

Другие ГОСТы
ГОСТ 18876-73 Резцы токарные резьбовые с пластинками из быстрорежущей стали. Конструкция и размеры ГОСТ 26613-85 Резцы токарные с механическим креплением сменных многогранных пластин. Технические условия ГОСТ 26613-2016 Резцы токарные с механическим креплением сменных многогранных пластин. Технические условия ГОСТ 24996-81 Резцы токарные с механическим креплением сменных пластин, закрепляемых качающимся штифтом. Типы и основные размеры ГОСТ 20872-80 Резцы токарные сборные для контурного точения с механическим креплением многогранных твердосплавных пластин. Конструкция и размеры ГОСТ 20874-75 Резцы токарные сборные расточные с механическим креплением многогранных твердосплавных пластин. Конструкция и размеры ГОСТ Р 50300-92 Резцы токарные со сменными режущими пластинами из сверхтвердых материалов. Технические условия ГОСТ 13536-68 Резьба круглая для санитарно-технической арматуры. Профиль, основные размеры, допуски ГОСТ 8762-75 Резьба круглая диаметром 40 мм для противогазов и калибры к ней. Основные размеры ГОСТ 28487-90 Резьба коническая замковая для элементов бурильных колонн. Профиль. Размеры. Допуски ГОСТ Р 50864-96 Резьба коническая замковая для элементов бурильных колонн. Профиль,размеры, технические требования ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60 градусов ГОСТ 29133-91 Резцы-вставки регулируемые типа А со сменными многогранными пластинами. Типы и размеры ГОСТ 18881-73 Резцы токарные чистовые широкие с пластинами из твердого сплава. Конструкция и размеры
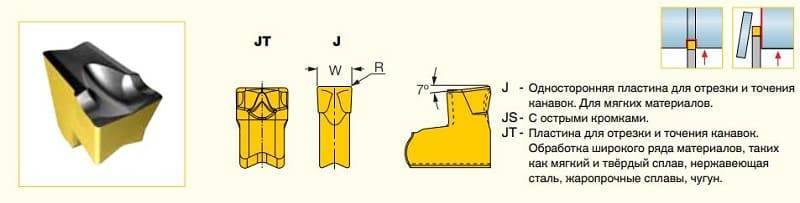
Классификация канавочных резцов
Для выполнения канавок разной конфигурации, размеров и глубины не всегда можно использовать один и тот же резец. Так, отличается работа с заготовкой, на которой нужно выполнить обработку наружной поверхности, внутренней поверхности отверстия, сделать углубление в торце окончания детали или торце уступа, отрезать часть металла от заготовки. Чтобы иметь возможность выполнить все эти операции, были разработаны разновидности канавочной оснастки. Классификация инструмента по виду выполняемой работы:
- Режущая оснастка для канавок наружных. Этот тип инструмента отличается менее высокими требованиями к жесткости и размерам тела. Рабочие пластины здесь чаще всего изготовлены из инструментальной быстрорежущей стали. Державка чаще массивная.
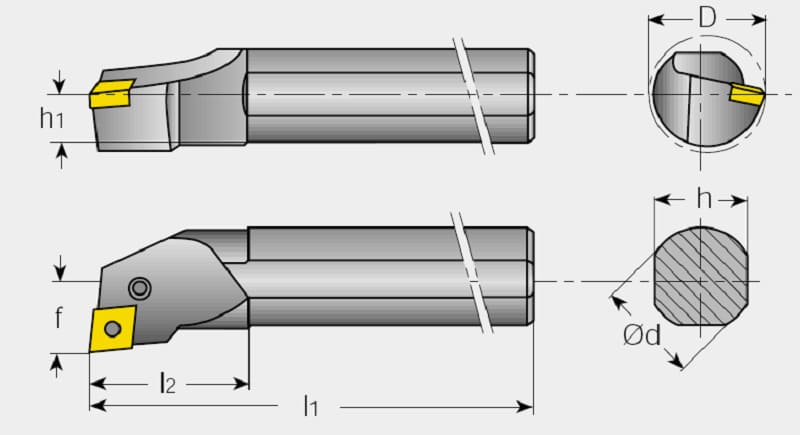
- Канавочный резец внутренний. Этот вид оснастки требует повышенной прочности как рабочей части, так и основания. Режущий элемент здесь выполняют в основном из пластин с твердосплавными напайками, что позволяет сделать его более тонким. Державка инструмента обычно тонкая и изготовлена из высокопрочной стали.
- Торцевой инструмент. В некоторых случаях его роль может выполнять обычный резец для наружных канавок. Может быть изготовлен с расположением рабочей режущей области перпендикулярно относительно тела державки.
- Прорезной резец – разновидность канавочного инструмента, где ширина рабочей зоны больше ширины державки. Это позволяет ему делать глубокую прорезь вплоть до размера, равного радиусу детали, и таким образом отрезать ненужную часть.
Выбор режима резания
Режимы резания подбирают в зависимости от таких факторов:
- марки обрабатываемого материала;
- марки материала, из которого изготовлен режущий инструмент;
- длины заготовки и ее диаметра;
- способа установки инструмента на станке;
- конфигурации и глубины профиля.
Ориентировочные режимы резания фасонными резцами на металлорежущих станках в зависимости от диаметра заготовки и ширины резца указаны в таблице.
| Диаметр заготовки, мм | Ширина резца, мм | Скорость подачи, мм/об. |
| 20 | 8 | 0,03 ÷ 0,09 |
| 10 | 0,03 ÷ 0,07 | |
| 15 | 0,02 ÷ 0,05 | |
| 25 | 8 | 0,04 ÷ 0,09 |
| 10 | 0,03 ÷ 0,085 | |
| 15 | 0,035 ÷ 0,75 | |
| 20 | 0,03 ÷ 0,06 | |
| 40 | 8 | 0,04 ÷ 0,09 |
| 10 | 0,04 ÷ 0,085 | |
| 15 | 0,04 ÷ 0,08 | |
| 20 | 0,04 ÷ 0,08 | |
| 30 | 0,035 ÷ 0,07 | |
| 40 | 0,03 ÷ 0,06 | |
| 60 | 8 | 0,04 ÷ 0,09 |
| 10 | 0,04 ÷ 0,085 | |
| 15 | 0,04 ÷ 0,08 | |
| 20 | 0,04 ÷ 0,08 | |
| 30 | 0,035 ÷ 0,07 | |
| 40 | 0,03 ÷ 0,06 | |
| 50 | 0,025 ÷ 0,055 |
Государственные стандарты
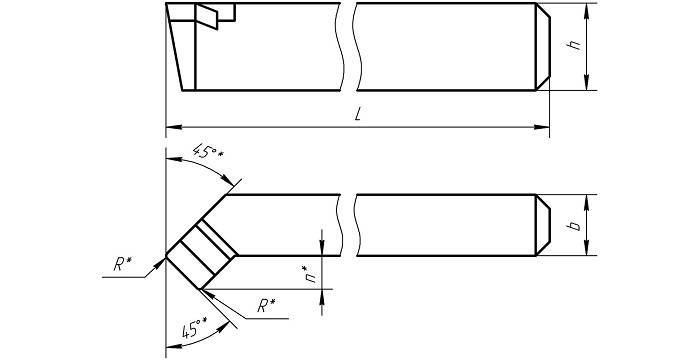
Актуальными на сегодня остаются принятые в СССР технические регламенты на металлорежущий инструмент. Для канавочных резцов с твердосплавными напаянными пластинами параметры и геометрию определяет ГОСТ 2209-82 или его более поздняя версия ГОСТ 2209-90. В них представлена исчерпывающая информация о геометрии, износостойкости и методиках проверки качества материала.
