезжирены.
- Трубы в разрезе не образовывали эллипс, соединение которого снизит качество швов.
- Соединяемые пластиковые трубы удерживались в зафиксированном, неподвижном положении до полного застывания расплавленных кромок.
- Шов выглядел равномерным валиком, выступающим над поверхностью трубы (без углублений!) на высоту, обозначенную в нормативах.
- Использованные крепежные элементы с зажимными гайками были зафиксированы до проектного предела, но не более, так применение чрезмерной силы может привести к повреждению трубы.
- Перед началом работ была изучена инструкция сварки пнд труб с конкретными параметрами (качество материала, толщина стенок, диаметр).
Монтаж враструб
Нужно отметить, что в отечественных документах Вы не найдете никаких стандартов для проведения растубной пайки. Она описывается только в европейских стандартах DVS 2207-15. Пошаговая инструкция, как провести сварку труб ПНД муфтами:
Перед началом работы потребуется подготовить коммуникацию. Для этого наружная поверхность очищается от различных загрязнений: пыли, жира. Это можно сделать влажной тряпкой и спиртовым раствором или специальной смесью. Она продается в сантехнических магазинах;
После приводится в порядок место стыка. От гладкости среза зависит плотность крепления. Следует пройтись по торцу трубы наждачной бумагой или зачистить её при помощи смятой газеты
После стык труб ПНД подрезается для образования фаски 1 мм на 45 градусов, это очень важно для плотного крепления; Фото – стыковка
Далее, нужно отводы установить в муфту
Она разделяется на две половины: первая надевается на трубу (это дорн), а во вторую вставляется второй отрезок (это гильза)
Нужно отметить, что надевание муфты нужно начинать только после нагрева инструмента; Фото – соединение
Предварительно прогретая насадка максимально быстро вдевается на коммуникацию, после чего в неё вставляется второй отвод;
Продвигать отрезки нужно очень осторожно, но быстро, иначе можно перегреть полиэтилен. Если все делается правильно, то из-под муфты начнет выходить жидкая пластмасса.
После окончания нагрева и сварки нужно снять муфту и зафиксировать трубы на твердой поверхности.
Фланцами работать еще проще. Они представляют собой резьбовые соединения для установки. Соответственно, на одном конце коммуникации вырезается резьба, в которую вкручивается элемент, а уже на него надевается труба. Место стыка прогревается феном или муфтой.
Фото – фланец пнд
Преимущества электросварных муфт
Распространение фитингов подобного типа связано с присущими им значимыми достоинствами, к которым следует отнести:
- долговечность (они могут прослужить более пятидесяти лет);
- относительно невысокую стоимость (если сравнивать с соединениями, выполненными из других материалов);
- неподверженность коррозии;
- способность не утрачивать с течением времени стойкости к гидравлическим ударам и расширениям;
- многообразие конфигураций и размеров;

Подобные фитинги выпускаются в различных размерах и конфигурациях, что обуславливает их широчайшее применение
- возможность применения при соединении труб как разного диаметра, так и изготовленных из разных материалов (особенно при соединении металлических труб с полиэтиленовыми);
- легкость установки, не требующая профессиональных навыков;
- невероятную быстроту монтажа;
- недоступную для аналогичных соединений, выполненных из других материалов, возможность установки в самых сложных местах трассы трубопровода. Они совершенно незаменимы, когда требуется соединение на повороте, разветвлении, присоединениях арматуры.