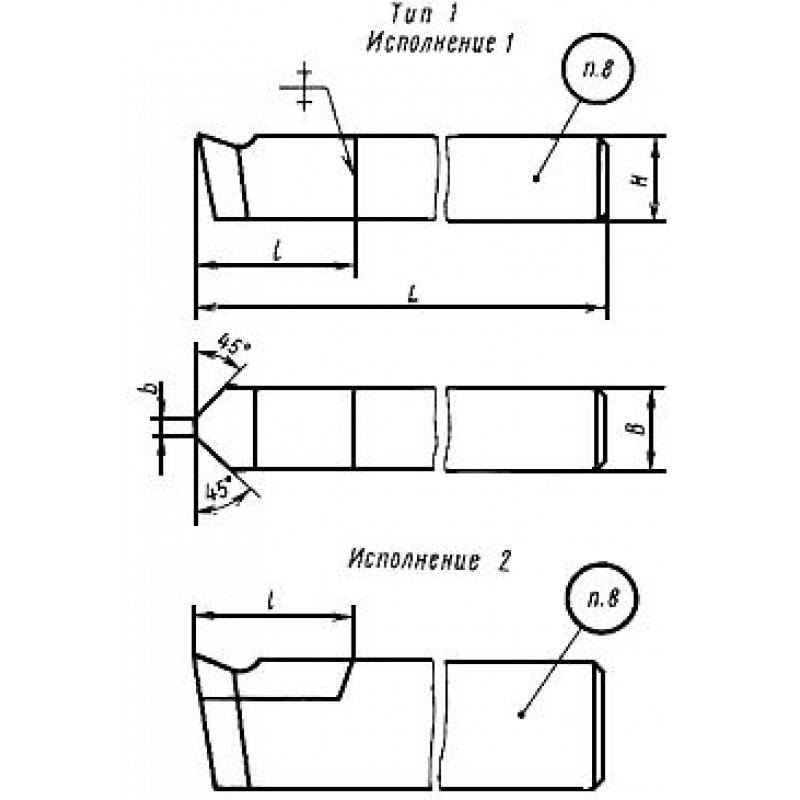
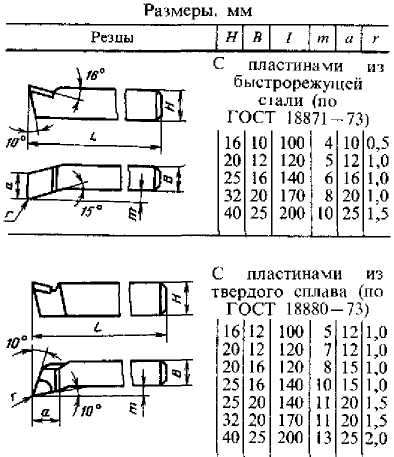
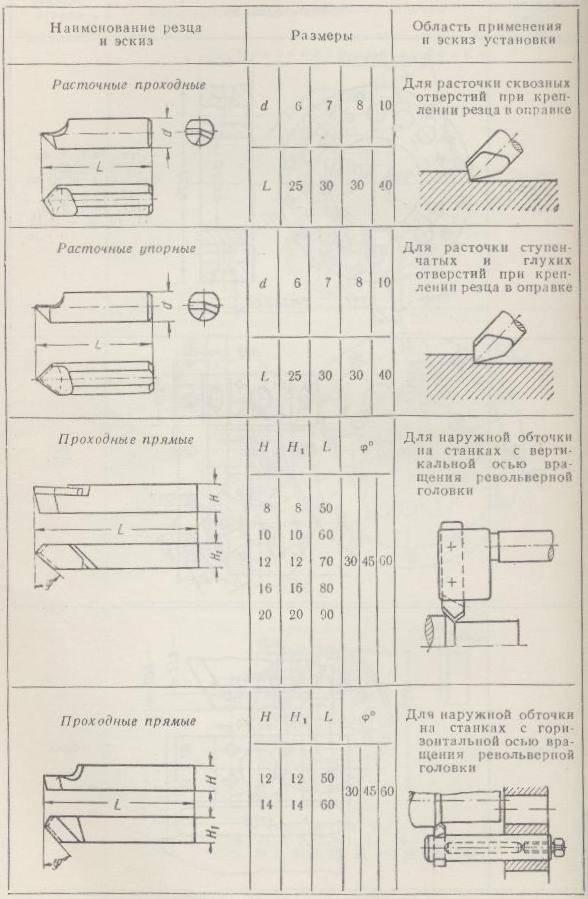
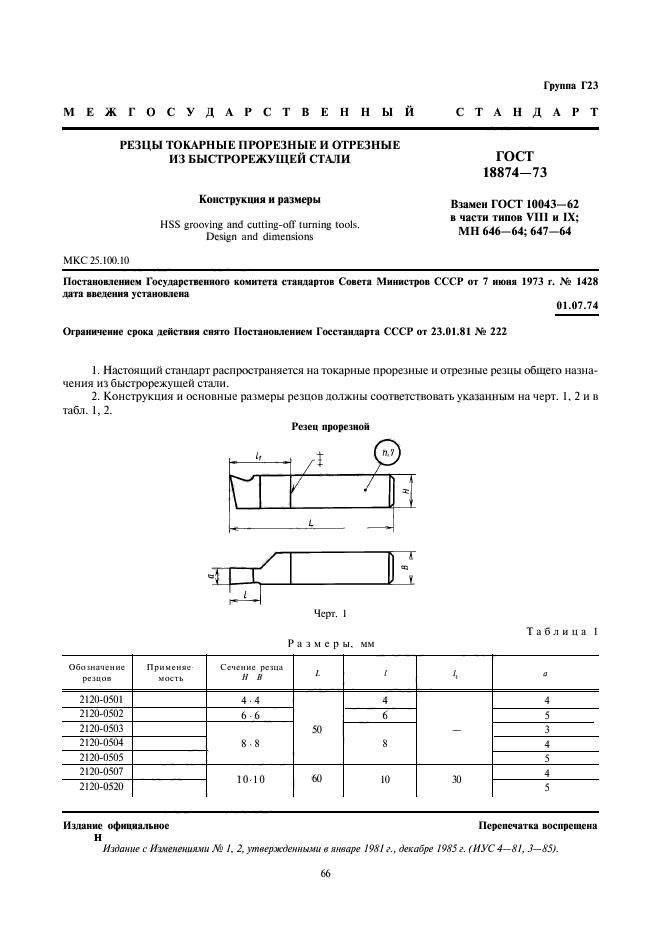
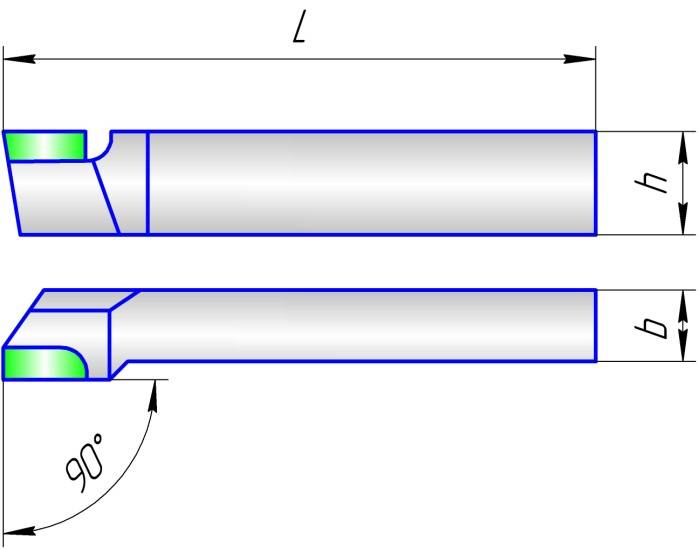
Резцы токарные отрезные должны соответствовать ГОСТ 18874-73.
В нем описаны конструкционные особенности, размеры и геометрия инструментов из быстрорежущей стали, их маркировка. Регламенту почти полвека, а его активно эксплуатируют, что говорит об активном использовании морально устаревшего и изношенного станочного парка на большинстве производств. Последние изменения вносились в ГОСТ 18874-73 в 1985 году, за это время кардинально изменились технологии и материалы для резцов. Инструменты для наружных канавок соответствуют ГОСТ 18885-73, ситуация аналогична вышеописанной, современные канавочные резцы могут кардинально отличаться от стандарта, обеспечивая лучшее качество и быстроту реза.
В целом, стандарты с полувековой историей не могут быть эффективными. За это время технологии серьезно изменились, но обновление парка станков крайне затратное дело, поэтому резцы по старым ГОСТам еще долго будут востребованы и нужны. Современное же производство с высокотехнологичным оборудованием опирается на другие критерии подбора инструментов для токарной обработки металла.
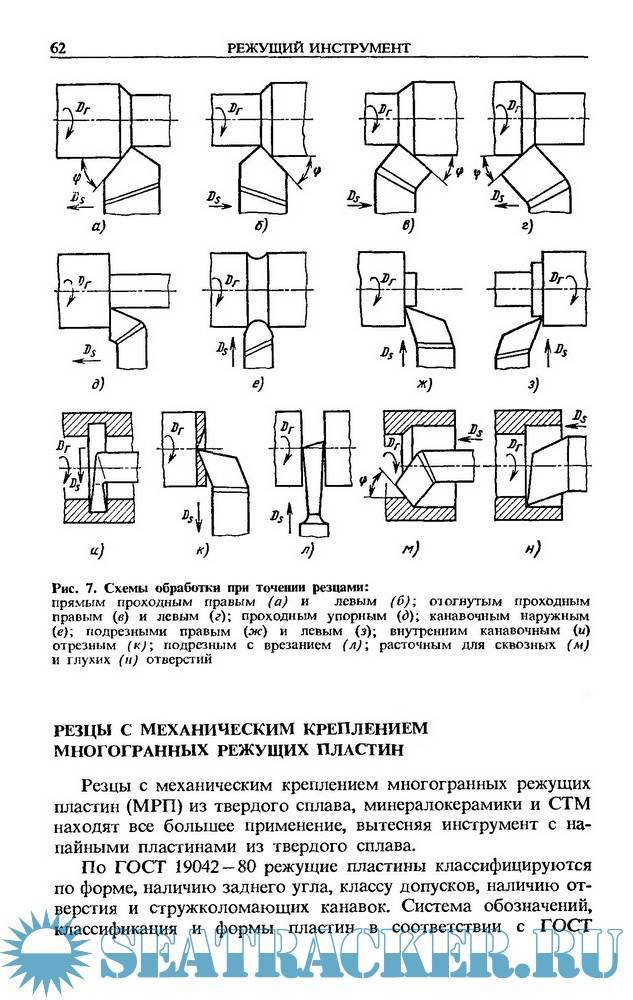
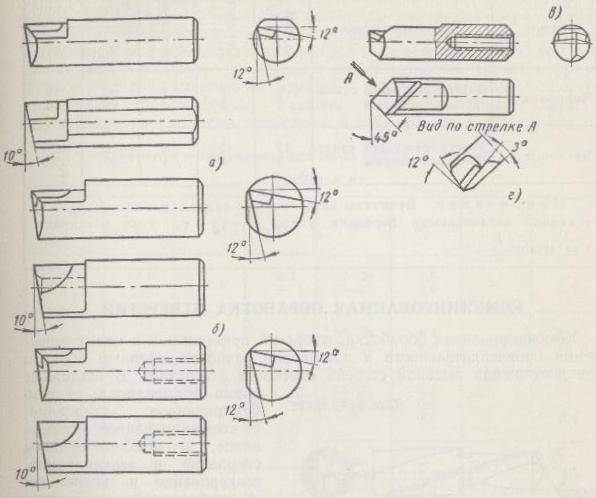
Особенности упорных, подрезных и отрезных
Упорный инструмент может иметь прямой или отогнутый рабочий элемент. Этот инструмент может использоваться для обработки цилиндрических заготовок из металлического сплава. Многие специалисты часто пользуются снастью этого типа.
Подрезные резцы с внешней стороны имеют сходные черты с проходными. Только у первого инструмента треугольная режущая пластина. Она имеет в своем составе твердый металлический сплав.
Инструмент отрезного типа стал наиболее распространённым. С помощью таких снастей можно отрезать материал под прямыми углами.
Кроме этого их применяют для проделывания всевозможных высечек на металлической детали.
Особенность этого типа состоит в том, что он обладает тоненькой ногой с припаянной на нее твердосплавной пластинкой.
Токари пользуются резаками и других разновидностей
- Чтобы нарезать внешнюю и внутреннюю резьбу;
- Обрабатывать сквозные и глухие отверстия.
Любой тип токарного инструмента имеет свои особенности и назначение.
Различные нюансы шлифования
Плоские части цилиндра шлифуют с использованием боковой области. Чтобы уменьшить площадь контакта и обработать большую часть наружных поверхностей, используют инструмент, у которого коническая плана боковая поверхность.
При использовании бесцентровых шлифовальных агрегатов применяют два основных способа обработки. Прежде всего – это вариант сквозной подачи.


Этим методом производят шлифование наружных поверхностей деталей, не имеющих уступов. Процедура обработки в этом варианте ведется непрерывно, а сами заготовки закладывают с одной части, а уже готовые принимаются с другой. В этом случае число проходов может колебаться от двух и до шести и зависит от показателя припуска получения определенной точности при обрабатывании цилиндрической детали.
Еще один метод врезания используют при обрабатывании цилиндрических заготовок с так называемыми уступами. При таком способе ось круга устанавливается в параллельном положении к оси режущего инструмента с углом до 0,5°. Перемещение оси в этом варианте не допускают, используя для этого упор.
При крупных сериях, то есть, при массовых выпусках на производстве, чтобы увеличить количество и производительность, используется метод совмещенной обработки или шлифовки цилиндрических деталей. В данном случае, совмещение самих переходов может достигаться при помощи широкого инструмента, то есть круга или целого набора из нескольких различных кругов.
В вы можете заказать токарное изготовление всех видов деталей с цилиндрической поверхностью.
Советы по выбору фасонного резца
Как указывалось ранее, инструмент изготавливается под конкретную деталь. Работы по изготовлению начинаются с проектирования. Этапы проектирования следующие:
- определяются с типом инструмента, профиль которого напрямую зависит от чертежных данных детали;
- определяются с основными и присоединительными размерами, а также с углами режущей части и установки резца;
- выполняют расчет размеров профиля, так называемый коррекционный расчет;
- определяются с допусками.
Исходя из этого подбирают материал и способ изготовления, а также делают чертеж будущего изделия. Кроме того, определяются с державкой для крепления на станке конкретной модели. При необходимости ее тоже изготавливают. В большинстве случаев первоначально выполняют шаблон, а для контроля размеров в процессе эксплуатации изделия – контршаблон.
Вывод: изготавливается изделие по известному профилю детали, которая будет точиться с помощью инструмента. Профиль определяют в плоскости передней грани и в той, которая перпендикулярна задней поверхности.
Классификация резцов
Существует несколько характеристик для классификации резцов. В первую очередь это конструктивные особенности:
- Монолитное исполнение – единая головка и державка.
- Сборная конструкция – головка с напайкой из твердой марки стали.
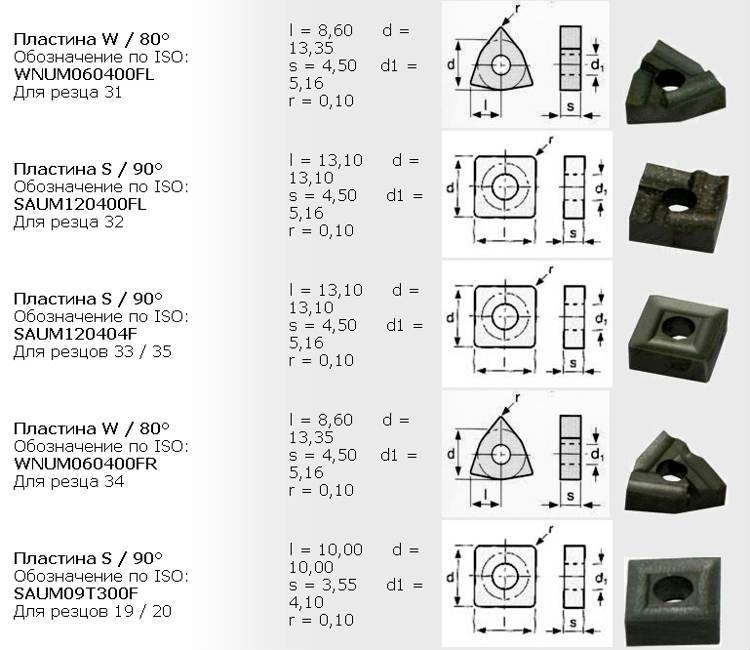
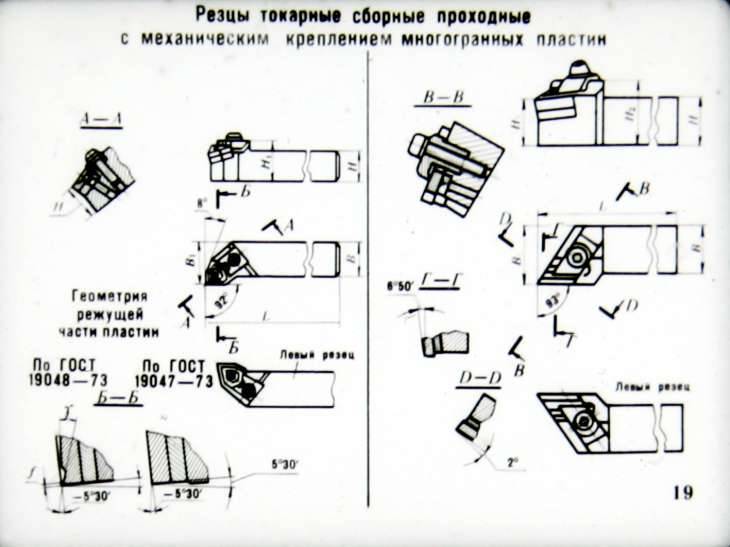
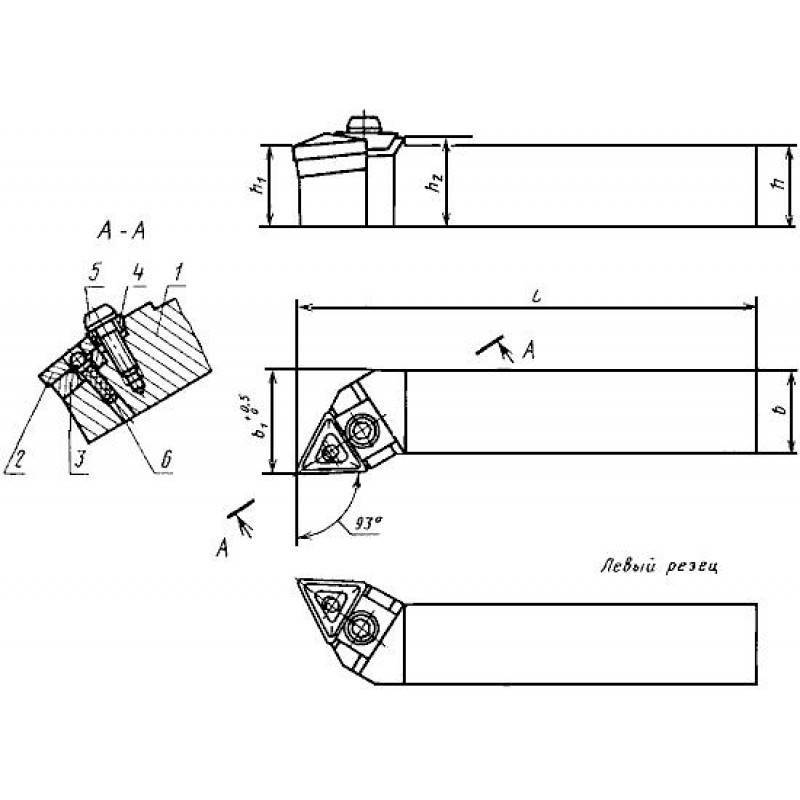
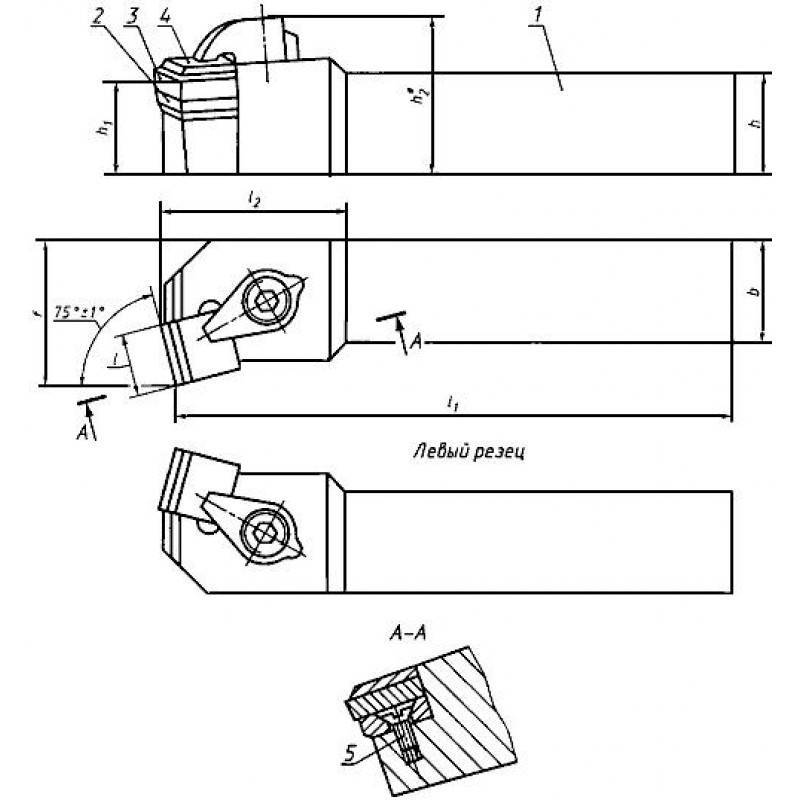
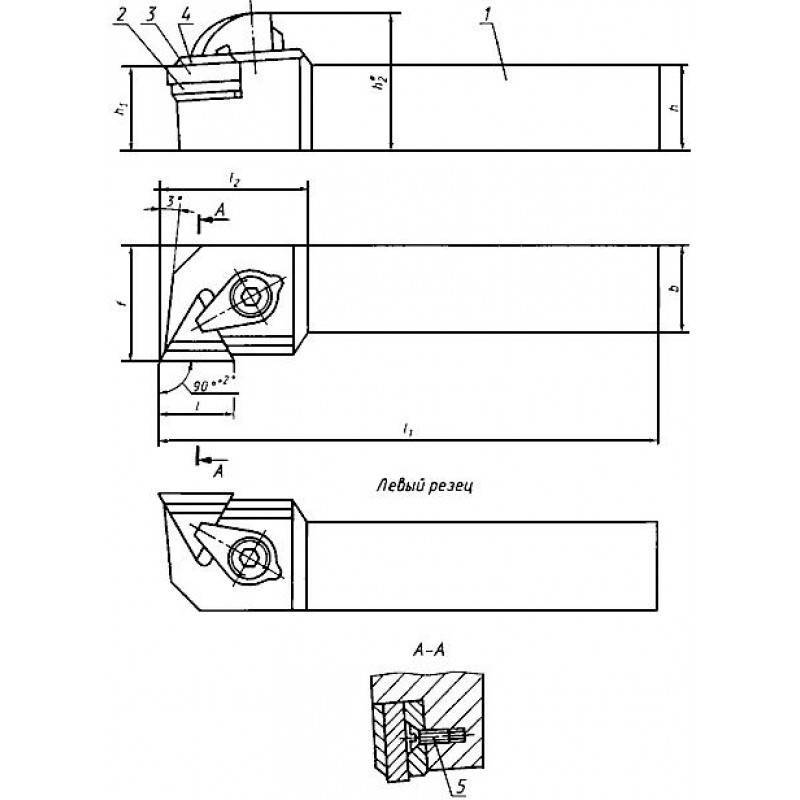
- Сборная с механическим креплением. Данные типы токарных резцов оснащены пластинами из металлокерамики, которые крепятся болтовым соединением.
- Регулируемые резцы.
В зависимости от назначения резцов они подразделяются на черновые и чистовые, соответственно, для снятия большей или меньшей толщины металла при увеличенных или уменьшенных оборотах. Также инструмент подразделяется и по направлению подачи на правый и левый.
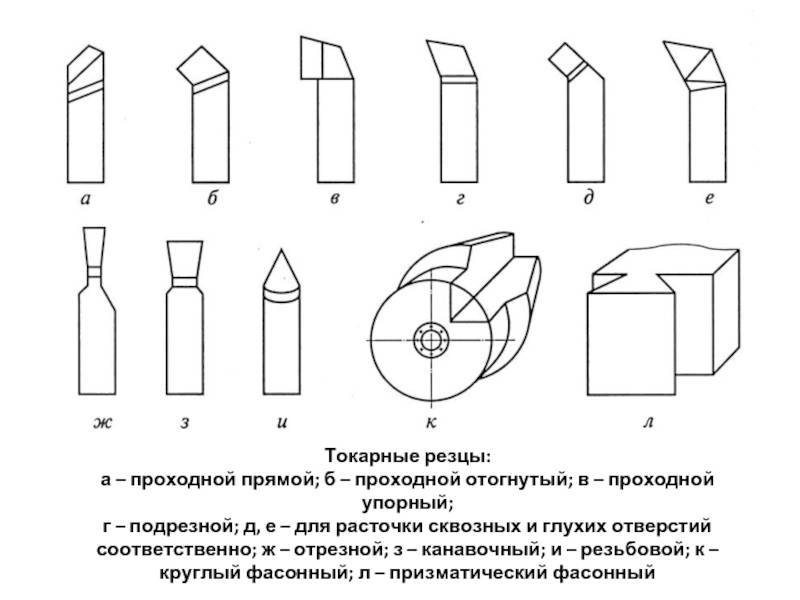
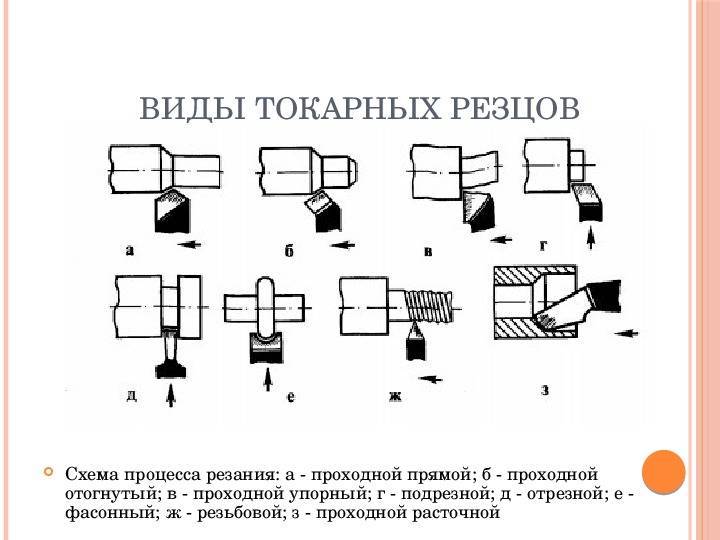
В основном виды резцов для токарного станка определяются по их функциональному назначению и подразделяются на:
- отрезные;
- проходные;
- канавочные;
- расточные;
- фасонные и резьбовые.
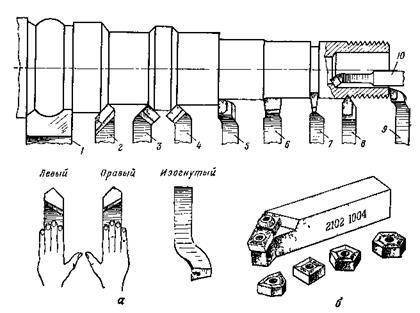
В зависимости от расположения режущей кромки относительно державки инструмент подразделяется на прямой, отогнутый и оттянутый. В прямых форма режущей кромки прямая, в отогнутых имеет изогнутую форму и в оттянутых её ширина меньше чем у стержня.
Заточка
Первичная заточка выполняется на заводе при изготовлении. Новый резец имеет готовый профиль режущих кромок с соблюдением углов. Но во время работы инструмент изнашивается, и необходимо его затачивать.

Когда требуется заточить режущий инструмент
Износ резца сказывается на скорости, качестве и точности обработки. При ручной подаче отрезного или канавочного резца появляется ощущение, что инструмент идет туго.

При автоматической обработке признаками износа являются:
- Изменение цвета стружки.
- Ухудшение качества поверхности.
- Искры во время точения.
- Свист, вибрация.
- Появление сколов и зазубрин на режущей кромке.
Совет! Не рекомендуется эксплуатировать резец до полного затупления режущей кромки.
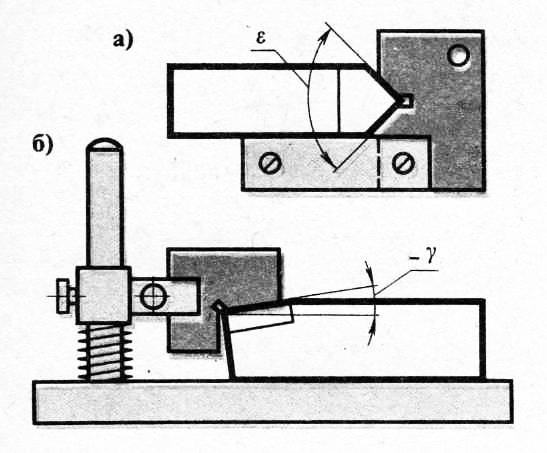
Общие правила выполнения
Заточка выполняется на заточном станке. Для твердосплавных материалов предусмотрен круг из электрокорунда. Инструмент из быстрорежущий стали затачивают на круге из зеленого карбида.

Резец кладут на подручник и прижимают к вращающемуся кругу. Для получения ровной поверхности его необходимо перемещать вдоль круга. Режущая кромка должна располагаться по центру круга, в крайнем случае на 10 мм выше. Когда все поверхности готовы, на пересечении главной и вспомогательной режущей кромки делается небольшое скругление.
Важно!
Зазор между подручником и абразивным кругом допускается не более 3 мм.
Чтобы исключить перегрев режущей кромки, необходимо периодически ее охлаждать. Для этой цели возле заточного станка должна быть емкость с водой. Если пренебречь охлаждением, на поверхности кромки образуются микротрещины. Их не видно невооруженным глазом, но стойкость инструмента и качества обработки снижается.
Для повышения стойкости резца и спрямления кромок выполняют доводку. В зависимости от материала инструмента для этого предусмотрены алмазный (для твердосплавных) и эльборовый (для быстрорежущих) доводочные круги. Для контроля углов резца используют специальные шаблоны.
Фасонный резец
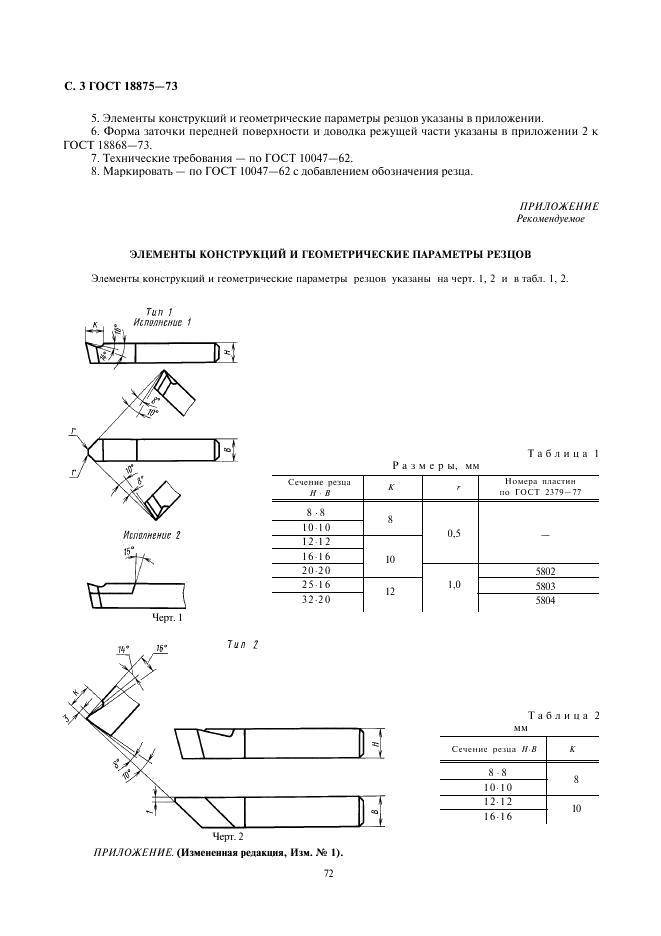
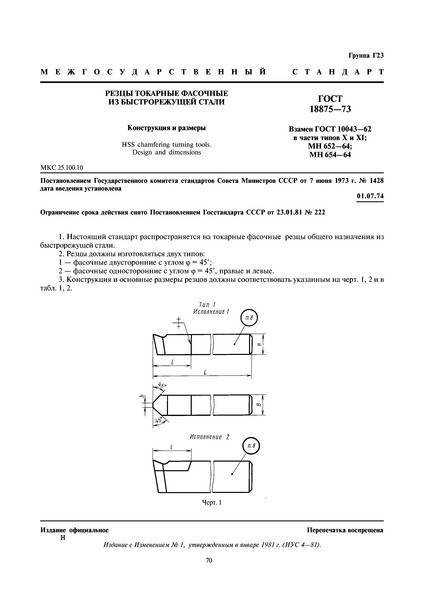
Резцы токарные фасонные выпускаются согласно ГОСТу 18875-73. Встречаются не только индивидуальные изделия, но и те, которые рассчитаны на изготовление самых распространенных деталей. Как правило, для них подбираются самые качественные материалы, так как замена будет достаточно сложной и нужно максимально продлить срок службы.
Виды фасонных резцов
Фасонный токарный резец может иметь различные отличия в своих параметрах, в зависимости от обрабатываемых заготовок, с которыми он работает. Исходя из этого, выделяют несколько основных разновидностей:
- Стержневые резцы – их используют для работы с короткими фасонными поверхностями. У данного типа весьма малая высота рабочей части, так что это становится причиной для наличия главного недостатка — малого количества переточек.
- Призматические – в данном виде имеется большое количество переточек, так что с их помощью обрабатываются более сложные поверхности фасонного типа. Фасонный резец базируется и крепится при помощи специального держателя и крепления «Ласточкин хвост». Но с помощью данного инструмента невозможно обрабатывать внутренние фасонные поверхности.
- Круглые – могут служить для работы как с наружными, так и внутренними поверхностями заготовки. Они являются весьма технологичными, так что по количество переточек превосходят все остальные виды. Для их закрепления также требуется специальный резцедержатель, а базировка происходит по торцу и отверстию.

Помимо этого фасонный резец классифицируется по следующим параметрам:
- Форма;
- Направление подачи (радиальная или тангенциальная);
- По расположению установочной базы и отверстия;
- По конструкции.
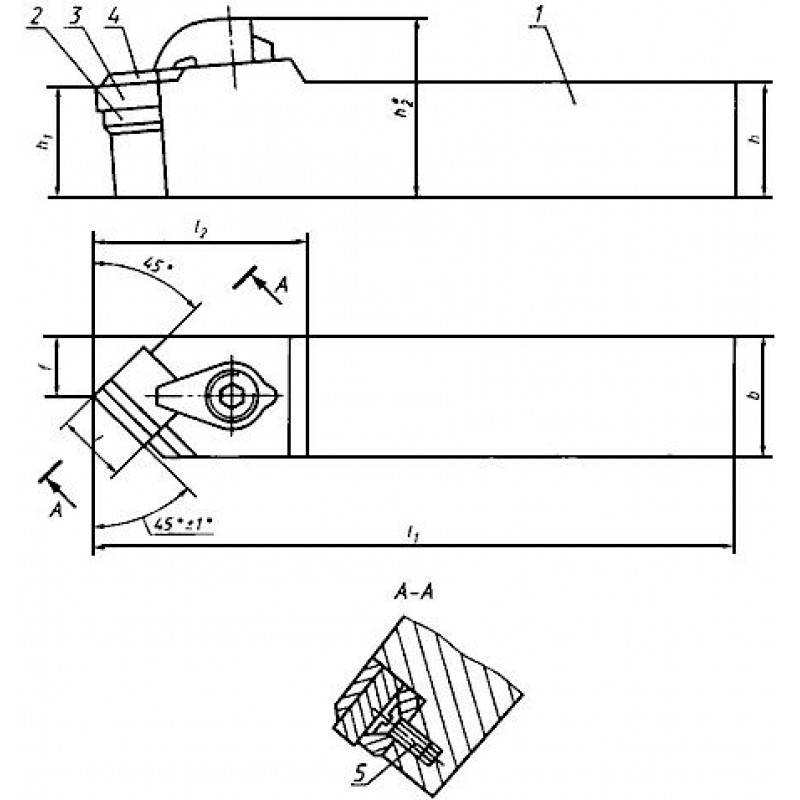
Конструктивные особенности токарных резцов
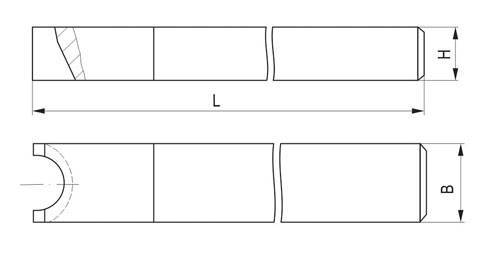
Каждый токарный резец состоит из двух частей.
- Державка. Может быть квадратной или прямоугольной. С ее помощью резец закрепляют в посадочных гнездах станков. ГОСТом установлены следующие стандартные размеры державок.
- Квадратные — 4*4, 6*6, 8*8, 10*10, 12*12, 16*16, 20*20, 25*25, 32*32, 40*40 мм.
- Прямоугольные — 16*10, 20*12, 25*16, 25*20, 50*25, 40*32, 50*32, 50*40, 63*50 мм.
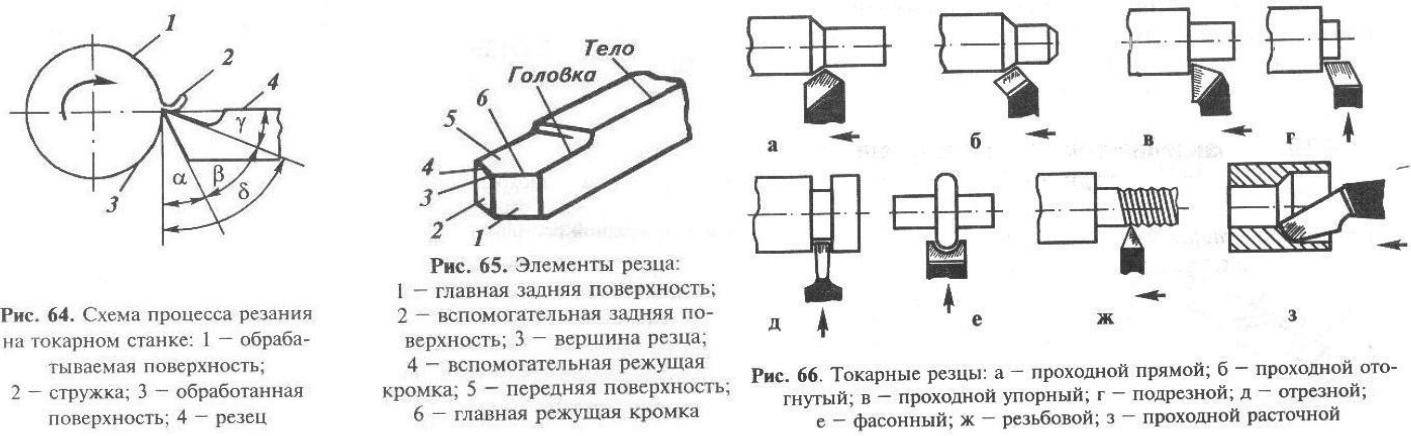
- Головка. Это рабочая часть резца, контактирующая с заготовкой в процесс ее обработки. Головка состоит из заточенных под определенными углами кромок.
Изображение №1: конструкция токарного резца
Плоскости резания
Угловые параметры резцового токарного инструмента рассчитываются с помощью системы координатных плоскостей, среди которых базовыми являются основная, резания и главная секущая. Их взаимный наклон формирует углы заточки режущей части, обеспечивающие токарную обработку на расчетных режимах. Таким образом определяются следующие углы: главный передний (γ), главный задний (α), угол заострения (β), а также ряд других углов.
Углы резца
Работа токарного инструмента в процессе резания определяется угловыми параметрами передней и задней поверхностей. Поэтому основные углы резца — это главный передний (γ) и главный задний (α). При увеличении первого снижаются затраты мощности на выполнение резания, улучшается стружкоотвод и снижается шероховатость. С другой стороны, при увеличении переднего угла снижается толщина лезвия, что приводит к ухудшению его прочностных характеристик, усилению выкрашивания и уменьшению скорости отвода тепла. Основное назначение заднего угла — это снижение трения между поверхностью резания и главной задней. Кроме главных по функциональности углов α и γ при расчете определяется еще несколько углов, чьи величины влияют на класс чистоты токарной обработки, процесс формирования стружки и другие технические характеристики.
В зависимости от предназначения
Здесь речь чаще всего об обрабатываемых материалах.
Для дерева
Инструменты, обрабатывающие дерево, реализуются магазинами в таких комплектах:
- Гребёнки.
- Кольца.
- Крючки.
- Косые резцы.
- Обрезные резцы.
- Стамески.
- Рейеры.
- Мейселя.
Резцы и вращательные механизмы крепят друг к другу. Следы заготовок определяются сразу по инструментам, их формам, прочности, остроте. Это облегчает и выбор форм заготовок в итоге. От
Для работ с металлом
Приваривание и припайка пластин – оптимальный выбор для резцов, обрабатывающих металл. В производстве отдают предпочтение быстрорежущим, твёрдым сплавам. В составах обычно присутствуют тантал или вольфрам, титан. Высокая прочность, доступная цена стали главным преимуществом для инструментов.
Часто применяют разновидности, у которых пластины сменные. Тогда их крепят к головке, с помощью специальных винтов или прижимных элементов. Пластины из минералокерамики – самые удобные для дальнейшей эксплуатации. Но тогда резец будет дорогим.
Твёрдые сплавы применяют в случае с рабочими поверхностями инструмента:
- Вольфрамовые.
- Титановольфрамовые.
- Танталово-вольфрамо-титановые.
Допустимы варианты с быстрорежущей сталью, либо её углеродистой разновидностью.
Установка резцов допустима на станки нескольких видов:
- Специального назначения.
- Револьверно-автоматные.
- Долбёжные.
- Токарные.
- Строгальные.
По виду обработки
Чистовые
Подача с небольшой скоростью. С болванки снимается материал, для которого характерна небольшая толщина. Проходной резец – наиболее популярная разновидность такого инструмента.
Получистовые
Много сходств с предыдущей разновидностью. Только характеристики у них используются в два раза меньшие по сравнению с аналогом. Назначение, особенности работы остаются почти одинаковыми.
Модели отрезных и канавочных резцов в SolidWorks
Как уже говорилось в статьях ранее 3д модели режущего инструмента можно, конечно, построить с нуля в SolidWorks. Но я думаю в этом нет никакого смысла так это сделали уже за нас производители инструмента.
Переходим на сайт , и для примера скачиваем две модели резцов под обозначениями: «RAG123H10-32B», «RF123H13-2525BM».
Сайт «Sandvik coromant»
И в строке поиск вводим поочередно данные обозначения и скачиваем резцы, нажав на «Загрузить» в строке «скачать подробную 3D модель».

Скачивание 3д модели инструмента с сайта «Sandvik coromant»
Далее открываем скаченные файлы и получаем 3д модели данных резцов в SolidWorks.
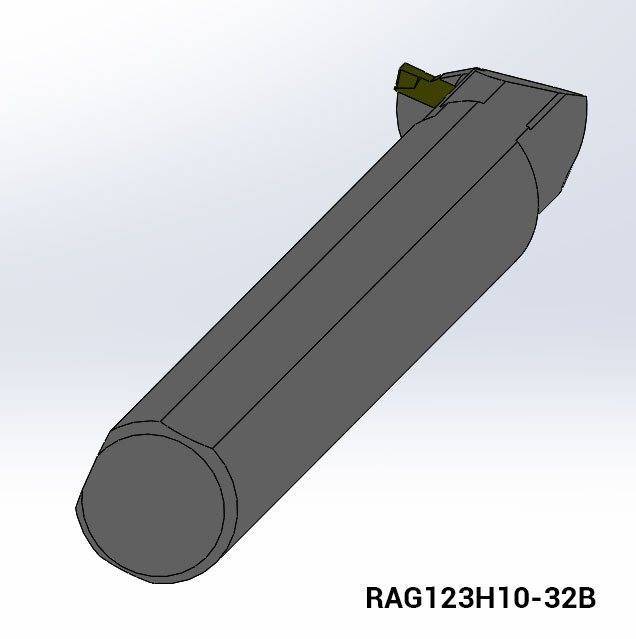
Резец для обработки внутренних канавок RAG123H10-32B
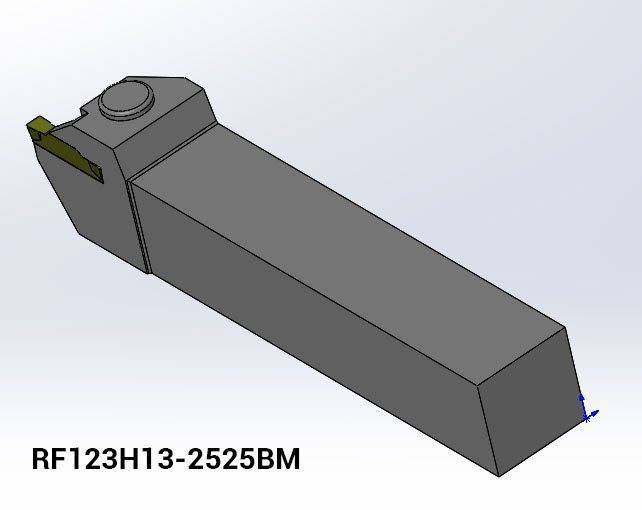
Резец для отрезки и обработки канавок RF123H13-2525BM
Как видим это намного проще и быстрее чем создавать резец в SolidWorks c нуля.
Если кому нужно данный модели можно скачать в конце статьи!
Обработка проходными резцами
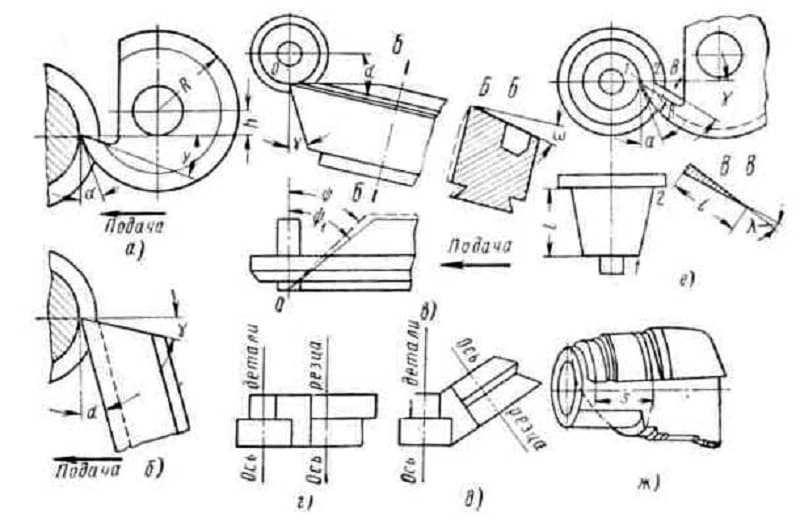
При небольшой партии заготовок и соответствующей подготовке рабочего фасонную поверхность можно обрабатывать проходным резцом при его одновременном продольном и поперечном движении, осуществляемом вручную.
При выборе резца форма его вершины и расположение режущих кромок должны позволить обработать фасонную поверхность с заданными углами наклона и радиусами.
Для приобретения навыка одновременного продольного и поперечного перемещения резца по заданной траектории следует предварительно (перед обработкой фасонной детали) выполнить несколько упражнений, что позволит освоиться с особенностями управления станком при фасонной обработке. Для этого в патроне или в центрах устанавливают готовую деталь с фасонной поверхностью сложного профиля. Перемещая суппорт координированным вращением его рукояток, следят за тем, чтобы вершина резца перемещалась в непосредственной близости (с одинаковым зазором до 1 мм) от поверхности детали.

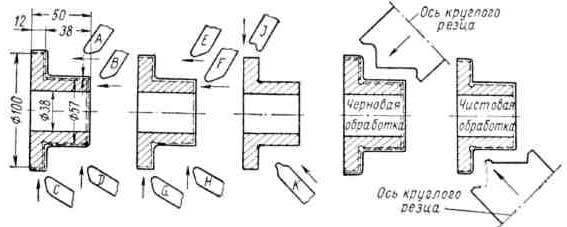
Убедившись в надежности управления станком, переходят к обработке детали с фасонной поверхностью. На рис. 4.40, а показана последовательность обработки описанным способом фасонной поверхности заготовки рукоятки. Заготовку закрепляют в трех-кулачковом патроне, используя для этого поверхность А (рис. 4.40, б), и обрабатывают проходным резцом хвостовую часть рукоятки, состоящую из поверхностей В, С, D, и Е. Установив рукоятку в патроне по поверхности G (рис. 4.40, в), обрабатывают фасонную часть рукоятки. С помощью шкалы на станине станка производят разметку (вдоль оси заготовки) наибольшего и наименьшего диаметров фасонной поверхности рукоятки, а затем проходным резцом снимают черновой припуск в несколько проходов (см. заштрихованные участки на рис. 4.40, в).
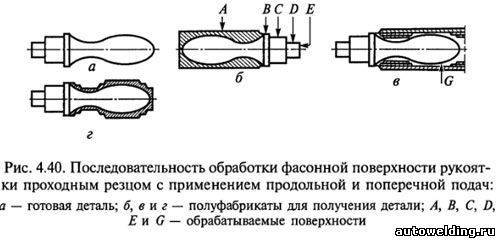
Окончательный съем припуска (рис. 4.40, г) выполняют в несколько проходов. Вначале аккуратно снимают гребешки плавным перемещением резца вдоль оси обрабатываемой детали и возвратно-поступательным перемещением поперечных салазок суппорта. Затем к невращающейся заготовке прикладывают шаблон с профилем готовой детали, измеряют наибольший и наименьший диаметры фасонной поверхности и определяют места, с которых необходимо снять припуск. Для облегчения условий труда и повышения его производительности опытные рабочие используют автоматическую продольную подачу, перемещая вручную только поперечный суппорт.
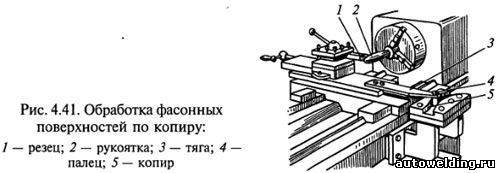
Для повышения производительности и точности обработки фасонных поверхностей проходным резцом применяют копир (рис. 4.41). Фасонную поверхность рукоятки 2 обрабатывают резцом 7, поперечное перемещение которого осуществляется по копиру 5 пальцем 4 в соответствии с его профилем. Вместе с пальцем 4 в поперечном направлении перемещается тяга 3 и связанный с ней суппорт с резцовой головкой. При этом винт поперечного движения подачи выводится из зацепления с гайкой поперечного суппорта, а движение продольной подачи может осуществляться автоматически.
Как установить отрезной резец
Чтобы правильно выполнить отрезание без повышенного износа режущей пластины, а также обеспечить требуемое качество торца после отрезки, необходимо выставить резец строго перпендикулярно к детали. Кроме того, он должен быть установлен напротив оси вращения с отклонением по вертикали не более ± 0,1 мм. Размещение кромки лезвия даже на несколько десятых миллиметра выше может привести к поломке режущего лезвия, а при установке ниже уровня на заготовке может остаться непрорезанная ступенька. Отрезку необходимо производить максимально близко к кулачкам патрона, используя резец с минимальным вылетом.
Фасонные резцы по металлу
Для изготовления различных деталей из сортового металлопроката в качестве основной технологической операции в большинстве случаев применяется такая, как обработка резанием.
В высокоточных приборах, разнообразных специализированных аппаратах, машинах множество деталей изготовлено способом удаления «ненужного» слоя металла на механических станках. При этом если внимательно на их посмотреть, то выяснится, что многие из них имеют поверхности самой различной геометрической конфигурации, в том числе и фасонные.
Для того чтобы произвести их обработку должным образом, в условиях современного производства используются станки с числовым программным управлением. Они по определенной рабочей программе обеспечивают движение режущего инструмента по заданной траектории. Еще одним широко распространенным способом является использование фасонных резцов. Они имеют профиль режущей поверхности, в точности соответствующий тому, который должен получиться у готовая детали.
Для обработки фасонных поверхностей в последние годы все чаще используются станки с числовым программным управлением, однако использование для этой цели фасонных резцов по-прежнему остаётся востребовано, на что есть целый ряд немаловажных причин.
В машиностроении фасонными резцами называют такой режущий инструмент, у которого форма рабочей кромки напрямую зависит от той, что имеет профиль обрабатываемой детали.
Фасонные резцы используются в качестве режущего инструмента на самых различных станках: токарно-винторезных, токарных, токарно-револьверных, полуавтоматических, а в некоторых случаях даже и строгальных. Использование этих резцов технологически и экономически целесообразно только в условиях массового или серийного производства.
Как правило, фасонные резцы – это узкоспециализированный режущий инструмент, поскольку он предназначается только для обработки тех деталей, которые имеют специфическую конфигурацию поверхности.
Применение фасонных резцов позволяет добиться необходимой точности изготовления деталей, идентичности их формы, а обработка ими поверхностей характеризуется высокой производительностью.
Практически всегда фасонные резцы испытывают гораздо большие нагрузки, чем резцы обычные. Дело в том, что длинна соприкосновения их режущих кромок достаточно велика, соответственно и сопротивление резанию – тоже.
Для того чтобы фасонные резцы полностью проявили все свои преимущества, они должны быть точно изготовлены в соответствии с необходимыми техническими требованиями.
Виды фасонных резцов
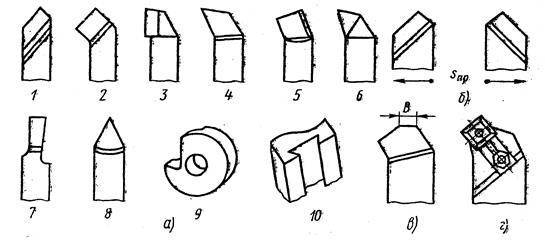
Специалисты классифицируют подобный режущий инструмент в зависимости от конструкции и специфических особенностей. На этой основе различают следующие виды фасонных резцов:
- Стержневые
- Призматические
- Круглые
Стержневые фасонные резцы очень похожи на обычные токарные, однако отличаются от них тем, что имеют соответствующую фасонную конфигурацию режущей поверхности. Их крепление в резцедержателях осуществляется так же, как и обычных токарных резцов.
Как нетрудно догадаться из самого названия, призматические фасонные резцы по своей геометрической форме представляют собой ни что иное, как призму. При этом одна из их граней, служащая задней поверхностью, имеет фасонную цилиндрическую конфигурацию, а передняя поверхность – это плоская торцевая грань. Формирование задних углов на фасонных режущих кромках происходит за счет того, что в державках этот инструмент устанавливается под наклоном.
Круглые фасонные резцы представляют собой тела вращения, у которых для схода стружки и образования передней плоскости вырезаются угловые пазы. Поскольку такие резцы устанавливаются выше осей обрабатываемых деталей, то за счет этого создаются положительные задние углы на фасонных режущих кромках. Резцы этого типа можно много раз перетачивать, они просты в изготовлении, но их можно использовать только для обработки неглубокого профиля, поскольку крепятся они не очень жестко.





